Sürdürülebilir Üretim için Toplam
Verimli Bakım
Artema Fabrika Direktörü
Oktay PEHLEVAN
1) Toplam Verimli Bakımın
Sürdürülebilir Üretimle İlişkisi
1.1) Sürdürülebilirlik Kavramı ve Sürdürülebilir
Üretim
c
• Doğanın sunduğu kaynakların
sağlayacak hızda tüketilmesi,
yenilenebilmelerine olanak
• Üretim girdilerinin daha verimli kullanılıp, kayıpların ortadan
kaldırılması,
• Hammadde, enerji, işçilik gibi giderlerin daha üretken
kullanılması için bir alt yapının gerekliliği,
• Üretim sisteminde ‘’0’’ kayıp hedefi.
1.2) Yalın Üretim ve Toplam Verimli Bakım
(TVB)
c
Yalın üretim:
- En yüksek kalite,
- En düşük maliyet,
- En az stok,
- Tam zamanında esnek şekilde üretim,
- Tüm kayıpların ve değer yaratmayan
unsurların ortadan kaldırılması
- Sürekli iyileştirme
• Yalın üretim içinde TVB uygulamaları oldukça sistematik bir
yöntem olarak öne çıkmaktadır.
- Genel Ekipman Verimliliğini arttırmak,
- Sıfır kaza, sıfır hata ve sıfır arıza,
- Tüm birimlerin aktif katılımı,
- Operatörlerden üst yönetime kadar tüm çalışanları içerir,
- Birbirini tamamlayan küçük grup çalışmaları
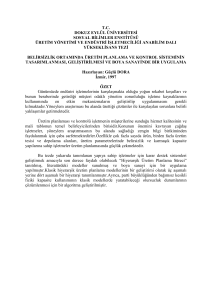
1.3) TVB Süreci
c
TPM
1. Adım
TPM
2. Adım
Ürün Akışı
TPM
3. Adım
Siparişin
alınması
Dağıtım
(Satış)
Üretim Alanı
Üretim Süreci
Dağıtım ve
Hizmetler
Satış
Yönetim Süreci
Kaynak
Yönetimi
Geliştirme
Üretim
Kontrol
Kalite
Üretim
Mühendisliği
Üretim
Bakım
Maliyet
Yönetimi
c
1.4) 16 Büyük Kayıp ve GEV
• TVB kültüründe kayıpların nerede oluştuğunu bilmek ve kaynağını
saptamak için kayıplar, 3 ana başlık altında 16 grupta
sınıflandırılmıştır
1)EKİPMANI VERİMSİZLEŞTİREN 8 BÜYÜK KAYIP
1. Arıza Kayıpları
2. Setup-Ayar (Model Değişimi) Kayıpları
3. Takım Değişimi Kayıpları
4. Başlangıç Kayıpları
5. Küçük Duruşlar
6. Hız Kayıpları
7. Hatalı Üretim ve Tamir Kayıpları
8. Kapatma Kayıpları
2)İŞGÜCÜNÜ VERİMSİZLEŞTİREN 5 BÜYÜK KAYIP
1. Yönetim Kayıpları
2. Üretim Hareket Kayıpları
3. Hat Organizasyon Kayıpları
4. Lojistik Kayıpları
5. Ölçme ve Ayar Kayıpları
3)MALZEME VE ENERJİYE YÖNELİK 3 BÜYÜK KAYIP
1. Ürün ve malzeme kayıpları
2. Enerji Kayıpları
3. Kalıp, aparat, Alet kayıpları
c
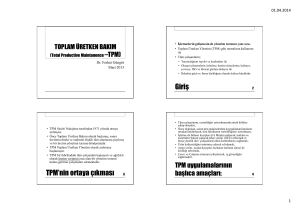
1.5) 16 Büyük Kayıp ve GEV
• Ekipmanlarla ilgili kayıpların iyileştirilmesi ve Genel Ekipman
Verimliliği arasında doğrudan bir ilişki vardır.
• Ekipmanı verimsizleştiren kayıpların çalışma süresi üzerindeki
dağılımı ve GEV hesaplaması ise:
7 Büyük Kayıp
GEV Hesaplaması
Değer
Katan
Süre
Kalite
Kayıpları
Net
Operasyon
Süresi
Performans
Kayıpları
Operasyon
Süresi
Plansız
Duruşlar
Yükleme Süresi
Planlı
Duruşlar
Çalışma Süresi
1. Arıza Kayıpları
2. Setup Kayıpları
3. Takım Değişim Kay.
4. Başlangıç Kayıpları
Kullanılabilirlik = Yükleme Süresi - Operasyon Süresi
Oranı (KUO)
Yükleme Süresi
5. Küçük Duruşlar
6. Hız Kayıpları
Performans Ver. =
7. Hatalı Üretim ve
Tamir Kayıpları
Kaliteli Ürün
Oranı (PVO)
Oranı (KAO)
Operasyon Süresi - Performans Kayıpları
Operasyon Süresi
= İşlenen Ürün - (Hata+Tamir+Hurda)
İşlenen Ürün
GEV= KUO x PVO x KAO
2) TVB Yapı Taşları
c
2.1) TVB Yapı Taşları (Pillarlar)
İş Sağlığı, Güvenliği ve Çevre
Office TVB
Kalite Bakım
Erken Ürün ve Ekipman
Eğitim
Planlı Bakım
•
Otonom Bakım
•
Şirket kültüründe köklü değişiklikler gerektiren TVB implementasyonu ciddi bir ekip
çalışması ve sisteme ihtiyaç duyar,
Üst yönetimin liderliğinde departmanlar arası “cross-fuctional” bir yönetim yapısı
gerekmektedir,
Bu yapının başarılı olması için her bir pilların üstüne düşen sorumlulukları yerine
getirmesi ve üst yönetimin desteği ile bu yapının koordinasyonun sağlanması
gerekmektedir.
Odaklanmış İyileştirmeler
•
c
Kobetsu - Kaizen
(Odaklanmış İyileştirmeler)
Jishu - Hozen
(Otonom Bakım)
Training &Education
(Eğitim - Operasyon ve Bakım Becerileri )
SHE
(İş Sağlığı, Güvenliği ve Çevre)
Oİ görev ve sorumlulukları:
-Kayıpların kayıtlarının tutulması&analizi
-GEV hesaplamaları ve kontrolü,
-Diğer pillarlar için verilerin oluşturulması,
-Kaizen yapılması için motivasyon
Office TPM
•
(Yönetim ve Destek departmanı
Yapılacak olan çalışmalarda 16 büyük kayıp
referans alınabilir.
(Kalite Bakım)
•
Qaulity - Hozen
Çalışmalar diğer pillarların sorumlu olduğu
kısımlara göre daha geniş bir yelpazede
(Ürün ve Ekipman)
•
Early Management
Oİ hedefleri
-Hataları sıfırlamak,
-Kaliteyi iyileştirmek,
-Üretim ve teslim sürelerini kısaltmak,
-Kayıpları azaltıp, fireleri düşürerek
maliyetler üzerinde ciddi kazançlar elde
etmek.
(Planlı Bakım)
•
Keikau - Hozen
2.2) Odaklanmış İyileştirmeler
c
2.2) Odaklanmış İyileştirmeler
Eczacıbaşı Yapı Gereçleri Artema’da odaklanmış iyileştirmeler pilları altında GEV verileri,
fabrika çevrim maliyeti, bitmiş ürün maliyetleri, kişi başı üretim adedi, ortalama set-up
zamanları, TVB projesinin fabrikaya net parasal katkısı, yapılan kaizen sayıları ve
çalışanlar tarafından verilen öneri adetleri periodik olarak kontrol edilip izlenmektedir.
PARAMETER
7 Months
Cumulative
UNIT
TARGET
2011
2012
2013
2013
2014
2015
87
$/Faucet
FACTORY TRANSFORMATION COST
12,2
$
FINISHED PRODUCT COST - FAUCET
41,9
$
F. PRODUCT COST - CONCEALED CISTERN
MONTHLY PRODUCTION PER AN EMPLOYEE Prod./Emp. 218
Minute/Setup 63,10
SET-UP TIME
million $
TPM CUMULATIVE EARNINGS
1,38
Cum #
KOBETSU KAIZENS
575
Cum #
SUGGESTIONS
2689
86
12,0
37,4
31,5
212
62,50
3,28
915
5006
88
11,1
37,0
30,3
226
59,1
3,86
1442
6967
87,2
11,6
37,4
31,5
220
51,0
4,11
1468
8006
88
10,6
37
31
240
43,6
4,76
1568
9845
89
10,3
36,5
30
250
39,0
6,26
1968
12345
OEE
%
2.3) Otonom Bakım
c
Otonom bakım üretimde çalışan operatörlerin sorumlu
oldukları makine, ekipman ve çevresinin bakım, tamir,
temizlik faaliyetlerini ilgili destek birimlerine ihtiyaç
duymadan yapabilme işidir.
OB kapsamında operatörün görev ve sorumlulukları:
A)Ölçme faaliyetleri
Çalışma şartlarının kontrolü
Günlük kontroller
Periyodik kontroller
B)Önleme Faaliyetleri
Temizlik
Kontrol
Yağlama
C)Düzeltme Faaliyetleri
- Küçük ayarlar, basit tamirler
- Anormalliklere karşı tedbir alma
- Üretim araçları hatalarına karşı tedbir alma
-F-Tag (hata kartı asarak rapor etme)
OTONOM BAKIM SÜRECİ
2.3) Otonom Bakım
c
Artema’da otonom bakımın başarısını ölçen anahtar süreç göstergeleri, bu
değerlerin yıllara göre değişimi ve hedefleri:
2.4) Planlı Bakım
c
•
Makine ve ekipmanların planlı bir şekilde bakımlarının yapılması & beklenmeyen
arızaların hızlı bir şekilde giderilmesi,
•
TVB içindeki amacı sıfır arıza ve sıfır duruş,
•
Çalışmalar arızalar arası geçen ortalama zamanı arttırmak (MTBF), arızada geçen süreyi
düşürmek (MTTR) üzerine yapılır.
Planlı Bakımın Diğer Birimlerle İlişkisi
Planlı Bakım Sistemi
İletişim ve
işbirliği
ÜRETİM
Otonom Bakım
İletişim
BAKIM
Uzman Bakım
Üretim Mühendisliği
Ekipman Tasarımı
Kalite Yönetimi
Ekipman Yönetimi
2.4) Planlı Bakım
c
Artema’da planlı bakımın başarısını ölçen anahtar süreç göstergeleri, bu
değerlerin yıllara göre değişimi ve hedefleri:
2.4) Diğer Yapı Taşları
c
A) KALİTE BAKIM
- Sıfır hata ve sıfır müşteri şikayeti,
- Iskarta, tashih ve müşteri şikayetleri üzerine odaklanmış çalışmalar
B) EĞİTİM
- Çalışanların daha güvenli, daha kaliteli ve iyileştirme bazlı çalışabilmeleri
bilgi ve becerilerini arttırmak,
- Çalışan başına verilen eğitim, eğitimci sayısı, multi-skill operatör
sayısını
konuları üzerine çalışmalar
konusunda
arttırma
C) ERKEN ÜRÜN ve EKİPMAN
- Ürün ve kalıp tasarım sürecinin iyileştirilmesi,
- Daha hızlı daha kolay ve daha düşük maliyette ürün geliştirilmesi üzerine odaklanır
D) OFİS TVB
- Ofis çalışma ortamında iş ve bilgi akış hızını arttırmak,
- Ofis 5S faaliyetleri & süreç iyileştirme ve iş standardizasyonunun sağlanması
odaklanmış çalışmalar
üzerine
E) İŞ SAĞLIĞI GÜVENLİĞİ ve ÇEVRE
- Çalışma ortamının iyileştirilmesi, işçi sağlığı ve güvenliğinin ön planda tutulması, kaza
risklerinin belirlenmesi, olan ve olabilecek kazalara ve güvenlik arttırıcı unsurlar üzerine
odaklanır.
3) TVB Yönetimi
1) Toplam Verimli Bakımın
Sürdürülebilir Üretimle İlişkisi
3.1) TVB Yönetimi
TVB YÖNETİMİ;
A) TVB aktivitelerinin başlatılması,
B)
Çalışanların eğitilmesi &
geliştirilmesi,
C) TVB kültürünün tüm çalışanlara
yayılması,
D) Getirilerinin ölçülmesi,
A)
Faaliyetlerin koordinasyonu.
c
TPM YÖNETİMİNDE DİKKAT
EDİLECEK HUSUSLAR;
•
•
•
•
•
•
•
•
•
•
Liderlik ve ekip kurulması,
Eğitim,
Problemlerde farkındalık,
Tetikleme,
Organizasyon – destek,
Pano- afiş,
Motivasyon,
Sunuşlar,
Takdir –ödül,
Yenilenme
3.1) TVB Yönetimi
Üretim atölyelerin
temel verilerinin
günlük takip
edilmesi
Rekabet ortamının
yaratılması için
yapı taşları
verilerinin
sergilenmesi
c
3.2) TVB Konsepti Arkasındaki Temel
Felsefe ve TVB’nin şirkete katkıları
1. Pazar ve talepteki kesinlik ile değil belirsizlik ile başa çıkmak ,
2. İş süreçlerini lokal olarak değil global olarak en uygun hale getirmek,
3. İş sonuçlarını subjektif olarak değil objektif olarak değerlendirmek.
Bu ihtiyaçların karşılanması için TPM programına ihtiyaç vardır.
TPM konsepti bu nedenle geliştirilmiştir.
TVB ile
• Kalite artışı,
• Hata ve ıskartalarda azalma,
• Verimlilik artışı,
• Maliyetlerde düşüş,
• Motivasyon,
• Daha doğru ve hızlı veri akışı
TEŞEKKÜRLER