SERAMİK MALZEMELER DERSİ
Doç. Dr. Fatih ÇALIŞKAN
Prof. Dr. Adem DEMİR
SİNTERLEME
Seramik malzeme üretiminde uygulanan şekillendirme yöntemlerinde genellikle farklı
boyutlarındaki tozların olabilecek en iyi şekilde paketlenmesi istenmektedir. Sinterleme
malzemenin özelliklerinde birçok değişime neden olur. Seramiklerde mukavemet, termal
iletkenlik, yoğunluk, saydamlık ve yarı saydamlık artar.
Seramik tozları, şekillendirme esnasında bir miktar sıkışarak malzemedeki porozite miktarı bir
miktar azalır. Kuruma ile de tozlar tamamen birbiri ile temas haline gelir. Ancak malzeme
henüz kompakt hale gelmemiştir. Tozlar arasında boşluklar mevcuttur. Seramik malzemenin
cinsine, tane boyutuna ve şekillendirme prosesine bağlı olarak % 25–60 mertebesinde porozite
içerir. Mukavemet saydamlık ısı iletkenliği gibi özellikler için yapıda mevcut porozitenin
elimine edilmesi gerekir. Pişme esnasında, difüzyon hızlandığından birbiri ile temas halinde
olan tozlar arasında özellikle yüzeyde yer alan karşılıklı atom difüzyonu sonucu tozlar birbiri
aralarında boyun oluşturarak kenetlenir. Böylece porozite miktarı azalır ve yoğunlaşma
sağlanır. Bu esnada porların şekilleri de küreleşir. İdeal bir sinterleşme sonunda porozite
tamamen ortadan kalkar ve malzeme kompakt bir kitle haline gelir.
Sinterleme prosesi üç aşamada gerçekleşir;
I. Aşamada birbirine değen taneler boyun oluşturur. Oluşan boyunun çapının tane
çapına oranı ≈1/5’dir.Aşağıdaki şekilde boyun oluşumunun SEM fotografı görülmektedir.
SERAMİK MALZEMELER DERSİ
Doç. Dr. Fatih ÇALIŞKAN
Prof. Dr. Adem DEMİR
II. Aşamada malzemenin yoğunluğu teorik yoğunluğun %90-95’ine ulaşır. Bu aşamada
gözenekler hala birbirleri ile bağlantılıdır. Eğer tane büyümesi yoksa gözenek miktarının
azalması zamanla doğru orantılıdır.
III. Aşama, taneler arasında kapalı olarak kalan gözeneklerin tane sınırlarından yine
diffüzyonla uzaklaştırılması olayıdır. Bu proses oldukça yavaştır. Bu nedenle klasik
sinterlemede %100 teorik yoğunluğa ulaşmak zordur. Eğer sinterleme de hızlı tane büyümesi
görülürse gözenekler tane içerisinde kalabilir. Bu durumda seramiği gözeneklerden
arındırmak hemen hemen imkansızdır.
Sinterleme mekanizması, tamamen malzemenin taşınımına dayanır ve başlıca, atomların
yayınması (yüzey ve hacimsel) ile viskoz akışını içerisine almaktadır. Malzemenin taşınımını
kolaylaştırmak için işlem ancak yüksek sıcaklıkta gerçekleştirilir. Sinterleşmeyi sağlayan itici
güç, serbest yüzey enerjisindeki azalmadır.
Seramik malzemelerde görülen sinterleme mekanizmaları şunlardır:
• Katı hal sinterlemesi (solid state sintering),
• Sıvı faz sinterlemesi (liquid phase sintering),
• Reaktif sıvı sinterlemesi (Reactive liquid sintering) ve
• Buhar faz sinterlemesi (Vapour phase sintering).
Sinterleme ile yoğunlaşmanın sağlanması değişik şekillerde gerçekleştirilir. Bunlar Tablo (1)'de
özetlenmiştir.
Sinterleme mekanizmaları.
Sinterleme Tipi
Taşınım Mekanizması
İtici Enerji
Buhar fazı
Buharlaşma /Süblimasyon
Buhar basıncındaki fark
Katı hal
Yayınma
Serbest enerjideki fark
Sıvı faz
Viskoz akış, yayınma
Yüzey gerilmesi, kapiler basınç
Reaktif sıvı
Viskoz akış, yayınma
Yüzey gerilmesi, kapiler basınç
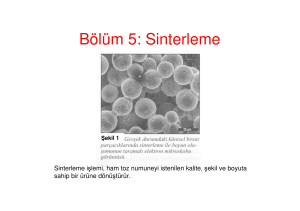
Sinterleme, parçacıkların birbirine bağlanmasını sağlayarak önemli ölçüde mukavemet
artışına ve özelliklerin iyileşmesine sebep olan ısıtma işlemidir. Sinterleme, birbirine temas
eden parçacıkların yüksek sıcaklıklarda birbirine bağlanmasını sağlar. Bu bağlanma ergime
sıcaklığının altında katı halde atom hareketleriyle oluşabilir. Mikroyapı ölçeğinde, bağlanma
temas eden parçacıklar arasında boyunlaşma ile kendini gösterir. Şekil 1’ de verilen taramalı
elektron mikroskobu görüntüsünde küresel parçacıklar arasında katı halde boyun oluşumu
görülmektedir.
SERAMİK MALZEMELER DERSİ
Doç. Dr. Fatih ÇALIŞKAN
Prof. Dr. Adem DEMİR
Şekil 1. Gevşek durumdaki küresel bronz parçacıklarında
sinterleme ile boyun oluşumunun taramalı elektron mikroskobu görüntüsü
Sinterlemedeki geometrik değişimler atomların hareketini sağlayan ısıtmadan
kaynaklanmaktadır. Yüksek sıcaklıkta hareket edebilmek için yeterli enerjiye sahip olan
atomların sayısı Arhenius eşitliği ile hesaplanır.
N/N0 = exp(-Q/RT)
(eş.1)
Burada; (N/N0) hareket eden atomların sayısının toplam atom sayısına oranı, (Q) aktivasyon
enerjisi, (R) gaz sabiti ve (T) ise mutlak sıcaklıktır. Aktivasyon enerjisi malzemeye ve
atomlar arası bağ kuvvetine bağlıdır. Bu nedenle Q ergime sıcaklığı TM ile ölçeklidir.
Sinterleme sıcaklığı ergime noktasına yaklaştıkça, hareket eden atomların sayısı arttığından,
sinterleme hızı artar. Ergime sıcaklığında atomların sıçrama hızı saniyede 1 milyon
düzeyindedir.
Yüksek sıcaklıklarda, sıçrayan atomlar nereye gideceklerini bilmediklerinden rastgele
gezinirler. Bu rastgele gezinme sırasında atomlar bazen parçacıkların birleşme yerlerine
giderek yüzey alanını ve yüzey enerjisini azaltır. Sinterleme sırasında atom hareketi
görülmez, ancak hacim değişimleri meydana geldiğinden, işlem genelde bu değişimler ile
izlenir. Boyun büyümesi bunlardan bir tanesidir. Sinterlemenin temel ölçülerinden biri, Şekil
3’te tanımlandığı gibi boyun büyüklük oranıdır. X/D boyun çapının parçacık çapına oranıdır
(≈1/5’dir).
Şekil 3. Boyun çapı X olan iki küresel parçacığın sinterlenme profili
Tamman sıcaklığı: İki tozun bir araya gelerek birleşmesi için gerekli olan en düşük sıcaklık
sinterlenmenin gerçekleşme sıcaklığı olup bu sıcaklığa tamman sıcaklığı denir. Bu sıcaklık
maddenin ergime sıcaklığının 0.53*TErg’sine tekabül etmektedir. TErg>TSin>TTam
ilişkisine göre sınterleme sıcaklığı ergime sıcaklığı ile tamman sıcaklığının arasındadır. Bu
nedenle tamman sıcaklığı atomlarda hareketliliğin başladığı sıcaklıktır.
1-Katı Hal Sinterlemesi
SERAMİK MALZEMELER DERSİ
Doç. Dr. Fatih ÇALIŞKAN
Prof. Dr. Adem DEMİR
Katı faz sinterlemesi, kendi ergime sıcaklıkları altında sıkıştırılmış olan toz malzemelerin
ısıya dayalı olarak aktif hale getirilmesi işlemidir. Burada porlar ile partiküllerin
boyutlarındaki azalmadan dolayı çekilme olayı meydana gelmektedir. Bu sinterleme
işleminin itici kompakt haldeki tozların toplam yüzey enerjilerinin azaltılmasıdır. Katı faz
sinterlemesi yalnızca atomik seviyedeki boşlukların difuze olmaları ile meydana gelmektedir.
Katı halde sinterleme yayınma ile malzeme taşınımını içerir. Tane yüzeyi ile boyun bölgesi
arasındaki serbest enerji veya kimyasal potansiyel farkı malzeme transferine neden olan bir
itici güç yaratır. Şekilde katı hal sinterlenmesinde malzemenin taşınımını şematik olarak
verilmiştir.
Katı hal sinterlemesi, yayınma (difüzyon) ile malzeme taşınımını içerir. Bu proses
için gerekli itici güç, boyun bölgesi ile tozun yüzeyi arasında meydana gelen serbest enerji
veya kimyasal potansiyel farkıdır. Şekil 5.5’ de katı hal sinterlemesinde malzemenin taşınımı
şematik olarak görülmektedir. Atomların yayınması ile atom boşluklarının yayınması zıt
yöndedir. Boyun bölgesi, atom boşlukları için kaynak ve tozların yüzeyleri de göç bölgesidir.
Şekil 5.5. Katı hal sinterlemesinde malzeme taşınımı
Küçük parçacıklarda boyun bölgesinin doldurulması için daha az sayıda atom gerekir.
Atomların hareket mesafesi daha kısadır ve gerilme daha büyüktür. Bunun doğal sonucu
olarak küçük boyutlu parçacıklar daha hızlı sinterlenir. Şekil 6'da üstte gösterildiği gibi
birbiriyle temas halinde olan küresel iki parçacığı ele alalım. Ham parça içinde her bir
parçacık üzerinde bu tür birçok temas noktası vardır. Sinterleme işlemi ilerledikçe birbirine
temas eden parçacıklar arasındaki bağ büyür ve büyüme noktasında bir tane sınırı büyür ve
katı-buhar ara yüzeyinin yerini alır. Uzun süre sinterleme iki parçacığın tamamen birleşerek
SERAMİK MALZEMELER DERSİ
Doç. Dr. Fatih ÇALIŞKAN
Prof. Dr. Adem DEMİR
çapı başlangıç çapının 1,26 katı olan tek küresel parçacık oluşturmasına yol açar. Preslenmiş
ham parça içinde her parçacığın birçok komşusu vardır. Böylece her parçacığın birkaç
değişik noktasında bağ oluşur.
Sinterlemenin ilk aşaması, her parçacık üzerinde birkaç noktada boyun büyümesi ile
tamamlanır. Fakat boyunlar birbirinden bağımsız olarak büyür. Bu durum Şekil 7’ de
tanımlanmıştır.
Şekil 6. Sinterlemede nokta teması ile başlayan ve parçacıklar arası bağ gelişimini gösteren iki küre sinterleme
modeli. Boyun büyümesi parçacıklar arası temas noktasında tane sınırı oluşturur. Eğer süre yeterli ise iki
parçacık birleşerek sonunda iri bir parçacık oluşturur.
Taşınım mekanizmaları itici güçlere karşılık olarak kütle akışının nasıl olduğunu belirler.
Yüzey taşınım mekanizmaları ve hacim taşınım mekanizmaları kütle akışının iki sınıfıdır.
Yüzey taşımında atomlar boyun bölgesini yakınındaki gözenek yüzeylerinden başlayarak
doldurur. Hacim taşınımı ise tane sınırlarındaki atomları kullanarak bunların boyun
bölgesinde yeniden konumlar. Her iki kütle akış türü Şekil 8' de şematik olarak gösterilmiştir.
SERAMİK MALZEMELER DERSİ
Doç. Dr. Fatih ÇALIŞKAN
Prof. Dr. Adem DEMİR
Şekil 8 Kısmi sinterlenmiş bir geometriye uygulanan iki sınıf sinterlenme mekanizması. Yüzey taşınım
mekanizmalarında boyun büyümesi kütle taşınımı yüzey kaynakları (buharlaşma-yoğuşma B-Y, yüzey yayınımı
Y-Y, hacim yayınımı H-Y) ile gerçekleşir. Hacim taşınımı işlemlerinde boyun büyümesi için kütle taşınımı iç
kütle kaynakları (plastik akış P-A, tane sınırı yayınımı T-S-Y, hacim yayınımı H-Y) ile gerçekleşir. Sadece
hacim taşınımı mekanizmaları ile çekme ve yoğunlaşma gerçekleşir.
Yüzey ve hacim taşınım işlemleri boyun büyümesine neden olurken aralarındaki en önemli
fark sinterleme esnasındaki yoğunluk veya çekmedir. Hacim taşınım mekanizmaları genelde
yüksek sıcaklıklarda baskındır.
Sinterlemenin ilerlemesiyle taneler büyür ve gözenekler küçülür. Sinterlemenin son
aşamasında gözenekler kapalı ve küreseldir. Tam yoğunluğa yaklaşırken tane sınırı hareketini
zorlaştıran gözenek sayısı azaldığından tane büyümesi hızlanır.
Şekil 7. Gevşek toz ile başlayan ve sinterlemenin değişik aşamalarını gösteren kavramsal çizimler. İlk aşamada
boyunlar küçüktür ve birbiri ile etkileşmez, gözenekler köşelidir ve tane boyutu küçüktür. Ara aşamada
gözenekler daha düzgün hale gelir ancak açıktır, komşu boyun bölgeleri birbirleri ile birleşmemişlerdir, tane
sınırları gözenekler arasında kalmışlardır. Son aşamada gözenekler azalmış, izole edilmiş ve dışarıya kapalıdır
ve tane boyutu artmıştır.
Gözenek-yapı gelişmesi
Sinterleme sırasında gözenek yapısındaki değişimler Şekil 10' da verilmiştir. Parçacıklar
arasındaki temas noktaları büyüyerek boyun oluşturur. İlk aşamadan sonra, tane sınırı ve
gözeneklerin düzenlenmesi sinterleme hızını kontrol eder. Ara aşamanın başlangıcında, gözenek geometrisi oldukça girintili-çıkıntılı olup gözenekler tane sınırlarının kesişme
noktalarında yer alır.
SERAMİK MALZEMELER DERSİ
Doç. Dr. Fatih ÇALIŞKAN
Prof. Dr. Adem DEMİR
Şekil 10. parçacıkların nokta temasından başlayarak sinterleme sırasındaki gözenek yapı değişimlerinin şematik
gösterimi. Gözenek hacmi azalır ve gözenekler düzleşir. Gözenek küreselleşmesi meydana gelirken
gözeneklerin yerini tane sınırları alır.
2. Sıvı faz sinterlemesi (liquid phase sintering)
Bu proseste sinterleme sıcaklığında, fazlardan biri sıvı haldedir. Bu durum özellikle ergime
noktaları birbirinden çok farklı malzemelerin sinterlenmesinde görülür. Sıvı faz, katı haldeki
tozları ıslatır ve tozlar arasındaki ince kanallarda yüksek kapiler basınç meydana gelir. İnce
tozlarda, kapiler basınç miktarı daha fazla olup sinterleme kolaylaşır.
Sıvı-faz sinterlemesinde, preslenen toz karışımı sıvı fazın oluştuğu sıcaklığın hemen altındaki
bir sıcaklıkta sinterlenir. Sıvı fazın oluşumu ile ani bir büzülme meydana gelir. Bu esnada,
katı partiküller sıvı faz içerisinde yeni bir düzene girer. Bu sistemde sıvı fazın miktarı
minumum tutulur ve miktarı hiçbir zaman % 20’yi geçmez. Sıvı-faz sinterlemesinde, seramik
tozlarının düşük sıcaklıkta ve kısa sürede sinterlenmesi mümkündür.
Sıvı fazın ıslatma açısı sinterlemeye etki eden önemli bir parametre olup, bu proseste ıslatma
açısının mümkün olduğu kadar küçük olması gerekir. Sıvı faz sinterlemesi, düşük
sıcaklıklarda cam faz oluşturan silikatlarla teşvik edilen veya gerçekleştirilen sinterleme
mekanizması olduğu için silikat sistemlerinin çoğunda geçerli olan pişirme oluşumudur.
Sinterleme sıcaklığında meydana gelen yüksek viskoziteli sıvı, silikat bünyede bir bağlayıcı
görevi görür. Camsı fazın oluşması için mutlaka SiO2 veya alkaliler olmalıdır. Alkaliler
ergime sıcaklığını düşürerek flaks etkisi yaparlar ve böylece cam faz oluştururlar. Oluşturulan
camsı faz katı taneler arasında hareket ederek taneleri sarar ve tıpkı bir yapışkanın
yapıştırması gibi seramik taneleri birbirine bağlar. Camsı faz, bünyedeki silikatlardan
kaynaklanır. İyi bir sinterleme için, sıvı fazın viskozite ve miktarının bünyede deformasyon
meydana getirmeden yeterli süre içinde sinterlenmeyi sağlayabilecek seviyede olması gerekir.
Aşağıda Şekil 5.7’de şematik olarak sıvı faz sinterlenmesinin meydana gelişi, Şekil 5.8’de ise
ZnO-Bi2O3 sisteminde sıvı faz sinterlemesine ait SEM mikroyapısı görülmektedir.
SERAMİK MALZEMELER DERSİ
Doç. Dr. Fatih ÇALIŞKAN
Prof. Dr. Adem DEMİR
Şekil 5.8. ZnO-Bi O sisteminin SEM mikrografı
2
3
Sıvı faz sinterlemesinin oluşabilmesi için; sıvı faz oluşturucu ilave malzemenin erime
sıcaklığı sinterlenecek malzemeden daha düşük olmalıdır. İlave edilen malzeme,
sinterlenecek ana yüzeyi ıslatabilmelidir. Ayrıca, ilave edilen malzeme, katı tane ile
reaksiyona girip, çözelti oluşturabilmelidir. Sıvı faz ile sinterlemede, katı fazın sıvı içerisinde
bir miktar çözünürlüğü vardır. Bu prosesin bir başka yönü de, çözeltiden çökelen yeni katı faz
ile yoğunlukta artış sağlanmasıdır.
Seramik malzemelerin sıvı faz ortamında sinterlenmesi vitrifikasyon olarak tanımlanır. Bu
proses genellikle birden fazla bileşik içeren seramiklerde görülür. Prosesin teorik olarak
açıklanması katı hal reaksiyon içeren prosesinkinden daha zordur. Bunu nedeni sıvı-katı
reaksiyonlarının birçok ara fazların oluşumunu içermesinden kaynaklanır.
Sıvı faz ortamında sinterleme de iki mekanizma rol oynar;
• Sıvı fazın taneler arasında kapiler etkiyle emilmesi ve buna bağlı olarak boyutsal
küçülme ve
• Küçük tanelerin sıvı faz ortamında erimeleri ve büyük taneler üzerine çökmeleri veya
yeniden kritalleşmeleri.
Vitrifikasyonda ayrıca sıvı faz ile katı taneler arasındaki dihedral arayüzey açısı (Şekil 5.9)
önemli rol oynar. Eğer açı küçükse sıvı faz taneleri ıslatır ve katı taneler birbirine değmez. Bu
durumda katı-katı teması çok azdır. Taneler arasında çok sıvı vardır ve hızlı tane büyümesi
sonucunda iri kristaller meydana gelir. Eğer açı büyükse taneler birbirine değer ve güçlü katı-
SERAMİK MALZEMELER DERSİ
Doç. Dr. Fatih ÇALIŞKAN
Prof. Dr. Adem DEMİR
katı teması olur. Böylece, yüksek sıcaklık mukavemeti ve cüruf etkileşimlerine direnç artar.
Tane büyümesi hem sıvı hem de hacimsel diffüzyonla olur.
Şekil 5.9. Sıvı faz sinterlenmesinde dihedral arayüzey açısı
Genellikle hacimsel difüzyon daha yavaş bir süreç olduğundan küçük dihedral açılar veren
vitrifikasyon büyük tanelerin oluşumuna ve büyük dihedral açı veren vitrifikasyon da küçük
taneli yapıların oluşumuna neden olur.
3.2.4. Sıvı faz sinterlemede ıslatma açısı
Düşük yüzey gerilimli sıvılar katıları kolayca ıslatabilirler. Yüksek yüzey gerilimli sıvılar
yüksek kontak açıları ve zayıf ıslatma verirken düşük yüzey gerilimli sıvılar küçük kontak
açıları verirler (Şekil 3.8). Moleküler seviyede, sıvı molekülleri arasındaki kohezyon sıvı katı
arasındaki adhezyondan daha küçükse, sıvı katıyı ıslatma eğilimine sahiptir. Sıvı/buhar,
katı/buhar ve sıvı/katı ara yüzeylerinin enerjileri γlv, γsv and γsl olursa güçlerin dengesi
aşağıda verilen Denklem 3.8’deki gibi olur;
γsv = γsl + γlv⋅cosθ
(3.8)
Bu yüzden, daha yüksek değerdeki γsv ve daha düşük değerdeki γsl ve/veya γlv ıslatmayı
destekler. Şekil 3.9’da Katı sıvı arasındaki kontak açısı dengesi şematik olarak görülmektedir.
Young ve Dupre tarafından çıkarılan bu denklem, sıvı faz sinterlemeyi oluşturmak için
kontak açısının 0-90 arasında olması gerektiğini göstermektedir. Daha büyük açılarda sıvı faz
gözeneklerde boncuk tanesi gibi kalacak sinterleme sadece katı faz mekanizmasıyla
gerçekleşecektir. Kontak açısı katı taneler üzerinde sıvı tarafından kullanılan kapiler güçlerin
büyüklüğünü önemli ölçüde etkiler Kingery (1960).
SERAMİK MALZEMELER DERSİ
Doç. Dr. Fatih ÇALIŞKAN
Prof. Dr. Adem DEMİR
Şekil 3.1. Katı sıvı arasındaki ıslatma açısı
Ara yüzey gerilimi
Şekil 3.2. Katı sıvı arasındaki kontak açısı dengesi
Sıvı fazla tane sınırlarının tam penetrasyon ve ayrışması diedral açıya bağlıdır. Dihedral açı
sıvı katı ara yüzeyleri arasındaki açı olarak tanımlanır (Şekil 3.10). Tane sınırı enerjisi (γgb)
katı/sıvı yüzey enerjisinden (γsl) iki kat daha fazla olmalıdır. Bu yüzden daha yüksek γgb
değerleri daha düşük γsl değerleri istenir. Eğer ψ = 0 olursa, sıvı tane sınırlarına tamamen
penetre olur ve katı katı teması olmaz. γ = 2 γ cos (ψ/2)
gb
sl
Şekil 3.3. Tane ve sıvı faz arasındaki dihedral açı dengesi
SERAMİK MALZEMELER DERSİ
Doç. Dr. Fatih ÇALIŞKAN
Prof. Dr. Adem DEMİR
Sıvı fazlı Sinterlemesinin aşamaları
Katı faz sinterlemesi, kendi ergime sıcaklıkları altında sıkıştırılmış olan toz malzemelerin
ısıya dayalı olarak aktif hale getirilmesi işlemidir. Burada porlar ile partiküllerin
boyutlarındaki azalmadan dolayı çekilme olayı meydana gelmektedir. Bu sinterleme
işleminin itici kompakt haldeki tozların toplam yüzey enerjilerinin azaltılmasıdır. Katı faz
sinterlemesi yalnızca atomik seviyedeki boşlukların difuze olmaları ile meydana gelmektedir.
Sıvı faz sinterlemesi ise değişen sıcaklık değerleri ile katı ve sıvı fazların hem miktarlarında
hem de kompozisyonlarında meydana gelen değişiklikler nedeni ile daha kompleks olarak
gerçekleşen bir sinterleme işlemidir.
Sıvı faz sinterlemesinde yoğunlaşmayı etkileyen parametreler şunlardır:
1Tane boyutu ve şekli
2Porozite boyutu ve şekli
3Sıvı hacmi ve akışkanlığı
4Katının sıvı içerisindeki çözünürlüğü
5Faz dağılımı
6Faz veya fazların tane sınırlarının yapısı
Sıvı faz sinterlemesi üzerine yapılan ilk detaylı inceleme ağır alaşımlar olarak bilinen W-CuNi hakkında olmuştur ve ilk kez yoğunlaşma mekanizması 1938 yılında Price tarafından
tanımlanmıştır. Price’ a göre yoğunlaşmadaki büyüme çözülme ve çökelme ile
gerçekleşmektedir. Daha sonra 1958 yılında Kingery, yüzey enerjisinin sinterlemeye etkisi
hakkında araştırma yapmış ve kapiler kuvvetlerinin kompakt yapı üzerine etkide bulunmaları
sonucu kaynaklandığını belirtmiştir.
Kingery, görünen partikül boyutlarındaki hesaplanmış çözülmedeki farklılıkları malzeme
dönüşüm oranındaki incelemeler için yetersiz olacağını düşünerek 1938 yılında Price
tarafından ortaya atılan teoriyi red etmiştir.
SERAMİK MALZEMELER DERSİ
Doç. Dr. Fatih ÇALIŞKAN
Prof. Dr. Adem DEMİR
5.7.3. Reaktif sıvı sinterlemesi (Reactive liquid sintering)
Ergime sıcaklıkları yüksek olan seramik malzemelerin veya oksitlerin sinterlenmelerini
kolaylaştırmak amacıyla ilave edilen ve düşük sıcaklıkta ergiyen reaktif bir malzeme ile
yapılan sinterleme işlemidir. Sıvı faz sinterlenmesine benzer. Fakat sıvı ya bileşimini
değiştirir veya ayrışarak kaybolur. Bu işlem, sinterleme sıcaklığında, katı fazın sıvı içerisinde
sınırlı miktarda çözünebildiği sistemlere uygulanabilir. Örnek olarak seramik matriksli
kompozitler (Sermetler), bağlanmış karbürler, Al2O3 (MgO + % 2 kaolen ) + alkali toprak
silikatları verilebilir.
Bu işlemde, sıvı fazdaki negatif eğrilik yarıçapı, katı tozlara kıyasla negatif basınç oluşturur
ve tozları bir arada tutar (Şekil 5.10). Bu arada δ bölgesinde oluşan basma kuvvetleri sıvı
içerisinde katının çözünürlülüğünü arttırır. Böylece tozlar arasındaki malzeme çözünerek
birbirine kenetlenir.
Şekil 5.10. Reaktif sıvı sinterlemesinde sıvı fazın negatif eğrilik yarıçapı
WC’ün ergime sıcaklığı 2775°C’dir ve sinterlenmesi için çok yüksek sıcaklıklara çıkılması
gereklidir. Bu yüzden WC’ün sinterlenmesi için %1-5 arasında kobalt ilave edilir. Kobalt
ilavesiyle reaktif sıvı sinterlemesi yapılır (Şekil 5.11).
Şekil 5.11. WC’ün Co ile reaktif sıvı sinterlemesi
5.7.4. Buhar faz sinterlemesi (Vapour phase sintering)
Buhar fazı sinterlenmesi sadece birkaç sistemde önem taşır. Bu prosesi iten güç, yüzey
eğriliği nedeniyle buhar basıncında meydana gelen farktır. Tozların yüzeyi, pozitif eğrilik
yarıçapına sahip olup buhar basıncı yüksektir. Diğer taraftan, iki tozun birbirine temas ettiği
boyun bölgesinde eğrilik çapı negatif olup, buhar basıncı düşüktür. Böylece yüksek buhar
basıncından yani yüzeyden düşük buhar basıncına yani boyuna malzeme taşınımı olur (Şekil
5.12). Böylece, porların morfolojisi (şekli) değişirken densifikasyon (yoğunlaşma) sağlanmış
olur.
SERAMİK MALZEMELER DERSİ
Doç. Dr. Fatih ÇALIŞKAN
Prof. Dr. Adem DEMİR
Şekil 5.12. Buhar faz sinterlemesi
Bu sinterleme mekanizması genelde düşük sıcaklıkta buharlaşma özelliği gösteren klorürler
için (MgCl2, CaCl2, NaCl) önemlidir. Bilinen birçok seramik oksit için geçerli değildir.
Sinterlemeyle İlgili Önemli Kurallar
• Sinterleme sıcaklığı daima sinterlenecek malzemenin çalışma sıcaklığından büyük
olmalıdır. Örneğin ergime sıcaklığı 2050°C olan Al2O3’ün çalışma sıcaklığı 1500°C ise
sinterlenme sıcaklığı 1500°C ‘nin üzerinde olmalıdır. Genellikle çalışma sıcaklığı sinterleme
sıcaklığının 200°C altı olmaktadır.
• Tane boyutu küçük olan seramik tozlar, yüzey alanlarının büyüklüğünden dolayı
reaktiftirler. Bu yüzden, daha hızlı ve daha düşük sıcaklıkta sinterlenirler. Özellikle ileri
teknoloji seramiklerinin üretiminde çok ince toz boyutunun kullanılmasının sebebi de budur.
Tane boyutu küçüldüğünde yüzey alanı büyüyeceği için malzeme daha reaktif olur ve daha
kolay reaksiyona girer.
• Sinterleme sıcaklığı ve süresindeki artışın bir sonucu olarak tane aralarındaki
boşluklar (porozite) azalır (Şekil 5.13), yoğunluk artar ve hacimsel küçülme meydana gelir
(Şekil 5.14). Bunun sonucunda malzeme mukavemetinde artış meydana gelir. Sinterleme
sonrasında mutlaka bir hacimsel küçülme görülür. Ama yapı içerisinde karbonatlar,
hidroksitler var ise bunlar malzemede şişmeye sebep olur. Bu yüzden genellikle malzeme
içerisindeki empüriteler kalsine edilip uzaklaştırıldıktan sonra sinterleme yapılır.
Şekil 5.13. Sinterleme sıcaklığı ve süresi ile porozite ilişkisi
SERAMİK MALZEMELER DERSİ
Doç. Dr. Fatih ÇALIŞKAN
Prof. Dr. Adem DEMİR
Sinterleme işlemi sonunda ağırlıkta bir azalma ve boyutça bir küçülme yani hacim azalması
gerçekleşir. Buradaki hacimsel küçülme tane yarıçapı r ile ters orantılıdır. Tane boyutu
küçüldükçe yüzey alanı büyür, sinterleme kolaylaşır ve hacimsel küçülme artar.
Şekil 5.14. Sinterleme sıcaklığı ve süresi ile hacimsel küçülme ilişkisi
Yoğunluk zamana bağlı olarak artar, porozite azalır ve bir süre sonra gözenekler kapanır.
Zaman, malzemenin yoğunluğunu bir süreye kadar yükseltir. Fakat sıcaklık sabit olduğunda
bir süre sonra durur (Şekil 5.15). Yani sürenin arttırılması teorik yoğunluğa eriştikten sonra
bir fayda sağlamaz.
Şekil 5.15. Sinterleme sıcaklığı ve süresi ile yoğunluk ilişkisi