ERGİTME,DÖKÜM VE
KATILAMA
GİRİ
Metalik malzemeler çoğunlukla ergitme ve döküm
yöntemi ile üretilirler.
Bazı metalik malzemeler sinterleme ile üretilir.
Örneğin W alaşımları.
Döküm sırasında kullanılan kalıp kullanılarak
metalik malzeme şekillendirilebilir. Örneğin
motor blokları, o şekle sahip kalıplar kullanılarak
dökülür.
Veya katılaşan malzeme daha sonra
termomekanik işlemlerle veya talaşlı imalat
yöntemleriyle son haline getirilir.
DÖKÜM
Metalin ergitilmesi
Kalıba dökülmesi
Katılaşması
DÖKÜM YÖNTEMİNİN AVANTAJLARI
Kompleks şekillere sahip parçalar üretilebilir
Dışsal ve içsel şekiller üretilebilir
Parçanın son hali veya son haline yakın durumu imal
edilebilir.
Çok büyük parçalar üretilebilir
Bazı döküm yöntemleri ile seri üretim de yapılabilir.
DÖKÜM YÖNTEMİNİN DEZAVANTAJLARI
Farklı döküm yöntemlerinin farklı
dezavantajları söz konusudur.
Mekanik özelliklerde meydana gelen kısıtlılık.
Kum döküm yönteminde dökülen parçaların
boyutlarındaki düşük hassasiyet ve yüzey
kalitesi
Sıcak ergimiş metalin çalışanlar açısından
yaratabileceği tehlikeler
Çevresel problemler
DÖKÜM İLE ÜRETİLEBİLECEK PARÇALAR
Büyük parçalar
Küçük parçalar
motor bloğu
makina gövdeleri
tren rayları
borular
büyük heykeller
ziynet eşyaları
mikro elektronik cihazların parçaları (dişli,mil vs)
Bütün metalik malzemeler döküm yöntemi ile
elde edilebilir.
ERGİTME
Ark ergitme
İndüksiyon ile ergitme
Potalı fırınlar ile ergitme
ARK ERGİTME
Yüksek sıcaklıklara(3300-3400oC) çıkılabilir.
Karbon elektrotlar kullanılır.
Alaşımın homojen olmasına dikkat edilmelidir.
İNDÜKSİYONLA ERGİTME
Bobinlerden geçen alternatif akım, ergitilecek olan metal yığını içinde de bir alternatif
akım oluşturur. Bu akım metalin içinde bir ısı oluşturur.
Metal ergidiğinde, erimiş haldeki metalin içindeki elektromanyetik alan, bobinlerdeki
elektromanyetik alan ile etkileşir ve bu etkileşimin oluşturduğu kuvvetlere sıvı metalin
karışmasını sağlar.
Böylece sıvı metalin içinde kompozisyon ve sıcaklık dağılımı oldukça homojen olur.
Dezavantajı
2500oC nin üzerine çıkılamaz. (Çok yüksek frekans gerekiyor)
Indüksiyon ocaklarındaki alternatif akımın frekansı 50Hz or 60Hz ile 10,000Hz
arasında değişir.
POTALI FIRINLAR
Isı kaynağı olarak gaz veya elektrik akımı
kullanılır.
DÖKÜM
İki çeşit kalıp
a: açık kalıp
En basit durum. İstenen şekle sahip açık kalıp.
b:kapalı kalıp
Kalıp geometrisi daha kompleks ve bir kapı sistemine
ihtiyaç duyar.
KALIP TİPLERİ
Tek kullanımlık kalıp kullanımı.
Kum, alçı ve bağlayıcı kullanılarak yapılır
Dökülen parçayı çıkarmak için kalıbın
bozulması gerekmektedir.
Kalıcı kalıp kullanımı.
Metallerden ve nadiren de refrakter
seramiklerden yapılır.
Bir çok kez kullanılabilirler.
AVANTAJLAR-DEZAVANTAJLAR
Tek kullanımlık kalıplar ile çok kompleks
şekillere sahip parçalar dökülebilir.
Kalıcı kalıplarda dökülen parçaların şekli
çok kompleks olamaz.
Kalıcı kalıplar, yüksek üretim oranlarında
daha ekonomiktir.
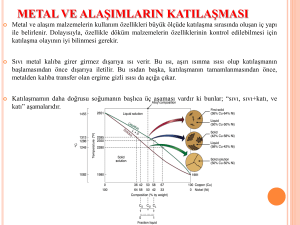
KATILAMA BÜZÜMESİ
Dökümden hemen sonraki
başlangıç seviyesi
Sıvının büzüşmesinden dolayı
meydana gelen seviye azalması
Ergimiş
metal
Kalıp duvarındaki
ilk katılaşma
Katı termal
büzüşmesi
Katılaşma büzüşmesinden dolayı
meydana gelen seviye azalması
Büzüşme
boşluğu
Ergimiş
metal
Katı
metal
KATILAMA BÜZÜMESİ
Katıların yoğunluğu sıvılardan yüksek olduğu için, hemen
hemen bütün metallerde meydana gelir.
Sadece su,Germanyum ve Bizmut bir istisna gösterir.
Bu yüzden katılaşmadan dolayı bir hacim azalması meydana
gelir.
Yüksek karbon içeren dökme demirlerde görülmez.
Büzüşmenin elde edilecek ürünün boyutlarını etkilememesi
için, kalıp boyutları bu büzüşme miktarı göz önüne alınarak
son şekilden daha büyük yapılır.
10.HAFTA
KATILAMA
ÇEKİRDEKLENME
Çekirdeklenme - Bir malzeme içinde yeni bir fazın oluşmaya
Kritik yarıçap (r*) -SıvıKatı dönüşümünde katının kararlı bir
şekilde oluşması ve daha sonra büyüyebilmesi için gerekli olan
minimum çekirdek yarıçapı.
Ergime sıcaklığının altına soğutma (undercooling) -
Homojen çekirdeklenme - Kritik yarıçapa sahip çekirdeklerin
başlaması prosesi.
Çekirdeklenmenin oluşabilmesi için, sıvı metalin soğutulması gereken
sıcaklık.
herhangi bir empürite kullanmadan sıvı atomlarının biraraya gelerek
oluşması.
Heterojen çekirdeklenme -Kritik yarıçapa sahip çekirdeklerin
empürite yüzeyleri üzerinde sıvı atomlarının biraraya gelerek oluşması
ÇEKİRDEKLENME
∆Gs=4πr2σsk (Yüzey serbest enerji değişimi)
Sıvı
Katı-sıvı
arayüzeyi
Katı
∆Ghacim=(4/3)πr3∆Gv
(Hacim serbest enerji değişimi)
ÇEKİRDEKLENME
Toplam Gibbs serbest enerjisi değişimi:
4
∆G = 4πr 2σ sk + πr 3∆Gv
3
∂∆G
=0
∂r
8πrσ sk + 4πr 2 ∆Gv = 0
Kritik yarıçap:
r* = −
2σ sk
∆Gv
Ergime sıcaklığında;
∆G = 0 = ∆H f − Terg ∆S f
Kritik yarıçap:
∆H f
2σ sk Terg
*
∆S f =
r
=
−
Terg
∆H f ∆T olur
Herhangi bir sıcaklıkta
∆G = ∆H − T∆S
∆Hf in ve ∆Sf in sıcaklıktan bağımsız
olduğunu kabul edersek:
∆G = ∆H f − T
∆H f
Terg
T
∆G = ∆H f 1 −
T
erg
T −T
∆G = ∆H f erg
T
erg
∆T
∆G = ∆H f
T
erg
ÇEKİRDEKLENME
Ergime
Sıcaklığı
Terg
Füzyon
enerjisi
∆Hf
Sıvı-katı
Yüzey enerjis
σsk
Homojen çekirdeklenme
için gerekli
tipik soğutma miktarı
∆T
ÖRNEK
Bakır için kritik 236oC değerinde bir soğutma uygulandığında, kritik
çekirdek yarıçapını hesaplayınız.
ÇEKİRDEKLENME HIZI
Çekirdeklenme hızının sıcaklığa bağlı değişimi
Tkatılaşma
KONTROLLÜ ÇEKİRDEKLENME
Tane boyutunun küçültülmesi - Kontrollü bir şekilde heterojen
çekirdeklerin sıvıya eklenmesi sayesinde, sıvıkatı dönüşümü
sayesinde oluşan tanelerin sayısı artmış olur. Böylece ortalama
tane boyutu küçülmüş olur ki bu özellikle mekanik özellikler
açısından avantajlı bir durumdur.
Dispersion sertleştirmesi -Disperse halde fazların dışarıdan
eklenmesi ile mekanik dayanımı oldukça yüksek malzemeler elde
edilebilir.
Katıhal faz dönüşümü - Katı halde oluşan faz dönüşümlerinin
kontrol edilmesi elde edilen malzemenin özelliklerini oldukça
büyük oranda etkiler.
Hızlı soğutma - Çekirdeklenmenin engellenmesi sayesinde cazip
özelliklere sahip amorf malzemeler elde edilebilir.
KATILAMA YAPISI
Çekirdeklenme başlar
Sıvı
Sıvı
Çekirdekler
Bu taneler kalıbın merkezine doğru
kolonsal bir şekilde büyümeye devam eder
Kolonsal taneler
Sıvı
Soğuk kalıp yüzeyinden
tanelerbüyür
Kenar taneleri
Kalıbın merkezinde meydana gelen
çekirdeklenmeden dolayı eş eksenli
taneler büyür
Eşeksenli taneler
ARA
BÜYÜME MEKANİZMASI-SAF METALLER
Sıvının sıcaklığı katılaşma sıcaklığının üzerinde olduğunda, katı-sıvı yüzeyinde
bulunan düzensizlik büyüyemeyecektir.
Bunun sebebi düzensizliğe sıvıdan giren ısı enerjisinin düzensizlikten çıkan ısı
enerjsinden fazla olmasıdır.
Böylece düzensizlikte birim zamanda biriken ısı enerjisi pozitif olacağından
düzensizlik ergiyecektir.
Büyüme yönü
Düzensizlik
Sıcaklık
Katı
Sıvı
Katılaşma sıcaklığı
Katı-sıvı yüzeyinden olan mesafe
BÜYÜME MEKANİZMASI-ALAIMLAR
Eğer sıvı ergime sıcaklığının altına soğutulursa katı-sıvı yüzeyindeki düzensizlik hızlı
bir şekilde dendirit olarak katılaşacaktır.
Füzyon ısısı dışarıya verildiği için sıvının sıcaklığı tekrar katılaşma sıcaklığına
çıkacaktır.
Çelik–SEM fotoğrafı
KATILAMA YAPISI-KURZ
Saf metallerde (a-b)
Kalıp yüzeyinden merkeze doğru kolonsal ve düz yüzeyli (dendiritik değil!) taneler
büyür.
Kalıp merkezinden kalıp kenarlarına doğru eşeksenli taneler büyür.
Alaşımlarda veya empürite içeren saf metallerde (c-d)
Kolonsal kristaller dendiritik olarak oluşur
Kalıp merkezinden kenarlara doğru büyüyen eşeksenli taneler ise saf metallerdeki
durum ile aynıdır.
Saf metaller
Alaşımlar veya empürite
içeren saf metaller
DENDİRİTİK YAPI
Bir Co-Fe-Ta-B alaşımındaki dendiritik yapı
DENDİRİTİK YAPI
Bir Co-Fe-Ta-B alaşımındaki kolonsal dendiritik yapı
KATILAMA ZAMANI
Toplam katılaşma zamanı dökümün şekline (geometrisine) ve büyüklüğüne göre
değişir.
Chvorinov bağıntısına göre toplam katılaşma zamanı:
ttop
V
= Cm
A
n
Cm: kalıp sabiti
V: kalıbın hacmi
A: kalıbın yüzey alanı
n≈2
Cm şu faktörlere bağlıdır:
Kalıp malzemesi
Dökülen metalin termal özellikleri
Döküm sıcaklığının ergime sıcaklığına göre farkı
Cm değeri aynı kalıp malzemesi, dökülen metal ve döküm sıcaklığı için önceden
belirlenmelidir. Kalıbın şekli değişse bile diğer faktörlere bağlı tespit edilen Cm
değeri kullanılabilir.
KATILAMA ZAMANI
Chvorinov bağıntısına göre:
Diğer faktörler (Cm ve n) sabit olmak
koşuluyla,V/A oranı büyüdükçe katılaşma
zamanı da uzamaktadır.
ÖRNEK
irketiniz 5cm kalınlığında 45cm çapında pirinç diskler
üretmektedir. Prosesin kalıp sabiti Cm=3.5 dk/cm2 olduğu
bilinmektedir. Sizden katılaşma zamanını %25 azaltmanız
istenmektedir. Bunu sağlamak için üretimi yapılan disklerin
kalınlığı ne olmalıdır?
45cm
5cm
ÇÖZÜM
R = 45cm
x = 5cm
Cm = 3.5dk / cm 2
Kalıbın yüzey alanı
A = 2πr 2 + 2πrx
Kalıbın hacmi;
V = πr 2 x
V = π × 22.5 × 5 = 7952cm
2
3
A = 2π × (22.5) 2 + 2π × 22.5 × 5
A = 3888cm 2
Katılaşma zamanı
n
V
ttop = Cm
A
2
ttop
7952
= 3.5
= 14.6dk
3888
Katılaşma zamanı % 25 azaltıldığında ; 0.75×14.6=10.95dk olur
ÇÖZÜM DEVAM
Katılaşma zamanının 10.95 dk. olması isteniyor
Kalıbın hacmi;
Kalıbın yüzey alanı
V = πr x
A = 2πr 2 + 2πrx
2
Katılaşma zamanı
n
V
ttop = Cm
A
2
ttop
πr 2 x
= 10.95dk
= 3.5
2
2πr + 2πrx
x = 4.2cm
İKİNCİL DENDİRİT KOL AÇIKLIĞI
Katı
Sıvı
İkincil dendirit
kol açıklığı
Bir alüminyum alaşımındaki dendiritler.
İKİNCİL DENDİRİT KOL AÇIKLIĞI
Katılaşma zamanının ikincil dendirit kol açıklığına olan etkisi.
Katılaşma zamanı arttıkça ikincil dendirit kol açıklığı da büyümektedir.
İkincil dendirit
kol açıklığı (cm)
Katılaşma zamanı (sn)
İKİNCİL DENDİRİT KOL AÇIKLIĞI
Çekme
dayanımı
% uzama
İkincil dendirit kol açıklığı (cm)
% Uzama
İkincil dendirit kol açıklığının bir alüminyum alaşımının mekanik özelliklerine
olan etkisi
Çekme dayanımı (ksi)
ÖRNEK
Uzunluğu 30cm, ve genişliği 20cm olan bir alüminyum
alaşımı dökümü sonucu elde edilen alaşımın çekme
dayanımının 40ksi olması için plakanın kalınlığı ne
olmalıdır?
Chvorinov sabitini 7.2 dk/cm2 olarak alınız.
Dökümün kalınlığına x dersek;
Çekme
dayanımı
% Uzama
Çekme dayanımı (ksi)
ÇÖZÜM
% uzama
Döküm hacmi:
V = 30.20.x = 600 xcm3
Toplam yüzey alanı
A = 2 × 30 × 20 + 2 × 30 x + 2 × 20 x
A = 1200 + 100 x
9x10-3cm
İkincil dendirit
kol açıklığı (cm)
İkincil dendirit kol açıklığı (cm)
Katılaşma zamanı
n
V
ttop = Cm
A
600 x
5dk = 7.2
1200
+
100
x
2
x = 1.935cm olarak bulunur
310sn
Katılaşma zamanı (sn)
SOĞUMA EĞRİLERİ
Saf bir metal sabit sıcaklıkta (ergime sıcaklığında) katılaşır
Aşağıdaki şekilde saf bir metalin soğuma eğrisi görülmektedir
Döküm sıcaklığı
Sıvının soğuması
Katılaşma tamamlanmıştır
Sıcaklık
Terg
Katılaşma
başlangıcı
Katılaşma sıcaklığı
Katılaşma
zamanı
Katının soğuması
Toplam katılaşma zamanı
Zaman
SOĞUMA EĞRİLERİ
(a)Dışarıdan çekirdek eklenmemiş
(inoküle edilmemiş) bir saf metalin soğuma
eğrisi.
•Çekirdeklenmenin olması için Ergime
noktasının altına (C noktasına) inilmek
zorunda.
•C noktasında çekirdeklenme başlıyor,
füzyon ısısı (∆Hf) dışarıya verildiği için bu
ısı sıvının sıcaklığını artırıyor.
•Metal sabit sıcaklıkta (ergime
sıcaklığında) katılaşmaya devam ediyor.
•E noktasında katılaşma tamamlanıyor.
(b) Saf fakat çekirdeklenme için harici
müdahelede bulunulmuş bir ergimiş
metalin soğuma eğrisi
•Ergime sıcaklığının altına soğutma
gerekmiyor.
•Katılaşma, ergime sıcaklığında başlıyor.
SAF METALLERİN KATILAMASI
Kalıp yüzeyinin soğuk olmasından dolayı, metal
kalıba doldurulur doldurulmaz kalıbın yüzeyinde
ince bir tabaka oluşur.
Bu ince tabaka gittikçe kalınlaşarak, bir kabuk
oluşturur.
Katılaşma hızı şu faktörlere bağlıdır
Sıvı metalin ısısının kalıba transfer edilme hızına
Eriyik haldeki metalin termal özelliklerine
SAF METALLERİN KATILAMASI
Saf bir metalin katılaşması sonucu oluşan karakteristik tane yapısı.
• Kalıp yüzeyine yakın bölgelerde gelişigüzel yerleşime sahip taneler
bulunmaktadır.
• Kalıbın merkezine doğru da büyük kolonsal taneler bulunur.