Kaynak Bölgesinin
Sınıflandırılması
Prof. Dr.
Hüseyin UZUN
Kaynak yöntemleri ile birleştirilen bir
malzemenin kaynak bölgesinin
mikroyapısı incelendiğinde iki ana
bölgenin var olduğu görülecektir:
1) Ergime bölgesi (kaynak metali) ve
2) Isı Tesiri Altında kalan Bölge (ITAB)
Prof. Dr.
Hüseyin UZUN
ITAB’ın genişliği çeşitli faktörlere bağlı olarak
değişir.
Kaynak yöntemi,
paso sayısı,
kaynak ağzı şekli ve dizaynı
ITAB’ın genişliğini az veya çok etkileyen
faktörlerden bir kaçıdır.
Ergitme kaynak teknikleri ile oluşan ITAB’ın
genişliği, katı hal kaynak teknikleri kullanılarak
yapılan kaynak işleminde oluşan ITAB
genişliğinden daha büyüktür.
Ergime
sınırı
Kaynak
metali
Ana
metal
Ergime
sınırı
Ana
metal
ITAB
(a) Ergitme Kaynak
yöntemi
Prof. Dr.
Hüseyin UZUN
Ana
metal
Ana
metal
Ergime
sınırı
(b) Katı hal kaynak
yöntemi
Prof. Dr.
Hüseyin UZUN
Ayrıca ITAB genişliğini kaynak yönteminin
farklılığı da belirler.
Örneğin, elektrik ark kaynak tekniğinde
meydana gelen ITAB, lazer ile kaynak yapılan
aynı malzemenin ITAB’ından çok daha geniştir.
Kısacası ITAB genişliği, kaynak işlemi
esnasındaki ısı girdisi miktarına bağlı olarak
değişmektedir.
Prof. Dr.
Hüseyin UZUN
Ark kaynağı
Yüksek frekans
kaynağı
(Bakır 443)
Sürtünme
kaynağı
Elektrik ark, yüksek frekans ve
sürtünme kaynak yöntemleri ile
elde edilen kaynak kesitleri
Çeşitli kaynak yöntemlerine ait kaynak
kesitleri
TIG kaynağının
kesiti (Koruyucu
gaz %100 Ar)
C2O lazer
kaynağının kesiti
TIG kaynağının kesiti
(Koruyucu gaz %75
Helyum + % 25 Ar)
Prof. Dr.
Hüseyin UZUN
Plazma kaynağının
kesiti
Elektron ışın
kaynağının kesiti
Kaynak bölgesi incelendiğinde, ısının farklı bir şekilde
dağıldığını ve bu dağılıma bağlı olarak farklı özelliklere
sahip bölgelerin oluştuğunu görürüz.
Isı dağılımının parça üzerinde farklılık göstermesi elbette
o bölgelerdeki mikroyapı özelliklerini değiştirecektir.
Farklı mikroyapı özelliklerine sahip kaynak bölgesi, ana
metal özellikleri ile karşılaştırıldığında değişik mekanik ve
korozyon özelliklerini sergilediği görülecektir.
Dolayısıyla iyi bir kaynak birleştirmesi arzu ediliyorsa
kaynak bölgesi özelliklerinin ana metal özelliklerine yakın
olması gerekir.
Bunu sağlamanın ilk kuralı kaynak işlemindeki ısı
girdisinin düşük tutulması ve ITAB genişliğinin mümkün
olduğunca dar olmasının temin edilmesidir.
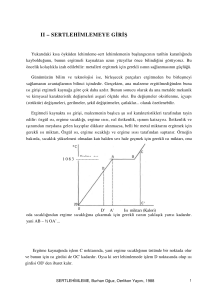
Isıtılan bir metalin mikroyapı ve özelliklerinin
değiştiğini biliyoruz. Kaynak işleminde de metalin
ısıtılması hatta ergitilmesi söz konusudur.
Sonuçta yüksek sıcaklığa maruz kalan metalin
mikroyapısı, hatta kimyasal bileşimi ve mekanik
özellikleri elbette değişecektir.
Bu değişikliklere sebep olan etkenler ne kadar iyi
tahlil edilebilirse ona göre önlemler, dizaynlar,
kaynak yöntemleri ve malzeme seçimleri o kadar
isabetli olur.
Malzemelerin kaynak kabiliyeti bu etkenlerin
incelenmesi ve sonuçlara göre gerekli önlemlerin
alınmasına katkıda bulunan bir bilim dalı
niteliğindedir.
Kaynak metalinin kimyasal içeriği de birleştirilmiş olan ana metale
benzemez. İlave dolgu metali (elektrot) ile ana metalin
karışımından meydana geldiği için, kaynak metalinde farklı bir
kimyasal içerik ortaya çıkar.
Kaynak banyosu içerisindeki yüksek sıcaklık, kimyasal
reaksiyonlara sebep olacağı için bazı elementlerin yanması
nedeniyle miktarlarının azalması söz konusudur.
Örneğin, basınçlı bir kazan imalatında kullanılan %0.25 C içeren
alaşımlı bir çelik levhanın kaynak işleminden sonra, katılaşan
kaynak metalinin %0.1 C içerdiği tespit edilmiştir. Yani karbon
içeriği azalmıştır.
Fakat yüksek sıcaklık mukavemeti veya korozyon direnci istenilen
bir konstrüksiyon imalatı için kullanılan alaşımlı çeliğin,
birleştirilmesi sonucu oluşan kaynak metalinin ana metal ile
benzer kimyasal içeriğe sahip olması arzu edilir.
Dolayısıyla bu arzu doğrultusunda kaynak metodu ve ilave dolgu
metali (elektrot) seçilmelidir.
Elektrik ark kaynağı ile yapılan birleştirme esnasında
meydana
gelen
kaynak
banyosu
şematik
gösterilmesi
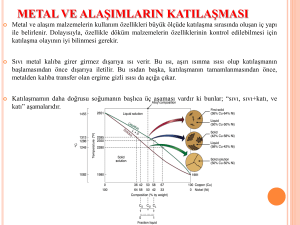
Kaynak Banyosunun Katılaşması ve
Mikroyapı Oluşumu
Kaynak metali oluşumunun,
küçük çaptaki bir döküm
işlemine benzediğini daha önce
ifade etmiştik.
Kaynak metalinin katılaşma
işlemi,
*önce çekirdek oluşumu,
*sonra bu çekirdeğin etrafında
kristalleşme meydana gelmesi
ve
*bu kristallerin büyümesi
aşamalarını içerir.
Kristallerin büyümesi, ergime sınırına hemen hemen
dik olacak şekilde meydana gelir. Kristaller, çam ağacı
görünümünde olan ve dendrit adı verilen hacimsel
şekilde büyümeye devam eder. Bu kristal büyüme
işlemine dentritik büyüme adı da verilir. Dendritler
kaynak dikişi merkezine doğru katılaşarak büyürken,
dendrit kolları adı verilen katılaşma kollarının oluşması
ve bunların büyümesi ile katılaşma devam eder. Yan
yana katılaşarak büyüyen dendrit kolları arasında sıvı
metal havuzcukları oluşur.
Bu havuzcuklar, dendrit kollarının birbirleri ile
birleşmesi sonucunda tamamen katılaşır. Bu işlem tüm
katılaşma sona erinceye kadar devam eder. Kaynak
banyosu içerisinde dentritik kristal büyümesi
tamamlandıktan sonra, kaynak dikişinin merkezine
doğru uzanan ve ergime sınırına hemen hemen dik bir
pozisyonda olan çubuksu düzlemsel taneler meydana
gelir.
Katılaşma esnasında kristalleşme cepheleri,
kaynak banyosu içerisinde bulunan kalıntıları
veya metal olmayan fazları, dikişin orta
kısmına doğru ötelerler. Böylece kaynak
dikişinin merkezinde segregasyon bölgesi adını
verdiğimiz bir bölge oluşur. Segregasyon
bölgesinin tokluk değerleri düşüktür. Bu
nedenle kaynak dikişinin en zayıf bölgesini
oluşturur. Çoğunlukla sıcak çatlaklar diye
adlandırılan kaynak hatalarının oluştuğu
bölgedir. Segregasyon bölgesine sahip olan
kaynak dikişleri düşük mukavemete sahiptirler.
Kaynak banyosu büyüdükçe ve kalıntı madde
miktarları arttıkça, segregasyon bölgesi daha
fazla belirginleşir ve dikişi daha da zayıflatır.
Kaynak Banyosunun Katılaşma Modelleri
Kaynak banyosunun katılaşma hızı (R), kaynak hızı (υ)
ile Cos Ө çarpımına eşittir. Ө açısı, kaynak yönü ile
kaynak banyosunun katılaşma yönü arasındaki açıdır.
R = υ Cos Ө
G/R oranı azaldığı zaman, kaynak banyosu içerisindeki katılaşma
modeli dendritik kristalleşme eğilimindedir. Eğer katılaşma zamanı
artarsa (G/R)-1/2, dendritikler arası mesafenin de arttığı görülür.
Katılaşma zamanı daha da artarsa debdritler bir noktada
çekirdekleir ve yapı eşekseli olur.
Kaynak dikişinin tane yapısı üç önemli faktöre bağlıdır: (1) kaynak
banyosunun kimyasal içeriği, (2) katılaşma parametresi (G/R) ve (3)
kaynak banyosunun şekli. Şekil 4.9’da kaynak dikişindeki tane
yapısı oluşumunun kaynak hızı ve ısı girdisine bağlı olarak nasıl
değiştiği gösterilmektedir. Bu diyagram TIG yöntemi ile birleştirilen
1.5 mm kalınlığındaki düşük karbonlu bir çeliğe aittir.
En düşük kaynak hızlarında (örneğin 2 mm/sn) ve katılaşma
parametresinin (G/R) yüksek değerlerinde, kaynak dikişinin merkezi
kısmı boylamasına uzanan eksenel tanelerden oluşur. Kaynak banyosu ise
hemen hemen daire yakın bir geometrik şekildedir (4.10 a). Kaynak hızı
arttığında (örneğin 3 mm/sn) uzamış geometrik şekle sahip bir kaynak
banyosu oluşur (4.10 b). Ergime sınırına yakın taneler, kaynak
banyosunun arka kısmında büyüyen taneler tarafından bloke edildikleri
için, kaynak dikişinin gelişi güzel dağınık tane yapısı görülür. Daha yüksek
kaynak hızlarında (örneğin 8 mm/sn), kaynak banyosu uçurtma şekline
benzetilir. Tane yapısı ise balık kılçığına benzetilir. Bazen kısmı eş eksenli
taneler gözükür (4.10 e).
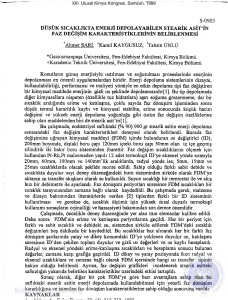
Şekil 2.7
Kristal büyümesi, Q açısının sıfır olduğu kayak merkezinde (Şekil
2.6’da A ile gösterlen yer) en hızlıdır. Q açısının 90˚ olduğu yerde
de en yavaştır (şekilde B ile gösterilen yer). Bu durum kaynak
metalinin mikro yapısı ve tokluğu üzerinde önemli bir etkiye
sahiptir.
Şekil 2.7 (a) ve (b)’de iki farklı kaynak hızında elde edilen kristal
büyüme modları gösterilmektedir. Düşk kaynak hızındaki kristal
büyümesi düzenli ve simetriktir (a). Fakat kaynak hızı
arttırıldığında, sıcaklık dağılım profili değişmeye başlar. Kristal
büyümesinin yönü, kaynak hızına bağlı olarak değişir ve kaynak
merkezinde, kaynak dikişi tokluğunun düşmesine sebep olacak bir
segregasyon hattı oluşacaktır. Bu ise kaynaklı konstrüksiyonlarda
arzu edilmeyen bir kaynak hatasıdır.