27.10.2011
Aşındırmalıİşleme Yöntemleri niçin
önemlidir?
Her türlü malzemede kullanılabilir
Bazen son derece ince yüzey bitirme elde
edilebilir -0.025 m (1 -in) e kadar-
Aşındırıcılı ve Geleneksel Olmayan
Talaşlı işleme
Bazı parçalar son derece sıkı töleranslarla
boyutlarını koruyabilir
Doç. Dr. Turgut GÜLMEZ
1
Aşındırmalı(Taşlama ile) işleme
Tekerlek biçimli taş denen takımların yapısında
bağlanmış olarak bulunana genellikle sert, aşındırıcı
parçacıkların hareketi ile aşındırarak malzeme
kaldırma;
Genellikle parçanın geometrisi geleneksel işleme
yöntemleriyle işlendikten sonra taşlama bitirme
operasyonlarında kullanılır
Taşlama en önemli aşındırıcılı yöntemdir
Diğer aşındırıcı yöntemler: honlama, lepleme, çok
hassas(superfinish), parlatma ve polisaj
Taşlama
Çok yüksek yüzey hızlarında çalışan ve içinde
aşındırıcı parçacıkların bağlanmış olarak
bulunduğu taşlama taşı ile yapılan malzeme
kaldırma işlemi,
Taşlama taşı genellikle disk şeklindedir ve
yüksek dönme hızları için olarak hassas
dengelenmiştir (balance)
1
27.10.2011
Taşlama Taşı
Yapıları aşındırıcı parçacıklar ve bağlayıcı
malzemeden meydana gelir.
Kesme aşındırıcı parçacıklar tarafından
gerçekleştirilir.
Aşındırıcı Malzeme Özellikleri
Yüksek Sertlik
Aşınma direnci
Tokluk
Kırılganlık – kesme kenarı körleştiğinde, kolay
kırılma kapasitesi, böylece yeni bir keskin
kenar açığa çıkar
Bağlayıcı malzeme parçacıkları tutar ve
taşın şekli ve yapısını oluşturur
Taşlama Taşı Parametreleri
Geleneksel Aşındırıcı Malzemeler
Aşındıcı malzeme
Tane boyutu
Bağlayıcı malzeme
Taş sınıfı
Taşın yapısı
Alumina(Al2O3) - en yaygın aşındırıcı
Çelik ve diğer demir esaslı yüksek
mukavemetli alaşımları taşlamak için
kullanılır.
Silisyum karbür (SiC) - Al2O3) dan daha sert
ama onun kadar tok değil
Alüminyum, pirinç, paslanmaz çelik, bazı dökme
demirler ve seramiklerde kullanılır
2
27.10.2011
Yeni Aşındırıcılar
Kübik bor nitrür (cBN) - çok sert, çok pahalı
Çelikler için uygundur.
Sertleştirilmiş takım çelikleri ve uzay ve havacılık
alaşımları gibi sert malzemeler için kullanılır
Elmas -da çok sert, ve çok pahalı
Doğal ve aynı zamanda Sentetik olarak üretilir
Çeliklerin taşlanması için uygun değildir.
Seramik, semente karbürler, cam gibi sert,
aşındırıcı malzemelerin taşlanmasında kullanılır
Tane Boyutu
Küçük tane boyutları daha iyi bir yüzey kalitesi
verir
Büyük tane boyutları daha büyük malzeme
kaldırma hızlarına izin verir
Daha sert malzemeleri etkin bir şekilde kesmek
için daha küçük tane boyutları gerekir
Yumuşak malzemeler ise büyük tane boyutları
gerektirir
Bağlayıcı Malzeme Özellikleri
Merkezkaç kuvvetleri ve yüksek sıcaklıklara
dayanması gerekir
Taş şok yüklemeler sırasında parçalanmamalıdır.
Katı aşındırıcı taneleri birarada tutarken verimli
kesme için yeni keskin taneleri açığa çıkarmak
üzere aşınmış tanelerin yerinden çıkıp gitmesine
izin vermeli
Taşın Yapısı
Taştaki aşındırıcı tanelerin göreli hacmini belirtir.
Aşındırıcı taneleri ve bağlayıcının yanı sıra,
taşlama taşları, hava boşlukları ya da gözenekler
içerir.
Tanelerin, bağlayıcı malzeme ve gözeneklerin
hacimsel oranları aşağıdaki gibi ifade edilebilir:
P g P b P p 1. 0
3
27.10.2011
Taşın Yapısı
Taş sınıfı
Kesme sırasında aşındırıcı tanelerin taşa için
bağlaynma gücünü gösterir.
Taşın yapısındaki bağlayıcı malzeme miktarına
(Pb) bağlıdır
Sert ve yumuşak arasında değişen bir ölçekte
ölçülür
Bir taşlama taşının tipik yapısı
Taşın Yapısı
Yumuşak taş taneleri kolayca kaybeder, düşük
malzeme kaldırma oranları ve sert malzemeler
için kullanılır
Sert taşlar taneleri daha uzun korur- yüksek talaş
kaldırma hızlarında ve yumuşak malzemeler için
kullanılır
Taşlama Taşlarının Şekli
"Açık" ve "yoğun“ arasında değişen bir ölçekle
ölçülür
Açık yapıda Pp nispeten büyük ve Pg nispeten
küçük anlamına gelir-talaşların temizlenmesi
yeterli açıklık sağlanması önerilir
Yoğun yapıda Pp nispeten küçük ve Pg büyük
anlamına gelir, Daha iyi bir yüzey bitirme ve
boyutsal kontrol elde etmek için tavsiye edilir
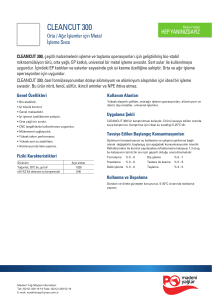
Bazı standart taşlama taşı biçimleri: (a) düz (b) iki taraflı çukur, (c)
metal tekerlek gövdeli, aşındırıcı, dış çevresine yapıştırılır (d) aşındırıcı
kesme taşı,
4
27.10.2011
Yüzey Bitirme
Taşlamada tanelerin yaptığı işler
Taşlama en çok daha iyi bir yüzey elde etmek için
yapılır
En iyi yüzey
Küçük tane boyutları
Yüksek taş hızları
Yoğun taş yapısı = taş yüzeyi başına daha fazla
tane ile elde edilir
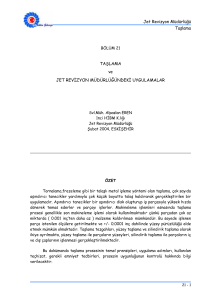
Tanelerin Üç Farklı Etkisi
Kesme - aşındırıcı taneleri talaş oluşturmak
için yüzey içine doğru yeterince uzanır malzeme kaldırılır
Ezme-(Kazıma) aşındırıcı taneleri yüzey içine
doğru uzanır fakat talaş oluşturmaya yetecek
kadar değil, yüzey deforme olur ve enerji
tüketilir, ama malzeme kaldırılmaz
Ovalama - aşındırıcı taneleri yüzeye temas
eder ancak sadece sürtme/ovalama
sürtünmesi oluşur, enerji tüketilir, ancak hiçbir
malzeme kaldırılmaz
Taşlamada aşındırıcı tanelerin işlevleri: (a) Kesme, (b Ezme, ve
(c) Ovalama.
İş Parçası Yüzeyinde Sıcaklık
Taşlama, yüksek sıcaklık ve yüksek
sürtünme ile karakterize edilir ve enerjinin
çoğu yüzeyinde kalır yüksek işparçası
yüzey sıcaklıkları meydana getirir,
Zararlı etkileri şunlardır:
Yüzey yanıkları ve çatlaklar
Yüzeyin hemen altında metalurjik hasar
Isıl işlem görmüşse, işparçası yüzeyinin
yumuşaması
İş parçası yüzeyinde kalıntı gerilmeler
5
27.10.2011
Taşlama Sıcaklığı nasıl düşürülür?
Kesme derinliği (d) Paso azaltılır
Taş hızı (v) azaltılır
Taşlama taşının inç karesi başına aktif
aşındırıcı tane sayısı (C) azaltılır
İş parçasının hızı (vw ) artırılır
Taşlama sıvısı kullanılır.
Taşın Bilenmesi
Bileme - döner disk, aşındırıcı çubuk
şeklindeki bir aşındırıcı ya da başka bir taş
bilenecek taşa karşı tutularak gerçekleştirilir
Fonksiyonları:
Körlenmiş taneleri koparıp yeni keskin
taneleri açığa çıkarmak
Taştaki tıkanmış/sıvanmış talaşları
temizleme
Uygulama Klavuzu
Yüzey bitirmeyi optimize etmek için
Küçük tane boyutu ve yoğun taş yapısı seçin
Yüksek taş hızı (v) ve düşük işparçası hızları
(vw) kullanın.
Küçük Paso (d) ve (D) büyük taş çapları da
yardımcı olacaktır
Malzeme kaldırma hızını en üst düzeye
çıkarmak için.
Büyük tane boyutu ve
Daha açık taş yapısı seçilmeli.
Uygulama Klavuzu
Çelik ve dökme demirler için
Aşındırıcı olarak Alüminyum Oksit,
Çoğu demir dışı metaller için.
Aşındırıcı olarak Silisyum Karbür,
Sertleştirilmiş takım çelikleri ve bazı
havacılık alaşımları için
Aşındırıcı olarak Kübik Bor Nitrür,
Sert aşındırıcı maddeler (örneğin, seramik,
semente karbürler, cam)
Aşındırıcı olarak Elmas kullanılır
6
27.10.2011
Uygulama Klavuzu
Yüzey Taşlama
Yumuşak malzemeleri taşlamak için,
Büyük tane boyutu ve and daha sert
sınıf(grade) taş,
Sert Malzemeleri taşlamak için,
Küçük tane boyutu ve yumuşak sınıf(grade)
taş kullanılır.
Yatay milli ve ileri geri hareketli iş tablalı (en yaygın taşlama tipi) ile yüzey taşlama
4 tip Yüzey Taşlama
Silindirik Taşlama
Silindirik taşlamanın iki türü: (a) dış, and (b)iç.
(a) ileri geri hareketli iş tablalı ve yatay milli, (b) döner iş tablası
yatay milli, (c) ileri geri hareketli iş tablası ve dikey milli, (d) döner iş
tablası ve dikey milli.
7
27.10.2011
Merkezsiz taşlama
Honlama
Bir takım birbirine bağlı aşındırıcı çubuk tarafından
yapılan bir dizi dönme ve salınım hareketleri ile
yapılan “Zımparama işlemi “
Yaygın uygulama: içten yanmalı motorların
silindirlerinin iç yüzeylerinin bitirme işlemleri için
0.12 m (5 -in) yada daha iyi yüzey bitirmeler
Yağlayıcıları yüzeyde tutan karakteristik çapraz
taralı bir yüzey oluşturur
Dış merkezsiz taşlama
Diğer Aşındırmalı Yöntemler
Honlama
Honlama
Lepleme
Superfinishing-Hassas Taşlama
Honlama işlemi: (a) delik iç yüzeyi için kullanılan bir
Honlama takımı ve (b) honlama takımının hareketleriyle
oluşturulan çapraz taralı yüzey deseni
8
27.10.2011
Lepleme
Leplemede iş parçası ile Lep takımı arasında çok
küçük aşındırıcı parçacıkların sıvı süspansiyonu
kullanılır,
Aşındırıcılar ile sıvı bileşik, kireçli bir macun
genel görünümüne sahiptir
Uygulamalar: optik lensler, metalik yatak
yüzeyleri, mastarlar
Lepleme
Lens imalatında yapılan Lepleme işlemi.
Superfinishing-Hassas Taşlama
Honlamaya benzer- ileri geri hareketlerle yüzey
karşı bastırılan aşındırıcı içeren çubuk şeklinde
takım kullanılır
Honlamadan farkları:
Daha kısa strok
Daha yüksek frekanslar
Takım ve yüzey arasındaki basınç daha
düşük
Daha küçük tane boyutu (aşındırıcı)
Superfinishing-Hassas Taşlama
Silindirik bir parçanın dış yüzeyinin hassas taşlanması
9
27.10.2011
GELENEKSEL OLMAYAN TALAŞ
KALDIRMA YÖNTEMLERİ
1.
2.
3.
4.
5.
Mekanik Enerji Yöntemleri
Elektrokimyasal İşleme Yöntemleri
Isıl Enerji Yöntemleri
Kimyasal İşleme
Uygulama Yönergeleri
Geleneksel Olmayan Yöntemler
Mekanik, ısıl, elektriksel ya da kimyasal enerji (ya
da bu enerjilerin kombinasyonları) kullanıldığı
fazla malzeme kaldırmak için geliştirilmiş bir
grup teknikler/süreçler olarak tanımlanabilir
Bunlar geleneksel anlamda keskin bir kesici
takımın kullanılmadığı yöntemlerdir
Geleneksel olmayan işleme yöntemlerinin
sınıflandırılması
Mekanik - tipik mekanik etki biçimli, yüksek hızlı
aşındırıcı veya sıvı (veya her ikisi)akışı tarafından
işparçası malzemesinin erozyonu
Elektriksel - Malzeme kaldırmak için elektrokimyasal
enerji kullanımı
Isıl – İş parçası yüzeyinin küçük bir kısmına ısıl enerji
uygulanması sonucu genellikle bu bölümün
buharlaşması ve / veya erimesi
Kimyasal – Diğer bölümleri bir maske tarafından
korunmakta olan işparçasının açık bölümlerinin
kimyasal dağlayıcılar kullanarak seçici olarak
aşındırılması/çözündürülmesi
Mekanik Enerji Yöntemleri
Ultrasonik işleme
Su jeti ile Kesme
Aşındırıcılı Su jeti ile Kesme
Aşındırıcılı Su jeti ile İşleme
10
27.10.2011
Ultrasonik İşleme(USM)
Bir çamur içinde yeralan Aşındırıcılar, düşük
genlikli ve yüksek frekansta titreşen bir takım
tarafından işparçasına doğru yüksek hızla
çarptırılarak küçük mikro talaşlar kaldırılır
Takım salınımı iş parçası yüzeyine diktir
Aşındırıcılar malzeme kaldırma işlevini
gerçekleştirmek üzere kullanılır.
Takım yavaşça iş parçasına doğru beslenir.
Takımın şekli iş parçasınının şeklini belirler.
Ultrasonik İşleme
USM Uygulamaları
Seramik, cam ve karbürler gibi sert, kırılgan iş
malzemeleri,
Ayrıca, paslanmaz çelik ve titanyum gibi bazı
metallerde de başarılı
Yuvarlak olmayan delik şekiller
"Darp işlemleri" desen oluşturan bir takımın
düz bir çalışma yüzeyine aktarılması.
Su Jeti ile Kesme(WJC)
Kesim için, yüksek basınç, yüksek akış hızındaki su
işparçası yüzeyine yönlendirilir,
11
27.10.2011
WJC Uygulamaları
Genellikle memesi istenen yörünge
boyunca CNC veya endüstriyel robotlar
tarafından otomatik olarak yönlendirir.
Plastik, tekstil, kompozit malzemeler, karo,
halı, deri ve mukavva gibi düz stoklarda dar
yarıklar kesmek için kullanılır.
WJC Avantajları
İş parçası yüzeyinde ezilme ya da yanma olmaz
Aşındırıcılı Su Jeti ile Kesme(AWJC)
WJC metaller üzerinde kullanılması için ,
genellikle aşındırıcı parçacıkların jet akımına
eklenmesi gerekir.
Ek proses parametreleri: aşındırıcı türü, tane
büyüklüğü ve akış hızı
Aşındırıcılar: alüminyum oksit, silisyum dioksit
ve garnet (silikat minerali)
Grit boyutları 60 ve 120 arasında
değişmektedir
Aşındıcı, memeden çıktıktan sonra su akışına
0.25 kg / dk civarında eklenir.
Aşındırıcılı Su Jeti ile İşleme(AJM)
küçük aşındırıcı partikülleri içerenYüksek
hızlı gaz akışı
Minimum malzeme kaybı
Hiçbir çevre kirliliği olmaz
Otomasyon kolaylığı
12
27.10.2011
AJM Uygulama Notları
Genellikle nozzle yönlendirilmesi operatör
tarafından manüel olarak gerçekleştirilir
Normalde kesme işleminden ziyade bir bitirme
işlemi olarak kullanılır
Uygulamalar: çapak alma, kırpma ve çapak
kesme, temizleme ve parlatma
İş malzemeleri: ince, düz bir stok halindeki
sert, kırılgan malzemeler (örneğin, cam,
silisyum, mika, seramik)
Elektrokimyasal İşleme Yöntemleri
Elektrik enerjisi talaş kaldırmak için kimyasal
reaksiyonlar ile birlikte kullanılır
Galvanik kaplamanın tersi
İşparçası malzemesi iletken olmalıdır
Yöntemler:
Elektrokimyasal işleme (ECM)
Elektrokimyasal çapak alma (ECD)
Elektrokimyasal taşlama(ECG)
Elektrokimyasal İşleme(ECM)
Anodik çözünme ile, aralarından hızla akan elektrolitin
aktığı, işparçasına yakın duran bir elektrot (takım)
kullanarak gerçekleştirilen Malzeme kaldırma Yön.
ECM İşlemi
Malzeme, anot iş parçasından (pozitif kutup)
çözünerek, elektrolit banyosunda katot takıma
(negatif kutup) doğru taşınır
Elektrolit çözünen malzemeyi taşımak üzere iki
kutup arasında hızla akar, bu yüzden takımın
üzerine kaplama olamaz
Elektrot malzemeleri: bakır, pirinç veya
paslanmaz çelik
Takımın şekli parçanın tersi bir şekle sahiptir
Takım boyutu ve şekli ara boşluk için izin
vermelidir
13
27.10.2011
Elektrokimyasal Çapak Alma(ECD)
ECM ‘in geleneksel delik delme ile metal parçalarda
üretilen deliklerin kenar çapak veya keskin köşelerini
ortadan kaldırmaya adaptasyonu
(ECG)nin Uygulamaları ve Avantajları
Uygulamalar:
Semente karbür plaket takımların bilenmesi
Cerrahi iğneler, diğer ince cidarlı borular ve
kırılgan parçaların taşlanması
Avantajlar:
Çözündürme metal kaldırmanın % 95’nden sorumlu
Işleme çoğunlukla elektrokimyasal etkiyle
olduğundan, taş çok daha uzun süre dayanır
Electrokimyasal Taşlama(ECG)
metal parçası yüzeyinin anodik çözünmesini artırmak
için iletken bağlayıcılı taşlama taşı ile yapılan özel bir
(ECM) şekli(taşlama)
Thermal Energy Processes - Overview
Very high local temperatures
Material is removed by fusion or
vaporization
Physical and metallurgical damage to the new
work surface
In some cases, resulting finish is so poor that
subsequent processing is required
14
27.10.2011
Isıl Enerji Yöntemleri
Electro-Erozyonla İşleme(EDM)
Elektro erozyonla işleme
Elektro-erozyon tel kesme
Elektron ışınlarıyla işleme işleme
Lazer ışını ile işleme
Plazma Ark ile işleme
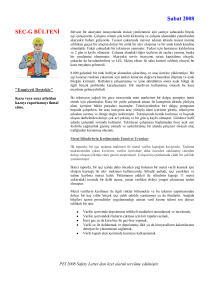
Geleneksel termal kesme işlemleri
Elektro erozyon ile işleme (EDM): (a) genel kurulum, (b) ve boşluğu,
deşarj ve talaş kaldırmayı gösteren yakın plan,
Electro-Erozyonla İşleme(Dalma
Erozyon)
Metali eritmek veya buharlaştırmak için yeterince yüksek
lokalize sıcaklıklara neden olan ) bir dizi ayrık elektrik
deşarjı-ark (kıvılcımlar) ile metal kaldırma
Sadece elektrik iletken malzemeler kullanılabilir
İki ana yöntem:
Elektro-erozyonla işleme
Tel elektro-erozyonla işleme
EDM İşlemi
En yaygın olarak kullanılan geleneksel
olmayan yöntem
Üretilen bitmiş işparçasının yüzeyinin şekli
Elektrodun şekli tarafından belirlenir
Takım ve iş parçası arasındaki küçük bir aralık
boyunca kıvılcımlar meydana gelir
Aralıktaki sıvının iyonize olmasıyla, her bir
deşarj için bir yol oluştururan bir Dielektrik sıvı
Kullanılmasını gerektirir
15
27.10.2011
EDM de işlenebilen iş Malzemeleri
İş malzemelerin elektriksel olarak iletken
olmalıdır
iş malzemesinin Sertlik ve dayanımı EDM
de bir faktör değildir
Malzeme Kaldırma Hızı, iş malzemesinin
erime noktasına bağlıdır.
EDM Uygulamaları
Birçok mekanik işlemler için takımlar:,
plastik enjeksiyon kalıplama kalıpları,
ekstrüzyon kalıpları, tel çekme kalıpları, dövme
ve sac kesme kalıplarının üretimi için en
ekonomik çözümdür
Üretilen parçalar: geleneksel kesme kuvvetleri
dayanmak için yeterince rijit olmayan hassas
parçalar, sert ve egzotik metallerin işlenmesi,
delik ekseni 90O lik olmayan bir açıyla yüzeye,
delik delme, vb
Tel EDM
işparçası içinden geçerek hareket edebilen küçük
çaplı bir tel elektrodun kullanıldığı özel bir EDM
Tel EDM İşlemi
İş, testere ile kesmedekine benzer şekilde,
istenilen kesme patikası boyunca yavaş yavaş
tele doğru beslenir
Hareket kontrolü için CNC kullanılır
Dielektrik sıvı, takım-iş arayüzüne yönlenmiş
nozullar kullanarak veya işparçasını tamamen
daldırarak uygulanır
16
27.10.2011
Elektron Işınlarıyla İşleme(EBM)
Uses high velocity stream of electrons
focused on workpiece surface to remove
material by melting and vaporization
EBM Uygulamaları
Hertür malzeme üzerinde çalışılabilir
Mikro -işleme için idealdir.
Küçük çaplı delik delme - 0.05 mm’e kadar
Yarık Kesme sadece 0.025 mm genişlikte
Çok yüksek derinlik/çap oranlarında delik
delme
100:1 'den daha fazla Oranları
EBM Operation
EB tabancası sürekli bir elektron hüzmesini ışık
hızının yaklaşık % 75'i mertebelerine hızlandırır
elektromanyetik mercek yoluyla odaklanan Işınının
çapı (0.025 mm) gibi küçük çapa azaltarak,
Çalışma yüzeyine çarptırılır, elektronların kinetik
enerjisi çok lokalize bir alanda, son derece yüksek
yoğunluklu ısıl enerji dönüştürülür ve bununla
malzeme erir ya da buharlaşır
Laser Işını ile İşleme(LBM)
Bir lazer ışığının enerjisi malzemeyi buharlaşma ve
ablasyon için, kullanır.
Ablasyon -> buzulların boyutunu küçülten erozif süreç
17
27.10.2011
LBM Uygulamaları
Delme, dilme, kanal işleme, kazıma ve
işaretleme işlemleri
Küçük çaplı delik delme - 0.025 mm e kadar
Genellikle ince stok kalınlıkları kullanılır
Çalışma materyalleri: yüksek sertlik ve
mukavemetli metaller, yumuşak metaller,
seramikler, cam ve cam epoksi, plastikler,
lastik, kumaş ve ahşap
Plazma Arkla Kesme(PAC)
Metali ergiterek kesmek için çok yüksek sıcaklıklara
çıkabilen bir plazma hüzmesi kullanılır.
PAC işlemi
İnce bir saçta
gerçekleştirilen
Laser Işının ile
kesme
Plazma = aşırı ısıtılılarak elektriksel olarak
iyonize edilmiş gaz
PAC sıcaklıkları: 10,000C den 14,000C ‘e
kadar
Plazma arkı hamlaç içindeki elektrot ile
işparçası(anot) arasında oluştuurulur
Plazma suyla soğutulan ve akışı istenen
bölgeye yönlendiren bir lüle (nozzle) içinden
akar
18