Cam Takviyeli Polimerler
(CTP)
Nedir?
• CTP yani Cam Elyaf Takviyeli Plastik, cam elyafı ile taşıyıcı matris bir
reçinenin birleştirilmesi ile ile elde edilen üstün nitelikli bir kompozit
mühendislik malzemesidir.
• CTP, ortam koşullarına dayanıklı , esnek ama yeterli mekanik dayanıma
sahip olmayan plastik (ör: polyester reçine) ile, yüksek mekanik dayanımlı
cam elyafının çeşitli yöntemlerle biraraya getirilmesi ile elde edilir.
Nedir?
• Bu ürün, çok çeşitli sektörlerde kendisine çok uzun yıllardır kullanım sahaları
bulmuştur ve bu sahalar gün geçtikçe genişlemektedir.
• CTP; alternatifi olduğu pek çok malzemeye göre, korozyon dayanımı,
hafiflik, montaj ve tamir kolaylığı, bakım, tutum ve koruma istemeyen
doğası gibi nedenlerle, avantajlı olarak ön plana çıkmaktadır.
Nasıl?
• Saf haldeki reçinelerin (takviyelerle birlikte) katkı malzemesi ile sertleştirilmesi
sonucu elde edilen kompozit ürünlerin, mekanik mukavemet değerleri diğer
plastiklere göre kıyaslanamayacak kadar yüksektir. Kompozitleri oluşturan
temel malzemeler; polimerler, termosetler, reçineler veya termoplast
reçineler, takviye malzemeleri, katkı malzemeleri ve dolgu malzemeleridir.
• Cam elyaf takviyesi ile fiziksel mukavemetleri arttırılmış kompozit malzemeler
ahşap, beton, metal,cam gibi bir üretim malzemesi olup, kullanım amacına
uygun değişik özelliklerin kolayca kazanılabilmesi özelliği ile diğer üretim
malzemelerine göre üstünlük gösterir.
Avantajları ve Özellikleri
• Yüksek özgül mukavemet
• Mükemmel elastikiyet
• Hafiflik
• Yüksek korozyon dayanımı
• Mükemmel dielektrik nitelikler
• Üstün boyutsal stabilite
• Tasarım esnekliği
• Kalıplama esnekliği (değişik metodlarla üretilebilme esnekliği)
Avantajları ve Özellikleri
• Kolay tamir edilebilirlik
• Yüksek kimyasal dayanım
• Yüksek ısıl dayanım
• Kendinden renklendirilebilme olanağı
• Alev geciktirici katkılar ile alev direnci niteliği sağlanması
• İstenildiğinde ışık geçirgenlik özelliği sağlanması
• Yüksek amortisman süreleri (teorik olarak sonsuz ömür) olarak
özetlenebilmektedir.
Ne kullanılır?
• Ctp üretiminde yaygın olarak kullanılan doymamış polyester reçineler,
takviyeli plastikler içinde termoset grubunda yer alan bir reçinedir.
• El yatırması gibi basit kalıplama tekniklerden en karmaşık makineleşmiş
kalıplama tekniklerine kadar her tür kalıplama tekniğine hitap eder.
Ne kullanılır?
•
•
•
Cam elyafı çok ince cam tellerinden
üretilen bir malzemedir.
Eritilmiş haldeki camın küçük
deliklerden akıtılıp katılaştırılması
sonucu üretilir.
Kum, alumina, kireç taşı, kolemanit,
kaolen gibi geleneksel hammaddeler
kullanılarak üretilmektedir.
Plastik Neden kullanılır?
• Cam elyafı, yüksek mekanik dayanıma sahip bir malzemedir.
• Plastikler, kimyasal yapıları nedeni ile esnek (kırılmaz) yapıya sahiptir ve
mekanik dayanımı düşüktür.
• Cam elyafından mekanik dayanım özelliği, plastikten esneklik özelliği
alınarak kusursuz bir malzeme oluşturulmaktadır.
Cam Neden Kullanılır?
• Eriyik durumdan kolaylıkla yüksek mukavemetli fiberler olarak çekilebilir.
• Takviye elemanı olarak, nispeten güçlüdür ve plastik bir matris içine
gömüldüğü zaman, çok yüksek bir özgül dayanıma sahip bir kompozit üretir.
• Çeşitli plastikler ile birleştiğinde, çeşitli korozif ortamlarda kullanışlı hale
getiren bir kimyasal inertliğe sahiptir.
Üretim Yöntemleri
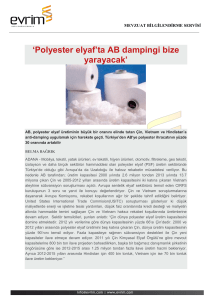
El Yatırması Metodu
Geniş yüzeyli CTP kalıplaması için en çok kullanılan
metoddur. Kalıp ayırıcı uygulandıktan sonra jelkot
uygulanır. Jelkot tabakasının sertleşmesinden sonra
cam elyafı ve polyester fırça veya yün rulo ile
uygulanır. Düşük sabit sermaye yatırımı gerektiren
bir kalıplama yöntemi olan el yatırması ile %25-35
oranında cam elyafı ile takviyeli polyester ürün elde
edilebilir. Emek-yoğun bir üretim metodu
olduğundan kapasite, emek ve kalıp adedine bağlıdır.
Bir kalıptan günde ortalama 2 ürün alınabilir
Üretim Yöntemleri
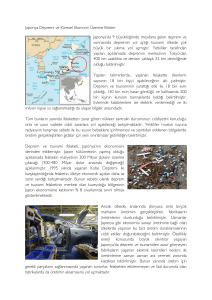
Püskürtme Metodu
El yatırması metodunun daha seri olarak
uygulanmasını sağlayan bir kalıplama metodudur.
Üretim sırasında kalıp üzerine polyester ve cam
elyafı özel bir makine yardımı ile püskürtülür.
Püskürtme metodunda devamlı cam elyafından
fitil, püskürtme işlemi sırasında 17-50 mm
uzunluğunda kırpılarak kullanılır. Geniş yüzeyli
ürünlerde seri üretim olanağı ve işcilikten tasarruf
sağlar.
Üretim Yöntemleri
Reçine Enjeksiyon Metodu
Bu üretim metodunda dişi ve erkek olmak
üzere iki kalıp kullanılarak iki yüzü düzgün
ürün elde edilir. Reçine enjeksiyonu için
üretilmiş olan özel cam keçe (devamlı keçe)
kalıp üzerine yerleştirilir ve kalıplar kapatılır.
Önceden hazırlanmış olan bir reçine
enjeksiyon noktasından, basınç altında
polyester, kalıp içine enjekte edilir. Reçine
enjeksiyonu metodu ile daha seri ve
ekonomik olarak el yatırmasına oranla daha
kaliteli ürün elde edilir.
Üretim Yöntemleri
SMC/BMC Hazır Kalıplama Bileşikleri
Ürün boyutuna göre 3-6 dakikalık bir kalıplama
süresi sağlayan hızlı, seri bir kalıplama
metodudur.Önceden hazırlanmış, pestil veya
hamur haldeki cam elyafı – polyester– dolgu ve
katkı malzemeleri karışımının 150-170 C
sıcaklıkta, 50-120 kgf/cm2 basınç altında çelik
kalıplarda şekillendirilmesi metodudur
Üretim Yöntemleri
Savurma Döküm Yöntemi
Boru, depo, direk gibi silindirik ürünlerin
yapımında kullanılır. Döner bir kalıp içine cam
elyafı ve polyester birlikte püskürtülür. Kalıbın
dönmesinden meydana gelen merkezkaç
kuvvet, laminatın kalıp yüzeyine yapışmasını ve
her iki yüzü düzgün ürün elde edilmesini sağlar.
Kullanım Alanları
Kullanım Alanları
Otomotiv: Otomobil/kamyon kaputu, kamyon/otobüs
karoseri parçaları, kamyonet kabinleri, rüzgar
deflektörü, otomobil kapı ve gövde panelleri, traktör
parçaları, motorsiklet parçaları, makaslar,şaftlar,fren
/debriyaj balataları.
Taşımacılık: Yol kenar dikmeleri, işaret levha direkleri,
modüler bilgi panosu.
Tarım: Seralar, tahıl depolama siloları, sulama kanalları.
Gıda: Silolar, yem tesisi gereçleri, gıda depolama
tankları, salamura tankları, balık yetiştirme havuzları,
taşıma kapları.
Ev aletleri : Dikiş makinesi, mikser, şalter, yumurta
pişirme ve yoğurt yapma makineleri, mikro dalga
fırınlar, buzdolabı, hesap makinesi, fotokopi makineleri,
masa lambaları, servis tepsileri, abajurlar.
Havacılık: Uçak ve helikopter gövdeleri, uçak burun parçası,
kanatlar, uçak iç komponentleri, helikopter parçaları, planör,
antenler, roket motoru kaplama panelleri, radar koruyucusu,
pilotsuz deney uçak modelleri.
Endüstriyel uygulamalar : Muhtelif amaçlı boru ve bağlantı
parçaları, silolar, fan kanatları, kimyasal tesis zemin
ızgaraları, asit tankları ve kaplamaları, arıtma tesisleri.
İnşaat: Dış ve iç cephe kaplamaları, prefabrik binalar, çatı
kaplama levhaları, dekoratif elemanlar, saniter malzemeler,
beton kalıpları, taşıyıcı profiller, depolama tankları, yağmur
suyu taşıma sistemleri, monoblok havuzlar, su soğutma
kuleleri, muhtelif amaçlı izolasyon işleri, köprü platformları
ve ayakları.
Kullanım Alanları
Spor&Eğlence: Lunapark gereçleri, tribün oturma
elemanları, karavanlar, tenis raketleri, kasklar, su
kaydırakları, havuzbaşı ekipmanları, olta kamışları,
golf sopaları, bisikletler, spor aletleri parçaları,
motorlu kızaklar, kayaklar, snowboard.
Elektrik&Elektronik: İzolatörler, antenler, baskılı
devre panelleri, devre kesiciler, sigorta- panel
kutuları, aydınlatma gövdeleri, yalıtkan platformlar
,elektrik ve aydınlatma direkleri, elektrik direk
bazaları, devre kesici kutular, kablo taşıyıcıları, kablo
kanalları, doğal gaz kutuları ,sokak lamba gövdeleri,
sayaç panoları, merdivenler, balast, kofralar,
projektörler.
Karayolları uygulamaları:Yol kenar dikmeleri,
modüler bilgi panosu sistemi,işaret levha direkleri.
Mobilya: Masa, sandalye, sehpa, koltuk, kütüphane,
mutfak dolapları,saksı, dekoratif eşyalar.
Şehir mobilyaları: Modüler kabinler, çöp kutuları,
heykel, banklar, dekoratif elemanlar, süs havuzları.
Askeri uygulamalar: Miğferler, balistik koruyucu
paneller, konteynerler, taşıt araç parçaları, istihkam
malzemeleri, silah ve roket parçaları, mayın avlama
gemileri, sahil koruma botları, planörler, helikopter
kaportaları, pervaneler, barınaklar.
Enerji: Tribün kanatları.
Denizcilik: Yelkenli/motorlu tekneler, can kurtarma
flikaları, şamandralar, sallar, kanolar, deniz
motorsikleti, sörf tahtası, şilep ve yolcu gemileri üst
yapıları, dubalar-iskeleler, iç donanım ve saniter
hacimler.
Oluşabilecek Yüzey Hataları
Buruşma (Fil Derisi)
Jelkot uygulaması sırasında belirebilecek hataların
en çok rastlananıdır. Sebebi, jelkot reçinenin
yeterince sertleşmesi beklenmeden cam elyafı
işlenmesine başlanmasıdır.
Bir diğer buruşma sebebi, jelkot’un gereğinden fazla
kalın kullanılmış olması veya üzerinden sıcak hava
cereyanı geçirilmesidir. Her iki halde de yüzeyde
kısmi bir sertleşme görülmesine rağmen, tamamı
sertleşmeden işleme devam edilmesi olasıdır.
(Jelkot:CTP lerin, en üst katmanında yer alan ve
yüzey görünüm kalitesini artırmanın yanında, CTP
ürünün dış ortam performansını sağlayan
malzemedir. Genel olarak jelkotlar, epoksi veya
doymamış poliester reçinesi esaslıdır.)
Oluşabilecek Yüzey Hataları
Küçük Delikcikler
Küçük delikcikler jelkot’un jelleşmesinden önce
içinde küçük hava kabarcıkları (habbecikler)
kalmasından kaynaklanır. Ayrıca, çalışmaya
başlamadan önce kalıp yüzeyinde toz bulunması
da küçük delikciklerin oluşması sebebidir.
Oluşabilecek Yüzey Hataları
Jelkot’un Kabuk Gibi Kalkması
Cam elyafı ve polyesterin jelkot’a yeterince
yapışmamasından kaynaklanır. Özellikle kalıptan
zorlamalı olarak çıkartılırken belirir. Değişik
nedenleri vardır;
•
•
•
•
•
Kalıp yeterince parlatılmamış ise, jelkot kalıba
yapışabilir.
Kötü kaliteli yumuşak vaks kullanılması halinde,
jelkot vaksla karışabilir. Bu durumda vaksınızı
değiştirin.
Jelkot yüzeyi, cam elyafı işlenmesinden önce
kirlenmiş olabilir ve laminatın jelkota yapışmasını
engelleyebilir.
Jelkot, cam elyafı işlenmesinden önce çok fazla
sertleşmiş olabilir.
Cam elyafı gerektiği gibi rulolanmamış olabilir.
Oluşabilecek Yüzey Hataları
Yöresel Kuru Bölgeler
Cam elyafının yeterince ıslanmamasından kaynaklanır.
Değişik nedenleri vardır;
•
•
•
•
•
Cam elyafı işlenirken yeterince rulolanmamış olması.
Cam elyafının yeterince ıslatılmamış olması.
Birkaç kat cam elyafının aynı anda işlenmiş olması.
Kullanılan polyester viskozitesinin çok yüksek olması
nedeniyle cam elyafını yeterince ıslatamaması.
Jelleşme süresinin çok kısa olması. Bu durumda
hızlandırıcı miktarını azaltın,
gerekiyorsa katalizör cinsini değiştirin, jelleşme
süresini uzatacak inhibitör kullanın.
Uygun Olmayan Reçine/Cam Oranının Yaratacağı
Sorunlar
•
•
Reçine zenginliği (Çok fazla reçine):
Cam üzerinde parlak bir reçine yüzeyi şeklinde
kendini gösterir.
•
Reçine zenginliğinin etkileri:
• Zayıf parçalar
•Çatlama
•Isı ile bozulma
•İz bırakma
•Sertleşmeden kalıptan ayrılma
•Aşırı reçine tüketimi
•Ağır parçalar
• Havaya daha çok stiren yayılması
•İtinasız işçilik görünümü
•
•
Reçine azlığı (Yetersiz reçine):
•Kuru laminat; hava boşlukları, katlar arası
bağlanmanın zayıflığı şeklinde kendini gösterir.
Reçine azlığının etkileri:
•Zayıf parçalar
•Eksik sertleşme
•Parçanın çatlaması
•Katlara ayrılma (delaminasyon)
•Yapısal zayıflık
•Fazladan yama işçiliği
•İtinasız işçilik görünümü
Kırpılmış cam elyafından keçelerde tipik
reçine/cam oranı, ağırlıkça %25-35 arasında
olmalıdır. Dokuma ve iğnelenmiş dokuma
kullanılarak yapılan kalıplamalarda cam oranı
ağırlıkça %40-50 mertebesindedir.
Muhammet Recep Soran
1311110044