SÜRÜNME
Sürünme;
• Sabit sıcaklıkta ve sabit gerilme altında
malzemede
meydana
gelen
kalıcı
deformasyona sürünme denir. Sürünme ani
meydana gelmez, zamanla meydana gelir.
• Yüksek sıcaklık deformasyon mekanizması
olarak da bilinir.
• Sürünmenin rastlanıldığı alanlar; Buhar
kazanları, buhar tribünleri, jet motorları,
balistik füze, termokupl v.b..
Sürünme;
• Düşük deney sıcaklıklarında kopma tane içinde,
• Yüksek sıcaklıklarda ise tane sınırlarında olur. Her
iki olayın beraber görüleceği sıcaklığa
“ekikohezif” sıcaklık(eş sıcaklık) adı verilir.
• Ekikohezif sıcaklığın altında sürünme daha çok
tane içi elastik hareketlerle oluşur ve malzeme
elastik özelikler gösterir.
• Ekikohezif sıcaklığın üzerinde ise sürünmenin
tane sınırlarındaki viskozumsu hareketlerle
oluştuğu kabul edilmektedir.
Sürünme;
Uygulanan gerilmenin
Sıcaklığın
Zamanın
fonksiyodur
Karbon çeliklerin sürünmesi 500⁰C’nin
üzerindeki
sıcaklıklarda
önemlidir.
(Tm=1810K)
Alüminyum 100⁰C üzerinde sürünmeye
başlar.(Tm=933K)
Kurşun çok düşük ergime sıcaklığına
sahiptir. Oda sıcaklığında bile sürünme
başlar
Uygulamalar
• Dizaynda, servis sıcaklıklarında dizayn ömrü
için hasarsız yük taşıyacak dizaynda malzeme
ararız.
• Sürünmede; yüksek sıcaklık uygulamalarında
önemli üç türlü dizaynı mevcuttur
1)Yerdeğiştirme
• Jet motorlarındaki türbin rotorları gibi tam
boyut yada ufak tolerans gerekli yerdeğiştirme
uygulamalarında sürdürmelidir.
2-Gerilme-Gevşeme
• Gerilme-genleme; sarkmış kablo ve sıkışmış
cıvata gibi zamanla başlangıçtaki boyuttan
gevşeme meydana gelen uygulamalar
• Gerilme gevşemesi ile; malz.mekanik
özellikleri arasında bir ilişki mevcuttur.
• Aktivasyon enerjisi (Q) , deformasyon hız
duyarlılığı üssü=m, dislokasyon hareketi için
gerekli etkin gerilme ve dislokasyon hızı
gerilme üssü gibi mekanik özelliklerle ilgili
bazı parametrelerde gerilme gevşemesi
deneyi ile tespit edilir.
Gerilme gevşemesi deneyi son zamanlarda çok
kullanılan bir deneydir.
Malzemelerde gerilmenin yoğun olduğu
bölgelerde (çentik, inklüzyon, çatlak, delik, yarık
gibi) gerilmelerin zamanla gevşeme durumu
tespit edilir.
Ayrıca;
malzemelerin
çeşitli
işlem
kademelerinde
(döküm,
plastik
şekil
verme…)oluşan
kalıcı
iç
gerilmelerin
ölçülmesinde ve iç gerilimleri gidermek için
uygulanan ısıl işlemlerin iç gerilmelere etkisini
incelemede kullanılır.
3-Kopma
Kopmanın sınırlı uygulamalarında tam
boyutları almak esas değildir, fakat kırılma
yüksek basınç buhar tüplerinde ve
borularında kırılmadan sakınılmalıdır.
Kırılma Sürünmesi
- Mikroskopik heterojen deformasyon bölgesinde boşluk
çekirdeklenmesi oluşur.
-Sürünme deformasyonuyla çekirdeklenmiş boşluklar
büyür.
- Kırılma sürünmesi boşluk hacim oranı kritik seviyeye
geldiğinde oluşmaktadır
Dislokasyon sürünmesi
Steady-State Creep Rate
έss = K.σn.e–Q/RT
Diffuzyon katsayısı
D = D0 e–Q/RT
Şekil Sürünme esnasında tane sınırlarının kayması, a) tane sınırlarında
inklüzyon tuzaklarındaki boşlukların oluşumu , ve b)üç tanenin temasta
olduğu yerde boşluk oluşumuna sebep olur.
24
Şekil.Dislokasyonlar tırmanabilir :
(a) boşlukları doldurmak yada taneler arası doldurmak yada boşluk
yaratmak için atomlar yerinden ayrıldıklarında
ya da
(b) boşlukları yok etmek yada boşluk yaratılmasıyla dislokasyon çizgisine
bağlandıklarında
Sürünme Safhaları
Şekil. Metaller için sürünmenin üç aşamalı gösterimi
I.Bölge
• I.bölgede malzeme yükün etkisi altındadır. Bu sebepten
dislokasyon hareketleri hakim olup malzemede
deformasyon sertleşmesi meydana gelmektedir.
• Fakat diğer yandan malzeme yüksek sıcaklıkta
olduğundan tavlama ile iç gerilmeler giderilerek kendine
gelme imkanına sahiptir. İşte malzeme bu iki faktörün
etkisi altında deformasyona devam eder. Herşeye
rağmen bu bölgede deformasyon sertleşmesi daha
hakim olup sürünme hızı gittikçe düşer, yani
malzemenin direnci artar.
II.bölge
• Deformasyon sertleşmesi ile kendine gelme
hızı birbirine eşittir.bu bakımdan II.bölgeye
kararlı sürünme bölgesi denir. Pratikte
sürünmenin bu safhası çok önemlidir. Çünkü;
bu bölgede malzemenin sürünmeye karşı
direnci en yüksek seviyededir. Mühendislik
dizaynlarında genellikle bu hız göz önünde
tutar.
• İkinci bölgede formül:
.
d
Q
n
K exp (
)
dt
RT
III.bölge
• Numunenin boyun vermesinden doğar.
Ayrıca tane sınırlarındaki kaymaların sebep
olduğu tane köşelerindeki boşluklarda etki
eder. Kopma bu bölgenin sonunda meydana
gelir.
• Yüksek gerilme ve sıcaklık sürünme hızının
artmasına sebep olur
• Belirli bir sıcaklık için bilinen sürünme
özelliklerinden faydalanarak, başka
sıcaklıklardaki
sürünme
özellikleri
hakkında fikir edinebilmek için Larson
ve Miller bağıntısından faydalanılır. Bu
bağıntının çıkışında sürünme olayının
kinetiğinden faydalanılmıştır.
Sürünme Testi
Sürünme testleri
Oldukça düşük gerilmede
Yüksek sıcaklıkta yanlızca deformasyon ölçümü
Test süresi: 2000 saatten 10000 saate
Toplam genleme genellikle 0.5%’den azdır.
Minimum sürünme hızı (εmin )sürünme eğrilerinden çıkarılmış
en önemli dizayn parametreleridir.
Minimum sürünme hızının iki standardı genelde
kullanılmaktadır:
1) Sürünme hızının 0.0001% saat gerilme üretir (gaz türbin
alaşımları için gerekli)
2) sürünme hızı 0.00001%saat
Sürünmeye Dayanıklı Metal Ve
Seramiklerin Dizaynı İçin;
a)Malzeme seçimi:
Yüksek ergimeli sıcaklığına sahip olmalı (Tm)
b)Dislokasyon hareketine Maksimum engel
Alaşımlama ile (katı çözelti)
Çökelme ile
c) Yüksek latis dayanımı
Difüzyonal kaymaya dayanıklı seramik
ve metallerin dizaynı
a)Malzeme seçimi
Yüksek ergime sıcaklığına sahip
b)Büyük tane boyutu
c)Tane sınırı kaymalarına dayanım için tane
sınırlarında çökelme
Uzun süreli yüksek sıcaklık testleri
Sürünme testleri
Sürünme-kopma testleri
Gerilme-kopma testleri
Gerilme-gevşeme testleri
Sürünme-çatlak yayılım testleri
Geleneksel Sürünme Eğrisi :mühendisler
metallerin sürünme eğrilerini sabit
sıcaklıkta tutulmuş çekme numunesine
sabit yük uygulanmasıyla belirlerler.
Sürünme; Sabit gerilme de malzemenin
deformasyonu kırılmaya yol açabilir
ileri
Sürünme prosesi tarifinde parametreler: σ, T, t
Genelde sürünme hızı (εmin ) T ve F ‘nin artmasıyla
çok yükselir ve “tf “ T ve F ‘nin artmasıyla kısalır
Yüksek sıcaklık servis ömrünü
etkileyen faktörler
Mikroyapısal kararlılık;
(yüksek sıcaklıklarda boşluk konsantrasyon dengesi ve
atom hareketi&dislokasyon hareketleri artar.)
Yeni deformasyon mekanizmaları oluşabilir: kayma
sistemi değişir yada ilave kayma sistemleri aktif olur.
Kötü oksidasyon yada penetrasyon (delme, sızma)
Metalik malzemelerin yararlı operasyon sıcaklıkları
iç mikroyapısal değişimlerin oluştuğu hızlarla
sınırlıdır
Metallerin Yüksek sıcaklık mukavemeti yaklaşık
olarak ergime noktasıyla ,( Tm ) ile alakalıdır.
Bir alaşımda Tm’in 2/3’ün üzerinde ki sıcaklıklarda
yararlı mekanik özellikler oluşturmak zordur.
¼ Tm’in altında εmin azalır, ε toplam çok küçüktür ve
yanlızca yüksek boyutsal karalılığın kritik olduğu
yerlerde önemlidir.
Metaller
Servis için motor parçalarının dizaynı
a) Oda sıcaklığında;
Oda sıcaklığındaki çekme testlerinden akma ve çekme
mukavemetleri temel alınır.
b) Yüksek sıcaklıklarda;
Yüksek sıcaklık mukavemeti (ε, t) temel
alınır→sürünme deformasyonu
Hangi metal?
Figure 6.54 Creep cavities formed
at grain boundaries in an austentic
stainless steel (x 500). (From ASM
Handbook, Vol. 7, (1972) ASM
International, Materials Park, OH
44073.)
Figure 6.55 Photomicrograph of a
metal near a stress-corrosion
fracture, showing the many
intergranular cracks formed as a
result of the corrosion process
(x 200). (From ASM Handbook, Vol.
7, (1972) ASM International,
Materials Park, OH 44073.)
54
Figure 6.58 The effect of temperature or applied stress on the
creep curve
55
Figure 6.59 Results from a series of creep tests. (a) Stress-rupture
curves for an iron-chromium-nickel alloy and (b) the Larson-Miller
parameter for ductile cast iron
56
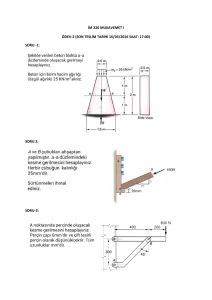
SORU :
Bir uçağın pervane kanadı hizmet koşullarında 700 derecede sıcaklıkta
çalışacaktır. Motorun yüksek hızla dönmesi sebebiyle pervane kanadı 200 MPa
eksensel gerilmeye maruz kalmaktadır.
a) Pervane kanadının %2 deformasyona uğraması durumunda motorun dış
kasasına temas edip çalışmaz hale geleceğini varsayarak motorun kullanım
ömrünü plastik deformasyonu ihmal ederek hesaplayınız.
( A= 12 [s.MPa]-1 , Q= 200 kJ/mol, R= 8.314 J/mol.K )
b) Bu motorun verimliliğini arttırmak için ya motorun çalışma hızı arttırılacaktır
(ki bu pervanede oluşan gerilme değeri %20 arttıracaktır)
ya da çalışma
sıcaklığı % 20 arttırılacaktır. Buna göre hangi seçenekte motorun çalışma ömrü
daha uzun olacaktır?
ÇÖZÜM :
a) Deformasyon hızı (έ)
έ = 12 [ s.MPa ]-1 x 200 MPa x exp [ -200 kJ/mol / (8.314J/mol.K x 973 K) ]
= 4.41×10-8 s-1
έ x tömür = 0.02
olmalı ;
tömür = 0.02 / ( 4.41×10-8 s-1)
= 126.3 saat
b) Motor hızında artış sonucu ömür :
έ = 12 [ s.MPa ]-1 x 240 MPa x exp [ -200 kJ/mol / (8.314J/mol.K x 973 K) ]
= 5.27×10-8 s-1
tömür = 0.02
/ ( 5.27×10-8 s-1) = 105.4 saat
Çalışma ısısı artışı sonucu ömür:
έ = 12 [ s.MPa ]-1 x 200 MPa x exp [ -200 kJ/mol / (8.314J/mol.K x 1167.6 K) ]
= 2.71×10-6 s-1
tömür = 0.02 / ( 2.71×10-6 s-1) = 2.1 saat
Sonuç olarak; motorun dönüş hızını arttırmak çok daha iyi bir seçenek
olarak göze çarpıyor.
SORU :
Endüstride, buhar türbini içerisinde kullanılan silindirik bir türbin parçası uzun
kullanım süresinin sonunda şekilde görüldüğü gibi üzerine etkiyen F kuvveti altında
kopmuştur.
Dökme demirden üretilmiş olan parçanın çalıştığı ortam sıcaklığı 652 0C ve
parçanın ergime sıcaklığı 1187
0C’dir.
Yapılan ön inceleme sonucu görülen
mikroyapılar aşağıda gösterilmiştir.
Bu verilerle parçanın kopma sebebini açıklayınız.
ÇÖZÜM :
Parçanın çalışma ortamı sıcaklığının yüksek olması ve uzun bir servis ömründen
sonra kırılması ile sürünme mekanizmasının işlemiş olduğunu öngörebiliriz.
Sürünme mekanizmasının çalışması için gerekli sıcaklık şartı;
T > 0,4Tm
Burada incelediğimizde ;
T=520 0C
Tm=1187 0C
520 0C>0,4.1187 0C
ve
520 0C>474,8 0C
olduğuna göre, sürünme mekanizmasının sıcaklık şartı sağlanmıştır.
İkinci olarak, yapılan mikroyapı çalışmaları sonucunda yukarıdaki kesit ve yapılar
görüntülenmiştir.
Sürünme mekanizmasında kırılma, taneler arası boşlukların oluşumu ve
difüzyonu ile gerçekleşir. Mikroyapı içerisinde sürünme mekanizmasına bağlı
kırılmanın karakteristiği olan taneler arası boşluklar görünmektedir (siyah
görüntüler).
•1 no’lu numune kırılma bölgesine yakın bir noktadan, kuvvet doğrultusuna dik
kesitten alınmıştır ve üzerinde homojen boyutlu dağılmış taneler ve boyuna
yayılmış boşluklar görülmektedir.
•2 no’lu numune yine kırılma bölgesine yakın bir noktadan, kuvvete paralel kesitten
alınmıştır, boyuna uzamış olan taneler net olarak görülmektedir ve boşluklar
noktasal yapıdadır. Bu tane görünümlerinin sebebi sürünme mekanizmasında
tanelerin kuvvet yönünde uzamasıdır.
• Sonuç olarak; dökme demir parçanın
yüksek sıcaklık, tane uzaması ve boşluk
oluşumu ile yani sürünme mekanizmasına
bağlı olarak hasara uğradığı söylenebilir.