Ara
Aramak...
Giriş
Kayıt
ENM 319 KALİTE KONTROL
1 of 202
Page:
Page Width
Benzer belgeler
TOPLAM KALİTE YÖNETİMİ - 3.
Copyright: Prof.Dr. Ömer Saatçioğlu
TOPLAM KALİTE YÖNETİMİ - 3 Copyright:
Prof.Dr. Ömer Saatçioğlu Kalitenin
Maliyeti Maliyet Öğeleri Kalite ne
maliyette? Yüksek maliyette ürünü düşük
maliyette indirgemek disiplinler arası bir
problemdir.
Detaylı
İstatistiksel Süreç Kontrol KAZIM
KARABOĞA
İstatistiksel
Süreç
Kontrol
KAZIM
KARABOĞA KALİTENİN TARİHSEL KİMLİK
DEĞİŞİMİ Muayene İstatistiksel Kalite
Kontrol Toplam Kalite Kontrol Toplam
Kalite Yönetimi İSTATİSTİKSEL KALİTE
KONTROL İstatistiksel
Detaylı
Quality Planning and Control
Quality Planning and Control END 3618
KALİTE PLANLAMA VE KONTROL Prof. Dr.
Mehmet
ÇAKMAKÇI
Dokuz
Eylül
Üniversitesi
Endüstri
Mühendisliği
Anabilim Dalı 1 İstatistiksel Proses Kontrol
Kontrol Kartları Kontrol
Detaylı
Bir ürün yada hizmetin belirlenen
yada olabilecek ihtiyaçları karşılama
yeterliğine dayanan özelliklerinin
KALİTE KONTROL Kalite: Bir ürün yada
hizmetin belirlenen yada olabilecek
ihtiyaçları karşılama yeterliğine dayanan
özelliklerinin toplamıdır. Kontrol: Mevcut
sonuçlarla
hede eri
ve
amaçları
kıyaslama
Detaylı
İSTATİSTİKSEL PROSES KONTROLÜ
SHARE
HTML
DOWNLOAD
İSTATİSTİKSEL PROSES KONTROLÜ ZTM
433
KALİTE
KONTROL
VE
STANDARDİZASYON PROF: DR: AHMET
ÇOLAK İstatistiksel işlem kontrolü (İPK),
işlemle çeşitli istatistiksel metotların ve
analiz sapmalarının kullanımını
Save this PDF as:
WORD
PNG
TXT
JPG
0
Fidan Giray
5 yıl önce
Detaylı
Kalite Yönetimi. Kabul Örneklemesi
11. Hafta
İzleme sayısı: 379
Transkript
1 ENM 319 KALİTE KONTROL Yrd. Doç. Dr. Ercan ŞENYİĞİT Bu ders notunun hazırlanmasında Montgomery in Statistical Quality Control kitabı kaynak olarak kullanılmıştır.
Kalite Kalite, bir ürün veya hizmetin belirlenen veya olabilecek ihtiyaçları karşılamaya dayalı karakteristikler toplamıdır. (ISO) Kalite: Müşteri beklentilerini uygun bir biçimde
karşılayacak ürün veya hizmet üretebilme yeteneğidir. KALİTE DEĞİŞKENLİKLE TERS ORANTILIDIR.
Kalite Yönetimi Kabul Örneklemesi 11.
Hafta Parti Kabulünde Uygulanacak
Yaklaşımlar Muayene uygulamamak %
100 muayene Örnekleme muayenesi
Kabul Örneklemesi Yığından örnekler
alınır, birimlerin belirli
2
Detaylı
3 DEĞİŞKENLİK Herhangi bir süreçte, kontrolümüzde olmayan değişkenliğin nedenleri vardır. Fazla değişkenlik, ürün hatalarına, mutsuz müşterilere ve gereksiz maliyetlere neden olur.
Değişkenliği anlamada ve iyileştirmeyi sağlamada yardımcı olmak üzere değişkenliği belirlemek ve niceleştirmek için istatistiksel yöntemler kullanılabilir.
Vites Kutusu örneği Ford rmasının 1980 lerdeki bir deneyimi, parça üretiminde hedeften sapma sonucu oluşan varyasyonun, rmaya parasal kayıp olarak döndüğünü
göstermektedir. Ford, imal etmekte olduğu otolara şanzıman üretmek üzere iki ayrı rmaya sipariş verir. Tedarikçi rmalardan biri, bir Amerikan rması, diğeri Japon Mazda rmasıdır.
Her iki rma da, şanzımanları, Ford un spesi kasyonlarına göre üretip teslim ederler. Garanti süresi içinde şanzıman sorunlarından kaynaklanan garanti talepleri oluşur. Ford yetkilileri,
sorunlu şanzımanları üretici rmaya göre sını andırdıklarında, Amerikan rmasının ürettiği grubun, sayısal olarak diğerinden birkaç kat daha fazla olduğunu görürler. Bunun üzerine,
şanzımanların bazı kritik performans değişkenlerinin olasılık dağılımını hesaplarlar. Durum Şekillerdeki gibidir. Her iki rmanın da ürettiği şanzımanlar, istenilen spesi kasyon sınırları
içerisindedir. Ancak, Amerikan rmasının ürettiği şanzımanlarda değişkenlik daha fazladır. Bu şanzımanlar, daha sık ve daha erken arıza yaparak rmanın maliyetini artırmaktadır.
4
5
İstatistiksel Kalite Kontrol BBY 374
TOPLAM KALİTE YÖNETİMİ 18 NİSAN
2014
İstatistiksel Kalite Kontrol BBY 374
TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014
İstatistiksel kalite kontrol o Üretim ve
hizmet süreçlerinin ölçülebilir veriler
yardımıyla
istatistiksel
yöntemler
kullanılarak
6 Kalitenin iyileştirilmesi Kalite iyileştirmesi, süreçlerde ve ürünlerde değişkenliği azaltmaktır. Vites kutusu örneği, bu tanımın anlamını açıklamaktadır. Eşdeğer bir tanıma göre, kalite
Detaylı
iyileştirmesi israfın azaltılmasıdır. Bu tanım, hizmetlerde veya işlemlere dayalı işler için yararlıdır.
7 Ürün kalite boyutları Performans; temel işletim özellikleri, (resmin parlaklığı) Özellikler; temel özelliklere ek olarak eklenen özellikler (uzaktan kumanda) Güvenilirlik; zaman içinde
ürünün bozulma olasılığı Uygunluk; belirlenmiş standartlara uygunluk Dayanıklılık; yenilemeden önceki yaşam süresi Servis görebilirlik; onarımın kolay olması, hızı ve onarımın yetkinliği
Estetik; görünüm, hissedilmesi, ses, koku ve tat Güvenlik; Kaza ve zarar olmaması Diğer algılamalar; marka, reklam, vb. etmenlere dayalı niteliksel algılamalar
Hizmet kalite boyutları Zaman ve zamanlılık; müşterinin bekleme zamanını en aza indirme, işi zamanında tamamlama Bütünlük; müşterinin istediklerinin tümünün almasının
sağlanması Nezaket; müşteriye davranışın uygunluğu İstikrar; tüm müşteriler için aynı düzeyde hizmet Erişebilirlik ve kolaylık; hizmeti almanın kolaylığı Doğruluk; işi her zaman doğru
yapabilme Heveslilik; olağandışı durumlara yanıt verebilme
8
9
Örnekler Boyut Ürün Otomobil Hizmet Otomobil Tamiri Performans Her özelliğin çalışması Sabit
yat, nezaket Estetik Kontrol panelinin görünümü Temiz salon, çay ikramı Özel
nitelikler (uygunluk, ileri teknoloji) CD çalar, arka görüş kamerası olması Hızlı geri dönüş Güvenlik Hava yastığı olması Kırılmaz camla ayrılmış bekleme salonu Güvenilirlik Arızaların az
olması Zamanında doğru işin yapılması Dayanıklılık Kullanım ömrünün uzun olması Daha uzun süre dayanması Algılanan Kalite Lüks Ödül kazanma Satış sonrası Hizmet Şikayetleri
zamanında ortadan kaldırma Şikayetlerle ilgilenme
T.C. ESKİŞEHİR OSMANGAZİ
ÜNİVERSİTESİ KONTROL GRAFİKLERİ.
Prof. Dr. Nimetullah BURNAK Prof.
Ü
1970
T.C.
ESKİŞEHİR
OSMANGAZİ
ÜNİVERSİTESİ KONTROL GRAFİKLERİ Prof.
Dr. Nimetullah BURNAK Prof. Dr. A.
Sermet ANAGÜN Endüstri Mühendisliği
Bölümü
1
Kontrol
Gra ği
UygulamaAdımları Kontrol edilecek uygun
Detaylı
10 4 unsur kaliteyi belirler. Tasarım kalitesi: İstenen ürün veya hizmet özelliklerinin tasarımda bulunması Uygunluk kalitesi: Geliştirilen ürün veya hizmetin tasarıma uygun olması Ürün:
Hizmet: Müşteri beklentilerinin üzerine çıkabilme
11 Yetersiz kalite İşi ve müşteriyi kaybetmeye; Ödemelerin gecikmesine Verimliliğin düşmesine Maliyetlerin artmasına yol açabilir. Kalite tüm çalışanların sorumluğundadır Özellikle üst
yönetimin sorumluğundadır.
12 Kalite nin Anlamı Kalite Üretici Bakışı Kullanıcı Bakışı Üretim Uygunluk Kalitesi Spesi kasyonlara Uygunluk Maliyet Tasarım Kalitesi Kalite Karakteristikleri Fiyat Pazarlama Müşteri
Kullanımına Uygunluk
13
Kalite Mühendisliği Kalite mühendisliği, ürünün kalite karakteristiklerini nominal veya istenilen düzeyde tutmak amacıyla kuruluşun işlemsel, yönetsel ve mühendislik faaliyetleri
kümesidir.
Prof.Dr.Nihal ERGİNEL Anadolu
Üniversitesi
İSTATİSTİKSEL SÜREÇ KONTROLÜNE GİRİŞ
Prof.Dr.Nihal
ERGİNEL
Anadolu
Üniversitesi İstatistiksel Süreç Kontrolü
Bir üretim/ hizmet sürecinin kontrol
altında olup olmadığına karar vermek için
kullanılan teknikler
Detaylı
14 Kaliteyi etkileyen faktörler İkiye ayrılır. Firma içi faktörler Firma dışı faktörler Kalitenin boyutları Tasarım kalitesi Uygunluk kalitesi Performans kalitesi
15 Firma içi faktörler Yönetim İnsan gücü Çalışanların motivasyonu Malzeme Makine Üretim yöntemleri Ölçüm araç ve gereçleri
16 Firma dışı faktörler Tüketici özellikleri Pazarın yapısı Sermaye ve
17
KALİTE KAVRAMI ve UNSURLARI
nansal kaynaklar Teknoloji
Bilim Adamları Shewart, Kontrol gra klerini geliştirdi. Deming, Toplam kalite yönetiminin kurucusu olarak kabul edilmektedir. Kalitenin bir yönetim sistemi olduğunu ifade eden
Deming kurallarını geliştirmiştir (14 kural). Feigenbaum, toplam kalite kontrolu kavramını geliştirmiştir. Feigenbaum un üçgen modeli bulunmaktadır.
KALİTE KAVRAMI ve UNSURLARI Kalite, bir
ürün veya hizmet ile ilgili özelliklerin,
belirlenen veya olabilecek ihtiyaçları
karşılama derecesidir. Kalite Sözlüğü
Kalite, genel olarak günlük konuşmalarda
18 Deming döngüsü
Detaylı
19 PÜKO DÖNGÜSÜ Planla Önlem al Uygula Kontrol et
Bilim Adamları Juran, spiral modeli geliştirmiştir. Crosby, sıfır hata kavramının öncülerindendir. İshikawa, kalite çemberlerini geliştirmiştir. Balık-kılçığı yöntemini de geliştirmiştir.
Taguchi, deneysel tasarım ve kalite kayıp fonksiyonunu geliştirmiştir. Ohna, tam zamanında üretim JIT modelini geliştirmiştir.
20
21 Bilim Adamları İmai, sürekli gelişme- kaizen kavramını geliştirmiştir. Shingo, sıfır hata kavramını incelemiş ve pokayoke kavramını literatüre kazandırmıştır. Juran, kalite üçlemesini
geliştirdi. Bunlar, planlama, kontrol, iyileştirmedir.
TEMEL KAVRAMLAR Proses: Herhangi bir ürün veya hizmetin müşteri isteklerini karşılayacak kalite düzeyinde elde edilebilmesi için gerekli faaliyetler ile makine, alet/ekipman,
yöntem, malzeme ve işgücü gibi faktörlerin sistematik bir şekilde planladığı sistemin tümüne denir.
22
İstatistiksel proses kontrol ve kontrol
diyagramı. 3. hafta
İstatistiksel proses kontrol ve kontrol
diyagramı 3. hafta İstatistiksel proses
kontrol Prosesteki değişkenliği ölçerek ve
analiz ederek istatistiksel kontrolünü
sağlamak ve sürdürmek için istatistiksel
Detaylı
23 TEMEL KAVRAMLAR İstatistiksel kalite kontrol, en az maliyetle, zamanında ve doğru veri üretmektir. Örneklem dışı hata büyüklüklerinin kontrolüne yardımcı olan istatistiksel kalite
kontrol yöntemleri 1. İstatistiksel proses kontrol 2. Ürün kontrol
24 İstatistiksel proses kontrol İstatistiksel tekniklerin, bir üretim veya hizmet prosesinin olağan biçimde devam edip etmediğinin istatistiksel tekniklerle kontrolü, olağandışı bir durum
varsa bunun fark edilmesi ve nedenlerinin belirlenerek ortadan kaldırılması olarak ifade edilebilir.
25
İstatistiksel kalite kontrol İstatistiksel proses kontrolünü, örnekleme planlarını ve diğer istatistiksel teknikleri ve uygulamalarını içerir ve kalitenin sürekli olarak izlenmesine ve
gerektiğinde önlem alınmasına dayanan bir yöntemdir.
Muayene ve Kalite Kontrol Herhangi bir ürünün veya hizmetin ölçü, nitelik veya performansının önceden belirlenmiş spesi kasyonlara uyup uymadığının belirlenmesi işlemine
muayene denir. Muayene kalite kontrolün bir fonksiyonudur. Muayene işleminde geçmiş üretimin kalitesi üzerinde durulmakta iken, kalite kontrolünde gelecek üretime önem
verilmektedir.
26
Kalite Geliştirmede İstatistiksel
Yöntemler ve Six Sigma
Kalite Geliştirmede İstatistiksel Yöntemler
ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup
Hayali bir şirket kurulacak Bu şirketin
kalite kontrol süreçleri raporlanacak
Kalite
sistem
dokümantasyonu
oluşturulacak
Detaylı
27 Nicel ve Nitel Değişken Birimin sahip olduğu ve bir diğerinden ayırt edilmesine yarayan özelliğe değişken denir. Şıkları kelimelerle ifade edilebilen değişkenlere nitel değişkenler,
sayılarla ifade edilebilen değişkenlere ise nicel değişkenler denir.
28 Kalite güvence sistemi Toplam Kalite Kontrol anlayışı çerçevesinde kalite kontrol fonksiyonun etkin bir şekilde gerçekleştirilebilmesine ilişkin bilgiler sağlayan bir faaliyetler sistemidir.
29 Kalitenin birincil boyutları Performans Tamamlayıcı özellikler Uygunluk Güvenirlik Dayanıklılık Hizmet görme yeteneği Estetik İmaj
30 Kalitenin ikincil boyutları: Fiyat İnsan sağlığı ve güvenliği Kolay bulunabilirlik Kullanım kolaylığı
31
Değişkenlik Bir prosesten elde edilen ürünler, aynı yöntem ve makinelerin kullanımına rağmen kalite özellikleri birbirinin tıpa tıp aynı olmayıp her zaman birbirinden az da olsa
Ders 9: Kitle Ortalaması ve Varyansı
için Tahmin
Ders 9: Kitle Ortalaması ve Varyansı için
Tahmin Kitle ve Örneklem Örneklem
Dağılımı Nokta Tahmini Tahmin Edicilerin
Özellikleri Kitle ortalaması için Aralık
Tahmini Kitle Standart Sapması için Aralık
farklılık gösterebilir. Değişkenliğin iki ana nedeni vardır. 1. Genel nedenler 2. Özel nedenler
Detaylı
32
33
34
Prosesteki değişkenlik Prosesteki değişkenliğin hangi tür değişkenlik olduğunun belirlenmesi üretici için son derece önemlidir. Ancak, bu belirleme aşamasında iki tip hata ile
karşılaşılması muhtemeldir. Bunlar; Özel neden yokken aranıp üretim işleminde düzeltmeye gidilmesi (1. tip hata) Özel neden varken aranmaması veya ortadan kaldırılmaması (2. tip
hata)
35 Type 1 error is % Ort. +2 σ +3 σ σ σ %99.73
36 Standartlar Bir ürünün kalite özellikleriyle ilgili ürün tasarımı, üretim, ölçme vb. konularda karışıklıktan kurtulmak ve belirli bir düzen kurmak amacıyla önceden belirlenmiş kurallara
denir.
Spesi kasyon ve Toleranslar Spesi kasyonlar, standartlara göre dar kapsamlı olup, standartların uygulanmasına yardımcı olan özelliklerdir. Spesi kasyonlar, standartlaştırmada
kullanılan araçlardır. Örneğin, bir milin nominal çapı ve izin verilen sapmalar için belirlenen rakamlar spesi kasyonları, bu rakamların belirlenme biçimi veya belirli kurallara uygunluğu ise
standardı oluşturur.
Dokuz Eylül Üniversitesi Mühendislik
Fakültesi Endüstri Mühendisliği
Bölümü END Kalite Planlama ve
Dokuz Eylül Üniversitesi Mühendislik
Fakültesi Endüstri Mühendisliği Bölümü
END 3618 - Kalite Planlama ve Kontrol
Uygulama Çalışması-I Dr. Öğr. Üyesi
Kemal SUBULAN Tarih: 12.04.2018 A
Aşağıda yer alan
Detaylı
37
38 Spesi kasyon ve Toleranslar Ürün tasarımında öngörülerek belirli sınırlar içinde olması beklenen ve sadece bu sınırlar içinde gerçekleştiği zaman kabul edilebilen sapmalara tolerans
denir. Ürün kalitesinin kabul edilebilir alt ve üst sınırlarına spesi kasyon sınırları denir.
Kontrol sınırları Kontrol sınırları ile spesi kasyon sınırları aynı değildir. Spesi kasyon sınırları, ürünün kabul edilebilir sınırlarını ifade eder ve ürün kalitesinin belirlenmesinde
kullanılan bir ölçü olarak düşünülebilir. Kontrol sınırları ise prosesin kontrol altında olup olmadığının belirlenmesi için çizilen ve proses ortalaması ile proses değişkenliğine bağlı güven
sınırlarıdır.
39
40 Kalite Maliyetleri Toplam kalite yönetimini, felsefe veya anlayış olarak kabul eden
rmalar için, kaliteli ürünün en düşük maliyetle üretilmesi temel amaçtır. İlk seferinde doğru yap
KALİTE EKONOMİSİ PROF.DR. AHMET
ÇOLAK
KALİTE EKONOMİSİ PROF.DR. AHMET
ÇOLAK TOPLAM KALİTE MALİYETLERİ
TOPLAM
İÇİNDEKİ
PAYI
1.Önleme
maliyetleri % 5 2.Ölçme ve Değerleme
Maliyetleri % 50 3.Başarısızlık Maliyetleri
% 45 3.1.İç Başarısızlık Maliyetleri
ilkesi ile maliyetler en aza iner.
Detaylı
41 Kalite Maliyetleri İyi kaliteyi sağlamanın maliyeti - Önleme Maliyetleri - Değerlendirme Maliyetleri Başarısızlık Maliyeti - İçsel başarısızlık maliyetleri - Dışsal başarısızlık maliyetleri
42 Önleme Maliyetleri Önleme maliyetleri, uygunsuzluğu önlemek için oluşan maliyetleri içerir. Bunlar, genellikle,ürünün ilk seferde doğru olarak yapımı için gerekli gayretler ile ilgili
maliyetleri içerir. Önleme maliyetlerinin önemli alt grupları şunlardır: - Kalite planlama ve mühendislik - Yeni ürünlerin gözden geçirilmesi - Ürün ve süreç tasarımı - Süreç kontrol - Eğitim Kalite verilerinin toplanması ve analizi
43 Değerlendirme Maliyetleri Muayene ve giren malzemenin testi Ürün muayene ve testi Tüketilen malzemeler ve hizmetler Test donatımlarının doğruluklarının sağlanması ve bakımı
44
İçsel Hata Maliyetleri İçsel hata maliyetleri, ürünlerin, bileşenlerin (components), malzemelerin ve hizmetlerin kalite ihtiyaçlarını karşılamadığı zaman oluşurlar Bu hata, ürün
TOPLAM KALİTE YÖNETİMİ
TOPLAM
KALİTE
YÖNETİMİ
3.Ders
Yrd.Doç.Dr. Uğur ÖZER Kalite Maliyetleri
Hizmet Kalitesi ve Müşterinin Kalite Algısı
Kalite
Yönetim
Sistemi
KALİTE
MALİYETLERİ Kalite maliyetleri meydana
gelebilecek hataları
müşteriye teslim edilmeden önce keşfedilir İçsel hata maliyetleri, üründe kusurların bulunmaması halinde yok olurlar.
İçsel Hata Maliyetleri (Devam) Bu maliyetlerin alt kategorileri şunlardır: Hurda Yeniden işleme Yeniden test etme Hata analizi Aksaklık (down-time) süresi Getiri kayıpları Değer
düşüklüğü
Detaylı
45
46 Dışsal Hata Maliyetleri Dışsal hata maliyetleri, ürünün müşteriye gönderildikten sonra, tatminkar düzeyde işlevini yerine getirmediği durumda oluşur Bu maliyetler, ürünün her birimi
ihtiyaçlarına veya belirtimlerine (spesi kasyonlarına) uygun hale getirildiğinde yok olurlar
Dışsal Hata Maliyetleri (Devam) Temel alt kategorileri şunlardır: Şikayetlerin giderilmesi Geri gönderilen ürün/malzeme Garanti belgesi masra arı Yükümlülük maliyetleri Dolaylı
maliyetler
47
48 Kalite Endeksleri İşçilik Endeksi: kalite Maliyeti / işgücü saati Maliyet Endeksi: kalite maliyeti / imalat maliyeti Satışlar Endeksi: kalite maliyeti / satışlar Üretim Endeksi: kalite maliyeti /
üretilen birimler
KALİTE KAVRAMI VE KALİTENİN
BOYUTLARI
KALİTE YÖNETİMİ KALİTE KAVRAMI VE
KALİTENİN BOYUTLARI Hizmet veya
üründe kalite kavramı için farklı tanımlar
kullanılmaktadır.
En
genel
hâliyle
ihtiyaçlara uygunluk (Crosby), ürün veya
hizmetin değeri
Detaylı
49 Kalite Endeks Örneği Kalite maliyetleri Önleme $ 27,000 41,500 74, ,300 Değerlendirmel 155, , , ,000 İçsel hata 386, , , ,100 Dışsal hata 242, , , ,000 Toplam $ 810, , , ,400 Muhasebe
ölçümleri Satışlar $ 4,360,000 4,450,000 5,050,000 5,190,000 İmalat maliyetleri 1,760,000 1,810,000 1,880,000 1,890,000
İSTATİSTİK II. Hipotez Testleri 1
50 Kalite Endeksi Toplam kalite maliyetleri * 100 / baz $810,400 * 100 / 4,360,000 = Yıl Satışlar Maliyet
51 Kalite ve Verimlilik Verimlilik= Çıktı / Girdi Az sayıda kusurlular, çıktıyı arttırır Kalite iyileştirme, girdileri azaltır
52 Getiri ve Verimliliğin Ölçümü Y = (I)(%G) + (I)(1-%G)(%R) Y = getiri I = üretime başlıyan birimlerin sayısı % G = kusursuz birimlerin yüzdesi % R = yeniden işlenen kusurlu birimlerin
yüzdesi
İSTATİSTİK II Hipotez Testleri 1 1 Hipotez
Testleri 1 1. Hipotez Testlerinin Esasları 2.
Ortalama ile ilgili bir iddianın testi: Büyük
örnekler 3. Ortalama ile ilgili bir iddianın
testi: Küçük örnekler
Detaylı
Üretim/İşlemler Yönetimi 9. Yrd. Doç.
Dr. Mert TOPOYAN
Üretim/İşlemler Yönetimi 9 Yrd. Doç. Dr.
Mert TOPOYAN İşletmelerin Yaşadığı
Sorunların Temel Kaynağı İsraf Düşük
verim
Düşük
kalite
Müşteri
memnuniyetsizliği
Fiyat
rekabetine
dayanamamaları Kalite QUALIS
Detaylı
53 Ürün Getiri Örneği Günde 100 motorla üretime başla Birimlerin 80% i kusursuz Düşük kalitedeki birimlerin 50% si yeniden işlenebilmektedir Y = (I)(%G) + (I)(1-%G)(%R) Y = 100 (0.80)
(1-0.80) (0.50) = 90 motors
54 Ürün Maliyeti = direct mfg cost input unit rework cost reworked units = K I K R d Y r yield where Kd direct manufacturing cost I = input Kr rework cost per unit R reworked units Y yield
55 Ürün Maliyet Örneği Dolaysız imalat maliyeti = $30, yeniden işleme maliyeti = $12 100, üretime başlayan motor sayısı, 20%, kusurlu motor yüzdesi Kusurlu motorların 50% si yeniden
işlenebilir Ürün maliyeti = = K I K R d r Y $ $ motor $34.67
Parti Bazında Kabul Örneklemesi
KABUL ÖRNEKLEMESİ Hammadde, yarı
mamul veya bitmiş (son) ürünün kabul /
red kararının verilebilmesi için kullanılan
bir yaklaşımdır. Kabul örneklemesi sadece
partinin kabul / red kararı için kullanılır,
56 Çok Aşamalı Ürün Getirisi Y = (I) (%g 1 )(%g 2 )...(%g n ) I = giren parti büyüklüğü %g i = aşama i deki kusursuz ürünlerin yüzdesi
Detaylı
57 Çok Aşamalı Süreç Getiri Örneği Motorlar 4 aşamalı süreçte üretilmektedir. Üretime 100 motorla başlandığında sürecin getirisini hesaplayınız. Aşama Kusursuz ürün yüzdesi Y = (I)
(%g 1 )(%g 2 )...(%g n ) = (100)(0.93)(0.95)(0.97)(0.92) Y = 78.8 motor
58 100 Kusursuz Ürün Üretimi Çıktısı için Gerekli Girdi Sayısı I = %g %g %g %g 1 2 Y 3 4 I = motor
59 Kalite Verimlilik Oranı (KVO) Verimlilik ve kalite maliyetlerini içerir Artar - Eğer işleme veya yeniden işleme maliyetleri azalırsa - Eğer süreç getirisi artarsa QPR İyikalitedeki ürünler
(girdiler) (üretim maliyeti) + (kusurlu ürünler)(yeniden işşlem (100) maliyeti)
60
KVO Örneği Dolaysız maliyet = $30/birim, yeniden işleme = $12/birim Günde 100 motorla üretime başla Ürünlerin %80 i kusursuz, kusurlu birimlerin %50 si yeniden işlenebilir
İstatistik ve Olasılık
İstatistik ve Olasılık Örnekleme Planlar ve
Dağılımları Prof. Dr. İrfan KAYMAZ Tanım
İncelenen olayın ait olduğu anakütlenin
bütünüyle dikkate alınması zaman, para,
ekipman ve bunun gibi nedenlerden
dolayı
olduğunda kuruluş aşağıdaki 4 değişiklik üzerinde çalışmaktadır 1 - Günlük üretimin 200 e çıkarılması 2 - Süreç maliyetinin $26 a ve yeniden işleme maliyetinin de $10 a indirilmesi 3 Getirinin 95% e çıkarılması 4-2 ve 3. ün karışımı
61 KVO ÖRNEĞİ QPR ( 100) (100)($30) +(10)($12) Durum 1 I yı artırmanın bir etkisi olmadı QPR ( 100) (200)($30) +(20)($12)
62 Durum 2 Maliyetin azaltılması QPR ı artırdı QPR ( 100) (100)($26) +(10)($10) Durum 3 Getirinin artması QPR ı artırdı QPR ( 100) (100)($30) +(2.5)($12) Durum 4 Maliyetlerin düşmesi ve
getirinin artması en iyi durumu verdi QPR ( 100) (100)($26) +(2.5)($10)
63 İstatistiksel Kalite Kontrol Teknikleri
64 İstatistiksel Proses (Süreç) Kontrol İstatistiksel Süreç Kontrol bir araçlar topluluğu olup birlikte kullanıldığında değişkenliği azaltır ve süreci kararlı kılar. İstatistiksel Süreç Kontrolün
nihai amacı, nedeni bulunabilir sorunların tanımlanmasıyla süreçlerdeki değişkenliğin elimine edilmesi veya azaltılmasıdır.
65 İstatistiksel Proses (Süreç) Kontrol İstatistiksel Süreç Kontrolün en önemli amacı, nedeni bulunabilir sorunların tanımlanmasıyla veya prosesteki değişimin özel nedenlerini ortadan
Detaylı
İstatistiksel Süreç Kontrolu.
Doç.Dr.Nihal ERGİNEL Anadolu
Üniversitesi
İstatistiksel Süreç Kontrolu Doç.Dr.Nihal
ERGİNEL Anadolu Üniversitesi İstatistiksel
Süreç Kontrolü Bir üretim/ hizmet
sürecinin kontrol altında olup olmadığına
karar vermek için kullanılan teknikler
bütünüdür.
kaldırılması, süreçlerdeki değişkenliğin elimine edilmesi veya azaltılmasıdır. Herhangi bir proses, sadece genel nedenlerin etkisiyle değişim gösteriyorsa, bu prosesin istatistiksel olarak
kontrol altında çalıştığı söylenir.
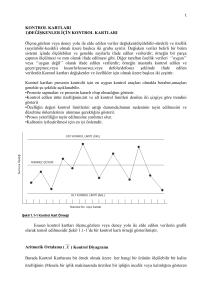
Kontrol Gra kleri Kontrol gra kleri, proseslerden elde edilen ürünlerin gözlem sonuçlarına ilişkin değişimleri ortaya koyar. Kontrol gra kleri görsel bir nitelik taşır ve prosesteki
değişkenliğin kolayca algılanmasına yardımcı olur. Prosesleri kontrol altına almak, oluşacak kusurları zamanında ve ortaya çıkmadan önce önlemek, prosesleri iyileştirmek ve geliştirmek
amacıyla kontrol gra kleri kullanılır.
66
67 Örnek Kalite Özelliği Kontrol Şemalarının İstatistiksel Yapısı Üst Kontrol Sınırı Merkez çizgisi Alt Kontrol Sınırı Tipik Bir Kontrol Şeması Örnek Sayısı veya Zamanı
Kontrol Gra kleri Kontrol gra kleri, üretimden belirli ve eşit zaman aralıklarında alınan örneklerden elde edilen ölçüm değerlerinin zaman içerisindeki değişimlerinin gösterildiği
gra klerdir. Merkez Çizgi; kalite özelliğinin ortalama değeri (hede enen değer) Üst Kontrol Sınırı Alt Kontrol Sınırı
68
Detaylı
TOPLAM KALİTE YÖNETİMİ
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE
YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra
BORAN Bu ders içeriğinin basım, yayım ve
satış hakları Sakarya Üniversitesi ne aittir.
"Uzaktan Öğretim" tekniğine uygun olarak
Detaylı
69 Kontrol Gra kleri Merkez çizgi, çeşitli zaman aralıklarında prosesten alınan ürünlere ilişkin gözlem değerlerinin ortalamasını gösteren çizgidir. Üst ve alt kontrol sınırları, prosesten
alınan ürünlere ilişkin gözlem değerlerinden hareketle hesaplanan ve orta çizgiye eşit uzaklıkta olan (±3σ) olan sınırlardır.
70 Normal Dağılım İlk olarak Shewhart tarafından geliştirilen kontrol gra klerinin temel yapısı normal dağılıma dayanır. Değişken değerlerinin; ±2σ lık alanda bulunması olasılığı %95,45
±3σ lık alanda bulunması olasılığı %99,73 tür. Seçilen herhangi bir birimin ±3σ lık alanın dışında kalması olasılığı (1-0,9973)=0,0027 dir. -3σ -2σ Ortalama +2σ +3σ %95.45 %99.73
71
Değişkenlik Bir prosesten elde edilen ürünler, aynı yöntem ve makinelerin kullanımına rağmen kalite özellikleri birbirinin tıpa tıp aynı olmayıp her zaman birbirinden az da olsa
farklılık gösterebilir. Değişkenliğin iki ana nedeni vardır. 1. Genel nedenler 2. Özel nedenler
72 Kontrol Gra kleri Genel nedenlerin etkisiyle ortaya çıkan değişkenlik kontrol sınırları içinde kalır. Özel nedenlerin varlığı prosesin kontrol dışına çıkması sonucunu yaratır.
TEMEL İSTATİSTİKİ KAVRAMLAR YRD.
DOÇ. DR. İBRAHİM ÇÜTCÜ
TEMEL İSTATİSTİKİ KAVRAMLAR YRD. DOÇ.
DR. İBRAHİM ÇÜTCÜ 1 İstatistik İstatistik,
belirsizliğin veya eksik bilginin söz konusu
olduğu durumlarda çıkarımlar yapmak ve
karar vermek için sayısal verilerin
Detaylı
73 Kontrol Gra kleri Kontrol sınırları arasında kalan bir nokta sürecin kontrol altında olduğunu gösterir. Herhangi bir şey yapmak gerekmez Kontrol sınırları dışında kalan bir nokta
sürecin kontrol altında olmadığını gösterir Nedeni bulunabilir sorunların bulunması ve elimine edilmesi için araştırılma ve düzeltici eylemlerin yapılmasını gerektirir.
Kontrol Gra kleri Shewart tarafından geliştirilmiştir. Küçük örneklem hacimlerinde bile anakütle parametreleri hakkında tutarlı tahminler vermektedir. Her kontrol gra ği tek bir
süreci çözümlemek üzere kullanılır. Herhangi bir ürünün kalite özelliklerinin değerlendirme şekli, hangi tür kontrol gra ğinin kullanılacağını belirler.
74
75 Örnek Büyüklüğü ve Örnekleme Frekansı Ortalama Koşum Uzunluğu Ortalama koşum uzunluğu (run length) (ARL) uygun örnek büyüklüğünün ve örnekleme frekansının belirlenmesi
açısından çok önemlidir. p = süreç kontroldeyken bir noktanın kontrol sınırları dışına düşme olasılığı olsun. ARL 1 p
Örnek Büyüklüğü ve Örnekleme Frekansı Örnek Ortalamadan 3 standart sapma uzaklığında kontrol sınırları olan bir problem düşünün.kontrol sınırları dışında kalan noktaların
olasılığı yine (yani, p = ). Dolayısıyla, ortalama koşum uzunluğu; ARL
76
77 Örnek Büyüklüğü ve Örnekleme Frekansı ARL bize ne söylüyor? Ortalama koşum uzunluğu bize örnek alma zamanı uzunluğunu verir, ki kontrol sınırları dışında kalacak bir noktadan
Oluşturulan evren listesinden
örnekleme birimlerinin seçkisiz
olarak çekilmesidir
Bilimsel Araştırma Yöntemleri Prof. Dr.
Şener Büyüköztürk Doç. Dr. Ebru Kılıç
Çakmak Yrd. Doç. Dr. Özcan Erkan Akgün
Doç. Dr. Şirin Karadeniz Dr. Funda
Demirel Örnekleme Yöntemleri Evren
Evren, araştırma
önce örnek alma işlemi yapılabilsin. Bu değer ne kadar büyükse o kadar iyidir. Bizim problemimiz için, süreç kontrol altında olsa bile ortalama olarak her 370 örnekte bir kontrol dışı
sinyali yaratılacaktır.
78 Örnek Büyüklüğü ve Örnekleme Frekansı Ortalama Sinyal Zamanı Bazen kontrol şemalarının performansını ortalama sinyal zamanı (ATS) ile ifade etmek daha uygun bir yoldur. Yani
örnekler sabit aralıklar ile alınır, h saat aralığı ile. ATS ARL(h)
79 Örnek Büyüklüğü ve Örnekleme Frekansı (hard-bake) sertlik fırınlama sürecini düşünelim. Eğer süreç ortalaması mikron ise, kontrol sınırları arasında kalma olasılığı yaklaşık olarak
0.50 olur. Dolayısıyla, p 0.50 olur ve kontrol dışı ortalama koşum uzunluğu (ARL); l Eğer h=1 saat ise, ortalama değişim zamanı şöyle saptanır:
80 Örnek Büyüklüğü ve Örnekleme Frekansı Bunun kabul edilemez olduğunu varsayalım. Bu durumun üstesinden gelmenin bir yolu daha sık örnek almaktır. Örneğin, eğer biz yarım
saatte bir örnek alırsak, bu durumda ortalama sinyal zamanı ATS = ARL 1 h = 2(1/2) = 1 olur. l İkincisi, olasılık örnek büyüklüğünü arttırmaktır. Örneğin, n=10 olursa, süreç ortalaması
mikron olduğunda x- bar ın kontrol sınırları içine düşme olasılığı yaklaşık olarak 0.1 mikron olacaktır, dolayısıyla p = 0.9 olacaktır. Yani ARL 1 aşağıdaki gibi olacaktır
81 Veri Tipleri Nicel, Ölçülebilen özellikler (değişken nicelikler): Sayısal olarak ölçülebilir ve sürekli bir ölçek üzerinde rakamsal olarak ifade edilebilir özelliklerdir. Örnek; uzunluk, hacim,
Detaylı
Dokuz Eylül Üniversitesi Mühendislik
Fakültesi Endüstri Mühendisliği
Bölümü
Dokuz Eylül Üniversitesi Mühendislik
Fakültesi Endüstri Mühendisliği Bölümü
END 3618 Kalite Planlama & Kontrol
Bölüm
12:
Nitelikler
için
Kabul
Örneklemesi Yrd. Doç. Dr. Kemal
SUBULAN 26.04.2018 Kabul Örneklemesi
ağırlık, sıcaklık vb. Kalite özelliğini tasvir etmede merkezi eğilim ölçülerinden aritmetik ortalama, dağılım ölçülerinden standart sapma ve açıklık kullanılır. Nitel, Ölçülemeyen özellikler
(vası ar): Sayısal olarak ölçülemeyen ancak kusurlu-kusursuz olarak sını andırılabilen özelliklerdir.
82 Kontrol Gra kleri Kontrol gra kleri ikiye ayrılır. Nicel Kontrol Gra kleri (Variables) Nitel Kontrol Gra kleri (Attributes) Alternatif kontrol gra kleri Shewhart kontrol gra kleri süreç
kontrolünde veriler durağan ve ilişkisiz olduğunda en etkili gra klerdir.
83 Nicel Kontrol Gra kleri 1. Ortalama ve Aralık Kontrol Gra ği 2. Ortalama ve Standart Sapma Kontrol Gra ği 3. Bireysel Gözlem (I) ve Hareketli Aralık Kontrol Gra ği (MR)
84 Nitel Kontrol Gra ği 1. Kusurlu oranı (p) kontrol gra ği 2. Kusurlu sayısı (np) kontrol gra ği 3. Kusur sayısı (c) kontrol gra ği 4. Birim başına kusur sayısı (u) kontrol gra ği
85 Alternatif kontrol gra kleri 1. Kümülatif toplam (CUSUM) kontrol gra ği 2. Hareketli ortalama (MA) kontrol gra ği 3. Üstel ağırlıklı Hareketli ortalama (EWMA) kontrol gra ği
Detaylı
İstatistik ve Olasılık
İstatistik ve Olasılık -II Prof. Dr. İrfan
KAYMAZ İki Ortalama Farkının Güven
Aralığı Anakütle Varyansı Biliniyorsa İki
ortalama arasındaki farkın dağılımına
ilişkin Z değişkeni: Güven aralığı
ifadesinde
Detaylı
86 Değişkenler İçin Kontrol Gra kleri X-ortalama gra ği Süreçte işlem gören ya da çıkan parçaların merkezi eğilimlerini inceler. Açıklık (R) gra ği Kitlenin dağılışında zaman içinde bir
değişiklik olup olmadığını belirler. Standart sapma (S) gra ği Kitlenin zaman içindeki dağılışını inceleyen bir başka gra k türüdür. Uygulamada X-ort. gra ği S veya R gra ği ile birlikte
kullanılır.
87 Belirtici İstatistikler Ortalama: Veri setinin merkezi eğiliminin bir ölçüsüdür. Standart Sapma: Dağılımdaki her bir değerin ortalamaya göre ne uzaklıkta olduğunu gösteren bir ölçüdür.
Açıklık: Bir başka dağılım ölçüsüdür. Veri setindeki en büyük ve en küçük değer arasındaki farkı ifade eder. x n i 1 n i 1 n x x i i X n 1 R= X max - X min 2
88 X-ort. ve R Kontrol Gra kleri Üretimden alınan örneklerin hacimleri 10 dan küçük olduğunda (n<10) X-ort. gra ği ile birlikte R gra ğinin kullanılması tercih edilir. Üretimin doğru bir
görünüşünü elde edebilmek için genellikle 4 veya 5 birimden oluşan alt grup örneklem olarak seçilir. X-ort. ve R gra klerinde kontrol sınırları standartların belli olması ve olmaması
durumlarına göre ayrı ayrı belirlenir.
89 X-ort. ve R Kontrol Gra kleri Standartların belli olması durumu Bu durumda anakütle ortalaması µ ve standart sapması σ bilinmektedir. X-ort gra ği ÜKS= µ+aσ MÇ= µ AKS= µ-aσ R
gra ği ÜKS= D 2 σ MÇ= d 2 σ AKS= D 1 σ
İSTATİSTİK STATISTICS (2+0)
Yrd.Doç.Dr. Nil TOPLAN SAÜ.MÜH.
FAK. METALURJİ VE MALZEME MÜH.
Ö Ü STATISTICS
Ü ÖĞ (+)İ Yrd.Doç.Dr.
Ü
İ ÖĞ
İ
İSTATİSTİK
Nil
TOPLAN SAÜ.MÜH. FAK. METALURJİ VE
MALZEME MÜH. BÖLÜMÜ ÖĞRETİM
ÜYESİ ÖĞRETİM YILI KONU BAŞLIKLARI :.
İSTATİSTİĞE
GİRİŞ.
VERİLERİN
DÜZENLENMESİ. MERKEZİ EĞİLİM ÖLÇÜLERİ.
90 X-ort. ve R Kontrol Gra kleri Standartların belli olmaması durumu n birimlik k tane örnek (alt grup) için; k X i i X 1 R k X-ort gra ği R gra ği ÜKS X A2 R MÇ X AKS X A2 R R i k ÜKS RD 4
Detaylı
MÇ R AKS RD 3
91 X-ort. ve R Kontrol Gra kleri Bir üretim prosesinden çeşitli zaman aralıklarında rasgele olarak 5 er birimlik 20 örnek alınmıştır. (n=5, k=20) Anakütle ortalaması ve standart sapması
bilinmemektedir (standartlar belli değil). Örneklere ait ortalama ve açıklık değerleri aşağıdaki gibidir. Örnek no X-Ort 170,6 171, , ,8 177,2 181,6 177,8 178,4 R Örnek no X-Ort 180,8 175,8
179,6 178,6 180,2 179,6 177,8 178,6 181,2 178,2 R
92 X-ort. ve R Kontrol Gra kleri X = (170,6+171, ,2)/20 = ( )/20 = 177,23 = 9,85 R Kontrol Sınırları; X-ort Gra ği R Gra ği ÜKS = 177,23+(0,58)(9,85) ÜKS = (2,12)(9,85) = 182,91 = 20,83 MÇ =
177,23 MÇ = 9,85 AKS = 177,23-(0,58)(9,85) AKS = (0)(9,85) = 171,55 = 0
93 Kontrol Sınırları Çarpanları Kontrol Sınırları Çarpanları Ortalama Standart Sapma Açıklık Örneklem genişliği (n) A A 2 A 3 C 4 B 3 B 4 B 5 B 6 d 2 D 1 D 2 D 3 D 4 2,12 1,88 2,66 0, ,27 0
2,61 1,13 0 3,69 0 3,27 1,73 1,02 1,95 0, ,57 0 2,28 1,69 0 4,36 0 2,58 1,5 0,73 1,63 0, ,27 0 2,09 2,1 0 4,7 0 2,28 1,34 0,58 1,43 0,94 0 2,09 0 1,96 2,33 0 4,92 0 2,12 1,23 0,48 1,29 0,952 0,03
1,97 0,03 1,87 2,53 0 5, ,13 0,42 1,18 0,959 0,12 1,88 0,11 1,81 2,7 0,21 5,2 0,08 1,93 1,06 0,37 1,1 0,965 0,19 1,82 0,18 1,75 2,85 0,31 5,31 0,14 1,86 1 0,34 1,03 0,969 0,24 1,76 0,23 1,71
2,97 0,55 5,34 0,18 1,82 0,95 0,31 0,98 0,973 0,28 1,72 0,28 1,67 3,08 0,69 5,47 0,22 1,78 0,91 0,29 0,93 0,975 0,32 1,68 0,31 1,64 3,17 0,81 5,53 0,26 1,74 0,87 0,27 0,89 0,978 0,35 1,65 0,35
1,61 3,26 0,92 5,59 0,28 1,72 0,83 0,25 0,85 0,979 0,38 1,62 0,38 1,59 3,34 1,03 5,65 0,31 1,69 0,8 0,24 0,82 0,981 0,41 1,59 0,4 1,56 3,41 1,12 5,69 0,33 1,67 0,78 0,22 0,79 0,982 0,43 1,57
0,42 1,54 3,47 1,21 5,74 0,35 1,65
94 X-ort. ve R Kontrol Gra kleri X Bar-Control Chart R-Control Chart 184, , , ,65 olcumler UKS = 182,91 10 UKS= 20,83 Ort = 9,85 Ort = 177,23 5 AKS =,00 170, AKS = 171, olcumler Sigma
level: 3 Sigma level: 3
95 XR ÇİZELGESİ ÖRNEK 1/7 TARİH ÖRNEK DEĞERLERİ X R X1 X2 X3 X4 MAYIS Geri Dön
96 XR ÇİZELGESİ ÖRNEK 2/7 TARİH ÖRNEK DEĞERLERİ X R X1 X2 X3 X4 MAYIS Geri Dön
KALİTE YÖNETİMİ. Yrd. Doç. Dr.
Ertuğrul ÇAVDAR
KALİTE YÖNETİMİ Yrd. Doç. Dr. Ertuğrul
ÇAVDAR
1
KALİTE
KAVRAMI
YAKLAŞIMLARI Üstünlük yaklaşımı Ürün
tabanlı yaklaşım Kullanıcı tabanlı yaklaşım
Üretim tabanlı yaklaşım Değer tabanlı
yaklaşım ÜSTÜNLÜK YAKLAŞIMI
Detaylı
Endüstri Mühendisliğine Giriş
Endüstri Mühendisliğine Giriş 5 ve 19
Aralık 2012, Şişli-Ayazağa, İstanbul,
Türkiye. Yard. Doç. Dr. Kamil Erkan Kabak
Endüstri Mühendisliği Bölümü,, ŞişliAyazağa,
İstanbul,
Türkiye
erkankabak@beykent.edu.tr
97 XR ÇİZELGESİ ÖRNEK 3/7 TARİH ÖRNEK DEĞERLERİ X R X1 X2 X3 X4 MAYIS Geri Dön
Detaylı
98 XR ÇİZELGESİ ÖRNEK 4/7 X 63,3 R 4,33 TARİH ÖRNEK DEĞERLERİ X X R X1 X2 X3 X4 MAYIS
99 X-ort. ve R Kontrol Gra kleri Standartların belli olmaması durumu n birimlik k tane örnek (alt grup) için; X X k X-ort gra ği k i i 1 = R ÜKS X A2 R MÇ X AKS X A2 R R gra ği R i k ÜKS RD 4
MÇ R AKS RD 3
100 Kontrol Sınırları Çarpanları Kontrol Sınırları Çarpanları Ortalama Standart Sapma Açıklık Örneklem genişliği (n) A A 2 A 3 C 4 B 3 B 4 B 5 B 6 d 2 D 1 D 2 D 3 D 4 2,12 1,88 2,66 0, ,27 0
2,61 1,13 0 3,69 0 3,27 1,73 1,02 1,95 0, ,57 0 2,28 1,69 0 4,36 0 2,58 1,5 0,73 1,63 0, ,27 0 2,09 2,1 0 4,7 0 2,28 1,34 0,58 1,43 0,94 0 2,09 0 1,96 2,33 0 4,92 0 2,12 1,23 0,48 1,29 0,952 0,03
1,97 0,03 1,87 2,53 0 5, ,13 0,42 1,18 0,959 0,12 1,88 0,11 1,81 2,7 0,21 5,2 0,08 1,93 1,06 0,37 1,1 0,965 0,19 1,82 0,18 1,75 2,85 0,31 5,31 0,14 1,86 1 0,34 1,03 0,969 0,24 1,76 0,23 1,71
2,97 0,55 5,34 0,18 1,82 0,95 0,31 0,98 0,973 0,28 1,72 0,28 1,67 3,08 0,69 5,47 0,22 1,78 0,91 0,29 0,93 0,975 0,32 1,68 0,31 1,64 3,17 0,81 5,53 0,26 1,74 0,87 0,27 0,89 0,978 0,35 1,65 0,35
1,61 3,26 0,92 5,59 0,28 1,72 0,83 0,25 0,85 0,979 0,38 1,62 0,38 1,59 3,34 1,03 5,65 0,31 1,69 0,8 0,24 0,82 0,981 0,41 1,59 0,4 1,56 3,41 1,12 5,69 0,33 1,67 0,78 0,22 0,79 0,982 0,43 1,57
0,42 1,54 3,47 1,21 5,74 0,35 1,65
101 XR ÇİZELGESİ ÖRNEK 5/7 Geri Dön
102 X-ort. ve S Kontrol Gra kleri Üretimden alınan örneklerin büyüklükleri 10 dan fazla (n>10) olduğunda R gra ği yerine S gra ği kullanılır. n>10 durumunda R nin etkinliği, dolayısıyla
güvenilirliği azaldığından dağılım ölçüsü olarak standart sapma tercih edilir. X-ort. ve S gra kleri için de standartların belli olması ve olmaması durumu söz konusudur.
103 X-ort. ve S Kontrol Gra kleri Standartların belli olması durumu Anakütle ortalaması µ ve standart sapması σ olmak üzere; X-ort gra ği ÜKS= µ+aσ MÇ= µ AKS= µ-aσ S gra ği ÜKS= B 6
σ MÇ= C 4 σ AKS= B 5 σ
104 X-ort. ve S Kontrol Gra kleri Standartların belli olmaması durumu n birimlik k tane örnek için; = S X-ort gra ği S gra ği ÜKS= X+A 3 ÜKS= B 4 MÇ= X k S i S n n 1 MÇ= AKS= X -A 3 AKS=
B3
İstatistik ve Olasılık
İstatistik ve Olasılık Ders 8: Prof. Dr. İrfan
KAYMAZ Tanım Tahmin (kestirim veya
öngörü): Mevcut bilgi ve deneylere
dayanarak olayın bütünü hakkında bir
yargıya
varmaktır.
Bu
anlamda,
anakütleden çekilen
Detaylı
8.Hafta. Değişkenlik Ölçüleri.
Öğr.Gör.Muhsin ÇELİK. Uygun
değişkenlik ölçüsünü hesaplayıp
İSTATİSTİK 8.Hafta Değişkenlik Ölçüleri
Hede er Bu üniteyi çalıştıktan sonra;
Uygun değişkenlik ölçüsünü hesaplayıp
yorumlayabilecek, Serilerin birbirlerine
değişkenliklerini yorumlayabileceksiniz. 2
105 X-ort. ve S Kontrol Gra kleri Bir üretim prosesinden 10 ar birimlik 15 örnek şansa bağlı olarak alınmıştır. (n=10, k=15). Bu örneğin gerçekleştirilmesi için n=10 durumunda ortalama
ve standart sapma gra ği çizilmiştir. Normal şartlar altında, n=10 olduğunda ortalama aralık kontrol gra ği çizilir. Örneklerin alındığı anakütlenin ortalamasının 54 ve standart sapmasının
2 olduğu bilinmektedir (standartlar belli: µ=54, σ=2). Örneklere ait ortalama ve standart sapma değerleri aşağıdaki gibidir. Örnek no X-Ort 53,9 53,8 53,9 54,3 53,8 53,5 53,7 55,5 54,8 54,1
S 2,47 2,49 3,07 1,34 1,81 1,58 1,16 1,65 1,14 1,45 Örnek no X-Ort 55, ,6 53,5 54 S 1,85 2,31 0,84 1,51 2,16
106 X-ort. ve S Kontrol Gra kleri X-ort Gra ği S Gra ği ÜKS= µ+aσ = 54+(0,95)2 ÜKS= B 6 σ =(1,67)2 =55,9 =3,34 MÇ= µ= 54 MÇ= C 4 σ =(0,973)2 =1,95 AKS= µ-aσ = 54-(0,95)2 AKS= B 5 σ =
(0,28)2 = 52,1 = 0,56
107 Kontrol Sınırları Çarpanları Kontrol Sınırları Çarpanları Ortalama Standart Sapma Açıklık Örneklem genişliği (n) A A 2 A 3 C 4 B 3 B 4 B 5 B 6 d 2 D 1 D 2 D 3 D 4 2,12 1,88 2,66 0, ,27 0
2,61 1,13 0 3,69 0 3,27 1,73 1,02 1,95 0, ,57 0 2,28 1,69 0 4,36 0 2,58 1,5 0,73 1,63 0, ,27 0 2,09 2,1 0 4,7 0 2,28 1,34 0,58 1,43 0,94 0 2,09 0 1,96 2,33 0 4,92 0 2,12 1,23 0,48 1,29 0,952 0,03
1,97 0,03 1,87 2,53 0 5, ,13 0,42 1,18 0,959 0,12 1,88 0,11 1,81 2,7 0,21 5,2 0,08 1,93 1,06 0,37 1,1 0,965 0,19 1,82 0,18 1,75 2,85 0,31 5,31 0,14 1,86 1 0,34 1,03 0,969 0,24 1,76 0,23 1,71
2,97 0,55 5,34 0,18 1,82 0,95 0,31 0,98 0,973 0,28 1,72 0,28 1,67 3,08 0,69 5,47 0,22 1,78 0,91 0,29 0,93 0,975 0,32 1,68 0,31 1,64 3,17 0,81 5,53 0,26 1,74 0,87 0,27 0,89 0,978 0,35 1,65 0,35
1,61 3,26 0,92 5,59 0,28 1,72 0,83 0,25 0,85 0,979 0,38 1,62 0,38 1,59 3,34 1,03 5,65 0,31 1,69 0,8 0,24 0,82 0,981 0,41 1,59 0,4 1,56 3,41 1,12 5,69 0,33 1,67 0,78 0,22 0,79 0,982 0,43 1,57
0,42 1,54 3,47 1,21 5,74 0,35 1,65
108 X-ort. ve S Kontrol Gra kleri X Ortalama Gra ği S Gra ği Ortalama ÜKS MÇ AKS 3,5 3 2,5 2 1,5 1 0,5 0 S.sapma ÜKS MÇ AKS Örnek No Örnek No
109 Özellikler (Nitel) İçin Kontrol Gra kleri p (kusurlu oranı) gra ği Prosesten alınan örneklerin kusurlu oranlarını inceleyen gra k türüdür. Stabilize p gra ği Örnek ölçümlerinin eşit
olmaması durumunda kullanılan gra ktir. np (kusurlu sayısı) gra ği Kusurlu sayılarıyla oluşturulan gra klerdir. c (örnek başına kusur sayısı) gra ği Her bir örnek için toplam kusur sayıları
dikkate alınarak hazırlanan kontrol gra ğidir. u (birim başına kusur sayısı) gra ği Tek bir birimdeki hataları incelemek için kurulan kontrol gra ğidir.
110
p (kusurlu oranı) Gra ği p gra klerinde, oran söz konusu olduğu için, üretim sürecinden daha büyük hacimli örnekler alınmalıdır. Kriter olarak; np>1 olacak şekilde n in tespit
edilmesi tavsiye edilir. Örneğin, kusurlu oranı p=0.05 ise np>1 durumunun sağlanması için n>20 olmasına dikkat edilmelidir. Anakütle kusurlu oranı belli değilse şansa bağlı olarak
alınacak yeterince büyük bir örnekteki kusurlu oranı esas alınarak örnek büyüklükleri ayarlanır.
Detaylı
NİCELİKSEL KONTROL GRAFİKLERİ
NİCELİKSEL KONTROL GRAFİKLERİ Prof.
Dr. Nihal ERGİNEL Anadolu Üniversitesi X
BİRİMLER VE HAREKETLİ DEĞİŞİM ARALIĞI
KONTROL GRAFİĞİ X- Birimler Kontrol
Gra ği n= birimlik örnekler alınır. Üretim
hızı oldukça
Detaylı
Bir Normal Dağılım Ortalaması İçin
Testler
Bir Normal Dağılım Ortalaması İçin Testler
İÇERİK o Giriş ovaryansı Bilinen Bir
Normal Dağılım Ortalaması İçin Hipotez
Testler P-değerleri: II. Çeşit hata ve
Örnekleme Büyüklüğü Seçimi Örnekleme
Büyüklüğü
Detaylı
111 p (kusurlu oranı) Gra ği Birinci örnekteki kusurlu sayısı x 1, ikinci örnekteki x 2,.., k inci örnekteki kusurlu sayısı x k olmak üzere bu örneklerdeki kusurlu oranları; p 1 =x 1 /n, p 2 =x 2
/n,..., p k =x k /n şeklindedir. Ortalama kusurlu oranı; p = (p 1 +p p k )/ k Kontrol sınırları; ÜKS p 3 p(1 p) n MÇ = p AKS p 3 p(1 p) n
112 p (kusurlu oranı) Gra ği Bir üretimden 50 şer birimlik 20 örnek alınmıştır. (n=50, k=20) Anakütlenin kusurlu oranı bilinmemektedir (standart belli değil). Her bir örnekteki kusurlu
sayıları ve kusurlu oranları aşağıdaki şekilde tespit edilmiştir. Örnek no K. sayısı K. oranı Örnek no Toplam K. sayısı K. oranı
113 p (kusurlu oranı) Gra ği Birinci örnekteki kusurlu oranı; p 1 =9/50=0.18 İkinci örnekteki kusurlu oranı; p 2 =4/50= p Ortalama kusurlu oranı; = ( )/20 = 4.16/20= 0.21 Kontrol sınırları;
ÜKS = = 0.38 MÇ = 0.21 AKS = (0.21)(0.79)/50 = 0.04 (0.21)(0.79)/50
114 p (kusurlu oranı) Gra ği,4 p-control Chart,3,2 KUSURLU,1 UKS =,38 MC =,21 0, AKS =, Sigma level: 3
115 np (kusurlu sayısı) Gra ği np gra klerinde kusurlu oranları yerine kusurlu sayıları kullanılır. Örnek oranlarının hesaplanmasına gerek duyulmadığı için p gra ğine göre daha kolay
gelebilmektedir. Şekil olarak p gra ğinin aynısıdır. Sadece dik eksen kusurlu oranı yerine kusurlu sayısını temsil eder. Ortalama kusurlu oranı; p = Kontrol sınırları; ÜKS = n p +3 MÇ = n p
AKS = n p -3 x nk n p( 1 p) n p( 1 p)
ÜRETİM -YÖNETİM. Ürün nedir?
Üretim ve Hizmet nedir? Sizin
üretmeyi düşündüğünüz
ÜRETİM -YÖNETİM Ürün nedir? Üretim ve
Hizmet
nedir?
Sizin
üretmeyi
düşündüğünüz
ürün/hizmet
nedir?
Üretim, insan ihtiyaçlarını karşılamak
amacıyla mal veya hizmetlerin meydana
getirilmesi işlemine denir.
Detaylı
116 np (kusurlu sayısı) Gra ği Bir piston imalathanesinin üretiminden 100 er birimlik 15 örnek alınmıştır. (n=100, k=15) Anakütlenin kusurlu oranı bilinmemektedir (standart belli değil).
Her bir örnekteki kusurlu sayıları aşağıdaki gibidir. Örnek no Kusurlu sayısı Örnek no Toplam Kusurlu sayısı
117 np (kusurlu sayısı) Gra ği Ortalama kusurlu oranı; p = 93 = x15 Kontrol sınırları; ÜKS = 100(0.062)+3 100(0.062)(0.938) = MÇ = 100(0.062) = 6.20 AKS = 100(0.062)-3 100(0.062)(0.938) =
-1.03= 0
118 np (kusurlu sayısı) Gra ği 20 np-control Chart kusur 5 UKS = 13,43 MC = 6, AKS =,00 ornek no Sigma level: 3
119 c Kontrol Gra ği (Örnek başına kusur sayısı) c gra klerinde üretilen birimlerin kalite kontrolünde, her bir örnekte rastlanan toplam kusur sayıları esas alınır. Örnek, tek bir parça
ürün ya da parçanın bir kısmı olabilir. k; alt grup sayısı olmak üzere her bir alt grupta n=1 olma durumu söz konusudur. Ortalama kusur sayısı; Kontrol sınırları; c k i 1 k ÜKS c 3 c MÇ = c c i
AKS c 3 c
120 c Kontrol Gra ği (Örnek başına kusur sayısı) Bir
4. HİSTOGRAM. Tolerans Aralığı.
Değişim Aralığı HEDEF. Üst
Spesi kasyon Limiti. Alt Spesi kasyon
4. HİSTOGRAM Nedir? Sını andırılmış
verilerin sütun gra ğidir. Sütunların
(sını arın) genişliği sabit olup, bir veri
sınıfını temsil etmektedir. Sütunların
yüksekliği ise her bir veri sınıfına düşen
rmanın ürettiği buzdolaplarından 20 tanesi alınmıştır. (k=20) Geçmiş verilere dayanılarak hesaplanmış bir c değeri yoktur (standart
Detaylı
belli değil). Her bir buzdolabındaki toplam kusur sayısı tespit edilerek aşağıdaki tablo düzenlenmiştir. Örnek no Kusur sayısı Örnek no Kusur sayısı
Yrd. Doç. Dr. Fatih TOSUNOĞLU
Erzurum Teknik Üniversitesi
Mühendislik Fakültesi İnşaat
121 Ortalama kusur sayısı; c Kontrol Gra ği (Örnek başına kusur sayısı) c = c i / k =( )/20 = 3,7 Kontrol sınırları; ÜKS = 3,7+3 3,7 = 9,47 MÇ =3,7 AKS = 3,7-3 3,7 = -2,07 =0
122 c kontrol Gra ği (Örnek başına kusur sayısı) 10 c-control Chart kusur UKS = 9,47 2 MC = 3, AKS =, Sigma level: 3
u-kontrol Gra ği (Birim başına kusur sayısı) u gra klerinde her bir birimde rastlanan ortalama kusur sayıları işlenir. Buna ek olarak bazı durumlarda alt gruplar farklı sayılarda
birimlerden oluşabilirler. Alt grupları oluşturan birim sayıları farklılık gösterdiğinde izlenebilecek iki yol vardır: Ortalama bir n değeri hesaplamak, Değişen n değerlerine göre ayrı ayrı
kontrol sınırları belirlemek.
123
124 u-kontrol Gra ği (Birim başına kusur sayısı) Uygulamalar için birim başına gerçek hata sayısı u bilindiğinde (standart belli iken), bu değer kontrol sınırlarını hesaplamada kullanılır.
Bilinmediğinde ise birim başına ortalama hata sayısı (ū) hesaplanır. U = c n Kontrol sınırları; ÜKS u 3 u n MÇ u AKS u 3 u n
Mühendislikte İstatistiksel Yöntemler Yrd.
Doç. Dr. Fatih TOSUNOĞLU Erzurum
Teknik Üniversitesi Mühendislik Fakültesi
İnşaat Mühendisliği Bölümü 1 Araştırma
sonuçlarının
açıklanmasında
frekans
tablosu
125 u-kontrol Gra ği (Birim başına kusur sayısı) Bir dokuma fabrikasında günlük üretilen top kumaşlardaki kusurları belirlemek amacıyla %100 muayene yapılmıştır. 10 günlük süreçte
Detaylı
tespit edilen kusurlu kumaş topu sayıları ve bunlardaki kusur sayıları aşağıdaki gibidir. Gerçek kusur sayısı olan u değeri bilinmemektedir (standart belli değil). Gün Kumaş topu s.(n) Kusur
sayısı (c)
126 u-kontrol Gra ği (Birim başına kusur sayısı) Birim başına ortalama kusur sayısı; ū= c / n = 297/225= 1,32 Gün Kumaş topu Sayısı (n) Kusur Sayısı (c) u i =c i /n i 3 ū/n i ÜKS AKS ,35 0,77
2,09 0, ,15 0,77 2,09 0, ,50 0,77 2,09 0, ,33 0,75 2,07 0, ,32 0,73 2,05 0, ,41 0,73 2,05 0, ,61 0,72 2,04 0, ,88 0,60 1,92 0, ,57 0,72 2,04 0, ,29 0,75 2,07 0,59 Toplam
127 u-kontrol gra ği (Birim başına kusur sayısı) 2,5 u-control Chart 2,0 1,5 1,0 kusur,5 UKS MC = 1,32 0, AKS Sigma level: 3
128 Kontrol Şemalarının Yorumlanması Kontrol şeması üzerinde sürece ait bir kalite karakteristiğinin zaman içerisindeki davranışı (değişimi) görsel olarak izlenebilir. Kontrol şeması
yardımıyla süreci etkileyen doğal sebeplerin meydana getirdiği (önlenemeyen) değişkenliğin varlığı ve sınırları belirlenir. Üründe gözlenen değişkenliğin bu sınırlar arasında olup olmadığı
gözlenir. Gözlemler bu sınırlar dışına çıkıyorsa özel (önlenebilir) bir sebebin süreci etkilediği anlaşılır. Böylece bu özel sebeplerin bulunup süreci etkilemesi engellenebilir. Bir grup
ortalamasının sınırlar dışına düşmesi sürecin kontrol dışına çıktığını gösteren tek işaret değildir. Bazı durumlar da tüm ortalamalar kontrol sınırları arasına düşmesine rağmen sürecin
istatistiki olarak kontrolden çıktığına karar verilebilir.
129
Kontrol Şemalarının Yorumlanması Herhangi bir gözlem ÜKS ın üstünde veya AKS ının altında kalırsa (9a), Art arda 8 gözlem MÇ inin altında veya üstünde ise (9b), Art arda 6
gözlemin artması veya azalması (9c), Art arda alınan 3 gözlemden 2 tanesinin MÇ inin altında veya üstündeki bölgenin dış üçte birlik alanına girmesi (A bölgesi) (9d), Art arda alınan 5
gözlemden 4 tanesinin MÇ inin altında veya üstündeki bölgenin dış üçte ikilik alanına girmesi (A veya B bölgesi) (9e), Bu beş durumdan biri gerçekleşirse süreç kontrol altında değildir
130 Örnekler Kontrol dışı
2- VERİLERİN TOPLANMASI
2- VERİLERİN TOPLANMASI Bu bölümde
yararlanılan
kaynaklar:
İşletme
İstatistiğine Giriş (Prof. Dr. İsmail Hakkı
Armutlulu) ve İşletme İstatistiğinin
Temelleri
(Bowerman,
O
Connell,
Murphree, Orris Editör:
Detaylı
JEODEZİK VERİLERİN İSTATİSTİK
ANALİZİ. Prof. Dr. Mualla
YALÇINKAYA
JEODEZİK VERİLERİN İSTATİSTİK ANALİZİ
Prof. Dr. Mualla YALÇINKAYA Karadeniz
Teknik Üniversitesi, Harita Mühendisliği
Bölümü
Trabzon,
2018
VERİLERİN
İRDELENMESİ Örnek: İki nokta arasındaki
uzunluk 80 kere
131 C: B: A: C: B: A: 21-5
132
133
Detaylı
134 Süreç Yeterlilik Analizi Süreç yeterliliği istatistiksel bir ölçüt olup müşteri beklentilerine (spesi kasyonlarına) göre bir sürecin ne kadar değişkenlik gösterdiğini özetler.
135
Süreç Yeterlilik İndeksleri Cp: Şartname limitleri ile proses kontrol limitleri arasındaki ilişkiyi gösterir. Tasarım tolerans aralığının, sürece uygunluğunu ölçmek için kullanılır.
Maksimum izin verilen tasarım aralığı C p = = Sürecin normal dağılımı ( USL ASL) 6
136 Süreç Yeterlilik İndeksleri Cpk: Proses ortalamasının (X), hedef değere göre konumunu belirler. Proses ortalamasının hedef değerden ne kadar uzakta olduğunu gösterir. C pk min ((
USL ) /3 ),( ALS) /3 )
137 Cp>1,33 Proses yeterli 1<Cp<1,33 Proses marjinal olarak yeterli, daha yakından izlenmeli Cp<1 Proses yetersiz (proses değişkenliğinin azalması gerekli) Cpk>1,33 1<Cpk<1,33 Cpk<1
Proses şartname limitlerini karşılıyor. Proses marjinal olarak şartname limitlerini karşılıyor. Proses ortalaması hedeften uzaklaştıkça prosesin hata yüzdesi artabilir. Proses şartname
limitlerini karşılamıyor. Proses ortalaması hedef değerden uzakta.
MAKİNE ELEMANLARI DERS
SLAYTLARI
MAKİNE ELEMANLARI DERS SLAYTLARI
TOLERANSLAR P r o f. D r. İ r f a n K A Y M
A Z P r o f. D r. A k g ü n A L S A R A N A r
ş. G ör. İ l y a s H A C I S A L I H O Ğ LU
Tolerans Gereksinimi? Tasarım ve üretim
Detaylı
138 KABUL-ÖRNEKLEME PROBLEMİ Kabul örneklemesi için tipik uygulama; parti düzenlenmesi bazı durumlarda ise parti tanımlanmasıdır, inceleme faaliyetlerinin alınması için, * Kabul
edilmiş partiler, üretime konulur. * Reddedilmiş partiler, tedarikçiye iade edilir ya da diğer parti düzenlemeleri için kullanılır. Örnekleme metodları, üretimin çeşitli aşamalarında
kullanılabilir. Örneklemenin en önemli 3 amacı : 1. Kabul örneklemesinin amacı, parti kalitesinin tahmini değil parti tanımlanmasıdır. Kabul örnekleme planlarının çoğu tahmin amaçlı
tasarlanmamıştır. 2. Kabul-örnekleme planları, kalite kontrolün herhangi direkt şeklini vermez. Kabul örneklemesi basitçe partileri kabul eder veya reddeder. Bütün partiler eşit kalitede
olsalar bile; örnekleme, bazı partileri kabul eder, bazılarını reddeder. Kabul edilen partiler, diğerlerinden daha iyi değildir. Proses kontrolleri, kalitenin kontrolünü ve sistematik olarak
iyileştirilmesini sağlar, fakat kabul örneklemesi sağlamaz. 3. Kabul örneklemesinin en etkili kullanımı, ürünün kalitesinin denetlenmesi değil, bir denetleme aracı olarak prosesin
çıktılarının, ihtiyaçları karşılamasını sağlamaktır.
139
KABUL-ÖRNEKLEME PROBLEMİ Kabul örneklemesi aşağıdaki durumlarda daha çok fayda sağlar. 1. Test etmenin tahrip edici olması, 2. %100 kontrolün maliyetinin son derece
yüksek olması, 3. %100 kontrolün teknolojik olarak uygun olmaması ya da üretim programının aksamasına neden olabilecek çok fazla zamana ihtiyaç duyulması, 4. Kontrol edilecek çok
fazla birimin bulunması ve kontrol hata oranının yeterli düzeyde yüksek olması, %100 kontrolle yüksek yüzdede hatalı birimin geçmesine neden olabilir, bu örnekleme planı ile de
çıkarılabilir. 5. Tedarikçinin mükemmel bir kalite geçmişi varsa ve kontrolde %100 den bir miktar azalmaya eğilim varsa fakat tedarikçinin proses yeteneği oldukça düşükse, kontrol
yapmama memnun etmeyici bir alternatiftir. 6. Potansiyel ciddi üretim risk eğilimleri varsa, buna rağmen tedarikçinin prosesi memnun edici ise sürekli ürünü gözlemleyen bir program
ihtiyacı doğar.
140 Örneklemenin Avantaj ve Dezavantajları Kabul örneklemesi, %100 kontrol ile karşılaştırıldığı zaman aşağıdaki avantajlara sahip olduğu görülür. 1. Genellikle daha az pahalıdır, çünkü
daha az kontrol vardır. 2. Daha az müdahale vardır, tahribatı azaltır. 3. Tahrip edici testlerde uygundur. 4. Kontrol faaliyetlerinde, daha az personel yer alır. 5. Kontrol hata miktarını
önemli düzeyde azaltır. 6. Basit hatalara rağmen, partinin tümünün reddedilmesi, tedarikçinin kalite iyileştirmeleri yapmasında etkili motivasyon sağlar. Kabul örneklemesi bazı
dezavantajlara sahiptir. Bunlar aşağıdaki gibidir. 1. Kötü partileri kabul etme, İyi partileri reddetme riskini taşır. 2. Ürün veya ürünü üreten proses hakkında, daha az bilgi oluşur. 3. Kabul
örneklemesi, %100 kontrolde gerekmediği kadar planlama ve kabul-örnekleme prosedürü dokümantasyonu gerektirir.
İstatistiksel Kalite Kontrol
İstatistiksel Kalite Kontrol İstatistiksel
kalite kontrol (İKK) metodlarının sanayide
geniş çapta uygulanması ile imalatın
hızlanması,
renin
azaltılması,
maliyetlerin düşürülmesi ve kalitenin
yükseltilmesi
Detaylı
Quality Planning and Control
Quality Planning and Control Prof. Dr.
Mehmet
ÇAKMAKÇI
Dokuz
Eylül
Üniversitesi
Endüstri
Mühendisliği
Anabilim Dalı 1 Süreç ve Ölçüm Sistemi
Yeterlilik
Analizi
II
(Process
and
Measurement System Capability
141 Örneklemenin Avantaj ve Dezavantajları Kabul örneklemesinin; iki uç olan %100 kontrol ve kontrol yapılmaması arasında orta bir seviye dir. Bu, ürünü üreten, imalat prosesinde iki
uç noktayı ayıran, yeterli bilgiyi içeren bir metodolojidir. Kabul örnekleme planı ile izole edilmiş bir partide, uygulamada kalitenin direkt kontrol edilmemesine rağmen, bu plan,
tedarikçiden gelen parti gruplarına uygulandığı zaman, hem partilerin üreticisi için hem de tüketici için korumayı sağlayan anlam taşır. Aynı zamanda partileri üreten prosesi içeren,
birikimli kalite geçmişini verir ve proses kontrolünde faydalı olan, tedarikçinin tesisinin yeterli olup olmadığı gibi geri bildirimler verir. Sonuç olarak, tedarikçi için üretim prosesinin
iyileştirilmesi, ekonomik veya psikolojik baskı oluşturur.
142 Örnekleme Planlarının Çeşitleri Temel bir sını andırma, veri çeşidine göredir. Değişkenler ve nitelikler. Diğeri ise karar için ihtiyaç duyulan örnek sayılarına dayanır. * Tek-örnekleme
planları * Çift-örnekleme planları * Çoklu-örnekleme planları * Sıralı-örnekleme planları Tek-, çift-, çoklu- ve sıralı-örnekleme planları eşdeğer sonuçlar üretmek için tasarlanır. İçerikte göz
önünde bulundurulan faktörler : * İdari yeterlilik * Plan tarafından üretilen bilginin çeşitleri * Plan tarafından ihtiyaç duyulan ortalama kontrol miktarı * Üretim akışında prosedür etkisi
143 Parti Oluşturulması Kontrol için partilerin oluşturulması, önemli koşulları içerir; 1. Partiler, homojen olmalı (Partideki üniteler, aynı makine, aynı operatörler ve ortak hammaddeden
üretilmeli) 2. Büyük partiler, küçük partilere tercih edilir. (Ekonomik etkinlik) 3. Partiler, hem üretici, hem de tüketicisi tarafından kullanılan malzeme taşıma sistemleriyle uyumlu olmalı
Rasgele Örnekleme Kontrol için seçilen birimler, rasgele seçilmeli ve partideki bütün birimleri temsil etmelidir Birimler, her kübün içerisinden seçilmelidir. Şekil 1. Partinin
katmanlaştırılması
Detaylı
İstatistiksel Süreç Kontrolü Statistical
Process Control (SPC) Dr. Musa KILIÇ
İstatistiksel Süreç Kontrolü Statistical
Process Control (SPC) Dr. Musa KILIÇ
KALİTE VE KALİTE KONTROLÜ Kalitenin
Tanımı Kalite, kullanıma uygunluktur
(Juran). Kalite, bir ürünün gerekliliklere
uygunluk
Detaylı
144 Kabul Örneklemesi Kullanımının Kuralları Kabul-örneklemesi planı, örnek büyüklüğü ve parti tanımlanması için kabul/red kriterini içerir. Kabul-örneklemesi şeması, %100 kontrol ve
kabul örnekleme miktarı ile ilgili; parti büyüklüğünü, örnek büyüklüğünü ve kabul/red kriterlerini içeren kabul-örneklemesi planı, bir prosedürler kümesidir. Bir örnekleme sistemi, bir
veya birden fazla şemanın birleşimidir.
145 Nitelikler için Tek-Örnekleme Planları Tek-Örnekleme Planı Tanımı N büyüklüğündeki bir partinin kontrol için alındığını farzedin. n örnek büyüklüğündeki ve c kabul numaralı tek-
örnekleme planı tanımlanır. Bu yolla, eğer parti büyüklüğü N= ise örnekleme planı, n=89 c= büyüklüğüne sahip bir partiden, n=89 birimin kontrol edildiği, d kadar uymayan veya kusurlu
ürün tespit edildiği anlamına gelir. Eğer tespit edilen kusurlu sayısı d, c=2 ye küçük eşitse, parti reddedilecektir. Kontrol edilen kalite karakteristiği bir nitelik olduğu sürece, örneklemedeki
her birim uymayı ve uymamayı simgeler. Aynı örnekte bir veya birden fazla nitelik kontrol edilebilir, genellikle, bir veya birden fazla niteliğe uymayan birim, kusurlu birim olarak
söylenebilir. Bu prosedür tek-örnekleme planı olarak adlandırılır, çünkü parti, n büyüklüğünde bir örneklemedeki sınırlandırılmış bilgide, tanımlama temellidir.
146 Operasyon Özellikleri (OC) Eğrisi Kabul-örnekleme planının önemli bir performans ölçümü operasyon özellikleri eğrisidir. Bu eğri, partinin kabul edilme olasılığına karşın kusurlu
kısmın gra ğini çizer. Dolayısıyla, OC eğrisi, örnekleme planının ayırt etme kuvvetini gösterir. Belirli bir kısmı kusurlu olan onaylanmış partilerin kabul edilip,edilmeme olasılığını gösterir.
Kalite Nedir? Kalite Tanımları (devam)
Kalitenin Tanımları (devam) END471
Kalite Planlama ve Kontrol KALİTE
KALİTE KAVRAMLARI VE İYİLEŞTİRMENİN
TEMELLERİNE GİRİŞ TOBB ETÜ Kalite
Nedir? Bir şeyin mükemmellik derecesidir.
(Webster in Lügatı) Kalite, bir ürün veya
hizmetin belirlenen veya olabilecek
ihtiyaçları
147 Operasyon Özellikleri (OC) Eğrisi Kabul edilme olasılığı, P a Kusurlu kısım partisi, p Şekil 2 Tek-örnekleme planının n=89, c=2, OC Eğrisi OC eğrisi, örnekleme planının ayırt etme
Detaylı
kuvvetini gösterir. Örneğin, örnekleme planında n=98, c=2, eğer partiler %2 kusurlu ise kabul edilme olasılığı yaklaşık olarak 0,74 tür. (Tablo 14.2) Kusurlu kısım partisi, p Kabul edilme
olasılığı, P a Tablo 2 Tek-örnekleme planı için kabul edilme olasılıkları n=89, c=2
148 Operasyon Özellikleri (OC) Eğrisi OC eğrilerinde c ve n nin etkisi Kabul edilme olasılığı, P a Kabul edilme olasılığı, P a Kabul edilme olasılığı, P a Kusurlu kısım partisi, p Kusurlu kısım
partisi, p Kusurlu kısım partisi, p Şekil 3 İdeal OC eğrisi Şekil 4 Farklı örnekleme büyüklükleri için OC eğrileri Örnek büyüklüğü ile birlikte OC eğrisi, ideal OC eğrisine daha çok benziyor.
Şekil 5 OC eğrisinde, kabul edilme sayısında değişkenliğin etkisi Kabul edilme sayısı azaldıkça, OC eğrisi sola kayıyor. Küçük değerler kullanan c ile yapılmış planlar parti kusurlu oranının
daha düşük seviyelerde ayırt edilmesini sağlar.
149 Operasyon Özellikleri (OC) Eğrisi OC Eğrisinde Spesi k Noktalar Tedarikçinin en kötü kalite seviyesine sahip prosesi, tüketici kabul edebileceği ortalama prosese Kabul Edilebilir
Kalite Seviyesi diye adlandırılır (AQL). * AQL, tedarikçinin üretim prosesinin özelliğidir, örnekleme planının özelliği değildir. * Tüketici, her zaman örnekleme planını tasarlayacak, böylece
OC eğrisi AQL de kabul edilebilir yüksek olasılık verir. Düşük kaliteli bireysel partiler için sağlanan koruma (LTPD) parti toleransındaki yüzde kusur tarafından oluşturulur. * Aynı zamanda
reddedilebilir kalite seviyesi (RQL) ve sınırlı kalite seviyesi diye adlandırılır. * LTPD, tüketici tarafından belirlenmiş parti seviyesi kalitesidir, örnekleme planının karakteristiği değildir.
Örnekleme planları, AQL ve LTPD noktalarında tanımlanmış performans vermek için tasarlanmıştır.
Dokuz Eylül Üniversitesi Mühendislik
Fakültesi Endüstri Mühendisliği
Bölümü
Dokuz Eylül Üniversitesi Mühendislik
Fakültesi Endüstri Mühendisliği Bölümü
END 3618 Kalite Planlama & Kontrol
Bölüm 13: Standart Örnekleme Planları &
Değişkenlere Göre Örnekleme Planları
Yrd. Doç. Dr.
Detaylı
150 A Tipi ve B Tipi OC Eğrileri Operasyon Özellikleri (OC) Eğrisi Önceki örneklerde çizilen OC eğrileri, B tipi OC eğrileri olarak adlandırılır. OC eğrilerinin çiziminde, örneklemelerin büyük
bir partiden geldiği veya bir prosesten rasgele seçilmiş partiler dizisinden geldiği farz edilir. Bu durumda, partinin kabul edilebilirlik olasılığının hesaplanması için binom dağılımı, tam
olarak kullanılabilir bir olasılık dağılımıdır. Böyle bir OC eğrisi, B tipi OC eğrisine dayanır. A tipi OC eğrileri, sınırlı büyüklükteki parti büyüklüklerinin kabul edilme olasılıklarının
hesaplanması için kullanılır. Parti büyüklüğünün N, örnekleme büyüklüğünün n, kabul edilme sayısının c olduğunu varsayalım. Örneklemedeki kusurlu birim sayısının örnekleme dağılımı
hipergeometrik dağılımdır. Kabul edilme olasılığı, P a Kusurlu kısım partisi, p Şekil 6 A tipi ve B tipi OC eğrileri
151 Operasyon Özellikleri (OC) Eğrisi OC eğrisi amaçlarının diğer davranışları Örnekte iki yaklaşımla karşılaştırılan örnekleme planı tasarımlarının, OC eğrisi için mutlak ayrımlara sahiptir.
İki yaklaşım; örnekleme planlarının 0 kabul sayısı ile kullanımı (z=0), parti büyüklüğünün sabitlenmiş yüzdesi ile örnekleme büyüklüğünün kullanımı. Kabul edilme olasılığı, P a Kabul
edilme olasılığı, P a Kusurlu kısım partisi, p Şekil 7 c=0 ile tek-örnekleme planı için OC eğrileri Kusurlu kısım partisi, p Şekil 8 Örnekleme büyüklüğü n in, parti büyüklüğünün %10 u olan
örnekleme planları için OC eğrileri
Belirlenmiş OC Eğrisi ile Tek-Örnekleme Planı Tasarımı Tasarlanacak bir kabul-örnekleme planında temel yaklaşım, OC eğrisinin belirlenmiş iki noktadan geçmesini içermelidir.
Örnekleme planını şu şekilde oluşturmak istediğimizi varsayalım, Kusurlu kısmı P 1 olan parti için 1- α kabul edilme olasılığı, Kusurlu kısmı P 2 olan parti için β kabul edilme olasılığı.
Denklem 14-3 ün çözümü, örnekleme büyüklüğü n ve kabul edilme sayısı c dir. Denklemlerin çözümü için Şekil 14-9 daki nomograf kullanılabilir.
152
153 Tek denemede tekrar olasılığı (p) c nin olasılığı veya n denemelerindeki az tekrarlananlar Belirlenmiş OC Eğrisi ile Tek-Örnekleme Planı Tasarımı Şekil 9 Binom nomografı
154 Düzeltici Kontrol Gelen parti Kontrol Faaliyeti Red parti Kusurlu kısım 0 Çıkan parti Kusurlu kısım P 0 Kusurlu kısım p 1 <p 0 Kabul parti Kusurlu kısım P 0 Şekil 10 Düzeltici kontrol
Ortalama çıktı kalitesi, örnekleme planının düzeltilmesinde hesaplanır. Ortalama çıktı kalitesi, düzeltici kontrol uygulanmasıyla sonuçlanan partinin kalitesidir. Kusurlu kısmı p olan
prosesten elde edilen uzun sıralı partilerin kalitesinin ortalama değeridir. Ortalama çıktık kalitesi için bir formül elde etmek basittir (AOQ). Parti büyüklüğünün N olduğunu ve bütün tespit
edilen kusurlu birimlerin yeni birimlerle değiştirildiğini varsayalım. Böylece N büyüklüğündeki partide, 1. Örneklemedeki n birimleri, kontrolden sonra, kusur içermez, çünkü bütün
kusurlular değiştirilmiştir. 2. N n birimleri, parti reddedildiyse, kusur içermez 3. N n birimleri, parti kabul edildiyse, p(n-n) kusur içerir.
155 Düzeltici Kontrol Böylece, kontrolün çıktı aşamasındaki partiler, ortalama kusurlu kısım diye belirtilebilecek, P a p(n-n) a eşit olan kusurlu birimlerin beklenen sayısı, ortalama çıktı
kalitesi olarak adlandırılır deki denklemi açıklamak için, N=10.000, n=89 ve c=2 ve gelen parti kalitesi p=0,01 olduğunu varsayalım. p=0,01 de, P a =0,9397 ve AOQ, Ortalama çıktı kalitesi
%0,93 kusurludur. Parti büyüklüğü N, n örnek büyüklüğüne bağlı olarak daha büyüyecektir denklemini şu şekilde yazabiliriz.
Girişimcilikte Simülasyon: Eğitimcinin
Eğitimi
Girişimcilikte Simülasyon: Eğitimcinin
Eğitimi Giriş Modeller Uygulamalar Risk
analizi Olası Analiz Simülasyon Yöntemi
Envanter Simülasyonu Bekleme Hatları
Avantajlar ve dezavantajlar Referanslar
SUNUM
Detaylı
HİPOTEZ TESTLERİ ANADOLU
ÜNİVERSİTESİ. Hipotez Testleri
ENM317 Mühendislik İstatistiği Doç.
İ
ANADOLU ÜNİVERSİTESİ
Hipotez Testleri
ENM317 Mühendislik İstatistiği Doç. Dr.
Nihal ERGİNEL 2014 HİPOTEZ TESTLERİ
Pek çok problemde bazı parametrelere
bağlı bir ifadeyi kabul yada red etmek için
karar
156 Çıktı partilerinin ortalama kusurlu kısmı Düzeltici Kontrol AOQL, eğrideki maksimum noktadır Girdi partisi kalitesi (kusurlu kısım), p Şekil 11 n=89, c=2 için ortalama çıktı kalitesi
157
Düzeltici Kontrol Eğer parti kalitesi 0<p<1 ise, parti başına ortalama kontrol miktarı, örnekleme büyüklüğü n ve parti büyüklüğü N arasında değişecektir. Eğer parti p kalitesine
sahipse ve partinin kabul edilme olasılığı P a ise parti başına ortalama toplama kontrol; 14-6 daki denklemin kullanımını anlamak için, bir önceki örneği hatırlayalım, N=10.000, n=89, c=2
ve p=0,01. Böylece P a =0,9397 bulunmasıyla; Bunun, kusurlu kısmı p=0,01 olan çoğu parti içinden kontrol edilen ortalama birim sayısı olduğunu unutmayalım.
158 Ortalama toplam kontrol (ATI) Düzeltici Kontrol Kusurlu kısım partisi, p Şekil 12 n=89, c=2 örnekleme planı için, (parti büyüklükleri 1.000,5.000 ve için) ortalama toplam kontrol eğrisi
159 Düzeltici Kontrol Düzeltici kontrol planının AOQL si çok önemli bir özelliktir. Tanımlanmış değerlere sahip AOQL için düzenlenmiş kontrol programlarının tasarımı mümkündür. Fakat
AOQL nin spesi kasyonu için tek bir örnekleme planı belirlemek yeterli değildir. Dolayısıyla belirli bir AOQL için yapılan örnekleme planı seçimi pratikte oldukça yaygındır, buna ek olarak
parti kalitesinin belirli bir seviyesinde minimum ATI yi sağlar. Parti kalitesi seviyesi çoğunlukla gelen parti kalitesi seviyesine çok benzer seçilir ve genellikle süreç ortalaması olarak
adlandırılır. Bu planların oluşturulmasındaki prosedür oldukça kolay anlaşılırdır ve Duncan tarafından örneklendiği gibidir. Genellikle bu prosedürü izlemek gereksizdir, çünkü AOQL için
verilen minimum ATI yi veren ve süreç ortalaması p olarak belirlenen örnekleme planı tabloları Dodge ve Roming tarafından geliştirilmiştir. Bu tabloların kullanımını Bölüm 14-5 de
tanımlayacağız. LTPD noktasında istenilen seviyede koruma sağlayan düzeltici bir denetleme programı tasarlanması da mümkündür. Bu sayede belirlenmiş süreç ortalaması p için
ortalama toplam denetim minimize edilir. Dodge-Roming örnekleme kontrol tabloları genellikle LTPD planlarını sağlar. Bölüm 14-5 de belirli LTPD korumalarını öneren planların
bulunduğu Dodge-Roming tablolarının kullanımı tartışılacaktır.
160 İkili, Çoklu ve Sıralı Örnekleme İkili Örnekleme Planları Bir ikili örnek planı parti hakkında karar vermeden önce belirli koşullar altında ikinci bir örnek gerektiren bir prosedürdür. Bir
ikili örnekleme planı 4 parametre ile tanımlanır: n 1 =ilk örnekteki örnek büyüklüğü c 1 =ilk örnekten kabul edilen sayısı n 2 =ikinci örnekteki örnek büyüklüğü c 2 =her iki örnekten de
kabul edilen sayısı
161 İkili Örnekleme Planları Örneğin, n 1 =50, c 1 =1, n 2 =100 ve c 2 =3 olsun. Bu takdirde, ilk rassal n 1 =50parçalık partiden örnek seçilir ve örnekteki kusurlu sayısı, d 1, gözlemlenir.
Eğer d 1 c 1 =1 ise, ilk örnek üzerinden parti kabul edilir. Eğer d 1 >c 2 =3 ise, parti ilk örnek üzerinden reddedilir. Eğer c 1 <d 1 c 2 ise, n 2 =100 örnek büyüklüğüne sahip 2. rassal partiden
seçim yapılır, ve ikinci örnekteki kusurlu sayısı, d 2, gözlemlenir. Şimdi hem ilk hem de ikinci partilerden gözlemlenen kusurlu sayılarından, d 1 +d 2, yola çıkarak parti için karar
verilmelidir. Eğer d 1 +d 2 c 2 =3, ise parti kabul edilir. Eğer d 1 +d 2 >c 2 =3, ise parti reddedilir. Bu ikili örnekleme planı operasyonları Şekil de gra k ile gösterilmiştir.
Detaylı
VERİ SETİNE GENEL BAKIŞ
VERİ SETİNE GENEL BAKIŞ Outlier : Veri
setinde normal olmayan değerler olarak
tanımlanır. Ders: Kantitatif Yöntemler 1
VERİ SETİNE GENEL BAKIŞ Veri setinden
değerlendirme başlamadan çıkarılabilir.
Yazım
Detaylı
FREKANS VERİLERİ. Prof.Dr. Levent
ŞENYAY III - 1
3 FREKANS VERİLERİ 3.1. Frekans
Tablolarının Düzenlenmesi 3.2. Frekans
poligonu 3.3. Frekans tablosu hazırlama
3.4. Frekans Histogramı 3.5. Frekans eğrisi
tipleri 3.6. Diğer İstatistiksel Gra k
Gösterimler
Detaylı
162 İkili örnekleme planının tekli örnekleme planına göre avantajı kontrol için gerekli toplam miktarı azaltmasıdır. Farz edelim ki; ikili örneklemede ilk örnek tekli örneklemedekinden
daha az olsun; Eğer parti ilk örnekte kabul veya reddedilir ise; kontrolün maliyeti azalır. Ayrıca ikinci örneklemeyi yapmadan reddetmek de olasıdır.
163 Şimdi, n 1 =50, c 1 =1, n 2 =100 ve c 2 =3 planı için, OC eğrisi hesaplamalarını örnekleyelim. Eğer P a birleşik örnekler üzerinden kabulün olasılığını ve P I a ve P II a de sırasıyla ilk ve
ikinci örneklemelerin kabulünün olasılığını gösteriyor ise; P a I n 1 =50 için d 1 < c 1 =1 kusurlu gözlemlerinin olasılığıdır.
164
OC eğrisinin diğer noktaları da benzer şekilde hesaplanır. Eğer p=0.05 gelen partideki kusurlu oranı ise; İkinci örnekteki kabul olasılığını saptamak için ikinci örnekteki kabul
durumları listelemek gerekir.ikinci bir örneklemeye yalnızca ilk örnekteki kusurlu sayısı 2 veya 3 ise gerek duyulur, yani c 1 <d 1 c 2 ise; d 1 =2 ve d 2 =0 veya 1 ise, yani ilk örnekten 2 ikinci
örnekten 1 veya daha az kusurlu bulduğumuz durumdur. Bu durumun olasılığı; 1. d 1 =3 ve d 2 =0 ise, yani 3 kusurluyu da ilk örnekten bulduğumuz ve ikinci örnekten hiç kusurlu
bulmadığımız durumdur. Bu durumun olasılığı; Dolayısıyla ikinci örnekten kabulün olasılığı; Bu durumda kusurlu oranının p=0.005 olduğu bir partinin kabul olasılığı;
165 Ortalama Örnekleme Sayısı Eğrisi (ASN-Average Sample Number) Eğer ikinci örneklemenin tamamını denetlersek, ikili örneklemede ortalama örnekleme sayısı için genel formül P 1
ANADOLU ÜNİVERSİTESİ. ENM317
Mühendislik İstatistiği İSTATİSTİKSEL
TAHMİN Prof. Dr. Nihal ERGİNEL
ANADOLU
ÜNİVERSİTESİ
ENM317
Mühendislik
İstatistiği
İSTATİSTİKSEL
TAHMİN Prof. Dr. Nihal ERGİNEL
İSTATİSTİKSEL TAHMİN Örnekten anakütle
parametrelerinin tahmin edilmesidir. İki
tür tahminleme yöntemi vardır:
ilk örnekleme için partiyi kabul veya reddetme olasılıgıdır. Yani P 1 = P{parityi ilk örnekleme de kabul etmek} + P { partiyi ilk örneklemede reddetmek} Eğer denklem 14-7 deki kısmi parti
bozuk ürünler p nin değişik değerleri için değerlendirilirse, ASN- p gra ği ortalama örnekleme sayısı eğrisi olarak adlandırılır. Azaltılmış ikili örnekleme planında ikinci örnekleme üzerinde
ASN eğrisi formülü
Detaylı
Üretim Yönetimi Nedir?
166
Düzeltici Denetleme İkili örnekleme ile düzeltici örnekleme yapıldığında, AOQ eğrisi bütün bozuk ürünlerin örneklemede yada 100% denetlemede bulunduğu ve sağlamalarıyla
değiştirildiği kabul edildiğinde yukarıdaki şekilde elde edilir in son parti kabul olasılığı olduğunu ve bu kabul olasılığının parti veya sürecin kalite seviyesi p ye bağlı olduğunu hatırlayın
167
168 Çoklu Örnekleme Planları Çoklu örnekleme planı bir partiyi ret etmeden önce ikiden fazla örnekleme kullanarak oluşturulur ve ikili örnekleme sisteminin bir uzantısıdır. Bu plan şu
şekilde çalışır: eğer herhangi bir aşamanın tamamlanması sırasında, bozuk olan ürün sayısı kabul sayısından az veya eşitse, parti kabul edilir. Eğer denetimin herhangi bir aşaması
esnasında bozuk ürün sayısı red sayısını eşit olur veya aşarsa parti reddedilir. Diğer zamanlarda bir sonraki örnekleme alınır. Çoklu örnekleme prosedürü 5 tane örnekleme alınıncaya
kadar devam eder ki bu zamanda parti için bir karar verilmesi gerekir. İlk örnekleme çoğunlukla 100% oranında denetlenir. Daha sonraki örneklemlerin denetlenme oranı çoğunlukla
azaltılır.
169 Sıralı Örnekleme Planı Sıralı örnekleme ikili örnekleme ve çoklu örnekleme konseptlerinin bir uzantısıdır. Sıralı örneklemede bir partiden sıralı örneklemeler alınır ve örnekleme
işleminin sonucuna göre örnekleme sayısı belirlenir. Pratikte, sıralı örnekleme teorik olarak sonsuza kadar devam edebilir, ta ki partinin %100 i kontrol edilene kadar. Pratikte, sıralı
örnekleme planları denetlenmiş ürün sayısı tekli örnekleme modeliyle yapılacak denetleme sayısının üç katına ulaştığında biter. Eğer secilen örnekleme sayısı her aşamada 1 den büyük
olursa süreç, grup sıralı örnekleme olarak adlandırılır. Eğer her aşamada kullanılan örnekleme sayısı 1 olursa süreç parçadan-parçaya sıralı örnekleme olarak adlandırılır.
170
171 Bu eşitliklerin kullanımını örneklemek istersek; için varsayalım ki biz sıralı örnekleme planını bulmak istiyoruz.
172 Bu yüzden, limit çizgileri ve Partiyle ne yapılacağına gra k ile karar vermek yerine, sıralı örnekleme planı Tablo 14-3 teki gibi gösterilebilir. Tablodaki girdiler, kabul ve ret çizgilerinde
için kullanılan denklemlerde n nin değerlerini değiştirerek ve kabul ve ret sayılarını hesaplayarak bulunabilir. Örnek olarak, n=45 için hesaplamalar:
Üretim Yönetimi Üretim Yönetimi Nedir?
Üretim süreçlerini ilgilendiren tüm
kararların alınması ile ilgili disiplindir.
Üretilen malların istenilen nicelikte ve
zamanda en az giderle oluşmasını
amaçlar
Detaylı
RASSAL DEĞİŞKENLER VE OLASILIK
DAĞILIMLARI. Yrd. Doç. Dr. Emre
ATILGAN
RASSAL DEĞİŞKENLER VE OLASILIK
DAĞILIMLARI Yrd. Doç. Dr. Emre ATILGAN
1 RASSAL DEĞİŞKENLER VE OLASILIK
DAĞILIMLARI Olasılığa ilişkin olayların
çoğunluğunda, deneme sonuçlarının bir
veya birkaç yönden incelenmesi
Detaylı
173 Kabul ve red sayıları tamsayı olmak zorundadır, dolayısıyla kabul sayısı sonraki tamsayı X A ya eşit veya daha küçük ve red sayısı sonraki tamsayı X R ye eşit veya daha büyüktür.
Yani, n=45 için kabul sayısı 0 red sayısı 3 dür.dikkat edelim ki parti 44 üncü birim test edilinceye kadar kabul edilmemektedir.tablo 14-3 de sadece ilk 46 birim gösterilmiştir. Doğal olarak,
plan 276 birimin, tekli örnekleme planı için gerekli örnek büyüklüğünün üç katıdır, kontrolünden sonra durdurulur.
174 Sıralı Örnekleme için OC ve ASN Eğrileri Sıralı örnekleme için OC eğrisi kolayca elde edilebilir. Eğri üstündeki iki nokta(p 1,1- α) ve (p 2,β). Bir üçüncü nokta, eğrinin ortası civarında,
p=s ve P a =h 2 /(h 1 +h 2 ). Sıralı örneklemede alınan ortalama örnekleme sayısı burada ve
175 Düzeltici denetleme Sıralı örneklemede ortalama çıktı kalitesi(aoq) yaklaşık olarak şu şekilde verilebilir Ortalama toplam denetim de kolayca elde edilebilir. Dikkat edin; parti kabul
edildiğinde örnekleme sayısı A/C ve parti reddedildiğinde N olur. Bu yüzden ortalama denetleme sayısı
176 Deney Tasarımı
177
ANADOLU ÜNİVERSİTESİ. Hipotez
Testleri. ENM317 Mühendislik
İstatistiği Prof. Dr. Nihal ERGİNEL
ANADOLU ÜNİVERSİTESİ Hipotez Testleri
ENM317 Mühendislik İstatistiği Prof. Dr.
Nihal ERGİNEL HİPOTEZ TESTLERİ Pek çok
problemde bazı parametrelere bağlı bir
ifadeyi kabul yada red etmek için karar
vermek
Detaylı
178
179
Gruplanmış serilerde standart sapma
hesabı
180
Gruplanmış serilerde standart sapma
hesabı Örnek: Verilen gruplanmış serinin
standart sapmasını bulunuz? Sını ar f i X
X X m i f i. m i m i - (m i - ) f i.(m i - ) 0 den
az 3 4 den az 7 4 6 dan az 4 6
181
182
183 ÖRNEK
Detaylı
184
BKİ farkı Standart Sapması (kg/m 2 )
A B BKİ farkı Ortalaması (kg/m 2 )
185
186
4. SUNUM 1 Gözlem ya da deneme
sonucu
elde
edilmiş
sonuçların,
rastlantıya
bağlı
olup
olmadığının
incelenmesinde kullanılan istatistiksel
yöntemlere HİPOTEZ TESTLERİ denir.
Sonuçların rastlantıya bağlı
187
188
189
Detaylı
190 Örnek-2
GİRİŞ. Yrd. Doç. Dr. Aslı Tuncay
Çelikel MAN501T Çağdaş İşletme
Yönetimi Ders: Toplam Kalite
191
192
193
GİRİŞ Bu hafta, 20. yüzyılın son
çeyreğinde
ortaya
çıkarak,
çağdaş
işletme-yönetim anlayış ile uygulamalarını
adeta yeniden biçimlendiren bir şemsiye
kavramı; Toplam Kalite Yaklaşımı nı genel
hatlarıyla
194
195
196
Detaylı
197
İstatistiksel Yorumlama
198
İstatistiksel
Yorumlama
Amaç,
popülasyon
hakkında
yorumlamalar
yapmaktadır.
Populasyon
Parametre
Karar Vermek Örnek İstatistik Tahmin 1
Tahmin Olaylar hakkında tahminlerde
bulunmak ve karar vermek zorundayız
199
200 Örnek-1 Küçük iyidir.
201
202 Örnek-3
Detaylı
Daha göster
Örnek 4.1: Tablo 2 de verilen ham
verilerin aritmetik ortalamasını
hesaplayınız.
.4. Merkezi Eğilim ve Dağılım Ölçüleri
Merkezi eğilim ölçüleri kitleye ilişkin bir
değişkenin bütün farklı değerlerinin
çevresinde toplandığı merkezi bir değeri
gösterirler. Dağılım ölçüleri ise değişkenin
ÖRNEKLEME TEORİSİ.
Prof.Dr.A.KARACABEY
Doç.Dr.F.GÖKGÖZ
TOPLAM KALİTE YÖNETİMİ
Dr. Mehmet AKSARAYLI
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE
YÖNETİMİ Hafta 2 Yrd. Doç. Dr. Semra
BORAN Bu ders içeriğinin basım, yayım ve
satış hakları Sakarya Üniversitesi ne aittir.
"Uzaktan Öğretim" tekniğine uygun olarak
hazırlanan
Dr. Mehmet AKSARAYLI Şans Değişkeni:
Bir dağılışı olan ve bu dağılışın yapısına
uygun
frekansta
oluşum
gösteren
değişkendir. Şans Değişkenleri KESİKLİ
RASSAL DEĞİŞKENLER ve OLASILIK
DAĞILIMLARI Kesikli
Detaylı
Detaylı
İÇİNDEKİLER ÖN SÖZ...
İÇİNDEKİLER ÖN SÖZ... v GİRİŞ... 1 1.
İSTATİSTİK İN TARİHÇESİ... 1 2. İSTATİSTİK
NEDİR?... 3 3. SAYISAL BİLGİDEN ANLAM
ÇIKARILMASI... 4 4. BELİRSİZLİĞİN ELE
ALINMASI... 4 5. ÖRNEKLEME... 5 6.
İLİŞKİLERİN
BİYOİSTATİSTİK Uygulama 4 Yrd. Doç. Dr.
Aslı SUNER KARAKÜLAH Ege Üniversitesi,
Tıp Fakültesi, Biyoistatistik ve Tıbbi Bilişim
AD.
Web:
www.biyoistatistik.med.ege.edu.tr
1
Örnek Senaryo İmplant üreten İMPLANTDENT
Detaylı
Hipotez Testi ENM 5210 İSTATİSTİK
VE YAZILIMLA UYGULAMALARI. Ders
4 Minitab da İstatiksel Çıkarım-I.
ENM 52 İSTATİSTİK VE YAZILIMLA
UYGULAMALARI Ders 4 Minitab da
İstatiksel Çıkarım-I (Ortalamalar ve
Oranlar İçin ) İstatistiksel Hipotezler
İstatistiksel
hipotez
testi
ve
parametrelerin güven aralığı tahmini,
APQP/PPAP. Prof. Dr. Ali ŞEN
APQP/PPAP Prof. Dr. Ali ŞEN Ürün Kalite
Planlama
Döngüsü
Geri
besleme
Değerlendirmesi ve Düzeltici Faaliyetler
Planla ve Tanımla Ürün ve Prosesin
Geçerli Kılınması Ürün Tasarımı ve
Geliştirmesi Proses
Hatalar Bilgisi ve İstatistik Ders Kodu:
Kredi: 3 / ECTS: 5
BİYOİSTATİSTİK Ödev Çözümleri Yrd. Doç.
Dr. Aslı SUNER KARAKÜLAH Ege
Üniversitesi, Tıp Fakültesi, Biyoistatistik ve
Tıbbi
Bilişim
AD.
Web:
www.biyoistatistik.med.ege.edu.tr Ödev 1
Çözümleri 2 1. Bir sonucun
Ders Kodu: 0010070021 Kredi: 3 / ECTS: 5
Yrd. Doç. Dr. Serkan DOĞANALP
Necmettin Erbakan Üniversitesi Harita
Mühendisliği Bölümü Konya 07.01.2015 1
Giriş 2 Giriş Matematiksel istatistiğin
konusu yığın
Detaylı
TANIMLAYICI İSTATİSTİKLER
TANIMLAYICI İSTATİSTİKLER Tanımlayıcı
İstatistikler ve Gra kle Gösterim Gra k ve
bir ölçüde tablolar değişkenlerin görsel
bir özetini verirler. İdeal olarak burada
değişkenlerin
merkezi
(ortalama)
değerlerinin
Detaylı
ÖRNEKLEME DAĞILIŞLARI VE
TAHMİNLEYİCİLERİN ÖZELLİKLERİ
ÖRNEKLEME
DAĞILIŞLARI
VE
TAHMİNLEYİCİLERİN ÖZELLİKLERİ TEMEL
KAVRAMLAR PARAMETRE: Populasyonun
sayısal açıklayıcı bir ölçüsüdür ve
anakütledeki tüm elemanlar dikkate
alınarak hesaplanabilir. Ana kütledeki
Her işletmenin amacı, müşterilerin
satın almaya istekli olduğu mal ve
hizmet üretmektir. Ancak, müşteri
1 2 Her işletmenin amacı, müşterilerin
satın almaya istekli olduğu mal ve hizmet
üretmektir. Ancak, müşteri ihtiyaçlarının
ve
tercihlerinin
sürekli
olarak
değişmesinin yanında, rekabet ve üretim
teknolojilerindeki
İstatistik ve Olasılık Ders 8: Prof. Dr.
Tanım Hipotez, bir veya daha fazla
anakütle hakkında ileri sürülen, ancak
doğruluğu
önceden
bilinmeyen
iddialardır. Ortaya atılan iddiaların,
örnekten elde edilen
2. REGRESYON ANALİZİNİN TEMEL
KAVRAMLARI Tanım
2. REGRESYON ANALİZİNİN TEMEL
KAVRAMLARI 2.1. Tanım Regresyon
analizi, bir değişkenin başka bir veya daha
fazla değişkene olan bağımlılığını inceler.
Amaç,
bağımlı
değişkenin
kitle
ortalamasını, açıklayıcı
ISO 9001:2009 KALİTE YÖNETİM
SİSTEMİ STANDARDININ AÇIKLAMASI
0. GİRİŞ ISO 9001:2009 KALİTE YÖNETİM
SİSTEMİ STANDARDININ AÇIKLAMASI Dr.
Mürsel ERDAL Sayfa 1 Kalite yönetim
sisteminin benimsenmesi, kuruluşun
stratejik bir kararı olmalıdır. Bir kuruluşun
kalite yönetim
Makine Elemanları I Prof. Dr. İrfan
KAYMAZ Mühendislik Fakültesi Makine
Mühendisliği Bölümü İçerik Toleransın
tanımı Boyut Toleransı Geçme durumları
Tolerans hesabı Yüzey pürüzlülüğü
Örnekler Tolerans
Genel olarak test istatistikleri.
Merkezi Eğilim (Yığılma) Ölçüleri
Dağılım (Yayılma) Ölçüleri. olmak
4.SUNUM Genel olarak test istatistikleri
Merkezi Eğilim (Yığılma) Ölçüleri Dağılım
(Yayılma) Ölçüleri olmak üzere 2 grupta
incelenebilir. 2 Ranj Çeyrek Kayma
Çeyrekler Arası Açıklık Standart Sapma
Varyans
KANTİTATİF TEKNİKLER - Temel İstatistik 1 İstatistik Nedir? Belirli bir amaçla
verilerin toplanması, düzenlenmesi, analiz
edilerek
yorumlanmasını
sağlayan
yöntemler topluluğudur. 2 İstatistik
Kullanım
SİMÜLASYON ÇEŞİTLERİ
HAZIRLAYAN: ÖZLEM AYDIN
SİMÜLASYON ÇEŞİTLERİ HAZIRLAYAN:
ÖZLEM AYDIN SİMÜLASYON ÇEŞİTLERİ
Günümüz simülasyonları gerçek sistem
davranışlarını, zamanın bir fonksiyonu
olduğu düşüncesine dayanan Monte
Carlo yöntemine dayanır. 1.
ANADOLU ÜNİVERSİTESİ ENM 317 Prof.
Dr. Nihal ERGİNEL 2 ÖRNEKLEME
Anakütleden n birimlik örnek alınması ve
anakütle
parametrelerinin
örnekten
tahmin edilmesidir. 3 ÖRNEKLEME
ALMANIN NEDENLERİ Anakütleye
İSTATİSTİK I KISA ÖZET KOLAYAOF
DİKKATİNİZE: BURADA SADECE ÖZETİN
İLK ÜNİTESİ SİZE ÖRNEK OLARAK
GÖSTERİLMİŞTİR. ÖZETİN TAMAMININ
KAÇ SAYFA OLDUĞUNU ÜNİTELERİ
İÇİNDEKİLER
BÖLÜMÜNDEN
GÖREBİLİRSİNİZ. İSTATİSTİK I KISA ÖZET KOLAYAOF 2
Kolayaof.com
Detaylı
SÜREKLĠ OLASILIK DAĞILIMLARI
SÜREKLĠ OLASILIK DAĞILIMLARI Sayı
ekseni üzerindeki tüm noktalarda değer
alabilen değişkenler, sürekli değişkenler
olarak tanımlanmaktadır. Bu bölümde,
sürekli değişkenlere uygun olasılık
dağılımları üzerinde
Detaylı
EME 3105 SİSTEM SİMÜLASYONU.
Girdi Analizi Prosedürü. Dağılıma
Uyum Testleri. Dağılıma Uyumun
Detaylı
Dokuz Eylül Üniversitesi Mühendislik
Fakültesi Endüstri Mühendisliği Bölümü
END 3618 Kalite Planlama & Kontrol
Bölüm 3: İstatistiksel Proses Kontrol
Metotları & Felsefesi Yrd. Doç. Dr. Kemal
SUBULAN 20-22.02.2018
Detaylı
Nasıl Öğreniriz Öğretme Teknikleri Kalıcı
Öğrenme Oranı Karakteristikler Sunuşlar
5% Okuma 10% İşitsel ve Görsel 20%
Zamana Sıkıştırılmış İçerik Odaklı Anlatma
ve Umut Etme Demo Yoluyla 30%
Tartışma Gurupları
SÜREKLİ ŞANS DEĞİŞKENLERİ Üstel
Dağılım Normal Dağılım 1 Üstel Dağılım
Meydana gelen iki olay arasındaki geçen
süre veya bir başka ifadeyle ilgilenilen
olayın ilk defa ortaya çıkması için geçen
sürenin
Detaylı
Detaylı
Deney Dizaynı ve Veri Analizi Ders Notları
Binom dağılım fonksiyonu: Süreksiz
olaylarda,
sonuçların
az
sayıda
seçenekten
oluştuğu
durumlarda
kullanılır. Bir para atıldığında yazı veya
tura gelme olasılığı
Detaylı
İstatistiksel Proses Kontrol İstatistiksel
Proses Kontrol Nedir? ü İstatistiksel
proses kontrolü, üretim sürecinde kaliteyi
ölçmek ve kontrol etmek için kullanılan
endüstri standardı bir metodolojidir.
Detaylı
KALİTE YÖNETİM SİSTEMİ TS EN ISO
2015 PROSES YAKLAŞIMI
KALİTE YÖNETİM SİSTEMİ TS EN ISO 2015
PROSES YAKLAŞIMI Mustafa DİLEK +90
532 263 4849 mdilekm@hotmail.com
Kalite Yönetim Sistemi Kalite yönetim
sistemi uygulamak kuruluşa aşağıdaki
potansiyel faydaları
Detaylı
2022 © DocPlayer.biz.tr Gizlilik Politikası | Hizmet koşulları | Geri bildirim
Detaylı
Temel İstatistik. Y.Doç.Dr. İbrahim
Turan Mart Tanımlayıcı İstatistik.
Dağılımları Tanımlayıcı Ölçüler Dağılış
Ö
Temel İstatistik Tanımlayıcı İstatistik
Dağılımları Tanımlayıcı Ölçüler Dağılış
Ölçüleri Y.Doç.Dr. İbrahim Turan Mart
2011 DAĞILIM / YAYGINLIK ÖLÇÜLERİ
Verilerin değişkenlik durumu ve dağılışın
şeklini
Detaylı
İstatistik, genel olarak, rassal bir olayı
(ya da deneyi) matematiksel olarak
modellemek ve bu model yardımıyla,
6.SUNUM İstatistik, genel olarak, rassal
bir olayı (ya da deneyi) matematiksel
olarak modellemek ve bu model
yardımıyla,
anakütlenin
bilinmeyen
karakteristik özellikleri (ortalama, varyans
v.b. gibi) hakkında
Detaylı
ÖNSÖZ İÇİNDEKİLER III Bölüm 1
İSTATİSTİK ve SAYISAL BİLGİ 11 1.1
İstatistik ve Önemi 12 1.2 İstatistikte
Temel Kavramlar 14 1.3 İstatistiğin Amacı
15 1.4 Veri Türleri 15 1.5 Veri Ölçüm
Düzeyleri 16 1.6
Detaylı
FMEA-HATA TÜRLERİ VE ETKİ ANALİZİ
Tanımlama Mevcut veya olası hataları
ortaya koyan, bu hataların yaratabileceği
etkileri göz önünde bulunduran ve
etkilerine göre hataları önceliklendirerek
oluşmalarının
İstatistiksel Proses Kontrol
MAK
305
MAKİNE
ELEMANLARI-1
Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali
Rıza Yıldız 1 BU DERS SUNUMUNDAN
EDİNİLMESİ BEKLENEN BİLGİLER Tolerans
kavramının anlaşılması ISO Tolerans
Sistemi Geçmeler Toleransın
3 KESİKLİ RASSAL DEĞİŞKENLER VE
OLASILIK DAĞILIMLARI
Deney Dizaynı ve Veri Analizi Ders
Notları
YTÜ-İktisat İstatistik II Hipotez Testi 1
HİPOTEZ
TESTİ:
AMAÇ:
Örneklem
bilgisinden hareketle anakütleye ilişkin
olarak kurulan bir hipotezin (önsavın)
geçerliliğinin
test
edilmesi
Genel
notasyon: anakütleye
Detaylı
MAK 305 MAKİNE ELEMANLARI-1
KALİTE SİSTEM YÖNETİCİSİ EĞİTİMİ
H 0 : θ = θ 0 Bu sıfır hipotezi şunu
ifade eder: Anakütle parametresi θ
belirli bir θ 0
ISL 201 Pazarlama İlkeleri Doç. Dr.
Hayrettin ZENGİN Pazarlama Bilgi Sistemi
(PBS) Bir işletmenin pazarlama ile ilgili
kararlarının alınmasına yardımcı olacak
bilgilerin
toplanması,
işlenmesi,
saklanması
Detaylı
EME 3105 1 Girdi Analizi Prosedürü
SİSTEM SİMÜLASYONU Modellenecek
sistemi (prosesi) dokümante et Veri
toplamak için bir plan geliştir Veri topla
Verilerin gra ksel ve istatistiksel analizini
yap Girdi
Detaylı
Detaylı
Detaylı
ISL 201 Pazarlama İlkeleri. Doç. Dr.
Hayrettin ZENGİN
SÜREKLİ ŞANS DEĞİŞKENLERİ. Üstel
Dağılım Normal Dağılım
ANADOLU ÜNİVERSİTESİ. ENM 317
Prof. Dr. Nihal ERGİNEL
Mühendislikte İstatistiksel Yöntemler
BÖLÜM 9 VARYANS ANALİZİ Yrd. Doç. Dr.
Fatih TOSUNOĞLU 1 Varyans analizi niçin
yapılır? İkiden fazla veri grubunun
ortalamalarının karşılaştırılması t veya Z
testi
Detaylı
Detaylı
Detaylı
Detaylı
Girişimcilik Bölüm 5: Talep Tahmini
scebi@ktu.edu.tr 5.1. Talep Tahmini
Tahmin:
Gelecek
olayları
önceden
kestirme bilim ve sanatı. İstatistiksel
Tahmin: Geçmiş verileri matematiksel
modellerde kullanarak
Sunuşlar 5% Okuma 10% İşitsel ve
Görsel 20% Demo Yoluyla 30%
Tartışma Gurupları 50% Geri
KANTİTATİF TEKNİKLER - Temel
İstatistik -
Mühendislikte İstatistiksel Yöntemler
BÖLÜM 7 TAHMİNLER Yrd. Doç. Dr. Fatih
TOSUNOĞLU 1 Tahmin (kestirim veya
öngörü): Mevcut bilgi ve deneylere
dayanarak olayın bütünü hakkında bir
yargıya varmaktır.
Mühendislikte İstatistiksel Yöntemler
Dokuz Eylül Üniversitesi Mühendislik
Fakültesi Endüstri Mühendisliği
Bölümü
Makine Elemanları I. Toleranslar.
Prof. Dr. İrfan KAYMAZ. Erzurum
Teknik Üniversitesi. Mühendislik
Mühendislikte İstatistiksel Yöntemler
Detaylı
Sürelerine Göre Tahmin Tipleri
Detaylı
Detaylı
Dokuz Eylül Üniversitesi Mühendislik
Fakültesi Endüstri Mühendisliği Bölümü
END 3618 Kalite Planlama & Kontrol
Bölüm 14: Değişkenlere Göre Örnekleme
Planları ve Diğer Örnekleme Yöntemleri
Yrd. Doç. Dr.
Detaylı
Detaylı
Detaylı
Detaylı
İstatistik ve Olasılık
.0.0 Mühendislikte İstatistik Yöntemler
İstatistik Parametreler Tarih Qma.3.98
4..98 0.3.983 45 7..984 37.3.985 48
0.4.986 67.4.987 5 0.3.988 45.5.989
34.3.990 59.4.99 3 4 34 5 37 6 45 7 45 8
48 9 5 0
Detaylı
Dokuz Eylül Üniversitesi Mühendislik
Fakültesi Endüstri Mühendisliği
Bölümü
Detaylı
Detaylı
Detaylı
BİYOİSTATİSTİK. Ödev Çözümleri. Yrd.
Doç. Dr. Aslı SUNER KARAKÜLAH
Detaylı
Detaylı
Detaylı
Mühendislikte İstatistik Yöntemler
Detaylı
BİYOİSTATİSTİK Uygulama 4 Yrd. Doç.
Dr. Aslı SUNER KARAKÜLAH
ÖRNEKLEME TEORİSİ 1 Bir popülasyonu
istatistiksel açıdan incelemek ve işlemler
yapabilmek için popülasyon içerisinden
seçilen örneklemlerden yararlandığımızı
söylemiştik.
Peki
popülasyonun
istatistiksel
YÖNETİM SİSTEMLERİ. Yönetim
Sistemi Modelleri: Deming tarafından
geliştirilen, Planla Uygula Kontrol Et
Ö
YÖNETİM SİSTEMLERİ Yönetim Sistemi
Modelleri: Deming tarafından geliştirilen,
Planla Uygula Kontrol Et Önlem Al
kavramlarını içeren sürekli iyileştirme
döngüsü
ile
uygulanır.
YÖNETİM
SİSTEMLERİ Şematik
Detaylı