5. Uluslararası İleri Teknolojiler Sempozyumu (IATS’09), 13-15 Mayıs 2009, Karabük, Türkiye
ALÜMİNYUM KÖPÜK METAL ÜRETİMİNDE SICAKLIĞIN KÖPÜK
OLUŞUMUNA ETKİSİNİN ARAŞTIRILMASI
INVESTIGATION OF PROCESS TEMPERATURE EFFECT ON FOAMING
IN CLOSED-CELL ALUMINUM FOAM METAL PRODUCTION
a, *
Gökhan ÖZERa, * ve Ahmet EKERİMa
Yıldız Teknik Üniversitesi Kimya-Metalürji Fakültesi Metalürji ve Malzeme Mühendisliği Bölümü 34210
Esenler/İstanbul, Türkiye, E-posta: gozer@yildiz.edu.tr, ekerim@yildiz.edu.tr
Özet
Köpük metaller, gözenekli bir yapıya sahip olmalarından
dolayı, yoğun yapılı malzemelerle kıyaslandığında birçok
üstün özelliğe sahiptir. Son yıllarda, hafif yapılı metalik
köpük malzemelerde büyük gelişmeler görülmektedir. Bu
çalışmada, döküm metodu ile üretilen kapalı hücreli köpük
metal üretiminde, sıcaklığın köpük oluşumuna etkisi
araştırılmıştır. E380 Al-Si alaşımı elektrik dirençli fırında
eritilmiş, oluşan köpüğün kararlı kalması ve sıvı kompozit
elde etmek amacıyla 26 µm ortalama tane boyutlu SiC,
sıvı Al-Si alaşımına ilave edilmiştir. Değişen sıcaklık
aralıklarında (585 0C–9000C), paslanmaz çelik bir lans
vasıtasıyla potanın dibinden argon üflenmiştir. Üfleme
sonucu oluşan gaz kabarcıkları sıvı kompozit yüzeyinin
hacmini arttırarak köpük yapısını oluşturmaktadır. Sonuçta,
hücre kararlılığının işlem sıcaklığına bağlı olduğu
görülmüştür. Optimum köpük alüminyum; 585 0C’de,
ortalama 2,592 mm gözenek çaplı ve % 64,33 gözeneklilik
oranıyla üretilmiştir.
Anahtar kelimeler: Köpük metal, kapalı hücre, sıcaklık
etkisi.
Abstract
Owing to their pores, cellular metals posses a lot of
unusual properties compared with bulk structural materials.
In resent years, there is a high rate for the development of
light-weight metal foams. In this study, process
temperature which effect the foaming in closed-cell
aluminium casting was investigated. E380 Al-Si casting
alloy was melted in a electric resistance furnace. The
powdered SiC in 26 µm average particle size was added to
molten Al-Si alloy as a reinforcement for obtain a liquid
composite. Pure argon gas was injected to bottom of
crucible with a stainless steel lance in various
temperatures between 585 0C-900 0C. Gas bubbles
blowed up surface of liquid composite and formed the
foamed structure. Results of experiments showed that
foam cell stability depends on process temperature. The
optimum foamed Al-Si alloy with 2,592 mm average pore
diameter and uniform distrubution with 64,33 % was
obtained at 585 0C.
Keywords: Metal foam, closed cell, heat effect.
1. Giriş
© IATS’09, Karabük Üniversitesi, Karabük, Türkiye
Alüminyum
köpük
metaller
çeşitli
mühendislik
uygulamalarında kullanım alanları bulabilecek malzemeler
olarak son yıllarda oldukça ilgi çekmektedir.[1] Metalik
köpüklerin avantajı onların yüksek mukavemetli yapısına
rağmen oldukça düşük yoğunluğa sahip olmasıdır.[2]
Hemen hemen bütün metaller köpük olarak üretilebilirler.
Fakat her köpürtme mekanizmasının ve işleminin
birbirinden farklı hücre yapısı ve özellikleri vardır.[3,4]
Günümüze kadar pek çok köpük metal üretim yöntemleri
geliştirilmiş olup dünyada ticari olarak kullanılan belirli üç
yöntem mevcuttur. Bunlar:
•
•
•
Ergimiş metale gaz enjeksiyonu ile köpük metal
üretimi.
Ergimiş metale köpürtücü ilavesiyle köpük metal
üretimi.
Toz metalürjisi ile üretim.[5]
Her üretim yöntemiyle üretilen metalik köpük malzemenin
karakteristik yoğunluk, hücre boyutu ve hücre topolojisi
vardır. Bazı metotlar büyük paneller ve bloklar yapmaya
yeterli olup, bazıları ufak ve karışık şekilli parçalar
üretmeye daha uygundur. Birçok üretim yöntemi olmasına
rağmen gözeneklilik üretmek için sadece iki strateji
mevcuttur; kendi kendine oluşum ve ön biçimlendirme.
Kendi kendine oluşum fiziksel kurallara bağlıdır. Hücre
yapısı rasgele oluşur. Hücre duvarları katkı malzemeleriyle
kararlı hale getirilmelidir. Zira saf metal çok düşük
viskozitesi ve yüksek yüzey enerjisi sebebiyle köpük
oluşturamaz. Katkı malzemeleri, tipik olarak SiC veya
Al2O3 parçacıkları, yüzey enerjisini azaltma ve viskoziteyi
attırma eğilimindedir. Sonuçta baloncukların kararlılığı
artar. Ön biçimlendirmede ise sonuç ürün yapısı hücre
oluşum kalıbıyla tasarlanır. Katkı malzemeleri gerekli
değildir.[6]
Bu çalışmada ergimiş metale gaz üflenmesi ile kapalı
hücreli köpük metal üretimi amaçlanmıştır.
Bu metoda göre SiC, Al2O3 veya MgO gibi partiküller sıvı
metale köpükleşme öncesi ilave edilmektedir. Dönen bir
enjeksiyon şaftı yardımıyla gaz sıvı metal içerisinde küçük
gaz baloncukları halinde homojen olarak dağılmaktadır.
Gaz olarak soy gaz veya diğer yüksek saflıkta gazlar
kullanılabilir. (azot, argon vb.)
Gaz baloncukları seramik tozlarla karalı hale gelerek
yüzeye çıkmakta ve oluşan sıvı köpük bir bant üzerine
taşınarak ergime sıcaklığının altına soğutulmaktadır.[5]
Kullanılan seramik tozların hacimsel oranı
arasında ve partikül boyutu 5-20 µm
%10-20
arasıda
Özer G. ve Ekerim A.
değişmektedir. Kullanılan tozların parça boyutu ve
hacimsel oranı dikkatle seçilmelidir, çok yüksek ve düşük
partikül boyutları problemler yaratabilmektedir. Kullanılan
seramik partiküller köpüğün karalı hale gelmesinde
anahtar rol oynamaktadır.
Bu yöntemin en önemli avantajı sürekli olarak üretim
yapılması ve ekonomik olmasıdır. Dezavantajı ise kesme
ve şekillendirme gibi ikincil işlemler gerektirmesidir.[7]
2. Materyal ve Metot
2.1. Malzeme
2.1.1. Alüminyum Alaşımı
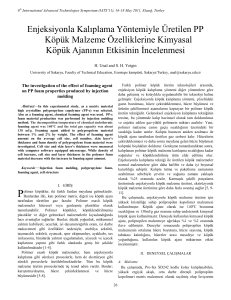
Şekil 2. Köpük Malzeme Üretme Deney Düzeneği.
Alüminyum esaslı köpük malzeme üretmek için bileşiminde
silisyum bulunan ETİAL–160 seçilmiş ve analizi optik
emisyon spektrometresi ile yapılmış, elde edilen sonuçlar
Çizelge 1’de verilmiştir.
Çizelge 1. ETİAL-160’ın Kimyasal Analizi.
Si
8.29
Mg
0.054
Cu
3.80
Zn
0.710
Fe
0.634
Pb
0.072
Mn
0.81
Sn
0.016
Cr
0.01
Ti
0.113
Ni
0.043
Al
Geri
Kalan
2.1.2. Toz Malzemeler
Ergitilmiş sıvı malzemenin içine kararlaştırıcı parçacık
olarak ilave edilen SiC tozları olup, bu parçacıklar ticari
kalitede, ortalama tanecik boyutu 26µ’dir. SiC için tane
dağılım grafiği BT-9300 H Laser Particle Size Analyzer
cihazında ölçülmüş olup, sonucu Şekil 1’ de verilmiştir.
Şekil 1. SiC parçacıkların tane dağılımı.
2.1.3. Kullanılan Gaz
Köpük oluşturmak için eriyiğe üflenen gaz yüksek saflıktaki
(%99,99) argon gazıdır.
2.2. Köpük Metal Üretim Yöntemi
Köpük malzeme üretmek ve deneysel olarak üretimi
etkileyen değişkenleri belirlemek amacıyla gücü 3KWh
olan ve üç faz akımla beslenen şematik resmi Şekil 2’ de
görülen düzenek tasarlanarak imal ettirilmiştir.
Ergitme işlemi için, pota içine kesilerek konulan alüminyum
alaşımı malzeme fırına yerleştirilip üzeri kapatılarak
kontrollü olarak sıvı faza gelmesi sağlanmış ve sıvının
sıcaklığı kontrol panosundan ayarlanarak ve Pt-PtRh
termo elementle kalibre edilerek 585-900°C sıcaklıklara
ayarlanmıştır. Pota eksenine 45 derece açı ile daldırılan
paslanmaz çelik borudan argon gazı ve toz parçacıklar
gönderilirken diğer taraftan da pervaneli bir karıştırıcı ile
sıvı malzeme, toz parçacıklar ve gaz karıştırılmıştır.
Gazın basıncı, sıcaklık etkisi ve toz parçacık miktarına
bağlı olarak sıvı malzemenin hacimce büyümesi sonucu
yoğunluğu azalarak potanın üstünden taşmaktadır. Sürekli
akan köpük haline gelmiş alüminyum alaşımı düz bir yüzey
üzerine alınmakta ve levha şeklinde büyütülmesi
sağlanmaktadır.
Deneylerin yapılışında takip edilen sıra Şekil 3’deki işlem
basamaklarından görülmektedir.
Özer G. ve Ekerim A.
Kalıp ve potanın kalıp
boyası ile boyanması
Metalin ergitilmesi
Eriyiğe parçacık ilavesi
(SiC %10-22)
Argon gazı üflenmesi
(1.5-6 dk.)
(g)
(h)
Şekil 4.Deney sonuçları, (a)T=900 °C, %17 SiC;
(b) T=850°C, %20 SiC; (c) T=800°C, %10 SiC; (d)
T=750°C, %10 SiC; (e)T=700°C, %10 SiC; (f)T=650°C,
%10 SiC; (g)T=600°C, %10 SiC; (h)T=585°C, %10 SiC
Sıvı alüminyum-parçacık
karışımını karıştırma
(2-35 dk.- 820 rpm.)
Şekil 5’de elde edilen köpük metalin kesit görüntüsü ve
Şekil 6’da hücre yapısı görülmektedir.
Eriyik yüzeyinde oluşan
köpüğün kalıba dökülmesi
(585 -900°C)
Ürünün kalıpta havada
soğutulması
Köpük metal elde
edilmesi
Şekil 3 Köpük metal üretiminde izlenen
işlem basamakları
3. Deney Sonuçları
Şekil 5. Köpük metalin kesit görüntüsü.
3.1. Makroskobik İnceleme
Deneyler, 585-900°C sıcaklık aralığında yapılmış olup elde
edilen numunelerin makro büyütmedeki görüntüleri Şekil 4’
de görülmektedir.
(a)
(b)
Şekil 6 Köpük metalin hücre yapısı.
(c)
(e)
(d)
(f)
3.2. Mikroskobik İnceleme
Numuneler plakanın büyüme yönüne dik olacak şekilde
kesilip sırasıyla; 60, 80, 120, 220, 320, 400, 600, 800 ve
1200 numaralı silisyum karbür su zımparası ile
zımparalandıktan sonra elmas pasta ve alümina parlatıcı
ile parlatma diskinde parlatılmıştır. Parlatılan numuneler
LEICA DFC 280 Image Analiz mikroskobuyla ve görüntü
analiz yazılımı ile incelenmiştir. Fırın sıcaklığının 585ºC
olduğu koşulda elde edilen numunenin hücre duvar
Özer G. ve Ekerim A.
yapısının 200 büyütmedeki görüntüleri ve EDX analizi
aşağıda verilmiştir.
Çizelge 2 Malzemelerin Üretildiği Sıcaklığa Göre Elde
Edilen Yoğunlukları.
Sıcaklık (°C)
585
600
Yoğunluk (g/cm3)
1,85
1,90
Sıcaklık (°C)
650
700
Yoğunluk (g/cm3)
1,92
1,95
Sıcaklık (°C)
750
800
3
Yoğunluk (g/cm )
1,98
1,98
Sıcaklık (°C)
850
900
3
Yoğunluk (g/cm )
2,00
2,02
4. Sonuç ve Tartışmalar
Şekil 7 Köpük metalin hücre duvarı yapısı. (200x)
Şekil 8. Hücre Duvarının EDX analizi.
3.3 XRD Analizi
X ışını kırınımı ile yapılan analizde köpük malzemenin
yapısı incelenmiş olup, Şekil 9’ da sonuçlar verilmiştir.
Şekil 9 Alüminyum Köpük Malzemenin XRD Analizi.
3.4. Yoğunluk Ölçümü
Her bir numuneden boyutları eşit ve kenar uzunluğu 20
mm olan küp şekline getirilen numuneler önce havada ve
daha sonra da suda tartılarak yoğunlukları Archimedes
Prensibi’ne göre hesaplanmış olup sonuçları aşağıda
Çizelge 2’ de verilmiştir.
Deneylerin başlangıcında SiC taneciklerinin alüminyum
tarafından ıslatılamadığı ve buna bağlı olarak oluşan
köpüklerin kararlı olmadığı görülmüştür. İlk olarak köpük
kararlığını arttırmak ve ıslatma probleminin çözülmesi
gerektiği sonucuna ulaşılmıştır.
Köpük kararlılığını etkileyen pek çok faktör bulunmaktadır.
Bu faktörlere örnek olarak; hücre duvar kalınlığı, yüzey
emilimi, yüzey devinimi, viskozite ve elastisite verilebilir.
Köpük kararlılığı terimi hücre duvarlarında kırılma
olmaması ve köpüğün drenajının sınırlandırılması
manasına gelmektedir. Kırılma doğal olup,
her zaman
meydana gelebilecek bir olaydır.[8] Köpükler, köpük
yüzeyinde tek katmanlı bir film oluşturan yüzeye aktif
maddeler vasıtası ile kararlı hale getirilebilir. Bu katmanlar
yüzey gerilimini azaltır, yüzey viskozitesini arttırır ve
elektrostatik kuvvetler (ayrılma kuvvetleri) oluşturarak
köpük filmi çökmeden korur.[9]
Katı parçacıklar içeren sıvı köpük yapılarda köpük
kararlılığı, gaz baloncuklarını ayıran ince filmin drenaj ve
kırılmasına bağlıdır. Parçacıklar üzerindeki drenaj ve
kırılma işlemine bağlı olarak, köpük kararlılığı artmakta
veya azalmaktadır. Katı parçacıkların davranışının baş
özelliği sıvı tarafından ıslanabilmeleridir. Islanabilme,
genellikle katı ve sıvı yüzeyleri arasındaki temas açısıyla
karakterize edilir (Şekil 10). Parçacık boyutu, biçimi ve
konsantrasyonu
gibi
diğer
faktörler
de
köpük
kararlaştırmada önemli rol oynarlar. [10]
Şekil 10 Temas açısı (θ). Temas açısı θ<90º olduğunda
sıvının katıyı ıslattığı söylenebilir , eğer temas açısı θ>90º
ise ıslatma olmamaktadır, x ise batma derinliğini
gösterir.[10]
Çizelge 3’den görüldüğü gibi SiC taneciklerin sıcaklığı
yükseldikçe temas açısı düşmektedir. Yukarıda bahsedilen
ideal ıslatma için gerekli olan θ<90º temas açısı SiC
taneciklerin
1100ºC
ısısında
olmasıyla
mümkün
olmaktadır. Gerçekten de deneylerde sisteme 1100ºC’de
verilen
SiC
tanecikleri
alüminyum
tarafından
ıslatılabilmiştir. Sonuç olarak uygun derecede hidrofobik (
temas açısı 40º - 70º arasına tekabül eden) parçacıklar
kullanılarak en uygun köpük kararlılığı elde edilebilir.[10]
Sıvı alüminyum alaşım sistemine parçacıkların eklenmesi
Özer G. ve Ekerim A.
sıvı-metal ayrımının yüzey gerilimi düşürür. Buradan da
anlaşılacağı üzere yüksek parçacık konsantrasyonu
alüminyum köpüğü kararlı yapmaktadır. Islatma açısı
(temas açısı) uygun olduğunda karalılık sağlanmaktadır,
yüksek temas açısında (yetersiz ıslanma) ve düşük temas
açısında (aşırı ıslanma) kararlılık görülmemektedir.[11]
Temel olarak verilen sıcaklıkta seramik parçacıkların
temas açıları bilindiğinde, parçacıklar en uygun
kararlaştırma etkisinde seçilebilir.
altında köpük oluşumunun gerçekleşmediği görülmüştür.
•
Bu çalışmadaki en önemli bulgu, dökümün yapıldığı
sıcaklığın etkisidir. Döküm sıcaklığının seçilen alüminyum
için yarı-katı (peltemsi) bir aralıkta olduğu zaman üflenen
gazın yapıda hapsedilerek köpük metal yapısını
oluşturduğu, yüksek sıcaklıklarda oluşan köpüklerin kararlı
kalamayıp söndüğü tespit edilmiştir.
5. Teşekkür
Çizelge 3 Sıvı alüminyumda SiC için temas açıları.[11]
Seramik Sıcaklık (°C)
Açı θ (º)
Fazı
SiC
900
150
1100
34
Bu çalışmanın finansman desteği Yıldız Teknik
Üniversitesi Balkan İleri Döküm Teknolojileri Merkezi
(BCACT) tarafından sağlanmıştır.
Katı parçacıklar tarafından köpüğün kararlı hale
getirilmesinin uygun bir mekanizması da eriyik viskozitesini
yükseltmesidir. Yüksek viskozitede sıvı akışı yavaşlayacak
ve böylece film drenajının hızı düşecektir. Sonuçta köpük
daha kararlı olacaktır.[12] Buradan anlaşılacağı gibi
viskoziteyi yükseltmek yani sıvının akışkanlığını azaltmak
köpükleri daha kararlı yapmaktadır. Bizim deneylerde
bulduğumuz sonuç budur. Son deneyde 585ºC sıcaklıkta
yapılan bu çalışmada, yarı-katı-peltemsi-halde (yani düşük
akışkanlıkta ve yüksek viskozitede) köpük yapı elde
edilebilmiştir. Artan döküm sıcaklıkla köpük kararlılığı
azalmaktadır.
Daha
düşük
sıcaklıklarda
yapılan
dökümlerde daha başarılı sonuçlar elde edilmiştir. Tekdüze
dağılmış
katı
parçacıklar
eriyiğin
viskozitesini
arttırmaktadır. Bu, sıvı metalin düşey hareketini
ağırlaştırmakta ve köpük kararlılığı kinetiğine katkıda
bulunmaktadır. Düşük sıcaklık ve sıcaklık gradyenti ile
eriyiğin üst kısmında peltemsi bir tabaka oluşturulmuş,
pota dibinden üflenen gaz kabarcıklar oluşturarak oluşan
kabarcıklar peltemsi bölgede hapsedilmiş ve köpük yapısı
oluşturulmuştur. Bu köpük metal bir kalıba aktarılarak
havada soğutulmuştur. Oluşan köpük metal Şekil 5 ve
Şekil 6’da görülmektedir. Bu yöntem ile herhangi bir
ıslatma ajanı olmaksızın kapalı hücre köpük metal üretimi
yapılabilmektedir.
Malzeme özelliği olarak, yüksek basma dayanımı, düşük
yoğunluk, yüksek enerji emilimi, ses giderme özelliği, ısıya
karşı dayanım, kaynak kabiliyeti gibi teknolojik özelliğinin
iyiliği, işlenebilirliğinin kolay olması, düşük maliyeti ve geri
dönüşümünün yapılması tercihli ve alternatifsiz kullanım
özelliği sunmaktadır. Bu amaçlara yönelik malzemelerden
Al-Si alaşımı malzeme deneysel olarak elde edilmiştir.
[1] Banhart, J., Metallic foams: Challenges and
Oportunities, in Eurofoam 2000,MIT-Verlag Bremen,
13-20, Germany,2000.
[2] Yang, C.C., Nakae, H., Foaming characteristics
control during production of aluminum alloy foam,
Journal of Alloys and Compounds, vol.313, 188-191,
2000.
[3] Ligun, M.,,Zhenlun S., Deping H., Cellular Structure
Controllable Aluminium foams producted by high
pressure ınfilitration process, Scripta Materials, vol.41,
No 7, 785-789, 1999.
[4] Banhart, J., Manufacture, Characterisation and
Application of Cellular Metals and Metal Foams,
Progress in Materials Science, vol.46, 559-632, 2001.
[5] Babcsan, N., Banhart, J., Leitlmeier, D., Metal FoamsManufacture and Physics of Foaming, in International
Conference “Advanced Metallic Materials”, 5-15, 2003.
[6] Körner, C., Singer, R. F., Processing of Metal FoamsChallenges and Opportunities, Advanced Engineering
Materials, vol. 4, 159-165, 2000.
[7] Prakash, O., Sang, H., Embury, J. D., Structure and
Properties Al-SiC foam, Materials Science and
Engineering, A199, 195-203, 1995.
[8] Babscán, N., Leitlmeier, D., Banhart, J., Metal FoamsHigh Temperature Colloids Part I. Ex Situ Analysis of
Metal Foams, Colloids and Surfaces A: Physicochem
Eng. Aspects, in press.
[9] Banhart, J., Manufacturing Routes for Metallic Foams,
JOM, vol.12, 22-27, 2000.
[10] Körner, C., ve Singer, R. F., Arnold, M., Metal Foam
Stabilization Stabilization by Oxide Network Particles,
Materials Science and Engineering,A, vol.396, 28-40,
2005.
[11] Hashim, J., Looney, L., ve Hashmi, M. S. J., The
Wettability of SiC Particles by Molten Aluminium,
Journal of Materials Processing Technology, vol119,
324-328, 2001.
[12] Wübben, Th., Stanzick, H., Banhart, J., Odenbach, S.,
Stability of Metallic Foams Under Microgravity, Journal
of Physics:Condensed Matter , vol.15, 427-433, 2003.
Deneysel verilerin ışığı altında ulaşılan sonuçları kısaca
özetlersek:
•
Kapalı hücreli köpük malzeme üretimi alüminyumsilisyum alaşımı için gerekli deney koşulları sağlanmıştır.
•
Deneysel olarak sıvı faza getirilen alüminyum, SiC
ile takviye edilerek argon gazı basıncı ile gaz boşluklarının
oluşturulup büyütülmesi sağlanmıştır. Deneyler sonucunda
kapalı hücreli köpük metal elde edilmiştir.
•
Üretilen numunelerin ışık ve elektron mikroskobu ile
elde edilen görüntüleri köpük malzemenin yapısal olarak
elde edildiğini göstermiştir. Hücre duvarlarında SiC
parçacıkları yerlerini almış, kompozit bir yapı elde
edilmiştir.
•
Üretim kritik bir parçacık derişimi ile sağlanmış ve
köpükleşme gerçekleştirilmiştir. Kritik derişimin üzerinde ve
Kaynaklar