imalat işlemleri dersi 1. malzeme bilgisi 1. imalatta
advertisement

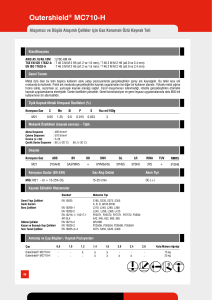
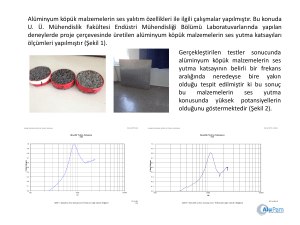
İMALAT İŞLEMLERİ DERSİ 1. MALZEME BİLGİSİ 1. İMALATTA KULLANILAN METALİK MALZEMELER 2. TALAŞLI İMALATA GİRİŞ 1. EĞELEME 2. KESME 3. ÖLÇME BİLGİSİ KUMPAS VE MİKROMETRE OKUMA 4. MARKALAMA 5. TOLERANS 3. DELİK DELME İŞLEMİ VE DELME MAKİNELERİ/TEZGÂHLARI 4. KLAVUZ PAFTA VE RAYBA ÇEKME 5. TORNALAMA TEZGÂHLARI VE TORNALAMA İŞLEMLERİ 6. TORNADA VİDA AÇMA 7. FREZE TEZGÂHLARI VE FREZELEME İŞLEMLERİ MALZEME BİLGİSİ Milyonlarca atomun bir kristal kafes yapısı içerisinde farklı düzenlerde bir araya gelmesi ile oluşan malzemeler, atomik bağları, dizilimi, matris elemanı vb. faktörlere bağlı olarak farklı malzeme gruplarını oluştururlar. Atomlar çekirdek ve elektronlardan oluşurlar. Çekirdek ise proton ve nötrondan meydana gelir. Atomların dizilişleri malzemenin içi yapısının ve dolayısıyla da fiziksel, kimyasal ve metalürjik özelliklerinin belirlenmesinde rol oynarlar. Malzemeler genel olarak dört ana gruba ayrılırlar: • Metalik malzemeler • Polimer malzemeler • Seramik malzemeler • Kompozit malzemeler • Metal matrisli kompozit malzemeler • Polimer esaslı kompozit malzemeler Malzemelerin içyapısı Malzemelerin özellikleri büyük ölçüde içyapılarına bağlıdır. Malzemeler atomlar arası bağ kuvvetleri etkisinde üç boyutlu uzayda ve farklı düzenlerde dizilmeleri sonucu meydana gelirler. Atomların uzaydaki dizilişlerine göre kristal veya amorf(düzensiz) olmak üzere iki farklı yapıda bulunurlar. Metallerin tamamı, seramiklerin büyük bir kısmı ve bazı polimer malzemeler kristal yapıdadır. Gazlar, sıvılar, cam ve bazı polimer malzemeler amorf yapıdadırlar. Malzemeyi meydana getiren atomların birbiri ile bir araya gelmesi ise atomlar arası çekim kuvveti ile olmaktadır. Bu ise elektronlar sayesinde olmaktadır. Atomlar arası bağ Malzemelerin kristal yapısı ve özellikleri, tanecikleri bir arada tutan kuvvetlerin çeşitlerine, bağ türüne bağ enerjisine ve atomların dizilişine bağlıdır. Atomlar arası bağ kuvveti arttıkça malzemelerin ergime sıcaklığı, elastik modülü ve dayanımı artarken ısıl genleşmesi düşük olur. Atomları bir arada tutan atomsal bağlar dört gruba ayrılır: 1. 2. 3. 4. Metalik bağlar İyonik bağlar Kovalent bağlar Van der Waals bağları Atomları bir arada tutan metalik, iyonik ve kovalent bağlar kuvvetli, Van der Waals bağları ise zayıf bağlardır. 1. Metalik bağlar: Metal ve alaşımlarında bulunan bir bağ türüdür. Metal atomları üç boyutlu bir yapı içerisinde düzenlenirler. Bu atomların en dış elektronları, yapının her tarafında serbestçe dolaşırlar ve atomların birbirine bağlanmasını sağlar. Metalik bağla bağlanmış malzemelerin bazı özellikleri şunlardır: Farklı sertliğe dayanıma sahiptirler, Genellikle yüksek yoğunluğa sahiptirler, Çok farklı ergime sıcaklığına sahiptirler, Yüksek elektrik ve ısı iletimine sahiptirler, Plastik şekil değiştirme özelliğine sahiptirler, Bu üstün özelliklerinden dolayı metalik bağla bağlanmış malzemeler endüstri de ve imalat sektöründe yoğun olarak kullanılmaktadırlar. 2. İyonik bağlar: Pozitif iyonlarla negatif iyonların birbirlerini kuvvetli bir çekim kuvveti ile çekerek meydana getirdikleri bağ yapısına iyonik bağ denir. Metal ile ametalin oluşturduğu metal bileşiğine seramik malzeme adı verilir. İyonik bağla bağlanmış olan malzemelerin genel özellikleri şunlardır: Sert ve kırılgandırlar Düşük yoğunluğa sahiptirler Yüksek ergime sıcaklığına sahiptirler Düşük elektrik ve ısı iletkenliğine sahiptirler Yüksek kimyasal kararlılığa sahiptirler. 3. Kovalent bağlar: Bir atom komşu bir atomla en dış kabuğundaki valans elektronlarını ortaklaşa kullanarak kararlı bir hale geçiyorsa, bu tür elektron paylaşımı ile ortaya çıkan bağa kovalent bağ denir. Kovalent bağlar kristal yapı içerisinde üç boyutlu bir ağ yapısı oluştururlar ve çok kuvvetli olmaları bu tür kristallerin çok sert ve erime noktalarının çok yüksek olmasına neden olur. Kovalent kristallere en güzel örnek karbonun iki allotropu olan elmas ve grafit verilebilir. Elmastaki her C atomunun dış kabuğundaki 4 valans elektronu dört komşu karbon atomunun elektronları ile paylaşılarak dış kabuklarında tamamen kovalent bağlı bir yapı meydana gelir. Bu üç boyutlu sağlam kovalent bağlar elmasın bilinen en sert ve erime noktası en yüksek katı olmasının nedenidir. Bu özelliklerinden dolayı elmas aşındırma ve kesme aracı olarak kullanılmaktadır. Grafit ise siyah, parlak ve elektriği ileten bir malzemedir. Fakat grafitte karbon molekülleri arasında Van der Waals bağları, zayıf bir bağ yapısı olmasından dolayı elmasın sertliğinin aksine yumuşak bir malzemedir. Kovalent bağla bağlanmış malzemelerin bazı özellikleri; Çok yüksek sertlik Düşük elektrik ve ısı iletkenliği Düşük yoğunluk Yüksek kimyasal kararlılık 4. Van der Waals bağları: Bu bağlar birincil ve ikincil atomlar arası zayıf bağ olarak tanımlanır. Genellikle bütün bağ çeşitlerinde az da olsa bulunurlar. Enerjileri kuvvetli bağlarınkinden oldukça düşük olup yaklaşık onda biri kadardır. Genellikle bu bağla bağlı moleküler kristaller kolay şekil değiştirecek kadar yumuşaktırlar. Erime noktaları ise düşüktür ve genellikle de 100 0C nin altındadır. Kristal yapılar ve hataları Metaller aşağıdaki şekillerde görüldüğü gibi üç farklı kafes yapısına sahiptir. a) Hacim merkezli kübik, b) yüzey merkezli kübik, c) hekzagonal kapalı paket Malzemelerin atomsal dizilimlerinde bir mükemmellik olduğu gibi bu mükemmel diziliminde bazı hatalar içerdiği bilinmelidir. Yapı içerisindeki hatalar isminin aksine malzeme davranışı üzerinde olumlu bir etkiye sahiptir. Gerçekte kusursuz malzeme dizilimi yoktur. Bu kafes hataları bilinir ve kontrol altına alınırsa daha iyi özelliklere sahip malzemeler elde edilebilir. Çoğu durumlarda malzemeler imalat sırasında içerisine farklı metalik bileşikler katılarak kasıtlı olarak kusurlar meydana getirilir. Örneğin bir metalin gücünü artırmak için başka bir bileşenin ilave edilmesi. Kristal yapıdaki hatalar genel olarak üç grupta toplanır: Noktasal hatalar, Dislokasyon, çizgisel hatalar Yüzeysel hatalar, Noktasal hatalar atomların çevresindeki diğer atomların normal dizilimini etkilediğinden boşluğa doğru çökme ve neticede bir çekme meydana gelir. Böylece atomlar arasında gerilim oluşur. Malzeme içerisine bilinçli olarak katılan arayer ve yeralan atomları malzemelerin dayanımın arttırılmasının temelinin kristal hatalarına bağlı olduğunu gösterir. Dislokasyonlar ise malzeme yapısındaki çizgisel kusurları ifade eder. Vida ve kenar dislokasyonu olmak üzere iki kısma ayrılır. Her iki dislokasyon, çizgisel kusur malzemenin dökümü sonrası katılaşması sırasında veya katı madde üzerinde yapılan plastik deformasyon, şekillendirme işlemi sırasında ortaya çıkar. Soğuk şekillendirme sırasında ortaya çıkan dayanım artışı bu esnada dislokasyonların oluşması ve bunların yapı içerisinde karşılaşarak birbirlerini engellemesi neticesinde oluşur. Yüzey kusurları, malzemelerin tane sınırları birer hata noktası gibi davranarak mukavemetin gelişimine katkı sağlar. Tane sınırı bireysel taneleri birbirinden ayıran yüzeydir ve atomların düzgün dizilmediği bir uzunluktur. Malzemelerin mekanik özellikleri İmalat sektöründe bir malzeme için belirleyici en önemli faktör malzemenin mekanik özellikleridir. Genellikle malzemeler kullanıldıkları yere göre çekme, basma ve kayma gerilmesine maruz kalırlar. Bir malzemeye kuvvet uygulandığı zaman önce şekil değişimine uğrar sonra kırılır ya da kopar. Malzemeye uygulanan kuvvet kaldırıldığında malzeme eski haline dönüyorsa buna elastik şekil değiştirme, uygulanan kuvvet fazla ise ve kaldırıldığında malzeme eski haline dönmüyorsa plastik şekil değiştirme adı verilir. Malzemelerin kuvvet altında göstermiş olduğu davranışa ve bu davranışlardan elde edilen özelliklere mekanik özellikler denir. Bir malzemenin mekanik özelliğini belirlemek için yapılan en yaygın deney çekme deneyidir. Çekme deneyi ile bir malzemenin aşağıdaki özellikleri belirlenebilir, • Akma dayanımı (Yield strength) • Çekme dayanımı (Tensile strenght) • Kopma uzaması (Elongation to failure) • Kesit daralması (Reduction in cross section) • Tokluk (Toughness) • Elastisite modülü (Elastic modulus) • Rezilyans (Rezilyance) Akma dayanımı-üst akma noktasına kadar olan bölge elastik şekil değiştirme bölgesi olarak adlandırılmaktadır. Elastik deformasyon bölgesinde gerilme-uzama eğrisi Lineer bir değişim göstermektedir. Artan gerilme ile birlikte % uzama değeri de orantılı olarak artar. Bu aralıkta malzemeye uygulana yük ortadan kaldırıldığında % uzama değeri sıfıra iner malzeme ilk şekline geri döner. Malzemede fiziksel bir bozulma meydana gelmez. Bu bölgede Hooke kanunu geçerli olup σ=∈×ε doğrunun eğimi malzemenin “Elastisite modülünü (Young modülü) ” verir. Malzemelerin plastik şekil değiştirme yeteneğine süneklik denir. Bir malzemenin işlenebilmesi için önemli olan bu özellik çekme deneyinde kopma anında oluşan toplam plastik şekil değiştirme ve kopma uzaması ile orantılıdır. Mühendislik uygulamalarında malzemeler elastik bölgede kullanılırlar. Malzeme plastik bölgeye geçtiğinde şekil değişimini tamamlamıştır ve kullanılamayacak hale gelmiştir. Genellikle şekil değiştirmeler ve uzamalar gözle görülemeyecek kadar düşüktür ve çoğunlukla %0.2 den azdır. Tokluk, birim hacimdeki bir cismi koparmak için gerekli enerji miktarıdır. Yani bir malzemenin kopmadan önce aldığı enerjinin bir ölçüsüdür. Çekme deneyi altında kalan eğrinin alanı enerji ifadesidir. Bu bölgenin büyük ya da küçük olması kullanmış olduğumuz malzemenin tokluğu hakkında bize bilgi verir. Sinterleme: Toz metalürjisinde uygulanan bir ısıl işlemdir. Bu ısıl işlem sıkıştırılmış ve şekillendirilmiş toz karışımının ergime sıcaklığının altındaki sıcaklıklarda ısıtılarak tozlar arasında kimyasal bağ oluşturulması amacıyla yapılır. Sinterleme yüksek sıcaklıklarda ana malzemenin ergime sıcaklığının 1/3’ü kadar altındaki sıcaklıklarda yapılır. Sinterlemedeki amaç malzemenin özelliklerinin makro düzeyde geliştirilmesidir. Sıkıştırma işlemi ile oluşan mekanik bağların sinterleme esnasında kimyasal bağlarla bağlanarak özellikleri geliştirilir. Sinterleme işleminde uygulanan sıcaklığa ve süreye bağlı olarak taneler arasında bağlar oluşur. Bağlar; adhezyon, yüzeysel ve hacimsel difüzyon yollarıyla oluşmaktadır. Sinterleme sırasında uygulanan sıcaklıkla malzemede aşağıdaki değişiklikler meydana gelir. Tanelerarası temas oluşumu ve temas yüzeylerinin büyümesi Gözeneklerin azalması ve hacimsel olarak gözeneklerin küçülmesidir. SERTLİK Bir malzemenin kendisinden daha sert bir malzemeye karşı göstermiş olduğu dirençtir. Bir malzemenin sürtünmeye, çizilmeye, kesmeye ve plastik deformasyona karşı göstermiş olduğu direnç olarak ta ifade edilebilir. Sertlik ölçümünde standart konik ya da küresel bir ucun malzemeye batırılmasıyla ölçülür. Sertlik testleri genellikle malzemelerin özelliklerini değerlendirmek için kullanılır. Her malzemenin özelliğine göre kullanılan farklı sertlik ölçüm yöntemleri vardır. Metalik malzemelerde kullanılan en yaygın sertlik ölçme yöntemi Brinell ve Rockwell sertlik ölçme yöntemidir. Malzemenin yapısına göre sertlik ölçüm yöntemleri şunlardır: Brinell sertlik ölçüm yöntemi: çok yaygın olarak kullanılan bir sertlik ölçüm yöntemidir. Bu sertlik ölçüm yöntemi genellikle düşük ve orta sertlikteki metal ve metal olmayan malzemelerin sertliklerinin ölçümünde kullanılır. İsmini 1900 lü yıllarda yöntemi geliştiren İsveçli mühendisten almıştır. Rockwell sertlik ölçüm yöntemi: Çok yaygın olarak kullanılan sertlik ölçüm yöntemlerinden birisidir. Son yıllarda çok çeşitli malzemelerde kullanılmaktadır. Sertlik ölçümünde koni ve küçük çaplı bir bilye ile malzemenin yüzeyinde iz oluşturulur. Batma şeklinde oluşturulan bu iz cihaz vasıtasıyla Rockwell değerine dönüştürülür. Vickers sertlik ölçme yöntemi: Bu yöntemde piramit şeklinde elmas bir uç kullanılarak ölçüm yapılır. Bu yöntem ile bütün metallerin sertlik değerleri ölçülebilir ve çok geniş bir ölçüm aralığına sahiptir. Knoop sertlik ölçme yöntemi: Mikro sertlik ölçüm yöntemidir. Küçük ve ince parçalarla kırılma riski olan çok sert parçaların sertliğinin ölçümünde kullanılan bir yöntemdir. Sklereskop sertlik ölçüm yöntemi: Diğer sertlik ölçüm yöntemlerinden farklı bir sertlik ölçme yöntemidir. Bu yöntemde belli bir yükseklikten bırakılan bir çekicin yansıma yüksekliği esas alınarak ölçüm yapılır. Bu yöntemde malzemenin soğurduğu mekanik enerji ölçülür. Böylece malzemenin soğurduğu mekanik enerji batmaya karşı direncini gösterir. Eğer çekicin geri yansıması düşük olursa malzeme yumuşak bir malzeme, yansıma fazla olursa malzeme sert bir malzeme olduğu anlaşılır. Büyük çelik parçaların ve diğer metallerin sertliklerinin belirlenmesinde kullanılır. Shore sertlik ölçüm yöntemi: Kauçuk ve sertliklerinin ölçümünde kullanılan bir yöntemdir. plastik Seçilmiş bazı malzemelerin akma ve çekme dayanımları Seçilmiş bazı malzemelerin sertlik değerleri malzemelerin Yüksek sıcaklığın malzemeler üzerindeki etkisi Sıcaklık malzemelerin neredeyse bütün mekanik özellikleri üzerinde etkiye sahiptir. Bu nedenle bir ürünün imalatı yapılmadan önce malzemenin kullanılacağı ortam ve şartlar dikkate alınmalıdır. Ayrıca malzeme imalat sırasında kesici takımla etkileşim halinde olduğu için de bir sıcaklıkla karşı karşıya kalır. Bu nedenle imalat sırasında ortaya çıkan sıcaklığın malzemenin mekanik özellikleri ve kesici takım üzerinde ne tür bir etkiye sahip olduğunun iyi bilinmesi gerekmektedir. Malzemeler yüksek sıcaklıklarda soğuk şekillendirmeye göre daha kolay şekillendirilmektedir. Ancak yüksek sıcaklıklar kesici takım üzerinde olumsuz etki oluşturmaktadır. Sıcak sertlik Malzemenin yüksek sıcaklıklarda sertliğini koruyabilme yeteneğidir. Yüksek sıcaklıklarda birçok malzemenin sünekliği artarken, akma dayanımı ve çekme dayanımı düşer. Çelikler işleme sırasında artan sıcaklıkla beraber daha kolay şekillendirilebilirler. Ancak kesici takım malzemesinin sıcak sertlik özelliğinin iyi olması gerekmektedir. Seramikler yüksek sıcaklıklarda mekanik özelliklerini çok iyi derecede koruyabilme özelliğine sahiptirler. Bu nedenle bu malzemeler özellikle yüksek çalışma sıcaklıklarının meydana geldiği uygulamalarda kullanılırlar. Türbin parçaları ve kesici takımlar bu uygulamalara örnek olarak gösterilebilir. Uzay araçlarının dış gövde kaplamasında seramik malzeme kullanılmaktadır. Böylece uzay aracı atmosfere yüksek hızla girdiğinde sürtünme ile meydana gelen yüksek sıcaklıklara dayanabilme özelliğine sahip olmaktadır. Malzemelerde yoğunluk Yoğunluk belirli bir uygulama için malzeme seçiminde oldukça önemli bir özelliktir. Birimi g/cm3 tür. Özgül kütle terimi bir malzemenin suyun yoğunluğuna göre malzemenin göreceli yoğunluğunu ifade eder. Yoğunluk özellikle uçakların, otomobillerin, ağırlık ile enerjinin önemli olduğu uygulamalarda malzemelerin karşılaştırılması için kullanılır. Malzemenin sıcaklığı arttıkça yoğunluğu azalır. Isıl genleşme katsayısı sıcaklığın yoğunluğa olan etkisine verilen addır. Bir maddenin özgül ısısı C, bir malzemenin birim kütlesinin sıcaklığını bir derece artırmak için gerekli olan ısı enerjisi miktarı olarak tanımlanır. Özgül ısı malzemenin ısıtılmasını gerektiren işlemlerde sıcaklığı istenilen seviyeye çıkarmak için gereken ısı enerjisi miktarıdır. Birçok işlemde ısı çıkışı yaygın olduğu için ısıl özellikler üretimde önemli bir rol oynamaktadır. Talaşlı imalatta oluşan sıcaklığı düşürmek için genellikle soğutma sıvıları kullanılır ve burada sıvının ısı kapasitesi önemlidir. Su her zaman en yüksek ısı taşıma kapasitesine sahip olması nedeniyle soğutucular için baz olarak kabul edilir. Malzemelerin elektriksel iletkenliği Metaller sahip oldukları metalik bağlardan dolayı en iyi elektrik iletkenliğine sahip malzemelerdir. Metaller düşük özdirence sahiptirler. Seramikler ve polimer malzemelerin elektronları sıkı bir şekilde kovalent ve/veya iyonik bağ oluşturduklarından zayıf iletkendirler. Çok yüksek özdirence sahip bu malzemeler yalıtkan olarak kullanılırlar. İletken ve yarı iletken malzemelere ilave olarak süper iletken malzemeler de vardır. Süper iletken sıfır özdirenç sergileyen malzemelerdir. Süper iletken malzemeler sıcaklığın öz direnç üzerinde önemli bir etkisi olması nedeni ile bilimsel açıdan büyük ilgi görmektedir. İstenilen sonuçlara ulaşılması durumunda güç iletimi, elektronik anahtarlama hızları ve manyetik alan uygulama alanlarında önemli ilerlemeler kaydedilecektir. Bilgisayarlardan ev aletlerine kadar çok geniş bir alanda kullanılan yarıiletken malzemeler hali hazırda kullanılmaktalar ve değerlerini kanıtlamışlardır. Yarıiletken malzemelerin öz dirençleri iletkenler ile yalıtkan malzemelerin arasındadır. MÜHENDİSLİK MALZEMELERİ Mühendislik malzemeleri metaller, seramikler, polimerler ve kompozit malzemeler olmak üzere dört gruba ayrılmaktadır. Bu malzemelerin içerisinde metaller en önemli mühendislik malzemeleri olup; Yüksek sertlik ve dayanım, Tokluk, İyi elektriksel iletkenlik, İyi ısıl iletkenlik gibi özelliklerine göre tercih edilmektedirler. Metaller kendi içerisinde demir esaslı metaller ve demir dışı metaller olmak üzere iki gruba ayrılmaktadırlar. Demir Esaslı Metaller Metal olarak demirin önemi, demir ve karbon alaşımlarında yatar. Karbon demir ana metali içerisinde her zaman daimi alaşım elementidir. Demir alaşımları içerisindeki karbon oranına bağlı olarak dökme demirler ve çelikler olmak üzere iki gruba ayrılmaktadırlar. Çeliklerde en fazla %1.77 oranında karbon C bulunur. Anacak bazı alaşım çeliklerine bu oran %2.2 ye kadar çıkabilir. Dökme demirlerde ise bu oran genellikle %2.5-%3.6 arasındadır. Alaşım elementleri karbon, krom, vanadyum, molibden, nikel, manganez ve silisyum dur. Temel hammaddesi hematit (Fe2O3). Demir-Karbon Diyagramı Faz Saf demir 1539 °C erir. Oda sıcaklığında başlayan faz alfa 𝜶 , ferrit olarakta adlandırılır. 912 °C de gama 𝜸 ya dönüşür ve östenit olarak adlandırılır. Bu da 1394 °C de deltaya 𝛿 dönüşür ve eriyene kadar bu fazda kalır. Bu fazlara ilave olarak demir karbon alaşım sisteminde göze çarpan bir faz daha vardır. Sementit de denilen Fe3C ara fazıdır. Sementit, demir ve karbonun metal olarak sert ve kırılgan bileşimidir. ÇELİKLER Çelik içerisinde %0.02 ile %2.2 arasında karbon içeren demir alaşımıdır. Demiri çeliğe çeviren alaşım KARBON dur. Çeliklerde kullanılan diğer alaşım elementleri ve özellikleri şunlardır: Krom, mangan, molibden, nikel ve vanadyum’dur. Krom (Cr): Dayanımı, sertliği ve sıcak sertliği arttırır. Sertleştirme artışında en etkili alaşım elementidir. Belirgin oranlarda Cr paslanma direncini artırır. Mangan (Mn): Çeliğin dayanımını ve sertliğini artırır. Isıl işlemden geçtiğinde çeliğin sertliğini önemli oranda artırır. Molibden (Mo): Tokluğu ve sıcak sertliği artırır. Aynı zaman da aşınma dayanımı sağlar. Nikel (Ni): Dayanımı ve tokluğu iyileştirir. Paslanma direncini yükseltir. Vanadyum (V) : Yükseltilmiş sıcaklıklarda tanecik oluşumunu tetiklediği için çeliğin dayanımını ve tokluğunu artırır. Karbür oluşturarak ta çeliğin aşınma direncini artırır. Kullanım amaçlarına göre Çelikler; Yapı çelikleri ve takım çelikleri olmak üzere iki başlığa ayrılabilir. Yapı çelikleri Genel yapı çelikleri St33, St37-2, St37-3 gibi herhangi bir ısıl işleme tabi tutulmamış çeliklerdir. Çelikler düz karbonlu, orta karbonlu ve yüksek karbonlu olmak üzere üç gruba ayrılır. Karbon oranı arttıkça dayanım ve sertlik artarken süneklik azalmaktadır. Ayrıca çeliklerin içerindeki karbon oranı arttıkça kaynak edilebilirlikleri düşmektedir. Bu nedenle kaynak işlemlerinde kullanılacak çeliklerin içerisindeki karbon oranı %0.2 yi geçmemesi gerekmektedir. Kaynak için StE 315, StE420 gibi çeliklerin kullanılması gerekmektedir. Amerikan Demir ve Çelik Enstitüsü (AISI) ve Otomotiv Mühendisleri Topluluğu (SAE) tarafından geliştirilen gösterim şekline göre düz karbonlu çelikler dört rakamdan oluşan bir sayı ile tanımlanmaktadır. 10XX örneğinde 10 rakamı çeliğin düz karbonlu bir çelik olduğunu XX ise yüzde olarak ihtiva ettiği karbon miktarını gösterir. Örneğin 1020 çeliği %0.2 C içerir. Otomat çelikleri, talaşlı üretim için özel olarak üretilen kısa talaş veren çeliklerdir. 9 S 20 ve 9 S Mn 28 K gibi çelikler olup normalden daha çok kükürt ve fosfor içerirler. Bu nedenle kaynak kabiliyetleri düşüktür. Sementasyon çelikleri, 15NiCr6 gibi karbon oranları %0.2 den düşük olup alaşımsız ve alaşımlı kalite çeliklerinden yapılırlar. Yüzeyleri karbonla sertleştirildiği için hem darbeye dayanıklı, tok, hem de sert parçaların (dişli çark, piston v.s) yapımında kullanılırlar. Nitrürasyon çelikleri, (31CrMo12) sementasyon çeliklerinden daha serttirler ve benzer alanlarda kullanılırlar. Yüzeyleri azot ile sertleştirilir. Islah çelikleri, C25, 30CrNiMo8 gibi içerisinde %0.2 ile %0.65 oranlarında karbon bulunan yüksek vasıflı çeliklerdir. Darbe dayanımları oldukça yüksek olup yüksek dinamik yüklere maruz kalan makine parçalarının yapımında kullanılırlar. Yay çelikleri, (Ck75, 66Si7 gibi) elastik yapıda, titreşime dayanıklı ve yüksek dayanımlı çeliklerdir. Soğuğa dayanıklı çelikler, (10Ni14, X8Ni9 gibi) -50 °C’nin altındaki sıcaklıklarda özelliklerini kaybetmeyen çeliklerdir. Sıvılaştırılmış gaz üretimi ve bu gazların taşınmasında kullanılan kazanların yapımında kullanılırlar. Isıya dayanıklı çelikler, (10CrMo910) yaklaşık 350 °C sıcaklıklarda kullanılan çeliklerdir. Isıtma kazanları ve benzeri alanlarda kullanılırlar. Yüksek ısıya dayanıklı çelikler, (X4NiCrTi25 15) yaklaşık 700 °C sıcaklıklara dayanabilen çeliklerdir. Ventil, türbin kanatları gibi parçacıkların yapımında kullanılırlar. Paslanmaz Çelikler, (Cr≥15): Yüksek alaşımlı çeliklerin yüksek paslanma direncine sahip olarak tasarlanmış grubudur. Alaşım elementi kromun ağırlığı %15 ten fazladır. Nikel ile birlikte krom çeliğin paslanma direncini artırmaktadır. Paslanmaz çelikler dört gruba ayrılır; 1. Östenitik paslanmaz çelikler:%18 Cr ve %8 Ni içerirler. Paslanmaya karşı en dirençli olan gruptur. Manyetik değildirler ve çok sünektirler. Kimyasal gıda işleme vb yerlerde kullanılırlar. 2. Ferritik paslanmaz çelikler: %15-%20 krom içerirler ve manyetiktirler. Nikel içermezler ve daha az sünektirler. Östenitikler den daha paslanma dirençlidirler. 3. Martensitik paslanmaz çelikler: İçerisinde %18 kadar Cr bulunur. Dayanıklı ve yorulma dirençleri yüksektirler. Paslanmazlık dirençleri yüksek değildir. 4. Dubleks paslanmaz çelikler: Östenitik ve Ferritin eşit miktarda karışımından oluşurlar. Takım çelikleri Yüksek alaşımlı çelikler olarak kesici takımlarda, şekillendirme ve plastik kalıplarında kullanılırlar. Bu uygulamaları yapabilmek için yüksek dayanım, sertlik, sıcak sertlik, aşınma direnci ve çarpmaya karşı tokluk göstermek durumundadırlar. Bu özellikleri sağlayabilmek için takım çelikleri ısıl işleme tabi tutulurlar. Takım çelikleri, Alaşımsız takım çelikleri (C75W3), genellikle el takımlarının imalatında kullanılırlar, çekiç, makas, bıçak, balta vb. Alaşımlı takım çelikleri (105MnCr4), bu çelikler 400 °C sıcaklığa kadar kullanılabilirler. Kesme ve pres kalıpları, dövme ve basınçlı döküm kalıpları, matkap ve klavuz takımlarının yapımında kullanılırlar. Yüksek alaşımlı takım çelikleri (X32CrMoV33) içerisinde %5 ten fazla alaşım elementi bulundururlar. 600 °C çalışma sıcaklığına kadar kullanılabilirler. HSS takım çelikleri bu gruba örnek olarak verilebilir. DÖKME DEMİRLER İçerisinde %2.1 ile %4 oranında karbon ve %1-%3 oranında silisyum bulunduran alaşımlardır. Yapı içerisindeki karbon ve silisyum oranlarına bağlı olarak dökme demirler; Gri dökme demir (Lamel grafitli dökme demir): Çok iyi dökülebilirlik özelliğine sahiptir. Motor ve makine parçalarında çok iyi bir titreşim sönümleme özelliğine sahiptirler. Sünekliği düşük ve kırılgan bir malzemedir. Küresel grafitli dökme demir (sünek demir, sifero döküm): Gri dökme demirin içerisine seryum(Ce) ve magnezyum ilave edilerek grafit tanecikleri küresel bir yapıya dönüştürülür. Bu özelliğinden dolayı küresel grafitli dökme demirlerin dayanım özellikleri çeliklere oldukça yakındır. Birçok alanda çeliğin yerine kullanılmaktadır. Dişli çarklarda, krank millerinde ve birçok makine parçasında kullanılmaktadır. Beyaz (Kır) dökme demir: Gri dökme demire göre daha az karbon ve silisyum içerir. İçerisinde bulunan karbon ferrit yerine oldukça sert olan sementit (Fe3C) fazını oluştururlar. Bu nedenle oldukça sert ve kırılgan bir yapıya sahip olup aşınma dayanımları yüksektir. Kullanım alanları oldukça sınırlıdır. Dövülebilir (Temper) dökme demir: Beyaz dökme demirin ısıl işlemden geçirilmiş halidir. Dayanım özellikleri beyaz (kır) dökme demirlerden daha iyi olduğu için biyel kolu yapımında, direksiyon milleri ve vites çatalı gibi parçaların yapımında kullanılırlar. Vermiküler Grafitli Dökme demir (CGI-Compacted Graphite Iron): CGI hem lamel, gri dökme demirin sağlamış olduğu avantajları hem de küresel grafitli dökme demirin sağlamış olduğu mekanik özelliklere yakın olması nedeni ile cazip olmaktadır. İçerisindeki magnezyum oranına bağlı olarak istenilen yapı elde edilebiliyor. Gri dökme demirlere göre daha yüksek mekanik özelliklere ve ısı iletimine sahipken küresel grafitlere göre dökülebilirliği ve işlenebilirliği iyidir. Mikro yapısındaki soluncanımsı ve küresel yapı grafit ve demir matris arasındaki yapıyı güçlendirerek mekanik özellikleri iyileştirir. Böylece dökülecek parçanın kesit kalınlığının azalmasıyla üretilen malzemenin ağırlığının azalmasına katkı sağlar. Matris yapıdaki perlit oranı arttıkça çekme dayanımı ve sertlik artar. Süper Alaşımlar Süper alaşımlar demirli ve demir dışı olmak üzere iki gruba ayrılırlar. Nikel ve krom ana alaşım elementi olarak kullanılmaktadır. Yüksek sıcaklıklarda ve yüzey aşınma direncinde ihtiyaçlara cevap verebilen özel tasarım alaşımlardır. yüksek beklentili Çalışma sıcaklıkları 1100 °C civarındadır. Demir esaslı ve nikel kobalt esaslı alaşımlar olarak ikiye ayrılırlar. Demir esaslı süper alaşımların bileşiminde demir oranı %50 nin altında olsa bile ana madde olarak demir içerir. Nikel esaslı alaşımlarda ise ana alaşım elementi kobalt ve kromdur.