iş tasarımı ve iş ölçümü
advertisement

İŞ TASARIMI
VE İŞ ÖLÇÜMÜ
1. İş Tasarımı nedir?
2. Önemi ve Amaçları
3. İş Tasarımında Dikkate Alınacak Kısıtlar
4. İş Tasarım Bileşenleri
Üretim yönetiminin temel amacı; üretim
faktörlerinden mümkün olan en yüksek
faydayı sağlamaktır.
Önemli olan kaliteden, müşteri odaklılıktan
ve hizmetten ödün vermeden çalışanların
yönetilmesidir.
Çalışanların, işlerin gerektirdiği fiziki ve
hareketlere yönelik şartnameleri daha
rahat sağlayabilmeleri için işlerin yapısal
anlamda düzenlenmesinde iş tasarım
tekniklerinden yararlanılmaktadır.
İş tasarımı, örgütlerde bir bireyin veya
takımın yerine getirmek zorunda olduğu
işlerin ayrıntılı bir şekilde belirlenmesi
fonksiyonudur
İş tasarımının amacı
Örgütün ve teknolojinin gereksinimlerini
karşılamak üzere işlerin geliştirilmesi
Çalışanların
kişisel
ve
bireysel
gereksinimlerinin karşılanmasıdır.
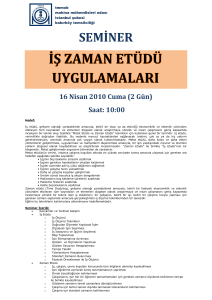
İŞ TASARIMINA YÖNELİK KISITLAR
KİM
İŞ GÜCÜNÜN
ZİHİNSEL
VE FİZİKSEL
ÖZELLİKLERİ
NE
NEREDE
NE ZAMAN
NİÇİN
YERİNE
GETİRİLMESİ
İSTENEN
İŞLER
ÖRGÜTÜN
COĞRAFİ
KONUMU,
İŞ ALANLARININ
KONUMLARI
YAPILACAK
İŞLERİN
TARİHİ,
ÇİZELGE
ESNEKLİĞİ
İŞLERİN
ÖRGÜTSEL
AMACI;
ÇALIŞANLARIN
AMAÇLARI
NİHAİ
İŞ
YAPISI
NASIL
METOT-PROSES
1.
İş tasarımını oluşturan elemanları özetle üç gruba
ayırabiliriz:
İş Analizleri: Bir görevi oluşturan işlerin her birinin nasıl
yapılacağı /work methods ve aralarında nasıl bir uyum
oluşturulacağını ortaya koymak amacıyla yapılan
çalışmalardır.
2. İşçilerin analizleri: Görevin gerektirdiği spesifikasyonlara
uygun kişilerin seçilmesi, sorumluluk sınırlarının
belirlenmesi ve ödüllendirme konularına yönelik yapılan
çalışmalar.
3. İş ortamının analizi: İmalat ve hizmet sektörlerinde görevin
gerçekleştirildiği fiziksel çevrenin koşullarına yönelik
yapılan çalışmalar.
1.Görev (İş) Analizleri
Görevi kapsayan işlerin tanımı
İşlerin sıraları
İşlerin kritikliği
İşlerin fonksiyonu
Yapılan işlerin diğer görevlerle ya da işlerle olan bağlantıları
Performans gereksinimleri
Bilgi gereksinimi
Teçhizat gereksinimi
Yanlış yapma olasılıkları
İşlerin süresi
2. İşçilik analizleri
Kapasite gereksinimi
Performans gereksinimi
Beceri seviyesi
Eğitim gereksinimi
İş stresi
Motivasyon
İşçi sayısı
Sorumlulukların seviyeleri
Yetkilendirme seviyeleri
3. İş ortamının analizi
Yerleşim durumu
Sıcaklık ve nem oranı
Işıklandırma
Havalandırma
Güvenlik
Lojistik
Gürültü
Titreşim
İş Tasarımı kararları, insan kaynakları
yönetimine
hakim
olan
trendlerden
etkilenmektedir. Bu trendler zaman içerisinde
farklılaşmış ve günümüze kadar gelmiştir.
1900 lu yıllarda makine atölyelerinde
fonksiyonel
işlere
yönelik
kişilerin
çalıştırılması söz konusuydu. Ve bu kişilerin
de oldukça becerikli olması gerekiyor ve işleri
öğrenmeleri uzun sürüyordu.
1960 lı yıllardan sonra F. Taylor’un bilimsel
yönetimi anlayışı iş yönetiminde hakim
olmaya başladı.
Bu anlayışa göre; işlerin daha ucuz, daha
kolay ve daha hızlı yapılabilmesi için bütünsel
olarak ele alınmasından ziyade ; işlem, proses
ve
eleman
şeklinde
gruplandırılarak
incelenmesi söz konusu olmuştur.
Burada
amaç,
işlerin
öğrenilmesini
basitleştirmek ve en düşük beceride bir
çalışanın
bile
bu
işleri
yapmasını
sağlayabilmektir.
Günümüzde ise iş tasarımına ve analizlerine
daha modern yönetim anlayışları hakim
olmaya başlamıştır. 1900-1960 ve 1970-2000
yılları arasındaki iş tasarımına yönelik
anlayış farklılıkları aşağıdaki gibidir.
İŞ TASARIMI KARARLARI
1900-1960
İşlerde uzmanlaşma
Minimum düzeyde beceri gereksinimi
Tekrarlar daha fazla
Minumum düzeyde ve iş başında eğitim
Yığın, kütle üretim
Parça başına ücretlendirme
Minimum düzeyde iş sorumluluğu
Üst yönetimin kontrolü
Zamana odaklılık
1970-2000 SONRASI
Daha fazla eğitim
Daha fazla sorumluluk ve yetkilerin
verilmesi
İşlerin kontrol edilmesi
İşlerin vardiyalar halinde yapılması
Daha yüksek beceriye sahip işçiler
Problemlere takım anlayışı ile
yaklaşım
İşçilerin yönetime katılması
Ödüllendirme
Kaliteye odaklılık, işçiye görev
olarak kalite denetiminin verilmesi
Otomasyon, internet
“Çalışma hayatının kalitesi”
General Motors
“We don’t just create the vehicles,we also build the
future”
Hewlett-Packard;
Çalışanlara güven
Birlikte çalışmaya önem verme ve ödülü paylaşma
Diğer firmaların özeneceği fakat ancak çok az bir
kısmının ulaşabileceği bir çalışma ortamı sağlamak
İŞ TASARIMININ
BİLEŞENLERİ
I.
UZMANLAŞMA DÜZEYİ
Bir işte uzmanlaşma sayesinde, iş daha hızlı
ve daha düşük maliyette gerçekleştirilir.
Diğer yandan uzmanlaşma, monotonluk
sebebiyle çalışanlar üzerinde ters bir etki
yaratabilmektedir. Bu durum da tümüyle
üretim sistemine yansıyabilmektedir.
Bu nedenle işler tasarlanırken uzmanlaşma
düzeyinin iyi ayarlanması gerekmektedir.
İŞ TASARIMINDA UZMANLAŞMA
DÜZEYİ
UZMANLAŞMA
DÜZEYİ
NİHAİ
İŞ
YAPISI
İŞ
ZENGİNLEŞTİRME
VEYA
GENİŞLETME
UZMANLAŞMANIN
Avantajları
İş gücünün hızlı eğitimi
İşe göre daha kolay personel alımı
Basit olmasından ve tekrarlardan
kaynaklanan yüksek miktarda çıktı
Çalışanların
kolaylıkla
ikame
edilmesinden dolayı düşük ücretler
Daha basit ve az eğitim
İş akışını ve iş yüklerini daha yakın
kontrol edebilme
Donanım yatırımlarının azaltılması
Dezavantajları
Herkes kendi işinden sorumlu
olduğu
için
tüm
ürünün
kalitesinden sorumlu kişinin
olmaması
Tekrarlardan
dolayı
işçinin
sıkılması
İşçinin motive olmamasından
kaynaklanan
bazı
görünmez
maliyetlerin olması (devamsızlık,
yüksek iş gücü devri, gecikmeler
v.b.)
İş gücü vizyonlarının dar
olmasından dolayı proseslerin
geliştirilememesi
İşlerin daha iyi yapılması
yönünde geliştirilmesine yönelik
imkanların sınırlı olması
İŞ GENİŞLETME
“Çalışanlar çeşitli işler yaparlarsa, daha iyi
yaparlar ve çalışma hayatının kalitesi artar.”
teorisine dayanarak alınan kararlardır.
İş genişletme, bir işi uzmanlık düzeyini
ayarlayarak çalışana yönelik olarak daha ilgi
çekici hale getirmektir.
Eğer bir çalışan aynı beceriyi gerektiren
birden fazla çeşitte iş yapıyorsa işler, “yatay
düzeyde” genişletilmiştir.
İşçiler bu şekilde işin gerektirdiği tüm
birimlerde çalışabilirler.
Çalışan kişi işin gerektirdiği çeşitli proseslerde
yönetsel becerisini ortaya koymasıyla yaptığı işi
zenginleştirmiş olur.
Örneğin;bir çalışan işiyle ilgili planlama, organize
etme ve denetleme işlerini de yapıyorsa iş; “dikey
düzeyde” genişletilmiş yada zenginleştirmiştir.
Eğer bir kişi farklı uzmanlık dallarını gerektirecek
işler arasında sırasıyla çalıştırılıyorsa “iş rotasyonu”
gerçekleştiriyor demektir.
PSİKOLOJİK YÖNLER
İşin psikolojik gereksinimleri minimum
düzeyde karşılayacak şekilde tasarlanması
konusunu içerir.
Araştırmacılara
göre,
organizasyonda
çalışanların
psikolojik
ve
fiziksel
yorgunluğunu giderecek önlemler alınmalı,
ekip çalışması ve birarada çalışma, güven
ortamı yaratılmalı, yönetici ve çalışanlar
arasındaki iletişim güçlendirilmeli ve insana
değer verilip takdir edilmelidir.
HAWTHORNE ARAŞTIRMASI
Amerika Birleşik Devletleri’ nde Elton Mayo (1880-1949)
ve arkadaşları tarafından Western Electric adlı şirkete
bağlı olan ve telefon parçaları imal eden Hawthorne
işletmesinde yapılan araştırmalar ile yönetimde insan
boyutu aşağıdaki boyutları ile ele alınmıştı :
Işık şiddetinin performans üzerindeki etkileri analiz
edilmiştir.
ücretlerin performans üzerindeki etkileri analiz edilmiştir.
Mika yarma test odası deneyi ile sadece dinlenme araları
(mola) ve haftalık çalışma süresinin artırılmasının
verimlilik üzerindeki etkileri analiz edilmiştir.
IV. İŞ METOTLARI (İŞ
ANALİZİ)
İş analizi; işlerin daha basit ve verimli
yapılma
olanaklarını
araştıran,
yeni
yöntemler geliştirmeye ve işi oluşturan
faktörlerin miktarlarını saptamaya yönelik
yapılan çalışmalardır.
İş analizleri;
1. metot analizi (metot geliştirme)
2. iş ölçümü olmak üzere iki kısımdan
oluşmaktadır.
1. Metot Analizi
İş tasarımının bir bölümünde; görev gereği
yapılan işlerin nasıl (hangi metotla)
yapılması gerektiği yönünde bir takım
çalışmalar yapılmaktadır.
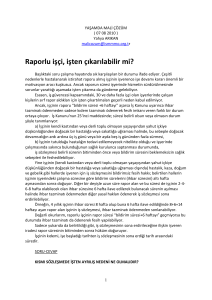
METOT ANALİZİ
ÜRETİM PROSESİ
DİĞER
İŞÇİLERLE
ETKİLEŞİM
HALİNDEKİ
İŞÇİ
Ultimate
NİHAİ İŞ
Job
TASARIMI
Design
DONANIM İLE
ETKİLEŞİM
HALİNDEKİ
İŞÇİ
SABİT İŞ NOKTASINDAKİ İŞÇİ
Modern
işletmelerde,
özellikle
büyük
firmalarda metot analizlerini yapma görevleri
insan
kaynakları
ya
da
endüstri
mühendisliği departmanına verilmektedir.
Küçük firmalarda ise bu görev metot
analizinde uzmanlaşmış danışman bir
firmaya verilebilir.
Metot analizi yeni bir işin yada var olan bir
işi
yeniden
geliştirilmesinde
kullanılmaktadır.
Örneğin yeni bir iş (yeni bir makine, yeni bir
ürün, kalite standartlarındaki değişiklik v.b.)
var olan üretim prosesine nasıl entegre
edilecek?
Metot analizinde kullanılan temel araçlar,
birden
fazla
çeşitte
olabilecek
diyagramlardır.
Bu diyagramlar, yöneticilere işin nasıl
yapıldığına ve yeniden tasarıma ihtiyacı olup
olmadığına dair bir geri besleme bilgisi
verirler.
Hangi haritalama metodunun kullanılacağı; işlere ait
hareketlerin durumuna ve seviyelerine bağlıdır.
Bireylerin ya da malzemelerin hareketlerini
iyileştirme, gereksiz prosesleri eleme--- Proses akış
diyagramı
İnsan-makine uyumu,etkinliklerini arttırma---Adammakina diyagramı
Proses Akış Diyagramları:Bir tam sayfa
üzerine çizilen bu diyagram üç bölümden
oluşmaktadır.
Sol üst kısım yapılan analizin özetine
ayrılmıştır. Burada halen uygulanan metot ile
önerilen metot arasındaki farkları kolaylıkla
görebilecek özet bilgiler yer alır.
Faaliyet sayısı ve taşıma uzaklıklarının yanı
sıra bazı hallerde faaliyetin süresi kaba bir
ölçme sonucu yazılır.
Amerikan Makine Mühendisleri Odası tarafından
önerilen semboller
SEMBOLLER
Tablo1
Faaliyet
Tanım
İŞLEM
Prosesin başlıca adımları, malzemede fiziksel
veya kimyasal değişiklik yapma, zihinsel olarak
planlama ve hesaplama işlemleri
TAŞIMA
İşçi, malzeme veya araçların bir yerden bir yere
hareketi veya taşınması
KONTROL
Kalite veya miktar açısından yapılan kontroller
DEPOLAMA
Malzemenin izinsiz alınamayacak şekilde
stoklanması
BEKLEME
Ardışık işlemler arasında işin veya işçinin
beklemesi
BİRLEŞİK FAALİYETLER
Aynı kişi tarafından aynı zamanda yapılan
faaliyetlerde ilgili semboller içiçe gösterir örneğin
kare içinde daire muayene ve işlemin aynı anda
yapıldığını gösterir.
Adam
(işçi)-Makina
Diyagramları:
Genellikle işçi ile makine faaliyetlerinin
uyumunu sağlamak amacını taşımaktadır.
Bir işçi -bir makine, bir işçi-iki makine v.b.
gibi çeşitli kombinasyonlarda bulunabilir.
İşçi ile makine arasındaki boş zamanları
ortadan kaldıracak en uygun çalışma
düzeninin bulunmasında oldukça yararlıdır.
Genellikle, proses akış diyagramı ile birlikte
kullanılır..
Üretim Prosesini İnceleme:
Bir üretim prosesi üzerinde yapılan metot
analizi çalışmasının amacı;
gecikmeleri,
taşıma mesafelerini,
proses zamanlarını ortaya koyarak tüm
operasyonların yapılışını kolaylaştırmak ve
etkinleştirmektir.
Faaliyetler; proses, işlem ve eleman
olmak
üzere
üç
kısımda
gruplandırılarak incelenir.
Proses: Bir parçanın bitmiş hale getirilişi veya bir
montajın tamamlanması gibi belirli bir sonuca ulaşan
faaliyetler dizisidir.
İşlem: Prosesin bir parçası olup, hammadde ya da
yarı mamülün fiziksel yapısında veya konumunda bir
değişiklik yapmak suretiyle ona değer ekleyen
birbirleriyle ilişkili faaliyetler dizisidir.
Eleman: Bir işlemin ayrıntılı analiz için seçilen,
başlangıcı ve bitişi açıkça belirlenen ve daha küçük
anlamlı parçalara bölünme olanağı bulunamayan
faaliyetlerdir
Metot analizinde
bazında yapılır
incelemeler
genellikle
işlem
İşlemleri şöyle gruplamak mümkündür:
Mamulün üretilmesi için kesinlikle uygulanması
gerekenler
Mamulün tasarımında yada spesifikasyonlarında
yapılan hatalar nedeniyle uygulanması gerekenler
Üretim faaliyetlerinde yapılan uygulama hataları
nedeniyle ortaya çıkanlar
Yönetim ve kontrol hatalarını gidermek için
uygulanan işlemler
İşçinin bilgisizliği ve yeteneksizliği ile ortaya çıkan
hataları düzeltme işlemleri
Görüldüğü gibi aslında sadece birinci madde
dışında kalan işlemlerin yaratılan fayda içinde
bir payı yoktur. Diğer bir deyişle; bir üretim
faaliyeti sadece ilk madde yapısı içerisinde
kalan işlemlerden oluşması idealdir.
Üretime doğrudan katkı sağlamayan
gereksiz işlemleri doğuran nedenlerin büyük
bir kısmını kontrol altına almak veya ortadan
kaldırmak mümkündür.
Bu amacı gerçekleştirmek üzere
yöntemlerinden bazıları şunlardır:
başvurulacak
Mamul geliştirme ve değer analizi
Standardizasyon ve uzmanlaştırma
Tüketici ve Pazar araştırmaları
Metot geliştirme
İş ölçülmesi ve zaman standartlarının
kurulması
METOT GELİŞTİRME
Analiz yapılacak işin seçimi
Bilgilerin toplanması. Bilgiler toplanırken
genellikle proses akış ya da adam-makina
diyagramlarından yararlanılır.
İşin ayrıntılarının incelenmesi ve aksak
noktaların belirlenmesi.
Bazı sorulara cevap bulunmaya çalışılır:
1. Ne yapılmalıdır. İşlemlerin hepsi gerekli midir. Elimine
edilebilir mi?
2. Neden yapılmaktadır. Faaliyetlerin herhangi bir amacı var
mıdır?
3. Nerede yapılmalıdır?
4. Kim yapıyor? İşi yapan kişinin işe uygunluk derecesi var
mıdır.
5. Ne zaman yapılıyor?
6. Nasıl yapılıyor? İşlerin sırası değişebilir mi?, Basitleştirilebilir
mi?
Yukarıdaki soruları her kademede tekrarlamak ve yeterli
cevaplar aramak metot geliştirmenin en önemli aşamasıdır.
Sorulara yeterli cevaplar bulunduktan sonra işler
için geliştirme çareleri tespit edilir. Geliştirme
çareleri şunlar olabilir:
1.
2.
3.
4.
Eliminasyon
Birleştirme
Sırasını değiştirme
Basitleştirme
Seçilen yeni metodun uygulanmasına geçiş.
Uygulamanın takip ve kontrolü
2. İş Ölçümü
İş ölçümünde temel amaç, bir işin yapılış
süresini tespit ederek, iş için zaman
standartlarını hesaplamaktır.
Ücret yönetiminde, teşvikli ücret sisteminin
kurulması; iş ölçümü sonunda bulunan standart
zamanlara bağlı olmaktadır.
Frederick W. Taylor, iş ölçümü için
bilimsel yaklaşımı ilk ortaya koyan insandır.
Herhangi bir ölçüm yönteminin hiç
ölçmemekten, herhangi bir kontrol
biçiminin hiç kontrol yapmamaktan daha
iyi olduğunu ifade etmiştir.
Nadler; iş ölçümünü şöyle tanımlamaktadır:
İş ölçümü; bir işlemin,
belirli çalışma şartları altında
belirli yöntemlerle,
yeteri kadar eğitim, bilgi ve yeteneğe sahip işçi
tarafından,
bir iş günü boyunca
aşırı bir yorgunluk yaratmayacak şekilde çalışma hızı
ile yapılması için geçen sürenin tespit çalışmalarıdır
İş ölçümünün uygulama nedenleri
şunlardır:
1. İşlerin çizelgelenmesi ve kapasite tahsisi
2. Çalışanların
motivasyonu
ve
iş
performansının değerlendirilmesi
3. İyileştirme yapılabilmesi için standartlarla
kıyaslamanın yapılması
En sık kullanılan iş ölçüm teknikleri :
1.Zaman ölçümü
2.İş örneklemesi
Zaman Ölçümü
İşin yada onu oluşturan elemanların yapılış
süresini kronometre ile doğrudan ölçerek
yapılan süre tespit çalışmasıdır. Günümüzde
video bandına kaydetmek suretiyle de bu
çalışmalar gerçekleşmektedir.
Zaman etüdünde adımlar
1.
2.
3.
4.
5.
Metot etüdü tamamlandıktan sonra zaman ölçümü yapılacak
olan işin seçimi/standart zaman hesaplaması yapılacak olan
iş
İşin elemanlarına ayrılması
İşin kaç defa ölçüleceğinin tespit edilmesi (Gözlem sayısı,
örnek sayısı)
Tecrübeli bir analist tarafından her bir elemanın zamanının
ölçülmesi ve kayıt edilmesi.
Her elemana ait ölçümlerin ortalaması olarak
tanımlayacağımız
“ortalama
çevrim
zamanının”
hesaplanması: her elemana ait sürelerin toplamı/gözlem
sayısı
6. Her elemana ait normal zamanların
hesaplanması
Bu noktada, operatörün çalışma hızının yada
temposunun süre hesaplarında takdir
edilmesi gerekmektedir. Yani işçinin
gözlemlenen çalışma hızının bir normal
çalışma hızına göre karşılaştırılması,
operatörün temposunu ortaya koyacaktır.
O halde ortalama gözlemlenen çevrim
süresinin bir tempo takdiri ile normalize
edilmesi o iş için normal zamanı ortaya
koyacaktır
Tempo
takdirinin
ölçümü
analistlerin
yeteneğine ve tecrübesine kalmıştır.
Bir operatörün bir işi 2 dak yaptığı
gözlemlenmiştir. Analistler bu kişinin
temposunu % 120 olarak belirlemişlerdir. O
halde bu iş için normal zaman ne olmaktadır?
N. Z: 2*1,2: 2,4 dak.
Ölçülen zamanın takdir edilen tempo ile
çarpılması sonunda bulunan normal zamana,
önceden kestirilemeyen gecikmeler, kişisel
ihtiyaçlar ya da yorulmalar nedeniyle bazı
eklemelerin yapılması lazımdır.
Normal zamanın bir yüzdesi olarak
hesaplanan bu eklere “Tolerans” adı verilir.
Standart zaman, bu toleransları da dikkate
alarak iş için hesaplanan zamandır.
ZAMAN ETÜDÜ NORMAL SÜRE
FORMÜLLERİ
NORMAL SÜRE (NS) = BİRİM BAŞINA GÖZLENEN
PERFORMANS SÜRESİ x TEMPO TAKDİRİ
NS = ÇALIŞILAN SÜRE
ÜRETİLEN BİRİM SAYISI
x TEMPO TAKDİRİ
ZAMAN ETÜDÜ STANDART SÜRE
FORMÜLLERİ
STANDART SÜRE = NORMAL SÜRE
+ (TOLERANSLAR x
NORMAL SÜRE)
STANDART SÜRE =
NS
1 – Toleranslar
Zaman ölçümü için genel
kurallar
a. Süreleri kısa ancak ölçme yapılabilecek kadar
uzun süreli iş elemanları belirlenir ve süreleri
yazılır
b.Eğer işçiler makinelerle çalışıyorsa, işçinin
makinede ayrı çalıştığı zamanlar ve makinenin
ayrı çalıştığı zamanlar ölçülür.
c. Operatörden yada makineden kaynaklanan her
türlü gecikme belirlenir.
ZAMAN ETÜDÜ: ÖRNEK PROBLEM
BİR
İŞ
İÇİN
STANDART
SÜRENİN
BELİRLENMESİ İSTENMEKTEDİR. ZAMAN
ETÜDÜ İÇİN SEÇİLEN İŞÇİ GÜNLÜK 8 SAAT
ÇALIŞMA SÜRESİNDE 20 BİRİM MAMUL
ÜRETMEKTEDİR.
BAŞKASI
TARAFINDAN
GÖZLENDİĞİ NEDENİYLE İŞÇİNİN, NORMAL
TEMPOSUNA GÖRE
%10
DAHA HIZLI
ÇALIŞTIĞI TAHMİN EDİLMİŞTİR. SÖZ KONUSU
İŞ İÇİN TOLERANSLAR NORMAL SÜRENİN %25
İ KADAR VERİLMEKTEDİR.
SORU: BU İŞ İÇİN NORMAL VE STANDART
SÜRELER NEDİR?
ZAMAN ETÜDÜ: ÖRNEK PROBLEM
ÇÖZÜMÜ
NS =
ÇALIŞILAN SÜRE
x (TEMPO TAKDİRİ)
ÜRETİLEN BİRİM SAYISI
= (480 DAKİKA/20) x (1.10)
= 26.4 DAKİKA
STANDART SÜRE = NS/ (1 – TOLERANSLAR)
= (26.4)/(1-0.25)
= 35.2 DAKİKA
ÖRNEK 2
Çikolata üreten bir fabrikada uygulanan iki işlem:
Kalıba dökme ve paketlemedir.
Firma personeline yönelik tolerans oranını 15%
olarak belirlemiştir.
Kalıp döken işçinin normal zaman oranla %10 daha
hızlı işlem yaptığı (Tempo:%110), paketleyicinin ise
% 20 oranında daha yavaş çalıştığı (Tempo:%80)
gözlemlenmiştir.Gözlem sayısı aşağıda verilmiştir.
Dakika bazında gözlem sonuçları
Task
1
2
3
4
Kalıba dökme
26
30
29
31
Paketleme
4
5
30*
3
*: Gözlem dışı sayılacak değerler
CEVAP
Kalıp İşlemi:
Ortalama Çevrim Süresi = 29 dak
Normal Zaman = NS = (29)(1.10) = 31.9
Standard time = (normal zaman)/(1- toleranslar)
= (31.90/(1-0.15) = 3.2 dak
Paketleme:
Ortalama Çevrim Süresi = 4 dak.
Normal Zaman: NS:(4)(80) = 3.2 minutes
Standard Zaman = (normal zaman)/(1- tolerans)
= (3.2)/(1-0.15) = 3.76 dak
ÖRNEK 3
Abc org. hizmetleri bir seminer duyurusunu firmalara
yapmak üzere davet mektupları hazırlamaktadır. Abc org’da
toleranslar %15 olarak belirlendiğine göre davet mektubunu
hazırlamanın standart zamanını hesaplayınız
İş
elemanları
Dakika bazında gözlem sonuçları
1
2
3
4
5
Tempo
Mektup
Yazma
8
19
9
21
11
%120
Zarfın
Üzerine
adres
2
3
2
1
3
%105
Pulu
2
yapıştırma
ve kapama
1
5
2
1
%110
İş Örneklemesi
İş örneklemesi, bir işin, belirli istatistik kurallara göre
seçilen zamanlarda işçinin/çalışanın çeşitli iş elemanları
üzerinde harcadığı zamanın yüzdesini tahmin eder. Bunun
için
yapılacak
olan
işin
belli
bir
bölümü
gözlemlenir.Ancak geneli için tahminde bulunulur.
Örneğin yangın kurtarma ekibini 100 rassal zamanda
gözlemlediğimizde 30’unda kurtarma çağrısı ile
ilgileniyorsa bu ekibin çalışma zamanının %30 nu gelen
kurtarma
çağrıları
ile
ilgilenmekle
geçirdiğini
söyleyebiliriz.
Ancak burada önemli olan örnek hacminin
istenen güvenilirlik düzeyinde doğru olarak
belirlenmesidir.
İlk defa L.H.C.Tippet adında bir ingiliz araştırmacı
tarafından ortaya atılmıştır.
Başlıca 3 uygulama alanı vardır:
1. Standart zaman hesapları,
2. Faaliyet analizi (üretken ve boş zamanlar, maliyet
hesabı) veya gecikme oranlarının hesabı. Buradan
standart zaman hesaplarında kullanılan tolerans
yüzdeleri hesaplanabilir.
3. Periodik
zamanlarda
yapılan
örneklemelerle
performans indexi oluşturulması
İş
örneklemesinde
temel
adımlar:
1.
İş örneklemesine tabii tutulacak faaliyetin seçimi ve amacın belirtilmesi. Örn.
üretken ve boş zamanlarının belirlenmesi.
2.
Başlangıç örneklemi alarak elemanların toplam faaliyet zamanı içerisindeki
çalışma oranlarının yada toplam gözlem içerisindeki paylarının belirtilmesi.
Örneğin, bir makinenin zamanın % 80 de çalıştığının belirtilmesi. Bu tahminler
analistin tecrübesine ve bilgisine bağlıdır.
3.
Çalışmada istenen doğruluk oranı (mutlak hata miktarı) ve güven düzeyi
belirtilir.
4.
Gözlem yapılacak tesadüfi zaman aralıklarının belirlenmesi (Tesadüfi sayılar
tablosu kullanılmaktadır)
5.
Gözlem sayısının (Örnek Büyüklüğü) hesabı ve yeterli olup olmadığının tespiti..
N: İstenen gözlem sayısı (Örnek büyük.)
z: İstenen güvenirlik düzeyindeki standart sapma
sayısı
p: Örneklem oranı için tahmini değer ( örn.bir
işçinin zamanın belirli bir kısmında boş kalma
oranı)
h: Doğruluk yüzdesi (Örneklem büyüklüğünün
doğruluk sınırları, mutlak hata miktarı)
N= {z 2x p x (1-p)}/ h 2
Standart Zaman Hesabında
Kullanılması
Normal Z: {Toplam Çalışma zamanı x İşçinin gözlemlenen çalışma
zaman yüzdesi x Tempo Değeri} / Üretilmesi istenen miktar
Standart Z: STANDART SÜRE = NS/ (1 – TOLERANSLAR)
a. Bir işlemin örnekleme yolu ile incelenmesinde 100 gözlem
yapılmış ve bunların 30’unda A elemanına rastlanmıştır.
Mutlak hata miktarının (+) (-) %5 , güven sınırının %95
olması istendiğine göre yeterli örnek sayısı kaç olmalıdır?
CEVAP
N= {z 2x p x (1-p)} = (1,96)2 X 0,30 X 0.70 = 323
h2
(0,05)2
Örneklem sayısı 323 olmalıdır. Henüz 100 gözlem yapıldığı
için gözleme devam edilmelidir.
Bir muhasebe bürosunda yapılan
gözlemler sonucunda satış fişlerini işleyen
memurun %80 oranında meşgul , %20
oranında boş durduğu tespit edilmiştir.
Gözlemler 40 iş saati boyunca tesadüfi
yapılmıştır. Bu süre içinde memurun tempo
oranı %110 olduğu ve 6000 adet satış fişini
işlediği görülmüştür. İş için tolerans yüzdesi
% 15 olarak belirlenmiştir. Bu verilere göre
bu iş (bir adet satış fişini işlemek) için
standart süreyi hesaplayınız.
b.
CEVAP
Memurun gerçek performans süresi (Çalışılan Süre): 2400 (60x
40)x0.80= 1920 dak.
Normal ZAMAN= (1920/ 6000) X 1.10= 0.352 dak./adet
Standart ZAMAN= 0,352x(1+0,15) 0,405 dak/adet
Buna göre gözlem süresi içindeki standart üretim miktarının
2400/0,405= 5925 adet olması gerekmektedir.
Memur %20 oranında boş durmakla beraber, standardın
üstünde üretim yapmış olduğu gözükmektedir.