KALIPLAMA YÖNTEMLERİ
Y.Doç.Dr. Hüseyin SÖNMEZ
YILDIZ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ
23 EYLÜL 1991
5
KALIPLAMA YÖNTEMLERİ
1- GİRİŞ
İnsanoğlunun yaklaşık 3500 yıldan beri metali şekillendirebildiği ve bu konudaki uğraşıların sanatsal nedenlerle olduğu ileri sürülmektedir. Metallere şekil verme yöntemlerinin en eskilerinden birisi de mum modelller kullanarak yapılan döküm yöntemleridir. Günümüzde döküm yöntemi en önemli bir
şekil verme yöntemi haline gelmiştir. Malzeme, şekil ve boyut serbestisi sağlaması, şekilli ve şekilsiz döküm mamul veya yarı mamullerin diğer bir çok
endüstrilerde kullanılması döküm yönteminin önemini artırmıştır.
Döküm tekniğinde kalıp ve maça yapımı mamul veya yarı mamul kalitesini etkileyen en önemli faktörlerdir. Bu nedenle kalıplama tekniği ve özellikle
kum kalıpların yapımı sürekli bir gelişme göstermiştir. Mum modeller kullanılarak başlayan kalıplama tekniği sürekli modeller kullanılarak kalıp kumunun
sıkıştırılması el veya ayakla yaparak 1920 yılma kadar gelinmiştir. Bu yıllarda kumun sıkıştırılmasında pnömatik sıkıştırıcılar kullanılmaya başlanmış
ve 1930 yıllarından itibaren de makina ile kalıp yapımı geliştirilmeye başlanmıştır. Bu amaçla çeşitli basma, sarsma veya sarsma-basma esasına göre
çalışan kalıplama makinaları geliştirilerek 1950'li yıllara gelinmiştir.
1957'de derecesiz, düşey otomatik kalıplama yöntemi (DISAMATIK), 1971'de
vakumla kalıplama uygulamaya konmuştur. Günümüzde kum kalıpların yapımında
çeşitli yöntemler uygulanmaktadır. (Tablo 1) Kalıplama yöntemlerindeki gelişmelerin sağladığı yararlar şöyle sıralanabilir:
a) Döküm parçasının kalitesini yükseltmek
b) Kalıp ve döküm malzemesinde tasarruf sağlamak
c) Hızlı kalıp yapımı
d) Dar toleranslı kalıp üretimi
e) İşçilikten tasarruf sağlamak
f) Döküm süresini kısaltmak
g) Kalıp taşımacılığında kolaylık sağlamak.
Kumdan kalıp yapımı ister elle yapılsın, ister makina ile yapılsın kalıplamada sıkıştırma, sarsma, üfleme, hava veya gaz basıncı işlemlerinden en az
bir veya birkaçı birlikte uygulanır. Uygulanan bu kalıp sıkıştırma yöntemlelerini kalıp boyutu ve kapasite gibi faktörler belirlemektedir.
7
2- KAKINA İLE KALIPLAMA
Kalıplamada zamandan, işçilikten tasarruf sağlamak ve kaliteyi yükseltmek
için makina ile kalıplama uygulamaya konmuştur. Genellikle küçük ve orta
büyüklükteki parçaların kalıplanmasına uygun olmakla birlikte büyük boyutlu
parçalar da kalıplanabilmektedir.
Makina ile kalıplamada elle kalıplamaya göre artan üretim miktarı parçabaşına düşen maliyeti azaltmaktadır. Ayrıca plakalı modeller kullanıldığından modelin kalıptan çıkarılması daha hassas olduğundan elle kalıplamaya göre kalıpta bozulmalar azalmakta ve dolayısıyla kalıp tamiri azalmaktadır. Ayrıca kalıpta boyut ve şekil değişimi minimum olmaktadır. Kumun
sıkıştırılması sabit olduğundan kalıpta daha homojen bir sertlik olmaktadır.
Kalıplama makinaları şöyle sıralanabilir:
1- Basma esasına göre çalışan makinalar
2- Sarsma esasına göre çalışan makinalar
3- Sarsma-basma esasına göre çalışan makinalar
4- Savurma esasına göre çalışan makinalar
5- Üfleme sıkıştırma makinaları
2.1- BASMA ESASINA GÖRE ÇALİŞAN KALIP MAKİNALARI
Easma makinalarında derece içerisine kum doldurulduktan sonra kalıp yüzeyine basınç uygulanarak kum sıkıştırılır. Sıkıştırma hidrolik veya hava
basıncı ile sağlanır. Bu yöntemae basıncın uygulandığı yüzeydeki sıkılık
en
yüksektir ve bu yüzeyden uzaklaştıkça sıkılık azalır. Bu nedenle yön-
tem fazla derin olmayan kalıplar için daha uygundur. (Şekil l.a) Sıkıştırma kalıbın altından veya üstünden yapılabilir.
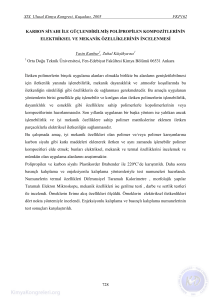
Şekil l'de kalıp yüzeyine sıkıştırma basıncı uygulamak için kullanılan
değişik sıkıştırma yöntemleri görülmektedir. Kalıpta uniform bir sertlik
isteniyorsa, profilli basma plakaları kullanılır. (Şekil l.b) Diğer bir
yöntem ise pnömatik veya hidrolik olarak çalışan sıkıştırma pabuçlarının
kullanılmasıdır. (Şekil l.c) Diyaframla sıkıştırma yönteminde ise kumu
sıkıştırmak için üzerine hava basıncı etkileyen bir diyaframdan yararlanılır. (Şekil l.d) Şekil l.e'de görülen hidropnömatik sistemde ise diyafraslı yönteme ilaveten kalıp alttan hareket ettirilerek sıkıştırma sağlanır.
S
Bu şekilde kalıbın her yerinde homojen bir sertlik sağlanır. Basma makinalarındaki bu değişik yöntemlerin uygulanmasının amacı özellikle derin
ve yüksek çıkıntıları olan kalıplarda homojen bir kalıp sertliğinin sağlanmasıdır.
Sekil 1- Basma esasına göre çalışan kum sıkıştırma yöntemleri
a) Düz sıkıştırma plakalı,
b) Profilli sıkıştırma plakalı
c) Sıkıştırma pabuçları
d) Diyaframla sıkıştırma
e) Hidropnömatik sıkıştırma
2.2- SARSMA ESASINA GÖRE ÇALIŞAN MAKİNALAR
Sarsma yönteminde, kalıp sarsıcı ile kaldırılır ve sonra aniden bırakılarak kumun sıkışması sağlanır. Düşmenin başlangıcında kalıbın hızı sıfırdır
ve yerçekimine bağlı olarak artar. Tablaya çarpma gücü, kütlesi, düştüğü
yükseklik ve hızın karesi ile doğru orantılıdır. Sıkıştırma derecesi kalıbın yüksekliğine ve uygulanan darbe sayısına bağlıdır. Genellikle küçük
düşme yüksekliklerinde ve yüksek darbe sayılarında çalışmak daha iyi sonuç-
-40-
1ar vermektedir. Büyük düşme yükseklikleri kalıba ve makinaya zarar verebilmektedir.
Kalıbın sıkışma yoğunluğu model yüzeyinde maksimum ve model-
den uzaklaştıkça azalmaktadır. Kalıbın modelden uzaklaştıkça sertliğinin
azalması gaz geçirgenliği yönünden avantaj sağlamaktadır. Ancak bu sertlik
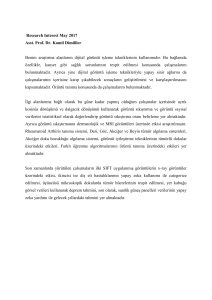
değişimi fazla olursa kalıbın dayanımı düşer. Kalıbın üst yüzeyinin çoğunlukla elle sıkıştırılması gerekir. Şekil 2'de sarsma sistemi görülmektedir.
Bu sarsıcının tabla boyutları 750x1000 mm'ye kadar değişebilmekte ve 500 kg
kadar yükü sarsabilmektedir.
Sekil 2- Sarsma kalıp makinası
Sarsma yönteminin birçok avantajlarına rağmen yüksek kalıplarda yeterli
ve uniform bir sıkıştırma sağlanamamaktadır.
2.3- SARSMA-BASMA ESASINA GÖRE ÇALIŞAN KALIPLAMA MAKİNALARI
Sarsmä-basma esasına göre çalışan kalıplama makinaları, basma ve sarsma
makinalarınm bir bileşimidir. Çift hareketle yapılan sıkıştırma tek hareket ile yapılan sıkıştırmadan daha verimli olmaktadır, özellikle derin
kalıplarda ve kalıbın üst kısmı sarsmadan sonra düzgün olarak sıkışmakta
dolayısıyla kalıpta homojen bir sertlik sağlanmaktadır. Kalıp önce sarsılır, sonra basma yapılarak homojen bir sıkıştırma sağlanır. Bu yöntem orta
ağırlıktaki dökümler için olduğu kadar hafif ve yüksekliği az olan kalıplar
için de uygundur.
'11
Aşağıda iki tip sarsma-sıkıştırma kalıplama makinası incelenecektir. Bu
makinalarda özellikle kullanılan sarsma mekanizması dikkate değerdir. Bu
makinalardaki en önemli prensip sarsma sıkıştırması ile bütünleşen sıkıştırma kaiıplamasıdır. Çalışma prensipleri incelenecek Kunkel-Wagner (B.Almanya) ve SPO (ABD) otomatik sarsma-sıkıştırma makinalarmın özellikleri
Tablo 2'de verilmiştir.
Tablo ££-İki değişik tipteki Sarsnv-m kışt ırırı kal ipi-ima makinasınm karakteristikl?ri.
Kunkel-Vngner
Karakteristikler
Kalıp boyutları ,ımtı
Kalıplama knpasiteni,N/cm
1100X750X285/275
2
Sıkıştırma basıncı ,N/ctn
Toplam sıkıştırma,N
sro
800X700X260/260
240
270
180
85
1 250 000
535 000
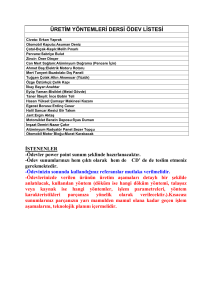
Şekil, ,3'de Kunkel-Wagner tarafjndnn kullanılan maHnada;Tabla (l),bir
pistona (3),darbeyi engelleyen bir pistona (<ı) v<> ^-rheyi engel 1 •••-. on Mr
yaya (6) bağlıdır.Yny üptte bir î--rnar kıvrımı (5) ve altta bir ynrtJımn
piston (9) arnsıml.-ııhr.Yny.ayncı hava giriş borusu (10) ve bavn tahliye
borusu (8) arasırtu.-(.ı ı r .SeirptriH çevriminin bnrjj m'a ,=;•> i ır-raış havn v a v d ı m n
pistonun (9) al (• in.î-!:i silindire bir kanal araç ıli}-,j ile ilet i 1 ! r . F ir. t <-.n
(9),yayla (6) <,n!j!.:ır ve f>.-nnr kıvrımları (r>) ,pi -;f,,..., (4),tabir T ( O ,
pistonu (3) v« kalıplama cihazlarını belli bir yüksekliğe kaldırir.Hava
sonra besleme; hattından (10),(a) ve (b) deliklerinden geçerek silindirin
A odacığına gelir.Böylece tabla (1) yiikKPİlr vp piston (3),kenar kıvrımı
(5) tarafından sıkıştırılan yaya (6) karşı yükselmiş olur.Aynı anda piston (A) ve J;enar kıvrımı (5).delikler («) knpnnıp,boşaltma delikleri (c)
açılana dek kendi ağırlıkları ile düşerler. Bu konumda A odacığmdaki sıkışmış hava boşaltma hattı (8) ve bir kanal aracılığı ile atmosfere atılır. Tabla kendi ağırlığı ile düşer, sıkışmış yay hareketi ile yükselen
piston (4) ise esnek bir eleman (2) ile tabla (l)'e etki eder.
Şekil. 3- Kunkel-Wagner Sarsma-sıkıştırma makinasmın sarsma bölümü.
1 2
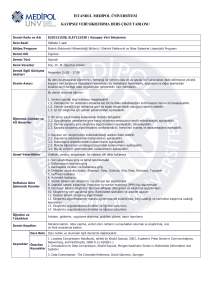
Şektl, Vdflkl SPO sarsma mekanizmasın«!« tnU.i.u- < 'j,«*Mt bir' klavuz kolon
(9) ve üs*-'i;dekl tabla vardır.Hareketsiz konumla kenar flanşı (10) üstünde piston (5) vardır ve karşı basınç odası (ti) hacim olarak maksimum düzeydedir.Basınçlı hava kanal (1) ile odaya girdiğinde piston hemen
tabla (3)'ü yükseltir ve (11)'deki basınç düşer,hava elastik bir yastık
görevi yapar.Sıkışmış hava odaya (8) girer ve kanal (6) iLe pistona gi-
Şekil. Jİ-SPO sarsma-sıkışt-ırma kalıplama maklnastnm sarsma bölümü.
rer.Oda (8, ve kar s l basınç od..x <U)'d.kl p l . « . .1..!.» ..
o du
undan,tablaya ve pistona hava baskının y.P«». * " " « ' « ..». o «
ê
e piston kendi * m ğ l il. d«..r.B« arada oda (1,,'d. b a S 1 n 5 ..txt
k
•
al l r .Pl S co n •.»,.!«- d.lUUri (12) açUana d.k In-jr. d « » a d « v.
, « - d . « t a « «»osf.ret a Ç . , . T . b l . (3) i « ™ Pl«»" » > - • « •
o d a
ha
"
„ a n l n etkiaiyle yü1c3Slir.Böylec8 sarsma hareketi ve çevri»! .«.-Unir.
(2) b U i,l^d« direk rol oyna MM lc»dır.Sadec. tablan« kenar k a -
ï a y
rınları üstüne düşmesini engeller.
SPO kalıpla »aklnalarındaki . « « . - k a n l ı s ı basit ve güvenlidir
K^eX-Wagner ise oldUkca k„nplekstir.Her iki »akina iki avrı ver ek
fabrikada
ku tU !» U5 t u r.A y nl
anda
yapılan
.lkl.«l»
—
i.l«i^
son kalıp sıkı 5 t ira ası , S l k ı 5 t ı r M 1 . W 11. yapılmadır Sı ı5tır,
l5le«l ayrıca sarsmadan daha a2 sür. tut.aktad^.Sars.a M k a n i z M S 1 n d a
uygulanan kuvvetler daha küçüktür.
Ay
„
nı anda sarsM-sıkı5tır»a kollarında !,!.. esas olarak basit bir
k l 5 t l M
i5le»idir.Oerin kaUplarda (400-^50 -) .ık»«ır- üste va-
,„ erlerde daha aladır. Sars.a k u v v e f .„.r.l-MHr ve sıkı5tır.a
basıLı ayrılabilir (Ku»kel-»agnerMe oMuft.. «.",.İkisi aynı anda
lanıld,sı,da,sıkı5tır»a daha ho^jen „l«kt..l.r.C-vrl- daha kısa o-
kul
Ltır.rLe de bu 1.!- »- — » '
- ^ '"'" """
vap
acak akilde da.-l.n-.lnl g.r.k..rl)mr.»r.l..rd. Belen sarsmalar de-
|l5
ken ol-al,.dır.ilk etapta k o » plastik deforM,yona uğramdan du,uk
I * . , ve yüksek frekanslı sarsmalarla karsıl.5»alıdır.Son etaplarda ise
i, basınçlar vüksel.eli ve her sarsmadaki etki kuvveti „aksi»»a ula 5 -, m iVe inebilir ve sıkıştırma işlemi 3-4s
nalıdır.Toplam sarsma sayısı 10-15 e ineoııır
: Cinde bitebilir.
-|3""
Z..4 -ÜFLEME VE SIKIŞTIRMA KALIPLAMA MAKİNALAP.I
Bu makinalar yüksek çalışma temposuna gört tatminkar olmayan sarssa-sıkıştırma kalıplama makinalarının yerini almıştır.Burada kalıbı sıkıştırma ;önce kalıp boşluğuna kum üflenir ve fionrs kur. sıkıştırılır.Şekil - 5
de Fritz Hansberg üfleme-sıkıştırma kalıplara ronHnası görülmektedir-Şekil. # d a ise kalıplama operasyonu görülmektedir.
Şekil. 5-Fritz Hansberg Üfleme-sıkıştırma kalıplama makinası.
Bu makinalar 70-150 kalıp/h ve 140-300 kaîıp/h kapasitelidir.Düşük kapasiteli ünitelerde saat'te kalıplanan yüzey miktarı kalıp boyutlarını artırarak arttrılabilir.Bu üniteler güçlü ve hnssns bir yapıya sahiptir,
böylece dayanıklı ve operasyonlarda güvenilir olmaktadır.Operasyonlarda
tek bir işçi gerekmektedir.Donanım maliy<Hicle düdüktür, çünkü hafif ve
basit alt yapı gerekmektedir.
Aşağıda sayacağımız karakteristikler bu kalıplama makinalarının,şimdiye
kadar kullanılan sarsma-sıkıştırma makinalarından daha yüksek kaliteli
kalıplama sağlayan makinalar olmasını gerçekleştiren özelliklerdir.
Düfleme kafası içindeki yarıklardan kum 15 m/s hızla modellerin üstüne
2
üflenir ve üfleme basıncı 30 N/cm civarındadır.üflemeden sonra kalıp2
lar 60-150 N/cm basıncında sıkıştırılmaktadır.
2)Ru yöntemde gerekenden fazla kum kullanıİmamaktadır.çünkü kum model
plakası ile yapılan bir odacığa liflenmekte ve bir piston ile sıkıştırılmaktadır. Ayrıca kum kaybı olmamakta ve kalıpların yüzeyleri düzgün
çıkmakta ve tekrar düzeltme gerekmemektedir.
3)özel bir kum çeşidi gerekmemektedir.Bu makina hem sentetik hemde do2
ğal kumla çalışabilmektedir (7.5-20 N/cm mukavemette).
it
4)Sarsma ve titreşimlerin olmaması makina aksamının daha uzun süre dayanmasını sağlar.Böylece makinayı kullanım maliyeti düşer.
5)Model plakalarında*! pim ve burçlar sarsmadan doğan basınçlara maruz
kalmamaktadır ve böylece boyutsal olarak uzun çalışma saatleri sonras m d a değişime uğramamaktadır.
6)Model ve model plakalarıda hehangi bir dnrl... i le karşılaşmamaktadır.
Reçine veya alüminyum modeller rahatlıkla kullnnılabllir.Çünkü sıkma aşamasmda modeller üstünde kumun işlemesi ile «lo^nn aşınma miktarı
sarsma olayından daha azdır.Bunun nedeni m, fc..n...n zaten püskürtme olayı ile modellerin çevresinde iyice sıkıstırıİmi« olmasıdır.
7)Sarsma -sıkıştırma makinası sarsmaları çok düzgün ve farksız kütleler
halinde tutmak için güçlü bir alt yapı gerektirmektedir.üfleme-sıkıştırma makinası ise çok hafif ve ucuz bir alt yapı ister.
8)Gürültü 85 dB'den fazla değildir.Boy]ere tS ortamı daha huzurlu olmaktadır.
9)istendiğinde model plakalarının otomatik oinrnk değişmesi için bir
donanım eklereMlir.
10)üfleme-sıkı § tıma makinası ile elde edilen .inkflmler boyùtsal olarak
sabitlik göstermektedir.
2.5- SAVURMA YÖNTEMİ İLE KALIPLAMA
Bu yöntemde, savurma oakinası kumu derece içerisine yüksek hızla savrulınasıyla sıkıştırma sağlanır. (Şekil.7). Başlangıçta savurma hızı
(1200 dev/dak.) düşük tutulur, kum model üzerine yığıldıkça hız artırılarak 1800 dev/dak.'ya yükseltilir, bu durumda savrulan kumun
hızı 3048 m/dak. ya ulaşır.
Şekil.7- Savurma yöntemi ile kalıplama
Bu yöntemle kalıbın boyutlarına bağlı olmadan sıkıştırma yapılabilir
ve dolayısıyla büyük döküm parçaları bu yöntemle kalıplanabilir. Savurma yönteminde diğer yöntemlere nazaran daha iyi ve daha sert bir
sıkıştırma sağlanabilir.
-46-
2 . 6 - DERECESİZ OTOMATİK KALIPLAMA
2 . 6 . 1 - DISAMATİK KALIPLAMA YÖNTEMİ
Disamatik kalıplama yöntemi,
l i t e r a t ü r l e r d e derecesiz düşey ka-
lıplama veya düşey parçalı derecesiz kalıplama
(Vertical
l e s s Molding veya Vertically Parted Flaklass Molding)
Flak-
olarak bu
yöntem pratikte Disamatik kalıplama olarak bilinmektedir.D ISAMATtK, kalıplama yöntemini g e l i ş t i r e n bir Danimarka firmasının
sisteme verdiği isimdir.
Bu firmanın t i c a r i unvanının baş harf-
lerinden (Dışa Industry Sindikat AIS) DISA ve yöntemin otomatik
özelliğini belirtmek için DIŞA kelimesine MATÎK eklenerek DISAMATİK ismi meydana gelmiştir.
Döküm endüstrisinde seri üretimde, kalıplamada derece kullanımı bazı sorunlar yaratıyordu. Maliyet, taşıma, depolama, kalıp
bozmadaki problemler gibi derecenin olumsuz etkilerinden kurtulmak için 1958 yıllarından itibaren İngiltere ve Danimarka başta olmak üzere bir çok ülkede yoğun çalışmalar başlamıştır.1964
yılının sonuna doğru Danimarka'da DIŞA firması bu yöntemi g e l i ş tirerek döküm endüstrisinin hizmetine sunmuştur.
Yöntemin en çarpıcı özelliği kalıpların derecesiz ve düşey konumda olmasıdır.
Kalıp y a r ı l a r ı düşey olarak yanyana bulunmak-
ta ve oluşturulan kalıp boşluğuna
sıvı metal girişide kalıp şek-
line uygun olarak üst taraftan yapılmaktadır
(Şekil .$) .
Kalıp
y a r ı l a r ı taşınmadığından ve üst üste konmadığından kalıp y a r ı -
17
larında deformasyon ve bozulma tehlikesi olu sınamaktadır.
Böyle-
ce k a l i t e l i ve dar toleranslı döküm parçaları elde edilmektedir.
Şekil.Ô- Disamatik kalıplamanın prensibi.
Disamatik kalıplamanın esas prensibi,
Şekil.1'de görüldüğü gibi
kalıp kumu kalıplama haznesine alınıp bir piston ve karşı basınç
plakası
arasında
sıkıştırılarak
şekillendirilmesi olayıdır.
Şe-
killendirilen kalıp y a r ı l a r ı kalıplama odasının dışına alınarak
birbirine destek olacak şekilde yanyana d i z i l i r l e r .
Piston ucun-
da ve karşı basınç plakasında dökülecek parçanın yarı modelleri
bulunur.. Bu nedenle kum blokunfkum blokunun bir yüzeyine pistondaki yarı model, diğer yüzüne ise karşı basınç plakasmdaki yarı model şekil vermektedir.
Böylece yan yana gelen iki kum blo-
kun k a r ş ı l ı k l ı yüzeyleri döküm i l e imal edilecek parçanın kalıbını oluşturmaktadır.
2 . 6 . 1 - DISAMATİK KALIPLAMA DONATIMLARI
Disamatik
temdir.
kalıplama yöntemi
d e ğ i ş i k m a k i n a l a r d a n oluşan
b i r yön-
Bu yöntemde i s t e n e n verim ancak d i s a m a t i k k a l ı p l a m a d o -
natımlarının tamamının kullanılma siyle elde e d i l e b i l i r .
Bunlar;
kalıplama, maça yerleştirme ve kalıp taşıma makinalarıdır
k i l . 9) .
18
(Şe-
2.6.2.- KALIPLAMA MAKÎNASI
Kalıp kumunu kalıp haznesine hava b a s m c ı y l e gönderen, kumu s ı k ı ş t ı r a r a k kalıp haline g e t i r e n ve oluşturulan k a l ı p l a r ı otomat i k k a l ı p t a ş ı y ı c ı s ı n a gönderen makinadır. Bu makinanm esas böl ü m l e r i ; kum püskürtme grubu, kum haznesi, kalıplama haznesi,ve
h i d r o l i k sistemden oluşmaktadır (Şekil. 10). Şekil, tl'de b i r d i s a matik kalıplama makinası işlem
s ı r a s ı görülmektedir.
Şekil ./#-Kalıplama makina sının e s a s bölümleri.
Disamatik kalıplama yönteminin k a l ı p hazırlama
lemesine b a ğ l ı d ı r .
Kalıp ilerleme mesafesi,
e ş i t veya daha küçük olmaktadır.
kalıp
(T)
kalınlığına
Şekil« \Vde görüldüğü g i b i i k i
p o s i t i f modelin kullanılmasında k a l ı p i l e r l e m e s i
lınlığına
süresi k a l ı p i l e r -
(D), k a l ı p ka-
e ş i t olmaktadır. Negatif b i r model k u l l a n ı l d ı ğ ı n -
da k a l ı p i l e r l e m e s i k a l ı p k a l ı n l ı ğ ı n d a n daha küçük olmaktadır.
Kalıp k a l ı n l ı ğ ı makina cinsine ve parça büyüklüğüne göre ayarlanabilmektedir.
Tablo 3'de değişik t i p disamatik kalıplama ma-
kinalarınm karakteristik ö z e l l i k l e r i v e r i l m i ş t i r .
Şekil» /3'da 30 m uzunluğunda otomatik kalıp t a ş ı y ı c ı sisteme sahip ve kalıp kalınlığı minumum 120 mm, maksimum 330 mm olan bir
-2o-
makinanın kalıp hazırlama kapasitesi görülmektedir.
kıştırma klasik kalıplama makinası
ile
2013
Sarsma-sı-
t i p i dlsaraatik
ka-
lıplama makinasınm kalıplama
kapasitelerini teorik ve dökümha-
nelerdeki
küçük bir
işletme
şartlarında
tığımızda aşağıdaki
Döküm parçası
Klasik
karşılaştırmasını yap-
sonuçlar ortaya çıkmaktadır
1/2"
(1) .
dirsek
sarsma-sıkıştırma
makinası:
Teorik
tşletme
şartlarında
Kalıp kapasitesi
95 kalıp/saat
74 kalıp /saat
Her salkımda
24 adet parça
24 adet parça
Parça sayısı
2304 adet/saat
1776 adet/saat
Bir parça için harcanan zaman 1,5 saniye/parça
2 saniye/parça
2013 Tipi pisamatik kalıplama makinası:
Kalıp
kapasitesi
355 kalıp/saat
Her salkımda
48 adet parça
Parça sayısı
Bir parça için
17040 adet/saat
harcanan zaman
0,21 saniye
279
kalıp/saat
48 adet parça
13392 adet/saat
0,27
saniye
Şekil» 13- Disamatik yöntemde k a l ı p h a z ı r l a m a k a p a s i t e s i .
(1) tşletme şartlarındaki incelene Kaymak Dökün ve Fittings San.A.Ş. ve
Trakya Döl"'Jn San.ve Tic. A-Ş. de yapılmıştır.
-23-
Şekil.
-îlave döküm ve maça yerleştirme zamanları.
2 . 6.3 - MAÇA YERLEŞTİRÎCİSİ
Maçalı parçaların döküm yöntemiyle üretiminde üretim hızını yükseltmek için disamatik kalıplama sistemine bir otomatik maça
yerleştiricisi ilave edilmiştir. Böylece maçalı parçaların kalıplama işleminin verimi artmaktadır. Maça yerleştiricisi, maça stokuna ve getiren taşıyıcıya bağlı olarak makinanm sağma
veya soluna yerleştirilebilir. Kalıplama makinası kalıbı yaparken maça yerleştirme makinası maçaları hızla son kalıbın arka
yüzeyine yerleştirir. Maçaların kalıptaki yerlerine yerleştirilmesi insan gücü ile olmadığından maçaların yanlış yerleştirilmeleri ve kırılmalar olmamaktadır. Ancak bu yöntemde sadece büyük
maçalar kalıba elle yerleştirilmektedir. Maça yerleştiricisinin
hızı değişken olup teknisyen sadece maçaları maça maskesine dizer. Maçalar maça maskesi içerisinde vakumla tutulur. Maça yerleştiricisinin çevrimi yaklaşık üç saniye sürmektedir. Şekil. H
de maça yerleştiricisinin çalışma prensibi, ŞekiL/5'da maça maskesi ve yerleştirilmesi görülmektedir.
-2i,-
Ş e k i l . 15 -Maça maskesi ve maçanın y e r l e ş t i r i l m e s i .
2..6-4- OTOMATİK KALIP TAŞIYICISI
Otomatik kalıp t a ş ı y ı c ı s ı n ı n görevi,
k a l ı p l a r arasında i s t e n e n
uyumu sağlayarak, döküm, katılaşma ve soğuma bölgelerinde kalip•
l a n ilerletmek ve desteklemektir.
makinasınm h a r e k e t l e r i i l e
Taşıyıcı sistemi kalıplama
senkronize b i r şekilde h i d r o l i k o-
larak hareket eder. Otomatik kalıp t a ş ı y ı c ı s ı 12 m ve 8 m olmak
üzere i k i boyda o l a b i l i r .
Şekil.16'da otomatik kalıp
nın çalışma prensibi görülmektedir.
-25-
taşıyıcı-
Ş e k i l . t O - Otomatik k a l ı p
taşıyıcısının
çalışma p r e n s i b i .
2 . 1 . 4 - BANTLI OTOMATİK KALIP TAŞIYICISI
Bantlı
t a ş ı y ı c ı n ı n görevi,
a l a n ı n ı uzatmaktır.
otomatik
Otomatik
kalıp
soğutma
taşıyıcıdan bantlı taşıyıcıya
ç i ş t e döküm p a r ç a l a r ı n ı n en yüksek
bu
taşıyıcının
ge-
s ı c a k l ı ğ ı 90Q-10Q0°C d ı r ve
s ı c a k l ı k l a r d a p a r ç a l a r k a t ı l a ş m ı ş durumdadırlar. B a n t l ı t a -
ş ı y ı c ı n ı n uzunluğu,
döküm malzemesinin k a l i t e s i ve i s t e n e n ç ı -
kış
s ı c a k l ı k örneğin
sıcaklığına
(Bu
dır.)
b a ğ l ı olarak b e l i r l e n m e k t e d i r ,
matik
taşıyıcısına
46,5 m e t r e l i k
sfero dökme demirde
örneğin,
bantlı
12 metrelik o t o -
t a ş ı y ı c ı i l a v e edilerek
56,5 m e t r e l i k b i r
soğutma bölgesi oluşmaktadır.
lı
taşıyıcısının
otomatik
Otomatik
lu
kalıp
kalıp
taşıyıcı
çalışması i l e
masyon
tehlikesi
taşıma
çalışma
ile bantlı
esnasında
700°C
Ş e k i l . i?'de bant-
prensibi
taşıyıcı
görülmektedir.
s i s t e m l e r i n i n uyum-
k a l ı p l a r ı n ayrılma ve
defor-
ortadan kalkmaktadır.
2.6.5-MODEL VE MODEL PLAKASI
Klasik kalıplama yöntemlerinde olduğu
gibi
disamatik yöntemde
de i l k önce dökülecek parçanın modeli h a z ı r l a n ı r .
sının k a l i t e s i ,
kum ö z e l l i k l e r i kadar model ve model p l a k a l a r ı -
nın k a l i t e s i n e de b a ğ l ı d ı r . Model malzemesi
li
faktör
kalıplama
sayısıdır.
Diğer
seçiminde en Önem-
faktörler
ka
üzerindeki y ü k s e k l i ğ i ve y e r l e ş i m konumu,'
pres
t a r a f m a m ı yoksa
sıkıştırma
Döküm p a r ç a -
basıncıdır.
karşı
basınç
ise;
modelin pla-
model plakasının
plakasmamı konulacağı ve
Tablo. Â de disamatik kalıplamada k u l l a -
26
Şekil./?- Bantlı otomatik kalıp t a ş ı y ı c ı s ı n ı n çalışma p r e n s i b i .
nılan model malzemelerinin ekonomik ömürleri verilmektedir.
Tablo.4-- Model malzemeleri ve Ökonomik ömürleri.
Model ömrü
(Kalıplama s a y ı s ı )
Model Malzemesi
500-1000
Sert ağaç
Epoksit Reçine
5000-50000
20000-50000
Prinç
Alüminyum
Çinko-Alüminyum-Bakır
"
20000-60000
:
40000-60000
Polüratan (Çekirdek Alüminyum)
100000-200000
Dökme demir
200000-300000
Düşük alaşımlı ç e l i k l e r
(Paslanmaz)
300000-500000
Metalsel modellerin nikel veya kromla kaplanması modelin ömrünü ve yüzey k a l i t e s i n i yükseltmektedir. Günümüzde model yapımın-
-27-
da polüratan, hafif olması, kuma yapışmasır.ın az olrr>ası, iyi
yüzey k a l i t e s i
sağlaması,
ısı
iletkenliğinin az
olması gibi a-
vantajlardari dolayı çok kullanılmaktadır.
Model imalinde genellikle kullanılan yöntem ağaçtan bir master
model yapmaktır. Bu master modelden sonra iki a l t e r n a t i f vardır.
1- Bütün modelleri master modele uyarak bir kopya makinasında
imal etmek.
2- Modelin döküleceği bir kalıp imal etmek.
MODEL PLAKASI:
Disamatik kalıplamada modeller model p l a k a l a r ı n a
lanılırlar.
Model p l a k a l a r ı g e n e l l i k l e
bağlanarak k u l -
dökme demirden y a p ı l ı r .
Bundan başka alüminyum ve ç e l i k model p l a k a l a r ı d a k u l l a n ı l m a k tadır.
mış
Kalınlığı
fazla
o l a n model p l a k a l a r ı n d a ç e l i k l e k a p l a n -
alüminyum model p l a k a s ı k u l l a n i l a b i l i n i r .
Ş e k i l . JÔ'de görül-
düğü gibi plakalar s t a n d a r t l a ş t ı r ı l m ı ş t ı r . Model plakası kalınl ı ğ ı 20 mm ve 25 mm olarak y a p ı l ı r . Maksimum model plakası kal ı n l ı ğ ı a r t ı model kalınlığı her makinanm hazne derinliği i l e
sınırlanır.
Bu kalınlığı sınırlayan başka bir faktörde kum püs-
kürtme deliğidir. Püskürtülen kumdan aşınma olmaması için model
deliğinin altına gelmemelidir.
Şekil.JÔ-
Standart model plakası.
-;?*-
kullanılabilir model plakası yüzeyi, maçaların taşınması model
şekli, metal cinsi ve miktarı gibi bir çok faktöre bağlı olarak
belirlenir. Tablo 5'de kullanılabilir model plakası yüzey alanına pratik örnekler verilmiştir.
2.6 6-KALIP KALINLIĞI
Döküme hazır kalıbın kalınlığı, hem sıkıştırma plakası hemde
karşı basınç plakası toplam yüksekliği ile saptanır. îstenen kalıp kalınlığı, kalıplama haznesinin derinliği değiştirilerek
sağlanır. îyi bir kalıp devamlılığı sağlamak ve bir kalıp boşluğundan diğerine sızmayı önlemek için, boşluklar arasında sıkıştırılmış yeterli kumun bulunması sağlanmalıdır. Pekleştirme
derecesinin tanımına göre bu şöyle ifade edilmektedir (Şekil .19).
Şekil. 19- Kalıp kalınlıkları.
Pekleştirme
C
"(A~BL"T
C-(A-B)
x
100
C: Hazne derinliği (Sıkıştırma öncesi plakalar arasındaki açıklık)
F: Gerçek hazne derinliği
-23-
A-B : Model plakaları kalınlığı
T
: Kalıp kalınlığı
C hazne derinliği değişik makinalar için farklı büyüklüklerde
olabilmektedir.
Disametik kalıplama makinalarında hazne derin-
liği ayarlanabilmektedir.
Eğer gerekenden daha küçük bir hazne
derinliği s e ç i l i r ve makina kumsuz ç a l ı ş t ı r ı l ı r ise model plakaları çarpışır ve zarar görürler. Bu nedenle hazne derinliği
hesaplanan minumum değerden daha yüksek tutulması tavsiye edilmektedir.
Z..6.7-- D IS AM ATİK KALIP KUMU
Disamatik k a l ı p l a m a yönteminde k a l ı p kumu o l a r a k d i ğ e r makina
.
ile kalıplama yöntemlerinde olduğu gibi k i l bağlayıcılı ıslak
sentetik kum k u l l a n ı l ı r . Kimyasal bağlayıcılı kalıplarda kullanılan kalıp malzemesi i l e k a r ş ı l a ş t ı r ı l d ı ğ ı n d a kil bağlayıcılı
kumun maliyeti çok düşük, yapılan dökümlerin verimliliği ve kal i t e s i ise diğerleri kadar y e t e r l i d i r . Disamatik kalıp kumunun
hazırlanmasında kumun soğutulması, karıştırılması ve havalandırılmasında e t k i l i bir kontrol yapılması gerekir.
Disamatik yöntemde kullanılan kalıp kümünün fiziksel özellikleri aşağıdaki gibi özetlenebilir:
: 70-110 AFS
Tane büyüklüğü
Yaş basma mukavemeti
: 17-21 N/cm2
Yaş çekme mukavemeti
:
Gaz g e ç i r g e n l i ğ i
Sıkıytır ilabil i r i iği
Nem miktarı
Kil miktarı
Uçucu madde miktarı
1,5 N/cm
den büyük
: 50 den büyük
: %40 F2
:
2,5-4,5
: %11-13
:
%l,5-3
Yanıcı madde miktarı (375°C d a ) : %3,5-4,5
Nen m i k t a r ı : Kumun a k ı c ı l ı ğ ı n ı artırmak i ç i n nem miktarı mümkün
olduğu kadar düşük o l m a l ı d ı r . Sıkıştırma işleminden önce kum
besleyiciden kaliplana haznesine akarken, modelin g i r i n t i l e r i n i
-2İ-
ve ç ı k ı n t ı l a r ı n ı maksimum yoğunlukta doldurmalıdır. Optimum nem
miktarı kil miktarına ve cinsine bağlı olarak d e ğ i ş i r . Aynı zamanda deneylerle t e s b i t edilmesi gerekir (Şekil .20 ). Genel olarak; Kaolin k i l i kullanılan kalıplarda %3-6 nem Ca-bentoniti
ve Na-bentoniti kullanılan kalıplarda %2,5-4,5 nem kullanılmaktadır .
Şekil.20- Kalıplama kumu dayanımı ve geçirgenliğin nem miktarına bağımlılığı.
Tane büyüklüğü: Disamatik kalıp kumunun herhanqi bir ortalama
tane büyüklüğüne sahip olması gerekmez. Genel olarak ortalama
tane büyüklüğü DİN1 normuna göre 0,16-0,20 mm veya 70-100 AFS
dir.
Bu tane büyüklüğü 60-90'lık geçirgenlik saglayabilmektef3.tr«
Kil :
Disamatik kalıplama yönteminde bağlayıcı olarak kil kulla-
nılmaktadır. Kil,
su i l e karıştırıldığında olastikleşen tek mi-
n e r a l d i r . Bu madde, kum gibi plastik olmayan maddeleri b i r b i r i ne bağlayarak yüksek sıcaklıklara dayanabilen sıkı bir madde
oluşturur. Bağlayıcı olarak bentonit k i l i ve kaolin k i l i kullanılmaktadır. Bunlardan daha çok kalsiyum bentoniti kullanılmakt a d ı r . Kil miktarı deneylerle t e s b i t edilmekle beraber %8-%13
arasında
alınabilmektedir.
-32-
2.. 6. Ö-Dt SAM AT t K KALIPLAMA YÖNTEMİNİN ÜSTÜNLÜKLERİ
Verilen önceki bilgilerdende anlaşılacağı gibi disamatik kalıplama yönteminin klasik kalıolama ve döküm yöntemlerine göre bir
çok üstünlükleri vardır. Seri üretime yönelik bu yöntemin teknolojik üstünlüğü kalıplama sisteminin özelliklerinden kaynaklanmaktadır. Kalıplama aşamasından başlayarak maça yerleştirilmesi, döküm işlemleri ve katılaşma oluncaya kadar kalıpların taşınması işlemleri, insan hatasını ortadan kaldıran otomatik ve
hassas makinalarla yanılmaktadır.
Disamatik kalıplama yönteminin üstünlüklerini üç başlık altında toplayabiliriz:
a)
Yüksek üretim k a p a s i t e s i
b) K a l i t e l i döküm
c) Düşük m a l i y e t t i r .
Disamatik kalıplama yönteminde işlem sürelerinin kısalığı,işlemlerin ardışık zaman aralıklarında ve makina alanı içinde tamamlanması, buna paralel olarak kalıplama kapasitesinin yüksekliği yöntemi seri üretime daha uygun yapmaktadır. Yöntemde kalıp kumu ve sıkıştırma homojen olarak yapılması, kalıp dizilerinin katılaşma oluncaya kadar aynı düzlemde kalarak taşınması
gibi özelliklerden dolayı kaliteli döküm parçaları elde edilmektedir. Seri halde ve kaliteli parça üretildiğinden üretim m a l i yeti düşük olmaktadır. Bu bilgiler ışığı altında yöntemin üstünlüklerini şöyle sıralayabiliriz:
a) Derece kullanılmadığından derece masrafı, depolanması, bakımı ve taşınması için zaman ve iş gücü kaybı yoktur. Ayrıca
kalıp bozma kolay ve hızlı olmaktadır.
b)
İşlemler makinalarda otomatik olarak yanıldığından üretim
kapasitesi yüksek.
c) Boyut ve yüzey hassasiyeti yüksek.
d) Sık iş t i m a da darbe ve titreşim olmadığından model daha az •
aşınır.
e) Model haen i kalıp hacminin 160-70 ni kaplayabilmektedir ,kum
-33-
sarfiyatı
f)
düşüktür.
Bir sıkıştırma i l e her iki kalıp yarısı oluşturulduğundan
zaman ve enerji sarfiyatı azalmaktadır.
g)
Kalıp kumu kil bağlayıcılı olduğundan kimyasal bağlayıcılı
kumlara göre daha ucuzdur.
h) Kalıplamanın k a l i t e l i olması işleme paylarının, artık ve hurda oranının azalmasını, böylece verimin yükselmesini sağlamaktadır.
34
2.6.9.- UNIVERSAL OTOMATİK DERECESİZ KALIPLAMA YÖNTEMİ
Bu yöntem derecesiz olmasına rağmen yatay olarak k a l ı p l a n m a d ı r . Bu
yöntemde kum disamatik kalıplamadaki gibi kalıba püskürtülerek degıl,
normal gravite etkisiyle dolar. Bu durumda kum aynı zamanda havalan» 1 9 olmakta ve kum model üzerine homojen olarak yayılmaktadır. Böylece kalıplama da plakalı model üzerine kum doldurma esnasında plakalı modellerin aşınması da minimuma indirilmiş olmaktadır.
universal derecesiz otomatik kalıplama ve döküm sisteminin topluca görünüşü şekil 2J de görülmektedir.
Şekil 21- universal derecesiz otomatik kalıplama ve döküm ünitesi
I- Kalıplama makinası 2- Döküme hazır kalıplar ve taşıma
konveyörü 3- Döner tablalı döküm makinası 4- Kalıp bozma
5- Taban plakasının geri dönüşü
universal kalıplama makinası, alt ve üst derecelerinin otomatik olarak
doldurulması ve aynı anda sıkıştırılması esasına dayanmaktadır. Daha
sonra oto^tik olarak kalıp ve model çıkarılır. Alt derece ile model
plakası birbirine bağlıdır ve beraber çalışırlar, üst derece ise
(çerçeve) çevresel olarak gevŞer-sıkışır özelliktedir.(Sekil 22-23)
-25-
1
Doldurma arabası
2
Sabit sıkıştırma plakası
3
Üst derece
4
Hareketli sıkıştırma plakası
5
Hareket sınırlayıcı
6
Kum silosu
7
Silo sürgüsü
8
ölçekli derece
9
Sürgü
10
Izgara
11
Üfleme' memesi
12
Plaka iticisi
13
Model plakası
14
Alt derece
15
Vibrator
16
Üfleme memesi
17
Güç silindiri
Şekil. 22- Universal kalıplama makinası
36
Kalıplamada işlem sırası
1- Bu pozisyonda soldaki bölümde alt ve üst kalıplar hazırlanmış durumda ancak derece içindedirler. Sağ bölömde ise derece-model plakası
kalıptan çıktığı pozisyonda sağ bölmeye geçmiştir.
2- Sıkıştırma plakasının yavaşça yükselmesi. Derece-model plakasının
kum dolacak şekilde dönmesi. Kum silo sürgüsünün açılması ve kumun ölçekli dereceye dolması.
3- Sıkıştırma plakasının hızlıca yükselmesi ve kalıp altlık plakası
tespit düzeninin çekilmesi.
4- Sıkıştırma plakasının hızlıca yükselmeye devam etmesi. Sürgünün açılarak Ölçekli derecedeki kamun derece-model plakasına boşalması.
Derece-model plakasının titreşmesi.
5- Sıkıştırma plakasının yavaşça yükselmesi ve üst kalıpla teması. Plaka iticisi tarafından kalıp altlık plakasının kam dolu derece-model
plakası üzerine sürülmesi.
6- Kalıp altlık plakasının derece-model plakasına tesbiti. Üst çerçevenin (derecenin) açılması, üst kalıbın serbest kalması ve sıkıştırma plakasının aşağıya doğru yavaşça hareket etmesi ve plaka iticisinin geri dönmesi.
7- Silo sürgüsünün açılarak kumun ölçekli dereceye dolması. Derece .
I
(çerçeve) modelin kum dolu olduğu halde tersine dönmesi.Sıkıştırma plakasının hareket sınırlayıcılar tarafından durdurulması.
8- Sol bölmedeki kalıbın dışarı, sağ bölmedeki kalıbın da sol bölmeye otomatik olarak kaydırılması. Üst üfleme memesiyle model üzerine boya püskürtülmesi.
9- Doldurma arabasının sola kayması, sıkıştırma plakasının hızla yükselmesi ve üst derecenin kum almaya hazırlanması.
10-Üst derecenin sıkışması, sıkıştırma plakasının yavaşlaması ve hareket sınırlayıcıların eski haline dönmesi.
11-Sürgünün açılması ve kumun üst dereceye dolması.
12-Doldurma arabasının geri dönmesi.
13-Sıkıştınna plakasının hızla yükselmesi ve kalıbın titreşimi, sıkışmaya başlaması
14-Kalıbm titreştirilmesi ve sıkıştırma plakasıyla son basıncın uygulanması
15-Sıkıştıraa plakasının hızla kademeli olarak alçalması, üst derecenin temasından önce hızlı hareket üst derecenin temasından sonra yavaş hareket. Alt derece merkezlenmeden önce hızlı hareket. Alt derece
39
:merkezlenmeden sonra yavaş hareket. Aşağıya doğru hızlı hareket.
16-Çevrimin tamamlanması ve yeni bir kalıplama çevrimine başlatması.
Yatay derecesiz otomatik kalıplama ile Düşey derecesiz otomatik kalıplamanın karşılaştırılması:
1- Yatay sistemde kum gravite etkisiyle dolduğu için plakalı modellerin
aşınması disamatikten çok az olmaktadır.
2- Disamatik yöntemde kumun kalıba hava ile üflenerek doldurulduğundan
havanın kalıplama odasından dışarı dışarı atılması gerekirken universal yöntemde kum gravite etkisiyle doldurulduğundan havayı dışarı atacak bir donatıma gerek yoktur.
3- Universal yöntemde kalıp yarılarının her biri birbirinden bağımsız
olarak depolanabilmesi veya başka yerlere taşınabilmesi olanağı vardır. Msamatikte böyle bir olanak yoktur.
4- Universal yöntemde kalıpların bölme yüzeyinin % 85 model tarafından
kaplanabilmektedir. Ve iki kalıp arasında % 15 lik temas yüzeyi yeterli olmaktadır. Düşey sistemde ise kalıp mukavemeti nedeniyle temas yüzeyi % desi daha yüksek olmaktadır.
UNIVERSAL KALIPLAMA YÖNTEMİNİN BAZI VERİLERİ
- Kalıp sıkıştırma basıncı 5-6 kg/cm2 olup sıkıştırma hidrolik olarak
yapılmaktadır.
- Sistemdeki hareketler hava ile çalışmaktadır.
- Sarfedilen hava miktarı 0,4-1,5 m3/dak.
- Kalıplama kapasitesi; Büyük makinalarda 70-85 kalıp/saat
Küçük makinalarda 120-160 kalıp/saat
- Kalıp boyutları: Büyük makinalarda 508x610x205mm
Küçük makinalarda 356x483x130mm
41
3- VAKUM YÖNTEMİYLE KALIPLAMA
Bu yöntemi diğer kalıplama yöntemlerinden ayıran en önemli özellik; kalıp kumu olarak bağlayıcısız silis kumunun kullanılmasıdır.
Vakum yöntemi 1971 yılında Japonlar tarafından bulunmuş ve uygulamaya
başlanmıştır. Bugün Japonya'da ve diğer bir çok Avrupa ülkesinde yaygın olarak dökümhanelerde uygulanmaktadır.
Yöntemin önemli avantajlarından bir kaçını burada sıralayacak olursak
bunlar:
1) Sessiz ve temiz bir çalışma ortamı sağlaması,
2) Şimdiye kadar kum kalıpçılığında elde edilemeyen boyut
hassasiyetinin elde edilebilmesi,
3) Kum hazırlama ünitesinin sadece bir eleme sisteminden
oluşması,
4) Kullanılan modellerde koniklik ihtiyacının olmayışı ve
yahut diğerlerine oranla çok az olması,
5) Modellerin kalıp kumuna direk olarak temas etmemesinden
dolayı aşınmanın çok az olması.
Bu avantajlarının yanında hiçbir dezavantajının olmadığı söylenemez.
Sistemin başlıca dezavantajlarını şu şekilde sıralayabiliriz:
1) Diğer yöntemlerde olmayan vakum ihtiyacının olması,
2) Kalıplama için gerekli olan plastik film ihtiyacı,
3) Hazırlanan kalıpların fazla bekletilmeden dökülmesinin
gerekliliği.
3.1- Kalıplama için gerekli malzemeler:
a) Vakum pompası
b) Plastik film
c) Kuru silis kumu
d) özel hazırlanmış derece ve modeller
3.2-Kalıplaınadaki İşlem Basamakları
1) Model, vakum uygulama imkanı olan bir plaka üzerine yerleştirilir. Model üzerinde, filmin modeli tamamen sarmasını
sağlamak için açılmış bir çok ince delikler bulunmaktadır.
41
2) Kalınlığı 0,05-0,10 m. olan plastik file yumuşama noktasına kadar
ısıtılır. Bundan sonra düzgün bir şekilde model üzerine indirilir,
aynı zamanda modelin deliklerine üzerinde bulunduğu plaka vasıtasıyla vakum uygulanarak, model üzeri fiİE ile kaplanmış olur.
3) Film ile kaplanmış modelin etrafına derece yerleştirilir. Alttaki şekilde de görüldüğü gibi derecenin kenar duvarlarında delikler bulunmaktadır. Bu delikler sayesinde derece içerisine vakum uygulanabilmektedir.
4) Derece içerisi silis kumu ile doldurulur. Bu esnada uygulanacak
olan çok az bir vibrasyon kamun model etrafını daha iyi sarmasını ve daha düzgün bir yüzey elde edilmesini sağlayacaktır.
42
5) Derece içerisi silis kamu ile doldurulduktan sonra, yolluk havşası
şekillendirilir, derecenin üst seviyesi mastarlanır ve daha kalın
bir plastik film ile örtülür. (Bu defaki film yumuşatılmadan kullanılır.) Böylece silis kumunun iki plastik film arasında kalması
sağlanır.
6) Dereceye vakum uygulanır, atmosferik basıncın etkisiyle kum sıkıştırılmış olur, aynı zamanda (vakumun dereceye uygulanması anında)
modele uygulanan vakum hala ara verilmeden devam etmektedir. Modelin kalıptan ayrılması için, modele uygulanan vakum serbest bırakılır, dereceye uygulanan basınç devam ettiği halde derece yukarı
doğru kaldırılır.
7) Kalıp için gerekli olan alt ve üst dereceler aynı şekilde hazırlanıp
kapatıldıktan sonra plastiktenrmeydana gelen bir kalıp boşluğu elde
edilmiş olur. Bu işlem sırasında maça ve benzeri diğer yardımcı malzemeler de diğer döküm yöntemlerinde olduğu gibi yerleştirilir.
Metalin kalıp boşluğuna dökümü sırasında uygulanan vakum arttırılarak devam ettirilir.
8) Dökümden sonra kalıp boşluğundaki metal katılaşıncaya kadar, vakum
uygulamasına devam edilir ve katılaşma tamamlandıktan sonra vakum
uygulamasına son verilir. Kalıp kumu ve dökülen iş parçası kendiliğinden ayrılır. Kalıp kumu soğutularak yeniden kullanılma yerine,
döküm parçası ise iş-temizleme bölümüne alınır.
Vakum kalıplama yönteminin yüzeysel olarak kısaca bu sekiz işlemden
oluştuğunu söyleyebiliriz.
44
3.3- Vakum Yönteminde Kullanılan Malzemelerde Bulunması Gereken Bazı
Teknik özellikler :
Vakum Pompası
Sisteme uygulanacak vakum -450 mm. Hg (-60 KPa) civarında olmalıdır.
Dakikadaki hava emiş miktarı ise yapılacak olan kalıp adedi ve büyüklüklerine göre değişebilmektedir.
Kalıplama ve döküm birimlerinin ayrı ayrı olduğu atölye uygulamalarında, bir tane sabit vakum-pompa istasyonu ve bir tane de kalıpların döküm yapılacak alana taşınması için seyyar pompa bulunmaktadır.
Plastik Film
Vakum yöntemi için genel ve yaygın olarak kullanılan plastik türü
EVA (Ethylene Vinly Acetate) dır. Bunun haricinde aşağıda sıralayacağımız özelliklere sahip olan plastik filmler kullanılabilir.
Filmde Bulunması Gereken özellikler :
a) Çizilmeye ve yırtılmaya karşı dayanım,
b) Modeli iyi kaplaması, fakat modele yapışmaması,
c) Sıvı metale temas esnasında minumum miktarda gaz üretmesi ve
açığa çıkan gazların kesinlikle zehirsiz olması,
d) Kalıp boyasına karşı dayanıklı olması,
e) Model üzerine kaplandıktan sonra şeklini koruması
Dereceler
Dereceler-.metal sacdan kaynakla yapılmış, çift duvardan oluşan
bir konstrüksiyona sahiptir. Derecelerin bütün yüzeyleri çift duvardan oluşmayabilir, fakat vakumun kalıp kumuna yeterli bir şekilde uygulanmasına imkan vermelidir.
Dış yüzeyin uygun bir kenarına iki adet vanalı boru kaynatılarak
vakumun pompa sisteminden derecelere bağlanması sağlanır. İç duvarlar tel elekten yapılıp kalıp kumuna vakumun uygulanmasını sağlar.
Tel eleğin gözenek büyüklüğü kum tane iriliğinden daha küçük olmalı, kuma vakum uygulanmasından meydana gelecek basınca karşı yeterli dayanım göstergelidir. Derecelerin temas yüzeylerinin ise çok
düzgün olması gerekmektedir.
45
Modeller
Modele aşırı vibrasyon, darbe ve basıncın etki etmediği, ayrıca plastik film kalıp kumunun modele temasını engellediği için modellerde aşınma olmamaktadır. Bu bakımdan ağaç, plastik ve metal modellerin hepsi de kullanılabilir, fakat ucuzluğu ve kolay işçiliği bakımından yumuşak ağaçtan yapılan modeller daha kullanışlı olmaktadır. Plastik
filmin model üzerine en iyi bir şekilde kaplanmasını sağlayacak olan
delik çapları 0,5-l,0-.mm. arasındadır, buradaki özellik plastik filmin içeri doğru çekilmeyecek büyüklükte olmasıdır.
KAYNAKÇA
1- Newel W.C., The casting of steel, New York, 1955
2- Disamatic Convention 1977, Foundry Technology, 6-9 November 1977
3- Metals handbook, Forging and Casting, Vol.5
4- Çavuşoğlu E.N. Döküm Teknolojisi I, İTÜ 1981
5- Vertical flaskless moulding, British Foundryman, 1981
6- Aran Â., Metal Döküm Teknolojisi, İTÜ, 1989
7- Sönmez H., Yıldız üniversitesi 50. Yıl kutlamaları, Disamatik
kalıplama yönteminin karakteristikleri, seminer notları.
-46-