EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
EÜT 231 ÜRETİM YÖNTEMLERİ
Doç.Dr. Murat VURAL
İTÜ Makina Fakültesi
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
KAYNAK TEKNOLOJİSİNİN ESASLARI
Kaynak Teknolojisine Genel Bakış
Kaynaklı Bağlantı
Kaynak Fiziği
Bir Eritme Kaynaklı Bağlantının Özellikleri
1
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Birleştirme ve Montaj’ın Tarifi
Birleştirme – kaynak, sert lehimleme, yumuşak
lehimleme ve yapıştırma
Bu yöntemler, parçalar arasında kalıcı bir birleşim
oluşturur.
Montaj – (genellikle) mekanik yöntemlerle parçaları
birleştirme
Bu yöntemlerden bazıları, demontaja izin verirken
diğerleri vermez
2
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Kaynak
İki (veya daha fazla) parça, ısı ve/veya basınç
uygulayarak, birbirine temas eden yüzeylerinden
birleştirilir.
Çoğu kaynak işlemi, herhangi bir basınç
uygulanmadan, sadece ısı ile oluşturulur
Diğerleri ise, ısı ve basıncın birlikte kullanılmasını
gerektirir
Bazıları, dış ısı kullanmadan sadece basınçla
yapılır
Bazı kaynak yöntemlerinde birleştirmeyi
gerçekleştirmek için bir dolgu (ilave) malzeme
kullanılır
3
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Kaynak Niçin Önemlidir?
Kalıcı bir bağlantı sağlar
Kaynaklı parçalar bir bütün haline gelir
Malzeme kullanımı ve fabrikasyon maliyetleri
bakımından genellikle en ekonomik yoldur
Mekanik birleştirme, genellikle ilave donanım
elemanları (örn. cıvata ve somun) ve birleştirilen
parçalarda geometrik değişiklikleri gerektirir
Bir fabrika ortamıyla sınırlı değildir
Kaynak “sahada” da yapılabilir
4
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Kaynağın Sınırlamaları ve Sakıncaları
Çoğu kaynak işlemi elle uygulanır ve işçilik
maliyetleri bakımından pahalıya malolur
Çoğu kaynak yönteminde yüksek enerji kullanılır ve
bunlar son derece tehlikelidir
Kaynaklı bağlantılar kolay bir demontaja izin vermez
Kaynaklı bağlantılarda tespiti zor olan kalite hataları
bulunabilir
5
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Kaynakta Birleştirilen Yüzeyler
Birleştirilecek olan, temas halindeki veya yakın şekilde
yerleştirilmiş parça yüzeyleri
Kaynak, iki metalsel parçanın birbirine temas eden
yüzeylerinin yerel olarak birleştirilmesinden oluşur
Kaynak genellikle aynı metalden yapılan parçalara
uygulanır; ancak bazı kaynak işlemlerinde farklı
metaller kullanılabilir
6
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Kaynak Yöntemlerinin Türleri
Amerikan Kaynak Derneği (AWS) tarafından, 50
kadar birbirinden farklı kaynak yöntemi
sınıflandırılmıştır
Kaynak yöntemleri iki temel kategoriye ayrılabilir:
Eritme kaynağı
Katı hal kaynağı
7
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Eritme Kaynağı
Esas metalleri eriten kaynak yöntemleri
Çoğu eritme kaynak işleminde, işlemi tamamlamak
ve bağlantının sağlam ve rijit olmasını sağlamak için
bir dolgu metali eklenir
Dolgu (ilave) metal kullanılmayan bir eritme kaynak
işlemi “otojen (kendi kendine eriyen) kaynak” olarak
adlandırılır
8
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Bazı Eritme Kaynak Yöntemleri
Ark kaynağı (AW) – metallerin eritilmesi, bir elektrik
ark’ı ile sağlanır
Direnç kaynağı (RW) - eritme, basınç altında bir
arada tutulan temas halindeki yüzeylerin bir elektrik
akımına dirençlerinden oluşan ısı ile sağlanır
Oksi-yanıcı gaz kaynağı (OFW) - eritme, asetilen
gibi bir oksi-yanıcı gaz ile sağlanır
9
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Ark Kaynağının Esasları
İlave metal
Elektrod
Kaynaklı bağlantı
Ark
Koruyucu gaz
Esas metal
Erimiş banyo
Penetrasyon
Birleştirilecek parçalar
(1)Ön görünüş (önce)
(2) Enkesit (yandan) görünüş
(3) Ön görünüş (sonra)
Şekil 30.1 – Ark kaynağının esasları; (1) kaynaktan önce; (2) kaynak
sırasında esas metal eritilir ve ilave metal erimiş banyoya katılır; ve
(3) bitmiş kaynaklı parça. Ark kaynağının pek çok türü vardır
10
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Katı Hal Kaynağı
Birleşmenin, sadece basınç veya ısı ve basıncın
birlikte etkitilmesiyle oluştuğu kaynak yöntemleri
Eğer ısı kullanılırsa, sıcaklık kaynak yapılan
metallerin erime sıcaklığından düşüktür
Katı hal kaynağında ilave metal (dolgu metali)
kullanılmaz
11
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Bazı Katı Hal Kaynak Yöntemleri
Difüzyon kaynağı (DFW) –birleşme, yüksek
sıcaklıkta basınç altında bir arada tutulan iki yüzey
arasında katı hal kaynağı ile gerçekleştirilir
Sürtünme kaynağı (FRW) - birleşme, iki yüzey
arasındaki sürtünme ısısı ile gerçekleştirilir
Ultrasonik kaynak (USW) - birleşme, basınç altında
bir arada tutulan iki parçanın temas halindeki
yüzeylerine paralel yöndeki ultrasonik titreşim
hareketleriyle oluşturulur
12
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Kaynağın Temel Uygulamaları
Konstrüksiyon – yapı ve köprüler
Boru hatları, basınçlı kaplar, kazanlar ve depolama
tankları
Gemi yapımı
Uçak ve uzay
Otomotiv
Demiryolları
13
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
İmalat Ark Kaynağında Kaynakçı ve
Yardımcısı
Kaynakçı – kaynak tabancasının doğrultusunu veya
konumunu elle kontrol eder
Genellikle, kaynak yardımcısı denilen ve parçaları
kaynaktan önce ayarlayan ikinci bir işçi tarafından
yardım edilir
Kaynak fikstürleri ve pozisyonerleri, bu amaçla
yardımcı olmak için kullanılır
14
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
İş Güvenliği Konusu
Kaynak, çalışan kişiler için son derece tehlikelidir
Erimiş metallerin yüksek sıcaklıkları
Gaz kaynağında, yanıcı gazlar (Örn. Asetilen)
yangın çıkarabilir
Çoğu kaynak yönteminde elektrik enerjisi
kullanılır; bu nedenle elektrik çarpma riski vardır
15
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Ark Kaynağına Özgü Zararlar
Arktan yayınan kızılötesi ışınlar insan gözü için
tahrip edicidir
Kaynakçıların, koyu renkli camı olan özel bir
maske takmaları gerekir
Koyu renkli cam, tehlikeli radyasyonu durdurur
ancak ark sönükken kaynakçının görüşünü
engeller
Kıvılcımlar, erimiş metal sıçramaları, duman ve
gazlar ilave risklerdir
Curuftan ve erimiş metalden çıkan tehlikeli
gazların uzaklaştırılması için havalandırma
gerekir
16
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Kaynakta Otomasyon
Elle kaynağın sakıncaları nedeniyle ve verimliliği
arttırıp kaliteyi yükseltmek için, değişik
mekanizasyon ve otomasyon türleri kullanılmaktadır
Makinayla kaynak
Otomatik kaynak
Robotla kaynak
17
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Kaynaklı Bağlantı
Kaynakla birleştirilmiş parçaların yüzeylerinin veya
kenarlarının birleşimi
Kaynaklı bağlantı ile ilgili iki konu:
Bağlantı türleri
Bağlantıları oluşturan parçaları birleştirmek için
kullanılan dikiş türleri
18
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Beş Birleştirme Türü
1.
2.
3.
4.
5.
Alın bağlantı
Köşe bağlantı
Bindirme bağlantı
T- bağlantı
Kıvrık alın bağlantı
19
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Alın bağlantı
Parçalar aynı düzlemde bulunur ve
kenarlarından birleştirilir
Şekil 30.2 - Beş
temel bağlantı türü:
(a) alın
20
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Köşe bağlantı
Köşe bağlantı halindeki parçalar bir dik açık oluşturur
ve açının köşe kısmından birleştirilir
Şekil 30.2 (b) köşe
21
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Bindirme bağlantı
Birbirinin üzerine bindirilmiş iki parçadan oluşur
Şekil 30.2 (c) bindirme
22
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
T- bağlantı
Parçalardan biri, bir “T” harfi oluşturacak şekilde,
diğerine dik konumda yerleştirilmiştir
Şekil 30.2 (d) T-
23
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Kıvrık Alın Bağlantı
Bir kıvrık alın bağlantıdaki parçalar, en az bir
kenarlarını ortaklaşa kullanırlar ve bağlantı bu
ortak kenardan gerçekleştirilir
Şekil 30.2 (e) kıvrık alın
24
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Dikiş Türleri
Belirtilen bağlantıların her biri kaynakla yapılabilir
Diğer birleştirme yöntemleri de anılan bağlantı
türlerinden bazıları için kullanılabilir
Bağlantı türü ile bunun oluşturulma yolu arasında bir
farklılık bulunur – dikiş türü
25
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
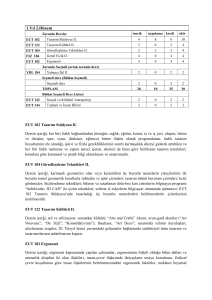
İçköşe (Dolgu) Dikişi
Köşe, bindirme veya T-bağlantıların oluşturduğu
levha kenarlarını doldurmak için kullanılır
Kesiti yaklaşık bir dik üçgen şekline getirmek için
dolgu (ilave) metali kullanılır
Ark ve oksi-yanıcı gaz kaynağında en yaygın dikiş
türüdür
En az kaynak ağız hazırlığı gerektiren dikiş türüdür
26
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
İçköşe Dikişleri
Kaynak
bağlantısı
Şekil 30.3 - Değişik içköşe dikiş formları:
(a) tek taraflı içköşe bağlantısı; (b) tek taraflı dış köşe bağlantısı;
(c) çift içköşe dikişli bindirme bağlantı; ve (d) çift içköşe dikişli Tbağlantı
Kesikli çizgiler, orijinal parça kenarlarını göstermektedir
27
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
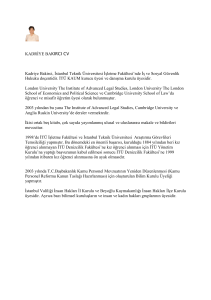
Alın Dikişleri
Kaynak nüfuziyetini sağlamak için genellikle parça
kenarlarının (kaynak ağzı) şekillendirilmesini
gerektirir
Ağız hazırlığı, parça imalat maliyetini yükseltir
Alın dikişleri, tek veya çift taraftan kare veya açılmış
V, U ve J ağızları içerir
Çoğu alın bağlantıyla yakından ilgilidir
28
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Alın Dikişleri
Kaynak
bağlantısı
Şekil 30.4 - Bazı alın dikişleri: (a) kare alın dikişi, tek taraftan; (b) tek
taraftan ağız açılmış alın; (c) tek V-alın dikişi; (d) tek taraftan Ualın dikişi; (e) tek taraftan J-alın dikişi; (f) daha kalın parçalar için
çift taraftan V-alın dikişi. Kesikli çizgileri orijinal kaynak
kenarlarını göstermektedir
29
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Tapa ve Delik Kaynağı
İki parçayı eriterek birleştirmek için, üstteki parçada bir
veya birkaç delik veya tapa açıp, daha sonra ilave
metalle bu deliğin veya tapanın doldurulduğu kaynak
dikişi
Tapa kaynağı için üst
parçada açılan tapa
Delik kaynağı
Üst parçada
açılan delik
(a)
(b)
Şekil 30.5 - (a) tapa kaynağı ve (b) delik kaynağı
30
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Direnç Nokta Kaynağı
İki saç veya levhanın yüzeyleri arasında, küçük bir
erimiş kesit
Bindirme bağlantılar için kullanılır
Çoğu direnç kaynağıyla yakından ilgilidir
Nokta
kaynağı
Kısmi
kesit
İki saç parça
Erimiş (kaynaklı) kesiti
gösteren kısmi kesit
Şekil 30.6 (a) Nokta kaynağı
31
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Direnç Dikiş Kaynağı
Bir direnç dikiş kaynağı, direnç nokta kaynağına
benzer ancak iki saç parça arasında az yada çok
erimiş bir kesit içermesiyle ayrılır
Dikiş kaynağı
Erimiş (kaynaklı) kesiti
gösteren kısmi kesit
Bindirme
kısmı
Saç metal parçalar
Şekil 30.6 - (b) dikiş kaynağı
32
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Flanş Kaynağı ve Yüzey Kaplama
Flanş
kaynağı
Yüzey kaplama
kaynak dikişi
İki saç metal parça
(a)
(b)
Şekil 30.7 - (a) flanş kaynağı; ve (b) yüzey kaplama kaynağı
33
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Kaynak Fiziği
Eritme, kaynakta birleşimi sağlayan en yaygın
araçtır
Eritmeyi oluşturmak için, temas eden yüzeylere
yüksek yoğunlukta bir ısı enerjisi uygulamak gerekir,
böylece oluşturulan sıcaklık esas metallerin (ve
kullanılmışsa ilave metalin) yerel olarak erimesine
yol açar
Metalurjik nedenlerden dolayı, minimum enerjiyle
ancak yüksek ısı yoğunluklarıyla eritme tercih edilir
34
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Isı Yoğunluğu
Birim yüzey başına parçaya aktarılan güç (güç
yoğunluğu), W/mm2
Eğer güç yoğunluğu çok düşükse, ısı parça içine
iletilir ve erime oluşmaz
Eğer güç yoğunluğu çok fazlaysa, yerel sıcaklıklar,
etkilenen bölgedeki metali buharlaştırır
Kaynağın gerçekleştirilebildiği, pratik bir ısı
yoğunluğu aralığı mevcuttur
35
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Kaynak Yöntemleri Arasında
Bazı Karşılaştırmalar
Oksi-yanıcı gaz kaynağı (OFW) geniş ısı miktarları
üretir, ancak bu ısı geniş bir alana dağıldığından ısı
yoğunluğu göreceli olarak düşüktür
Oksi-asetilen gazı, OFW gazlarının en sıcak
olanıdır; 3500°C’lik bir maksimum sıcaklığa ulaşır
Ark kaynağı, yerel sıcaklıkları 5500 ila 6600C’ye
ulaşan, dar bir alanda yüksek enerji üretir
36
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Değişik Kaynak Yöntemleri için Yaklaşık
Güç Yoğunlukları
Kaynak yöntemi
Oksi-yanıcı gaz
Ark
W/mm2
10
50
Direnç
1,000
Laser ışını
9,000
Elektron ışını
10,000
37
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Güç Yoğunluğu
Yüzeye giren enerjinin buna karşı gelen yüzey alanına
oranı:
P
PD
A
burada PD = güç yoğunluğu, W/mm2 ;
P = yüzeye giren enerji, W ; ve
A = enerjinin girdiği yüzey alanı, mm2
38
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Eritme için Birim Enerji
Birim hacim metali eritmek için gerekli ısı miktarı
Sembolü Um
Aşağıdakilerin toplamından oluşur:
Katı metali erime sıcaklığına yükseltmek için
gerekli ısı
Hacimsel özgül ısıya bağlıdır
Metali erime sıcaklığında, katıdan sıvı faza
dönüştürmek için gerekli ısı
Eritme ısısına bağlıdır
39
Kaynakta İki Isı Transfer Mekanizması
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Tüm girdi enerjisinin kaynak metalini eritmekte
kullanıldığına dikkat ediniz
1. Isı transfer etkinliği f1 – menbada üretilen toplam
ısının parça tarafından alınan gerçek ısıya oranı
2. Eritme etkinliği f2 – eritme için kullanılan, parça
yüzeyinden alınan ısı kısmı; kalanı parça
metaline iletilir
40
Kaynağa Uygun Isı
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Hw = f1 f2 H
burada Hw = kaynağa uygun net ısı;
f1 = ısı transfer etkinliği;
f2 = eritme etkinliği; ve
H = kaynak yönteminin ürettiği toplam ısı
41
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Isı Transfer Etkinliği f1
Menbada üretilen toplam ısıya göre parça yüzeyinde
üretilen ısı kısmı
Kaynak yöntemine ve güç menbaının (örn. Elektrik
enerjisi) parça yüzeyinde kullanılabilir ısıya
dönüşme kapasitesine bağlıdır
Oksi-yanıcı gaz kaynak yöntemi göreceli olarak
daha az etkindir
Ark kaynağı göreceli olarak daha etkindir
42
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Eritme Etkinliği f2
Isının, parça yüzeyinde eritme için alınan kısmı; kalanı
parça metali içine iletilir
Kaynak yöntemine bağlıdır ancak metalin ısıl
özelliklerinden, bağlantı konfigürasyonundan ve
parça kalınlığından da etkilenir
Alüminyum ve bakır gibi yüksek ısıl iletkenliğe
sahip metaller, temas alanından ısının hızlı
dağılması nedeniyle kaynakta problem
oluştururlar
43
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Enerji Denge Denklemi
Hw = Um V
burada Hw = işleme verilen net ısı enerjisi, J;
Um = metali eritmek için gerekli birim enerji, J/mm3
ve
V = eritilen metal hacmi, mm3
44
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
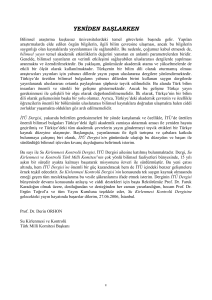
Tipik Eritme Kaynaklı Bağlantı
Kaynak
arayüzeyi
Erime bölgesindeki
kolonsal yapı
Erimiş bölge
Kaynak arayüzeyine yakın
ITAB’da iri taneler
Isının Tesiri
Altındaki Bölge
(ITAB)
Etkilenmemiş esas
metal bölgesi
Kaynak arayüzeyinden
uzakta ince taneler
Orijinal soğuk şekil
değiştirmiş taneler
Şekil 30.8 - Tipik bir eritme kaynaklı bağlantının kesiti:
(a) Bağlantıdaki temel bölgeler, ve (b) tipik tane yapısı
45
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Bir Eritme Kaynaklı Bağlantının Özellikleri
İlave metalin katıldığı tipik eritme kaynak bağlantısı
aşağıdakilerden oluşur:
Erime bölgesi
Kaynak arayüzeyi
Isının Tesiri Altındaki Bölge (ITAB) (Heat affected
zone = HAZ)
Etkilenmemiş esas metal bölgesi
46
EUT 231 ÜretimYöntemleri – Doç.Dr. Murat VURAL (İTÜ Makina Fakültesi)
Isının Tesiri Altındaki Bölge (ITAB)
Metal, erime sıcaklığının altında ancak katı metalde
mikroyapısal değişikliklere neden olmaya yeterli
sıcaklıklara maruz kalmıştır,
Kimyasal bileşimi esas metalle aynıdır, ancak bu
bölge, özellikleri değişecek ve yapısı dönüşecek
şekilde ısıl işlem görmüştür
ITAB’daki mekanik özelliklere etkisi genellikle
olumsuzdur, ve kaynak hasarının en çok oluştuğu
yer burasıdır
47