TERMAL SPREY KAPLAMALAR Plazma Sprey Kaplamalar
advertisement

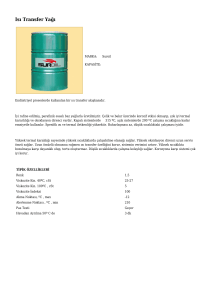
PLAZMA SPREY KAPLAMA, HVOF ve CGDS GİRİŞ Kullanım koşulları esnasında malzemelerde meydana gelen aşınma, korozyon, oksidasyon, yorulma ve termal şok gibi hasarlar neticesinde malzemelerin kullanım ömürleri kısıtlanmakta ya da iş göremez hale gelmektedir. Yüzey mühendisliği uygulamalarında malzemelerin sahip oldukları özellikleri kaybetmeden kullanım koşullarına dayanımlarını arttırmak amacıyla karbürleme, nitrürleme, borlama, alevle yüzey sertleştirme, lazerle yüzey sertleştirme, PVD, CVD, bilyalı dövme gibi yüzey işlemleri endüstriyel alanda yaygın şekilde kullanılmaktadır. Günümüzde ise yeni bir teknolojik uygulama alanı olarak; ergimiş ya da yarı ergimiş formdaki toz veya tel parçacıklarının altlık malzeme yüzeyine yapıştırılması sonucunda parça yüzeylerinin korunarak, daha uzun süre kullanılmalarının sağlandığı termal sprey kaplamalar olarak adlandırılan yüzey prosesleri gittikçe artan bir oranda farklı endüstrilerde kullanım alanı bulmaktadır. Şekil 1: Termal Sprey Kaplama İşlemi TERMAL SPREY KAPLAMALAR Termal sprey kaplamalar 1900’lü yıllarda ilk olarak Almanya’da daha sonra ise Fransa, Avrupa’nın geri kalanı ve Amerika’da patentli olarak kullanılmaya başlanmıştır. Termal sprey kaplama tekniği metal veya metal olmayan toz, tel veya çubuk şeklindeki malzemelerin ergime noktasına yakın sıcaklıklara kadar ısıtılarak ergimiş ya da yarı ergimiş durumda bir altlık malzeme üzerine biriktirilmesi ile oluşturulan kaplama yöntemidir. Şekil 2: Termal Sprey Kaplama Prosesinin Uygulanışı Termal Sprey Uygulamaları Uzay, Savunma, Enerji, Otomotiv, Denizcilik, Tekstil, Biyomedikal, Elektronik, Endüstri, Enerji Üretimi, Tarım Endüstrisi vb. Silindirler Merdaneler Çelik Merdaneler Tekstil parçaları Yağ ve gaz pompaları Doğrultucular Isıtıcı kazanlar Araba motor blokları Hip Implants Termal yüzeyler Köprü parçaları Hidro Türbinler Termal sprey metotlarının kullanım amaçları: Aşınma, korozyon, oksidasyon, sürünme, termal şok, yorulma, erozyon, adezyon problemleri vb. TERMAL SPREY KAPLAMALAR Termal sprey kaplama teknolojisinde kaplanan malzemelerin yüzey özelliklerinin geliştirilmesinin yanında malzemelerin yüzeyi çevresel koşullara karşı daha dayanıklı olmasını sağlayan koruyucu bir tabakayla kaplanır. Ergimiş veya yarı ergimiş toz ve metal damlacıkların altlık malzeme yüzeyine çarpmasıyla damlacıklar yayılır ve üst üste birikerek ara yüzeyde mekanik bir bağlanma meydana getirirler. Bu bağlanmalar sonucunda altlık malzeme yüzeyinde bir tabaka oluşur. Termal sprey kaplamalar genel olarak şu şekilde sınıflandırılabiliriz: Plazma Sprey Kaplamalar • Atmosferik Plazma Sprey (APS) Kaplama Yöntemi • Vakum Plazma Sprey Kaplama Yöntemi Yüksek hızlı-oksi Alev (HVOF) Kaplama Yöntemi Soğuk Gaz Dinamik Sprey (CGDS) Kaplama Yöntemi Plazma Sprey Kaplamalar Plazma sprey kaplama yönteminde amaç; çok pahalı olmayan ana malzeme üzerine ince, koruyucu ve değeri yüksek bir kaplama tabakası meydana getirmektir. İşlem; ticari veya üretilen kaplama tozlarının plazma alevi yardımı ile ergimiş ya da yarı ergimiş formda elde edilerek, çok hızlı bir şekilde tozların kaplanacak olan altlık malzeme üzerine püskürtülmesi şeklinde gerçekleştirilir. Şekil 3: Plazma Sprey Kaplamaların Uygulanışı Maddenin 4. hali olarak nitelendirilen plazma oldukça yüksek enerjilidir ve şekilde de gösterildiği gibi ergimiş toz partiküllerinin altlık malzeme yüzeyine yüksek hızlı bir şekilde yapışmasını sağlar, ancak hava ile de temas ettiği için yüzeyde oksit tabakası da oluşturabilir. Endüstride en çok kullanılan 2 tip plazma sprey kaplama yöntemi vardır. Bunlar atmosferik plazma sprey (APS) ve vakum plazma sprey (VPS)’dir. Atmosferik Plazma Sprey (APS) Kaplama Yöntemi Endüstriyel olarak metal ve seramik yüzeylerin kaplanmasında en yaygın olarak tercih edilen yöntem APS prosesidir. Bu yöntemde kaplama işlemi atmosfere açık bir şekilde gerçekleşir. Sprey partikülleri üfleçten çıkıp kaplanacak malzemeye ulaşana kadar çevre ile reaksiyona girer. Açık hava atmosferinde uygulanabilmesinden kaynaklı diğer plazma proseslerine göre en ekonomik prosestir. Oksidasyon problemleri nedeniyle genellikle seramik ve oksidasyona dirençli kaplama malzemelerinin püskürtülmesinde kullanılmaktadır. Vakum Plazma Sprey (VPS) Kaplama Yöntemi Bu yöntem düşük basınçlı plazma sprey olarak da isimlendirilebilmektedir. Bu üretim yöntemi malzemelerin sıcak korozyona karşı daha dayanıklı olması için kullanılmaya başlanmıştır. Bu yöntem ile 50 μm’ den düşük kaplama kalınlıkları elde edilmesi ile endüstride PVD ve CVD gibi metotların yerine tercih edilen bir metot olmaya başlamıştır. APS yönteminden farklı olarak vakum altında yapılan bu yöntemde, kaplama esnasında vakumu meydana getirmek ve sabit tutabilmek oldukça güç bir durum olmakla birlikte yöntemin en büyük sorunları arasındadır. Vakumun sabit şartlarda tutulmasıyla sızdırmazlık sağlanarak proses istenilen seviyede sonuçlanmaktadır. Şekil 4: APS Şekil 5:VPS Yüksek hızlı-oksi Alev (HVOF) Kaplama Yöntemi Yüksek hızlı oksi-yakıt (HVOF) prosesi termal sprey kaplama yöntemlerinin en önemlilerinden bir tanesidir. Bu yöntemde propan ve hidrojen gibi gazlar yüksek basınçta yanma odasına gönderilerek yakılır. Basınç etkisiyle partiküller yüksek hızda (ses ötesi hızda) altlık malzeme yüzeyine gönderilir. Genellikle ergime sıcaklığının 3000 K’ni geçmeyen malzemeler bu yöntemde kaplama malzemesi olarak kullanılabilir. Bu yöntem diğer kaplama yöntemleriyle kıyas edildiğinde oldukça avantaja sahiptir. Şekil 6: HVOF Kaplamanın Uygulanışı Soğuk Gaz Dinamik Sprey (CGDS) Kaplama Yöntemi Bu yöntemde esas amaç parçacıkların termal sprey yönteminin aksine ergitilmeden plastik deformasyonla altlık üzerine çarptırılmasıyla biriktirilmesidir. Soğuk sprey yöntemi iki fazın ( gaz + katı ) süpersonik yani ses ötesi hızla bir rüzgar tüneli içinde aktığı bir yöntemdir. CGDS metodunda yüksek sıcaklıklara çıkılmadığından toz parçacıklarındaki oksitlenme minimum düzeydedir. Sistemde oksitlenme gibi olumsuz etkiler görülmez. Ancak yüksek sıcaklıklara çıkılmadığından seramik gibi gevrek malzemelerin kaplanması pek mümkün değildir. Bu yöntem HVOF’ a benzer karakteristik özellikler gösterir. Porozite oranının düşük olması ve kaplama tabakasının yoğunluğunun yüksek olmasından dolayı son yıllarda MCrAlY kaplamalarda oksidasyon, sıcak korozyon ve termal şok gibi hasarlara karşı yaygın olarak kullanılmaktadır. Oksidasyonun yok denecek kadar az olması kaplama yüzeylerinin genellikle temiz olmasını sağlamaktadır. Soğuk Gaz Dinamik Sprey (CGDS) Kaplama Yöntemi Şekil 7:CGDS sisteminin şematik gösterimi Sistemde gaz olarak azot ve helyum gazı kullanılmıştır. 700 °C’de ön ısıtmaya tabi tutulan gazlar sayesinde partükülerin termal enerjisi artar. Isıtılan gazlar ıraksak ve yakınsak nozullara aktarılır. Nozula gelen karışık gazlar ani olarak genleşerek hızlanırken, gazların sıcaklıkları ise partiküllere tabanca içinde meydana gelen ani genleşmeden dolayı ısı aktarımını tam sağlayamadığından hızlı bir şekilde düşüş gösterir ve gazların termal enerjisinin kinetik enerjiye dönüşümü sayesinde ses üstü hızlara ulaşılır. Biriktirme verimi tozun cinsine, tozun çarpma hızına, boyutuna, şekline ve altlık malzemeye göre değişmektedir. Bağlanma mekanizması plastik deformasyon olarak kabul edilmiştir. Partikül ile altlık arasında yüksek hızda çarpma sonucu termal yumuşama bölgeleri oluşur. Termal Sprey Yöntemlerinin Karşılaştırılması HVOF CGDS APS • APS ucuz bir yöntem olmasının yanında seramik malzemelerinde kaplanabildiği bir tekniktir. Oksit ve porozite içeriği oldukça yüksektir. • HVOF çok iyi yapışma sağlar, kaplama kalitesi yüksektir ve bunun yanında CGDS yönteminden daha ucuzdur. Bütün metaller ve metalik alaşımlar bu yöntem kullanılarak kaplanabilir. • CGDS tekniği düşük porozite ve oksit içeriğinden dolayı bağ kaplama üretimleri için yenilikçi bir tekniktir. Mekaniksel özellikleri oldukça yüksektir. • EB-PVD tekniği oksidasyondan ziyade termal çevrimlere daha dayanıklıdır. • Kolonsal, bir mikroyapıya sahip olduğundan dolayı gerilme tolaransı oldukça yüksektir. Şekil 8: Termal Sprey Yöntemlerinin Mikroyapısal Gösterimi Elektron Demetiyle Fiziksel Buhar Biriktirme (EB-PVD) Yöntemi EB-PVD, yüksek sıcaklıklara maruz kalan parçalarda seramik parçacıkların kaplanmasında kullanılır. Bu sistemde kaplanacak olan malzeme ergitilir, vakum altında buharlaştırılır ve altlık malzeme yüzeyine biriktirilir. EB-PVD yöntemi diğer metotlara göre yüksek sıcaklığa dayanıklılığı sebebiyle TBC’ler için çok tercih edilen bir metottur. Bu yöntemde iyi bir biriktirme hızı ile üniform mikroyapıya sahip kaplamalar üretilebilmektedir. Bu yöntemle üretilen kaplamalar termal şoklara ve mekanik etkilere karşı oldukça dayanımı yüksektir. Şekil 9: EB-PVD sisteminin şematik gösterimi EB-PVD’li kaplamalar kolonsal bir mikroyapıya sahiptirler. Kolonsal yapı ise malzemelerde termal şoklara ve mekanik gerilmelere karşı oldukça fazla direnç sağlar. Plazma sprey kaplamalar ise laminer yapıya sahiptir. Şekil 10: APS yöntemiyle üretilmiş TBC EB-PVD ile plazma sprey arasındaki bu mikro yapı farkı uçak türbin ve kanatçıklarında yüksek sıcaklık ve yakıt içerisindeki emprütelerin varlığından ileri gelen sıcak korozyon olayında meydana gelen faz dönüşümlerine karşı daha dayanıklı olmasını sağlamaktadır. Şekil 11: EB-PVD yöntemiyle üretilmiş TBC Termal Bariyer Kaplamalar (TBC) Termal bariyer kaplamalar (TBC), yüksek sıcaklıklarda özellikle havacılık ve uçak endüstrisinde altlık olarak kullanılan süper alaşım altlık malzemeyi yüksek sıcaklık etkisi ile oluşan oksidasyon, korozyon gibi etkilerin yanında erozyon hasarı gibi benzer çevresel etkilere karşı koruyucu sistem olarak kullanılmaktadır. Şekil:12 TBC’ lerin kullanıldığı bazı örnekler TBC Yapısının Bileşenleri Altlık malzeme Altlık malzeme kaplama sisteminde bulunan en temel malzemedir. Yani altlık malzeme korunması gereken esas malzemedir. Altlık malzeme olarak gaz türbinlerinde genellikle nikel bazlı süper alaşım malzemeler kullanılır. Bu malzemelerin kullanılmasının esas nedeni ise yaklaşık 1100 °C sıcaklıklara kadar sertliğini muhafaza edebilmesidir. Bağ Kaplama Metalik tabaka, bağ kaplama olarak adlandırılır ve içeriği MCrAlY (M: Co, Fe, Ni) olan süper alaşım malzemedir. Bu tabakanın TBC’deki görevi altlığı oksidasyondan korumak seramik tabakanın altlık yüzeyine adhezyonunu (yapışmasını) sağlamaktır. Seramik Üst Kaplama Seramik üst tabaka altlık malzemenin termal izolasyonu sağlamak için kullanılır. Çoğunlukla ısıl iletkenliği düşük, termal genleşme katsayısı yüksek, katkı malzemeleriyle kimyasal olarak kararlı hale gelmiş ZrO2 seramik üst kaplama olarak kullanılır. Şekil 13: TBC bileşenleri TBC’ lerin kullanım alanları Uçak ve jet motorları gibi sürekli olarak iniş kalkış ve aniden değişen termal yüklerin etkisinde çalışan parçalarda kullanım ömrü, oksidasyon ve sıcak korozyondan dolayı düşer. Bu sebepten dolayı uçak ve jet motorlarında yüksek sıcaklığa maruz kalan türbin ve kanatçıklar gibi kritik parçalar hasara maruz kalan parçalarda TBC kullanımları oldukça yaygındır. Son zamanlarda TBC’ler savunma ve havacılık sanayide kullanılmasının yanında otomotiv, enerji, biyomedikal ve elektronik gibi alanlarda da yerini almıştır. Şekil 14: TBC’ lerin kullanım alanları TBC’ ler de Hasar Oluşum Mekanizmaları TBC’ler servis koşulları altında hasar oluşumuna sebebiyet veren birçok çevresel etkiye maruz kalmaktadır. Hasar oluşumları, bu etkilerin bir veya birkaçının kombinasyonları sonucu meydana gelmektedir. Kullanım sırasında oluşan çevresel etkilerin başlıcaları; • • • • • • Termal şok Termo-mekanik hasarlar Sürtünme ve Aşınma Erozyon Oksidasyon Kimyasal hasar • Sıcak Korozyon Şekil 15: Hasara uğramış türbin bıçakları