www.teknolojikarastirmalar.com
ISSN:1304-4141
Makine Teknolojileri Elektronik Dergisi
2007 (4) 8-13
TEKNOLOJĐK
ARAŞTIRMALAR
Makale
Al Matrisli B4C Takviyeli Kompozitlerin Sıcak
Presleme Yöntemiyle Üretimi
Ayhan ORHAN, Ali Kaya GÜR, Uğur ÇALIGÜLÜ
Fırat Üniversitesi, Metal Eğitimi Bölümü, 23119, Elazığ-TÜRKĐYE
Özet
Bu çalışmada; gaz atomizasyon yöntemiyle üretilmiş %99 saflıktaki Al tozunu matris, %99 saflığa sahip
B4C tozunu ise takviye elemanı olarak kullanıp, ağırlıkça farklı oranlara sahip metal matrisli kompozit
malzemeler üretilmiştir. Takviye elemanı olan B4C tozu ağırlıkça %10, 20 ve 30 oranındadır. Kompozitlerin
üretimi farklı ve basit bir üretim yöntemi olan toz metalurjisi yöntemi kullanılarak yapılmıştır. Kompozitler
soğuk izostatik preslemeden sonra sıcak presleme yöntemiyle porozite minimuma indirgendi. Sıcak
presleme işlemi esnasında çalışma sıcaklığı olarak 500 ve 5500C seçildi. Üretilen kompozitlerin
metalografik incelemeleri SEM’de yapıldı. Ayrıca üretilen kompozitlerin mikrosertlik sonuçları alınıp
değerlendirildi. Bu çalışma sonucunda; Al matrisli B4C takviyeli kompozitin homojen bir dağılım
göstererek üretilebildiği ve ağırlık oranlarına paralel olarak mikrosertliklerde değişim olduğu izlenmiştir.
Anahtar Kelimeler: Al, B4C, MMK, Sıcak Presleme.
1. Giriş
Son yıllarda teknoloji ve endüstride meydana gelen hızlı gelişmeye ve pahalanan enerjiye bağlı olarak daha üstün
özelliklere sahip malzemelere olan gereksinim gün geçtikçe artmaktadır. Bu gereksinime paralel olarak
bilimadamları yeni ve üstün özellikli malzeme üretimi için çeşitli çalışmalar yapmaktadırlar. Bu çalışmalar
doğrultusunda üstün özelliklere sahip kompozit malzemeler üretilmektedir. Bu üstün özellikleri yüksek elastik
modülü, yüksek mukavemet ve düşük ısıl genleşmeden dolayı oldukça caziptirler [1]. Metal Matrisli kompozitler,
hem toz metalürjisi hem de metal sıvı infiltrasyonu yöntemleri ile oldukça başarılı bir şekilde üretilmektedirler.
Kompozitler için en uygun matris malzemesi hafif metaller ve bunların alaşımlarıdır. Genellikle Al, Ti, Mg, Ni, Cu
ve Zn matris malzemesi olarak kullanılır. Ancak Al ve alaşımları, Ti ve Mg’a göre daha yaygın olarak
kullanılmaktadır [2].
Metal matrisli kompozitler; aralarında karıştırmalı döküm, basınçlı döküm, toz metalürjisi (TM), basınçlı sıvı metal
süzdürme tekniği, derin çekme, haddeleme, sıcak extrüzyon gibi sıcak ve soğuk şekillendirme tekniklerinin
bulunduğu oldukça geniş olan geleneksel ve ileri şekillendirme teknikleri ile şekillendirilirler. Bu şekillendirme
teknikleri katı fazda şekillendirme, sıvı fazda şekillendirme, katı-sıvı fazda şekillendirme olarak sınıflandırılabilir.
Diğer taraftan metal matrisli kompozitlerin talaşlı imalatla şekillendirilmesi takviye elemanının hasarına yol
açacağından ve sert takviye parçacıklarının işlenmesinin yüksek maliyeti nedeniyle kullanım alanları sınırlıdır
[3,4]. Hızla gelişen farklı malzeme ihtiyacı ve bu malzemelerin değişik uygulama alanları araştırmacıları farklı
üretim yöntemi geliştirmeye yönlendirmiştir. Bu farklı özellikteki malzemelerin bir kısmı da Toz Metalürjisi (TM)
yöntemi ile üretilen malzemelerdir.
Son zamanlarda TM ile malzeme üretimi en hızlı gelişen imalat yöntemlerinden birisi olmuştur. TM ile üretim
yöntemi, karıştırılmış metal tozlarının, oda sıcaklığında veya yüksek sıcaklıklarda, üretilecek parça şekli ve
boyutlarına sahip kalıp içinde preslenerek şekillendirme ve ardından belirli bir sıcaklıkta sinterleme ile
gerçekleştirilen bir imalat yöntemidir [5]. Toz metal parçalar haddeleme, döküm gibi geleneksel imalat yöntemleri
ile üretilen malzemelere göre bazı değişik ve avantajlı özelliklere sahiptir. Bu avantajlar, üretimi zor olan alaşımları
Orhan, A., Gür, A.K., Çalıgülü, U.
Teknolojik Araştırmalar: MTED 2007 (4) 8-13
daha kolay üretme, karmaşık şekilli parçaların imalat kolaylığı, yoğunluk kontrolü ve ekonomiklik gibi
özelliklerdir [6].
Alüminyum ve alaşımları, bazı korozif ortamlarda bozulmaya karşı iyi mekanik özellik direnci ile düşük
yoğunluklarından dolayı kimya, otomotiv, gıda, havacılık ve denizcilik endüstrisindeki birçok uygulamada istenen
ve kullanılan malzemelerdir [7]. Al matrisli partikül takviyeli kompozitlerin, ticari Al alaşımları ile kıyaslandığında
artan sertlik, yüksek aşınma direnci, mukavemetinin uygunluğu, titreşim azaltıcı ve düşük ısıl yayınım katsayısı
gibi malzemelerde istenilen üstün özellikleri bir arada bulundurması nedeniyle bu malzemeler daha da önemli
olmuştur [8].
Kompozit malzemelerin üretiminde karşılaşılan temel problem, matris ile takviye malzemeleri arasında etkili bir
bağlanmanın elde edilememesidir. Nispeten düşük sıcaklıklarda yapılan TM üretim yöntemi, teorik olarak
arayüzey kinetiğinin daha iyi kontrol edilmesini sağlar [9].
Al2O3, SiC, TiC ve B4C gibi seramik malzemeler fiziksel ve kimyasal özelliklerinden dolayı mühendislik alanında
oldukça yaygın olarak kullanılmaktadır. Ancak seramik malzemelerin makine parçalarında kullanımı düşük kırılma
tokluğu ve dayanımına neden olduğundan kullanım alanları sınırlandırılmıştır. Ancak bunun yanı sıra partikülün
sertliği ana yapının sertlik değerlerini de arttırdığı gözlenmiştir [10].
Seramik visker, fiber ve parçacık takviyeli alüminyum kompozitler genellikle sürtünme ve aşınmaya dayanıklı
malzemeler olarak kullanılır [11]. Takviye elamanı ve matriks oranlarının istenen miktarda ayarlanabilmesi ve
şartlara en uygun malzemenin üretimi için malzeme üretilmeden önce tasarlanabilmesi kompozitlerin en önemli
avantajı olarak sayılabilir [12].
B4C, etkili bir takviye malzemesinden beklenen birçok üstün özelliğe sahiptir. Bu özellikler; yüksek rijitlik ve
sertlik, yüksek darbe ve aşınma direnci, yüksek ergime noktasına sahip olmak ve yüksek kimyasal direnç gibi
üstün mekanik ve fiziksel özellikleri ile alüminyum için oldukça cazip bir takviye malzemesidir. Bunların yanı sıra
düşük olan yoğunluğu (2510 kg/m-3) nedeniyle B4C alüminyum için en uygun takviye elemanlarından birisidir [13,
14]. Ancak, B4C tozlarının maliyetinin, SiC veya Al2O3 gibi takviye elemanlarına göre daha yüksek olması
nedeniyle, B4C takviyeli alüminyum matrisli kompozitler üzerine yapılan araştırmaların kısmen sınırlı kalmasına
yol açmaktadır [15].
Yüksek sertlik, yüksek ergime sıcaklığı, düşük yoğunluk, yüksek elastik modül, yüksek aşınma direnci ve yüksek
nötron absorblama gibi üstün özelliklere sahip B4C seramikleri, su jeti kesicilerinin ve kumlama makinelerinin
nozülleri, nükleer kontrol çubukları, radyasyondan koruyucu kalkanlar, balistik zırh uygulamaları, metal
buharlaştırma kayıkçıkları gibi geniş bir kullanım alanına sahiptir [16]. Ancak B4C seramiklerinin bu üstün
özellikleri, maksimum yoğunlaştırılmış parçalarda elde edilebilmektedir. Düşük yayınma katsayısı nedeniyle, B4C
seramiklerini, teorik yoğunluklarının %80’nin üzerinde sinterlemek oldukça güçtür. B4C seramiklerini yüksek
sıcaklılarda sinterleme işlemi, oldukça yüksek basınç uygulaması olan sıcak presleme işlemini gerektirir [17].
Bu çalışmada, toz metalürjisi yöntemi ile sıcak presleme yapılarak, alüminyum matrisli farklı oranlarda B4C
takviyeli kompozitin üretimi ve üretilen kompozitin mikroyapı özellikleri incelenmiştir.
2. Materyal Ve Metot
Deneysel çalışmalarda üretimi yapılacak olan kompozitte kullanılacak metal tozlarının kimyasal analizi ve
boyutları Tablo 1’de verilmiştir.
Tablo 1. Üretilecek Kompozit Đçin Kullanılan Tozlar
Kompozit
Al
B4C
Diğer
Boyut (µm)
Yoğunluk
Matris
99,7
0,3
64
2,70
9
Takviye
99,6
0,4
46
2,51
Teknolojik Araştırmalar: MTED 2007 (4) 8-13
Al Matrisli B4C Takviyeli Kompozitlerin Sıcak Presleme Yöntemiyle Üretimi
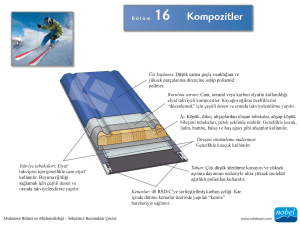
Üretilecek olan Alüminyum matrisli B4C takviyeli kompozitin karışım kombinasyonu Tablo 2‘de verilmiştir. Bu
karışım Şekil 1’deki 1200devir/dakika’lık karıştırıcı yardımıyla 1,5 saat boyunca karıştırıldı. Kompozitlerin hacimce
oranı aşağıdaki formülle belirlendi [18].
Tablo 2. Presleme Öncesi ve Sonrası Kompozit Boyutları
Al/B4C
Ağırlıkça
(%)
10
20
30
Al/B4C
Hacimce (%)
11
23
35
Al
Miktarı
(gr)
90
80
70
B 4C
Miktarı
(gr)
10
20
30
Şekil 1. Metal Toz Karıştırıcı
Karışımı yapılan Al ve B4C metal tozları Şekil 2’deki toz presleme kalıbı yardımıyla, ŞAHĐNLER marka 50 tonluk
hidrolik preste 550 MPa basınç altında izostatik olarak sıkıştırıldı. Literatürde, Al/B4C kompozitlerinin TM
yöntemiyle üretiminde 200–700 MPa arasında değişen basınçlar uygulandığı görülmüştür [15, 19].
Şekil 2. Toz Presleme Kalıbı
Soğuk presleme sonunda malzemeler daha sonra presleme kalıbından çıkarılmadan atmosfer kontrollü fırında,
kompozitin porozite oranını minimuma indirmek ve takviye elemanı B4C’nin homojen bir dağılımını sağlamak için
600°C’de 2 saat süreyle sinterlendi. Sinterlenen kompozitler sıcak kalıp içerisinde 300 MPa basınçla sıcak
presleme işlemine tabi tutuldu. Üretilen Al matrisli B4C takviyeli kompozitlerin boyutları Tablo 3’te verilmiştir.
10
Orhan, A., Gür, A.K., Çalıgülü, U.
Teknolojik Araştırmalar: MTED 2007 (4) 8-13
Tablo 3. Üretilen Kompozit Boyutları
Al/B4
C
Ağırlı
kça
(%)
10
20
30
Presleme
Öncesi
Kalıptaki
Toplam
Toz Boyu
(mm)
80
80
80
Soğuk
Presleme
Sonrası
Kompozi
t
Boyu
(mm)
36
45
47
Sıcak
Presleme
Sonrası
Kompozi
t
Boyu
(mm)
30
38
42
Üretilen Al esaslı B4C takviyeli kompozit metalografik incelemeleri yapılmak üzere numuneler sırayla 320, 500,
800, 1000 ve 1200 meshlik SiC partiküllü zımpalardan geçirilip mekanik olarak yüzeyleri parlatıldı. Daha sonra
1µm’lik elmas pasta yardımı ile çuhada parlatma işlemi tamamlandı. Parlatılan numuneler hazırlanan KELLER
dağlayıcısı ile dağlama işlemine tabi tutuldu [20]. Kompozit numunelerden bir eksen boyunca 50 µm’lik aralarla
mikrosertlik ölçümleri yapıldı. Mikrosertlik ölçümleri, INSTRON WOLPERT TESTOR 2100 marka mikrosertlik
ölçme cihazında 100 gr’lık yük uygulanarak Hv cinsinden yapıldı. Al/B4C kompozit malzemelerin içyapı
görüntüleri için JEOL–5600 marka Scanning Electron Microscope (SEM) kullanıldı.
3. Bulgular ve Tartışma
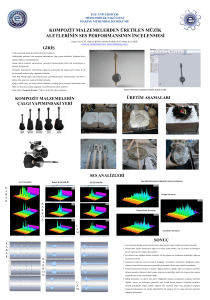
Yapılan deneylerin sonunda SEM görüntüleri MAP dağılımı ve mikrosertlik değerlerine göre deney sonuçları tespit
edildi. Şekil 3, 4 ve 5’te görüldüğü gibi Al matris içinde takviye durumundaki B4C oldukça homojen bir şekilde
dağılım gösterdiği izlenmiştir. Bu durumu Şekil 6’daki MAP resminde de açıkça görülmektedir. B4C bileşiğini
EDS analizlerinde sadece B (Bor) olarak okunması nedeniyle yeşil renkli olarak görülen element aslında B4C’dir.
Kırmızı renkli element olarak Al gösterilmektedir. Al- B4C haritası (MAP) incelendiğinde homojen dağılım daha
net görülmektedir. Bu homojen dağılıma sıcak preslemenin etkisi oldukça fazladır. Ayrıca kompozitin matris ve
takviye bölgesinden alınan EDS analizleri Şekil 7’de gösterilmiştir. Matris ve takviye üzerinden farklı noktalardan
alınan EDS analizlerine baktığımızda; 1 numaralı analizin alındığı takviye elemanına sıvanmış durumda yaklaşık
%3’lük bir Al elementi görülmektedir.
Mikrosertlik değerlerinin değerlendirmesi genel olarak Şekil 8’de gösterilmiştir. Bu grafik incelendiğinde artan
takviye oranına bağlı olarak mikrosertlikte bir artış olduğu görülmektedir. Takviye elemanı B4C’nin matris içindeki
oranının fazlalığı kompozitin mikrosertliği ile doğru orantılı olduğu gözlenmektedir.
Şekil 3. Al Matrisli Ağırlıkça %10 B4C Takviyeli Kompozit
Şekil 4. Al Matrisli Ağırlıkça %20 B4C Takviyeli Kompozit
11
Teknolojik Araştırmalar: MTED 2007 (4) 8-13
Al Matrisli B4C Takviyeli Kompozitlerin Sıcak Presleme Yöntemiyle Üretimi
Şekil 5. Al Matrisli Ağırlıkça %30 B4C Takviyeli Kompozit
Şekil 6. Al Matrisli Ağırlıkça %30 B4C Takviyeli Kompozitin
Al-B Haritası
Şekil 7. Kompozitin EDS Analizi Alınan Bölgeler ve Sonuçları
Şekil 8. Al/B4C Kompozit Numunelerin Mikrosertlik Grafiği
4. Sonuçlar
♦
♦
♦
Al matrisli ve ağırlıkça %10, 20 ve 30 B4C takviye katkılı kompozitin yapılacağı,
SEM incelemelerinde tüm numunelerde matris içindeki takviye dağılımının homojen olduğu,
Mikroyapılar incelendiğinde birbiri arasında fazla bir değişiklik görülmediği
12
Orhan, A., Gür, A.K., Çalıgülü, U.
Teknolojik Araştırmalar: MTED 2007 (4) 8-13
♦
Mikrosertlik değerleri incelendiğinde ise, %30’luk kompozitin ortalama sertliği diğer kompozitlere oranla
daha fazla olduğu,
♦
Takviye oranının artması ile mikrosertlik artışı arasında bir doğru orantı olduğu,
♦
Farklı presleme koşullarının mikroyapı ve özelliklere olan etkisi,
♦
5500C’de gerçekleştirilen sıcak presleme sonucu artan takviye miktarına bağlı olarak numunelerin
yoğunluklarının azaldığı, görülmüştür.
5. Kaynaklar
1. Ray, Y., Kannikeswaran K., 1989, “Intel-facial Reaction Kinetics of Al/SiC Composite During Casting,
Interfaces in Metal-Ceramic Composites”, The Minerals, Metals & Materials Society, pp:153-164.
2. Taya, M., Arsenault R.J., 1987, “A Comparison Between a Shear Lag Type Model and an Eshelby
Type Model in Predicting the Mechanical Properties of a Short Fiber Composite”, Scripta
Metallurgica, Volume:21, Issue:3, Pages:349-354.
3. Poudens, A., Bacroix, B., Bretheau, T., 1995, “Influence of Microstructures and Particle
Concentrations on the Development of Extrusion Textures in Metal Matrix Composites”, Materials
Science and Engineering A, Volume:196, Issues:1-2, Pages:219-228.
4. Jiang, J., Collado, C., Keeley, D., Dodd B., 1995, “Room Temperature Formability of ParticleReinforced Metal Matrix Composites: Forging, Extrusion and Deep Drawing Composites”,
Volume:26, Issue:11, Pages:785-789.
5. Ekşi, A.K., Bircan, D.A., 2006, “Mechanical Properties of Cold and Warm Compacted Aluminum
Alloys (Al7XXX)” Proceedings of 11th International Materials Symposium, Denizli/Turkiye.
6. Sonsino, C.M., Schlieper, G., Huppmann, W.J., 1984, “Influence of Homogeneity on The Fatigue
Properties of Sintered Steels”, Int. Journal Powder Metallurgy, Vol:20, No:1, pp:45-50.
7. Akgün, S., Şahin, S., 2006, “Influence of age Hardening on Mechanical Properties at SiC/AA7075
Composites Produced by P/M” Proceedings of 11th International Materials Symposium, Denizli/Turkiye
8. Mindiva, H., Baydogan, M., Kayalı, E.S., Cimenoglu, H., 2005, “Wear Behaviour of 7039 Aluminum
Alloy”, Materials Characterization, Vol:54, pp:263–269.
9. Harrigan, W.C., 1998, “Commercial Processing of Metal Matrix Composites”, Materials Science and
Engineering, Vol:244, pp:75-79.
10. Furukawa, M., Nakano, O., Tasashima, Y., 1988, “Fracture Toughness of Al2O3-TiC Ceramics”,
International Journal of Refractory & Hard Metals, Vol:7(1), pp:37-40.
11. Bedir, F., Varol, R., 2006, “Production of Al-Cu/TiC Composites and Their Wear Characteristics”
Proceedings of 11th International Materials Symposium, Denizli/Turkiye.
12. Altınkök, N., Demir, A., Özsert, I., Fındık, F., Soy, U., 2006, “The Investigation of Mechanical
Behaviour and Produced Al2O3/SiCp Reinforced Al Metal Matrix Composites” Proceedings of 11th
International Materials Symposium, Denizli/Turkiye.
13. Kennedy, A.R., Brampton, B., 2001, “The Reactive Wetting and Incorporation of B4C Particles into
Molten Aluminium”, Scripta Material, Vol:44, pp:1077-1082.
14. Lee, B.S., Kang, S., 2001, “Low-Temperature Processing of B4C-Al Composites Via Infiltration
Technique”, Materials Chemistry and Physics, Vol:67, pp:249-255.
15. Zhang, H., Ramesh, K.T.E., Chin, S.C., 2004, “High Strain Rate Response of Aluminium 6092/B4C
Composites”, Materials Science and Engineering A, Vol:384, pp:26-34.
16. Thevenot, F., 1990,“Boron Carbide-A Comprehensive Review”, Journal of the European Ceramic
Society, Vol.:6, pp:205-225.
17. Kumdalı, F., Toptan, F., Kerti, I., 2006, “Toz Metalurjisi Yöntemiyle Üretilen Al-B4c Kompozitlerinde
Presleme ve Sinterleme Koşullarının Mikroyapı ve Özelliklere Etkisi” 13th International Metallurgy &
Materials Congress, Ankara/Turkiye.
18. Seo, Y.H., Kang, C.G., 1999, “Effects of Hot Extrusion Through a Curved die on the Mechanical
Properties of SiCp/Al Composites Fabricated by Melt-Stirring”, Composites Science and Technology,
Volume:59, Issue:5, Pages:643-654.
19. Cambronero, L.E.G. Sánchez, E. Ruiz-Roman, J.M. Ruiz-Prieto, J.M. 2003, “Mechanical
Characterisation of AA7015 Aluminium Alloy Reinforced with Ceramics”, Journal of Materials
Processing Technology, Volumes:143-144, Pages:378-383.
20. Geçginli, E., 1989, “Metalografi”, ĐTÜ Yayınları, Đstanbul.
13