Jet Revizyon Müdürlüğü
EIK
BÖLÜM 13
ELEKTRON IŞIN KAYNAĞI
ve
JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
Svl.Müh. Kürşat ERGÜR
1nci HİBM K.lığı
Jet Revizyon Müdürlüğü
Şubat 2004, ESKİŞEHİR
ÖZET
Elektron ışın kaynağı, dolgu maddesi kullanmaksızın veya kullanımı ile 150.000
km/sn’den daha yüksek hızdaki elektronların elektron tabancasından fırlatılıp bir
manyetik alan vasıtasıyla kaynak yapılacak parçaların ek yerine yoğunlaştırılması ve bu
ışınların üzerine düştüğü yeri ergitmesi yolu ile yapılan bir kaynak türüdür. İşlemin
tanımında belirtildiği gibi elektron tabancasından fırlatılan yüksek hızdaki elektronlar
kaynak edilecek parça tarafından durdurulduğu zaman sahip oldukları enerji ısı
enerjisine dönüşür ve parçayı küçük tanecik yapısında eriterek ergime kaynak formu
oluştururlar. Hava ya da gaz elektronların ışın formunu bozduğu için bu işlem yüksek
vakum altında yapılmaktadır.
Bu dokümanda elektron ışın kaynağı prosesinin temel prensipleri, uygulama
adımları, kullanılan teçhizat, gerekli emniyet tedbirleri, prosesin uygunluğunun kontrolü
hakkında bilgi verilecektir.
13 - 1
Jet Revizyon Müdürlüğü
EIK
1 PROSESİN ADI
Elektron Işın Kaynağı
2 PROSESİN AMACI
Yüksek enerjiye sahip elektron ışınlarının bir noktaya odaklanarak metal
malzemelerin birleştirilmesini sağlamaktır.
3 PROSESİN GENEL / DETAYLI TANITIMI
3.1
Genel Bilgi
Elektron ışın kaynağı; yoğunlaştırılmış elektron ışınının oluşturduğu enerjinin,
metallerin birleştirilmesinde kullanılan bir prosestir. Elektron açığa çıkması,
hızlandırılması ve bir noktada yoğunlaştırılması elektron ışın tabancasıyla yapılır. Bu
tabancanın çalışması televizyon ekran düzeneğine benzer şekildedir.
Elektron ışın kaynak tezgahında elektronlar 150.000 km/s’den daha yüksek hızda
elektron tabancasından fırlatılırlar. Elektrik ve manyetik alanlar kullanılarak elektron
ışını istenen yere odaklanır ve dar bir elektron ışın demeti elde edilir. Elde edilen bu ışın
kaynak edilecek yere yönlendirilir.
Yüksek hızdaki elektronlar kaynak edilecek parça tarafından engellendiği için
sahip oldukları kinetik enerji ısı enerjisine dönüşür ve malzemeyle temas ettiği yerleri
ergitir. Ergimiş metallerin birbiriyle teması birleşmeyi sağlar. Hava yada herhangi bir
gaz elektronların ışın formunu bozduğu için kaynak işlemi yüksek vakum altında yapılır.
Kaynak; iş parçasının hareketiyle veya tabancanın hareketiyle yada her ikisinin de
hareketi ile gerçekleştirilebilir. Tabancanın herhangi bir açıda tutulmasıyla da kaynak
işlemi gerçekleştirilebilir. Bu sayede; dar, derin ve yüksek hızla kaynak yapabilme olanağı
sağlanır.
3.2
Çalışma Prensibi
Temel olarak elektron ışını; katot (filament) yönlendirme kabı ve anottan oluşur.
Sıcak katot veya filament yüksek yayınımlı malzemelerden (tungsten veya tantalum)
yapılır. Bu yüksek yayınımlı malzemeler; tel, şerit veya levha formunda arzu edilen
şekilde standart olarak üretilir. Bunların elektron yayması için 2500 °C’ın üzerinde
direkt veya endirekt olarak ısıtılacak şekilde dizayn edilebilme özelliğine sahip olması
gereklidir.
Flamentin yüzeyinden yayılan elektronlar yüksek bir hızla ivmelenir. Katot
yönlendirme kabı ve anotun oluşturduğu tabanca sisteminden çıkan elektronlar,
elektrostatik alan vasıtasıyla düzenlenmiş ışın haline getirilir. Böylece topraklanmış anot
13 - 2
Jet Revizyon Müdürlüğü
EIK
düzlemindeki küçük bir delikten akan elektron kümesi elde edilir. Katot ile yönlendirme
kabı arasındaki negatif potansiyel farkın değişimi ile elektron akışı kolaylıkla
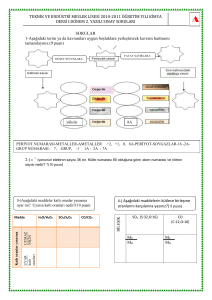
değiştirilebilir. Elektron ışın kaynağı ana elemanları Şekil1 'de gösterilmiştir.
Elektrik bağlantı yeri
Yalıtkan gaz
Yüksek voltaj yalıtıcısı
Yüksek voltaj
kablosu
Yüksek vakum çemberi
Vakum Pompalarına Çıkış
Katot Asamblesi
Anod
Vakum Pompalarına Çıkış
Manyetik Mercekler
Işın Saptırma Bobinleri
Işın Kolonunu
Kesme Vanası
Vakum Pompalarına Çıkış
Gaz Girişi
Atmosfer Basıncında
Elektron Işını
İş parçası ile durdurma
tablası arası mesafe
İş Parçası
Şekil 1
Elektron Işın Kaynağının Ana Elemanları
Anottan çıkan elektronlar, tabancaya uygulanan çalışma voltajı ile maksimum
enerji seviyesine ulaşırlar. Daha sonra elektronlar, elektron ışını düzeltme sisteminden
geçerler. Burada manyetik mercekler vasıtasıyla elektron ışınının çapı düşürülür ve iş
parçasının kaynak yapılacak yerine çok ince bir ışın merkezlenmiş olur. Küçültülmüş ışın
çapı ile enerji yoğunluğu artar ve iş parçası üzerine gönderilir. Elektromanyetik saptırma
13 - 3
Jet Revizyon Müdürlüğü
EIK
bobinleri vasıtasıyla, elektron ışınlarına esneklik kazandırılır. Böylece ışın istenildiği
şekilde yönlendirilir.
Tabanca sistemi genellikle 1x10-4 Torr (1.3332 x 10-7 bar) vakum altında
çalıştırılır. Vakum sistemi altında tabancanın çalışması; tabanca sisteminin temiz
kalmasına, filament’in oksitlenmesinin önlenmesine ve farklı voltajlarda elektrotlar
arasında kısa devre olmasına engel olur. Hem Tabanca sisteminin hem de kaynak yapılan
bölgenin vakum altında olması istenir. Kaynak bölgesinin vakum altında olmasıyla elektron
ışınının dağılması engellenmiş olur. Çünkü ortamda kalan hava molekülleri ile çarpışan
elektronlar, ışınının dağılmasına neden olur ve böylece ışının yoğunluğu azalır. Genellikle
elektron ışın tabancaları 30 ile 200 kV değişken voltajlar arasında çalıştırılır ve
uygulanan akım 0.5 ile 1500 mA arasındadır. Elektron ışın kaynağı sistemi genellikle 30
kW seviyesindedir. 100 kW seviyelerine ulaşan tezgahlarda mevcuttur.
Yüksek vakum tezgahlarında odaklanan ışın 0.25-1.25 mm çapında ve bu nedenle
ulaşılan güç yoğunluğu 108 W/cm2 civarındadır. Bu yoğunluktaki bir enerji her türlü
metalin buharlaşması için yeterlidir. Elektron ışınının iş parçasına uygulanmasıyla, yüksek
üç yoğunluğu nedeniyle ışının temas ettiği ilk yerde iş parçası üzerinde ergime oluşur.
Işın uzun süre tutulmaya devam ederse malzeme buharlaşır.
4 Kaynak, üç aşamada gerçekleşir:
•
Işının malzemeye temas ettiği ilk yerde ergime oluşur.
•
Parçanın hareket ettirilmesiyle yeni bir bölgede ergime oluşurken önceki
erimiş kısım bu bölüme akmaya çalışır.
•
Ergimiş metalin devamlı akışıyla dolan yerler kaynağı oluşturur.
4 Vakum değerine göre üç tip elektron ışın kaynağı vardır.
•
Yüksek vakumlu elektron ışın kaynağı: İş parçası 10 -6 ile 10-3 Torr (1.3x10-9
ile 1.3x10-6 bar) vakum altında
•
Orta vakumlu elektron ışın kaynağı: İş parçası kısmi ve az vakum altında
10-3 ile 25 Torr (1.3x10-6 ile 3.3x10-2 bar )
•
Vakumsuz elektron ışın kaynağı: Koruyucu gaz altında veya atmosferde
Bütün bu uygulamalarda elektron ışın tabanca bölgesi 10 -4 Torr(1.332x10-7 bar)
veya daha düşük vakum altında tutulmalıdır.
İlave metal istenirse kullanılabilir. Kullanılırsa malzeme kaynak parçasıyla aynı
özellikte olmalıdır. İlave metal kullanıldığında malzeme taşması durumunda genellikle
taşlanması veya herhangi bir tesviyeleme yoluyla giderilmesi gerekebilir.
13 - 4
Jet Revizyon Müdürlüğü
EIK
3.3
Avantajları
Elektron ışın kaynak teknolojisinin tipik özellikleri; yüksek kalite, ekonomik işlem
ve otomasyonda kolaylıktır. Elektron ışın kaynağı, parça yüzeyini bozmayan ve metale
minimum düzeyde ısı bırakan, çok düşük miktarlarda distorsiyon olabilen, dikişin çok
derin, çok hızlı ve tek pasoda yapılabildiği bir yöntemdir.
4 Isı kaynağı olarak elektron ışının en önemli üstünlüğü, gaz alevi ve elektrik arkına
karşılık, kaynak yerlerinde 10.000 kat daha fazla bir ısı konsantrasyonu elde
edilir.
4 Elektrik akımı ve voltaj ile elektron akımını hassas olarak kontrol etmek
mümkündür. Kontrol edilen ışına verilen yön ve büyüklükle, kaynaktan sonra
oluşması istenen kaynak kabarması ve şekli istenen boyutlarda kesin olarak
kontrol edilebilir.
4 Arkın plazma taneciklerinin etkisi, yalnızca iş parçasının yüzeyinde bıraktığı ve
bununla birlikte iç bölgelerin ısıtılmasında her yönde gelişen bir ısı dağılımına
ayrıldığı için yarım daire şeklinde bir ergime bölgesi oluşur. Elektron
bombardımanı altında kaynak yerinin kuvvetli bir şekilde ısınmasıyla hüküm süren
yüksek buhar basıncı eriyikte, elektronların enerjisini bırakmadan önce iş
parçasının derinliklerine kadar nüfuz edebildikleri kanalın oluşumuna yol açar.
Oluşan ergime bölgesinin derinliğinin, ortalama genişliğe oranı 25/1’e kadar dar
olan bir kamanın şekline sahip olup Şekil2 ’de gösterilmiştir.
Şekil 2
TIG, Plazma Ve Elektron Işın ile Yapılan Kaynaklarda Ergime Bölgesi Formlarının
Karşılaştırılması
4 Mikron mertebesindeki folyolardan 100 mm’nin üzerine kadar kaynak yapılabilen
saç kalınlıklarına diğer kaynak yöntemlerinin hiçbiri ile erişilemez.
13 - 5
Jet Revizyon Müdürlüğü
EIK
4 Yüksek güç yoğunluğu nedeniyle; bir pasoda, yüksek kaynak hızlarında ve kısa
kaynak zamanında kaynak yapılabilir. Bu durum Şekil 3 ’de gösterilmiştir.
Şekil 3
Saç Kalınlığına Bağlı Olarak Çeliklerin Kaynağında Çeşitli Birleştirme Yöntemlerindeki
Maksimum Kaynak Hızları
4 Yüksek vakum altında elektron ışın kaynağı oksitlenmeyi önler.
4 Büyük ısı girdisi nedeniyle iş parçasındaki distorsiyon, ark kaynağının yaklaşık
olarak onda biri kadardır (Şekil 4).
Şekil 4
Saç Kalınlığına Bağlı Olarak Çelik Kaynağında,
Çeşitli Birleştirme Yöntemlerindeki Enine Distorsiyon
13 - 6
Jet Revizyon Müdürlüğü
EIK
4 Yüksek mukavemetli ve çok sert metallerin kaynak yapılabilmesini kolaylaştırır.
Kaynak birleştirmelerinde mekanik özelliklerin bozulması önlenir.
4 Isıya hassas bölgelere yakın kaynak yapılmayı kolaylaştırır.
4 Refraktör, reaktif ve farklı metallerin kaynak yapılmasını kolaylaştırır. Yüksek
vakum altında 50 cm mesafeden kaynak yapılabilir.
4 Elektron ışını manyetik olarak saptırılarak değişik biçimlerde kaynak yapılabilir ve
kaynağın kalitesinin veya nüfuziyetinin arttırılması manyetik ayarlama ile
sağlanabilir.
4 Bir noktaya odaklanmış elektron ışını, kaynak yapılacak parçalar arası mesafenin
genişliğine öre ayarlanabilen odak derinliğine sahiptir.
4 Farklı malzemeler ve bakır gibi yüksek ısıl iletkenliğe sahip metallerin kaynak
işlemleri yapılabilir.
3.4
Dezavantajları
4 Ekipman maliyeti diğer kaynak sistemlerinden yüksektir.
4 Takım maliyeti yüksektir.
4 Vakum hücresi kapasitesi sınırlı olduğu için iş parçasının boyutları sınırlıdır.
4 Hızlı soğutma oranı yüksek gerilme oluşturarak kırılmaya sebep olabilir.
4 Derinliğin genişliğe oranının yüksek olduğu kısmi nüfuziyetli kaynaklar kök
boşluğuna karşı hassastır.
4 Elektron ışın kaynağının bütün modellerinde kaynak sırasında oluşan X ışınlarından
çalışanların korunabilmesi için radyasyona karşı koruma yapılmalıdır. Vakumsuz
ortamlarda gerçekleştirilen kaynak esnasında oluşan zararlı gazların
dağıtılabilmesi için uygun havalandırma gereklidir.
4 JET REVİZYON MÜDÜRLÜĞÜNDE ELEKTRON IŞIN KAYNAĞI
4.1
Uygulama Alanı
Motor revizyon işlemlerinde elektron ışın kaynağı ile birleştirilmesi uygun olan ve
tamir limitleri içerisinde çatlak tespit edilmiş bütün motor parçalarının tamirinde ve yeni
parça veya takım imalinde kullanılabilmektedir.
13 - 7
Jet Revizyon Müdürlüğü
EIK
4.2
Uygulama Esnasındaki Ortam Koşulları
4 İşlemin yapılabilmesi için vakum ortamına ihtiyaç duyulur.
4 Kaynak yapılacak bölge temiz olmalıdır.
4 Kaynak tezgahın bulunduğu bölgenin havalandırması yeterli olmalıdır.
4.3
Uygulama İçin Gerekli Teçhizat / Ekipmanlar
4 Model VX-68 X 68 X 78 Elektron Işın Kaynak tezgahı
4 İş parçasını sabitlemek için manyetik olmayan malzemeden imal edilen uygun
takımlar
4 250 - 500 mA'lik flaman
4 Tezgah kullanım eğitimi almış olan personel
4.4
Proses Öncesi Yapılması Gerekenler
4 Saflığı bozan maddeler kaynağı zayıflatır. Bu yüzden bu maddelerden kaçınılması
gerekir.
4 Kaynak yapılacak yüzeyler, kirden,yağdan ve tozdan arındırılmalıdır.
4 Kaynak parçası üzerinde temizleme maddesi yada artığı kalmamalıdır.
4 Birleşmeler minimum aralıkta yapılmalıdır. Aralık 0.07 mm’yi aşmamalıdır.
4 Işının iş parçasının kaynak yapılacak yerine odaklanmasında çok düşük güçte ışın
kullanılmalıdır.
4 Kaynak ile ilgili parametreler, makinaya ait “Yeni Bir Parçanın Elektron Işın
Kaynak Makinasına Hazırlanması” süreci ile belirlenmektedir. Bu sürece göre
malzemenin bileşimi ve malzemenin kalınlığı belirlenmelidir.
4 Tabanca ile parçanın arasındaki uzaklık belirlenir. Eğer parçanın şeklinden ileri
gelen bir zorluk yoksa 150 mm’lik uzaklık uygundur. Bu değer artarsa problem
çıkar. Örneğin güç yoğunluğu azalır, bombardıman değişimi büyür, ark etkisine
hassasiyet artar, osiloskoptaki görüntü zayıflar ve kaynak parametrelerinin
değişimine daha zor uyum sağlanır.
4 Mevcut teknoloji ile yapılacak kaynak hızı bazı etkenler altındadır. Örneğin 3 mm
kalınlığındaki çelik için kaynak hızı 6350 mm/dk civarındadır. 50 mm kalınlığındaki
çelikte 255-510 mm/dk civarındadır. Yüksek hızlarda ortaya çıkan problem,
ergimiş metalin boşluğu uygun bir şekilde dolduramamasıdır. Çok hızlı yapılan
kaynakta oluşabilen diğer hatalar ; çatlaklar, porozite, kök porozite, yüzey
13 - 8
Jet Revizyon Müdürlüğü
EIK
boncuklanması, alt kesilme ve arkadan emme v.b.. olarak gösterilebilir. Malzeme
kalınlığı azaldıkça daha hızlı kaynak yapılabilir.
4 Odak ayarı yapılır. Bunun için tabanca ile parça arasına bir bakır blok yerleştirilir.
Gönderilen elektron ışın demeti tek bir noktada en küçük şekilde odaklanıncaya
kadar ayar yapılır. Bu ayar gerçek odak ayarı olmamakla birlikte iyi bir başlangıç
ayarıdır. 6 mm’den ince malzemelerde odak, parçanın üst yüzeyine ayarlanır.
Kaynak biraz geniş olur fakat üst ve alt yüzeydeki dikiş daha düzgünleşir. Daha
kalın malzemelerde optimum kaynak için odak parçanın altına odaklanır. Örneğin
çeliklerde 60 mm’lik difüzyon elde etmek için odak yüzeyden yaklaşık 50 mm altta
olmalıdır. Titanyum gibi refrakter metallerin kaynağında odak, malzemenin arka
tarafında olmalı ve hız yüksek olmalıdır.
4 Bakır üzerinde yapılan kaba odak ayarından sonra istenilen neticeyi elde etmek
için birkaç deneme dikişi yapılarak kontrol edilmelidir.
4 Vakum düzeyinin kaynak üzerindeki etkisi büyüktür. Vakum ne kadar büyükse
kaynak o kadar geniş olur. Bu yüzden vakum yüksek olunca belli bir nüfuziyet için
gücü de arttırmak gerekir. Yüksek vakumlarda hava moleküllerine çarpan serbest
elektron yüzdesi de artar ve çalışmaya başlamak mümkün olmaz. 50 mikron Hg
(5x10-2 Torr) üzerindeki vakumlarda metal buharları oksitlenmeye sebep olarak
problem teşkil ederler.
4.5
Emniyet Tedbirleri
4 Kaynak yapılacak malzemeleri temizlemek için kullanılan aseton ve metil-etilketon yanıcıdır. Bu maddeler ateşten uzak tutulmalı, deriye temasını ve
solunmasını engelleyici uygun koruyucu melbusat kullanılmalıdır.
4 Klorid ihtiva eden maddeler hiçbir parça üzerinde kullanılmamalıdır.
4 Buhar ve sıcak su yakıcıdır. Buharla temizleme sırasında yüz koruyucu maske,
önlük ve eldiven gibi koruyucu melbusat kullanılmalıdır.
4 Buharla yağ alma için kullanılan solvent yanıcıdır. Deriye ve gözlere temasından
sakınılmalıdır. Yüz ve diğer bölgeler için koruyucu melbusat kullanılmalıdır. İşlem
havalandırmalı alanda yapılmalıdır.
4 Kaynak sırasında X-Ray ışınları ortaya çıkar. Bu nedenle kaynak operatörü
koruyucu melbusat kullanmalıdır.
4 Kaynak yapılacak parçalar pamuklu eldivenle ve uygun şekilde taşınmalıdır. Uygun
şekilde hazırlanmalı ve temizlenmelidir.
4 Kaynak yapılacak parçaların ilgili teknik emirlerinde belirtilen diğer emniyet
tedbirlerine uyulmalıdır.
13 - 9
Jet Revizyon Müdürlüğü
EIK
4.6
4.6.1.
Prosesin Uygulama Adımları
Kaynak için Hazırlık
4 Kaynak yapılacak yüzeyler PPCP-004 Solvent Buharında Yağ Alma prosesine
uygun olarak kir, gres ve yağdan temizlenmelidir.
4 Saflığı bozan maddeler kaynağı zayıflatır.
4 Tel fırça kullanarak veya silikon karpit taş ile kaba kaplamalar, kirler ve oksitler
çıkartılmalıdır. Plazma sprey çıkarma yöntemleri kullanılarak kaynak bölgesinden
plazma ve flame sprey kaplama çıkartılmalıdır.
4 Klorid ihtiva eden maddeleri hiçbir parça üzerinde kullanılmamalıdır.
4 Temizlemede, çözücü olarak metil-etil-keton yada aseton kullanılmalıdır.
4 Kaynak parçası üzerinde, temizleme maddesi yada artığı kalmamalıdır.
4 Bağlantı geometrisine dikkat edilmelidir. Parçalar en az kaynak boşluğu kalacak
şekilde hazırlanmalıdır. 1,5 inç (38,10 mm) ve daha ince malzemeler için en çok
kaynak boşluğu 0,003 inç (0,08.mm), 1,5 inç’ten daha kalın malzemeler için
kaynak boşluğu 0,005 inç (0,13 mm) olmalıdır. Birleşme yüzeylerinin pürüzlülüğü
63 mikro inç (1,6 mikron)’ten büyük olmamalıdır.
4 Genel olarak kaynak dolgu yeri birleşme yüzeyinden konumlandırılır. Bazı
durumlarda uygun bileşimdeki şerit malzemenin dolgu malzemesi olarak
kullanılması gerekebilir. Bu gibi durumlarda şerit malzemenin çok ince olması ve
kaynaklanacak birleşme noktasına dikkatli şekilde yerleştirilmesi gereklidir.
4 Alüminyum parçaların elektron ışın kaynak işleminden hemen sonra temizleme
işleminin yapılması tercih edilir. Temizleme işlemi PPCP-001 (Buharla Temizleme)
prosesine göre yapılır.
4.6.2.
Kaynak İşlemi
4 Elektron ışın kaynak tezgahının merkez eksen ayarının ve odaklamasının düzgün
olduğundan emin olunmalıdır.
4 Tezgah üzerine parça uygun aparatla bağlanır.
4 Daha önceden denenip metalürji laboratuarına onaylatılmış parametrelere göre
tezgah ayarlanır.
4 Emin olunmayan durumlarda kaynak yapmadan önce örnek parçalar üzerinde
tezgah parametreleri denenmelidir.
13 - 10
Jet Revizyon Müdürlüğü
EIK
4 Tüm emniyet tedbirlerinin alındığından emin olunmadan kaynak işlemine
başlanmaz.
4 Kaynak işlemine başlamadan önce tezgah parametreleri tekrar kontrol edilmeli
ve kaynak işlemi yapılmalıdır.
4.6.3.
Kaynak Çeşitleri
4 Sınıf A: 0,040 inç (1,02 mm)’i aşan belirti olmaksızın yapılan yüksek gerilimli alın
kaynağıdır. (Tablo-1)
4 Sınıf B: 0,060 inç (1,52 mm)’i aşan belirti olmaksızın yapılan orta gerilimli alın
kaynağıdır. (Tablo-1)
4 Sınıf C: 0,060 inç (1,52 mm)’i aşan belirti olmaksızın yapılan diğer tip
kaynaklardır (Tablo 1).
Tablo1
Kabul Edilebilir Belirti Limitleri (Kaynaktaki Boşluklar)
A Sınıfı
B, C Sınıfı
•
İnce kaynak elemanının kalınlığının
yüzdesi olarak bir tek belirtinin en
büyük çap veya uzunluğu
En çok 0,04 inç (1,02
mm) ile kalınlığın
%60’ı
En çok 0,06 inç (1,52
mm) ile kalınlığın
%75’i
•
Birleşik belirtiler arasındaki en
küçük aralık
Birleşik belirtilerden
büyük olanın
büyüklüğünün 3 katı
Birleşik belirtilerden
büyük olanın
büyüklüğünün 2 katı
•
Her bir inç kaynakta belirlenmiş
belirtilerin toplam uzunluğu
•
Bir kaynakta (6 inç’ten fazla
uzunlukta) belirlenmiş belirtilerin
toplam uzunluğu
4.7
4.7.1.
0,08 inç
0,16 inç
(2 mm)
(4,1 mm)
%2
%6
Kullanılan Tezgahın Özellikleri
Vakum hücresi ve pompa sistemi
Vakum hücresi, iş parçasına elektron ışın kaynağı yapılabilmesi için yeterli vakumu
oluşturacak bir kabin ile iş parçası ve elektron tabancasından meydana gelmiştir. Vakum
hücresi, içerisinde oluşan vakum nedeniyle dıştan gelen kuvvetleri taşıyacak
13 - 11
Jet Revizyon Müdürlüğü
EIK
mukavemette rijit olarak imal edilmiştir. Elektron ışın kaynağı tezgahı Şekil 5'de
verilmiştir.
Şekil 5
Elektron Işın Kaynağı Tezgahı
Sistem, 3 pompaya sahiptir; birinci pompa, kaba vakumlama pompası olup,
mekaniktir. Kompresör vasıtasıyla emilen gazlar dışarıya pompalanır. Difüzyon pompası
moleküler seviyede gazların dışarıya atılması için kullanılır ve kaba vakumlama
pompasından sonra devreye girer. İstenilen vakum seviyesine ulaşıldığında üçüncü pompa
devreye girerek sistemin hazır halde tutulmasını sağlar.
Vakum hücresi: 170x170x200 cm boyutlarındadır.
Tezgah üzerinde bulunan pompalar :
4 Difüzyon pompası
: Varian NRC , Tip HS - 20
4 Kaba vakumlama pompası
: Tip 617 H
4 Hazır tutma pompası
: Tip welch 1402
1x10-2 Torr'a (1.3x10-7 bar) 8 dakikada ulaşılmakta olup bu minimum vakum
limitidir.
13 - 12
Jet Revizyon Müdürlüğü
EIK
4.7.2.
Tezgahın hareketleri
Sistem 4 eksenli olup; X, Y, Z ve C'den oluşmaktadır:
X ekseni : Toplam 1675 mm harekete ve 25 - 2500 mm arasında ayarlanabilir
(ilerleme/dakika) hıza sahiptir.
Y ekseni : Toplam 650 mm harekete ve 25 - 2500 mm arasında ayarlanabilir
(ilerleme/dakika) hıza sahiptir.
Z ekseni : Toplam 760 mm harekete ve 25 - 2500 mm arasında ayarlanabilir
(ilerleme/dakika) hıza sahiptir. Z ekseninde ışın tabanca sistemi hareket etmektedir.
C ekseni : 0.04 - 4 devir/dk arasında ayarlanabilen, 360° dönen bir tablaya
sahiptir.
4.7.3.
Işın tabancası
İş parçasına uygulanan ve ışın gücünü etkileyen faktörler aşağıdaki gibi tarif
edilmektedir.
4 Tabanca :
•
•
•
•
Tip
Çalışma voltajı
Katot
Anot
:
:
:
:
E-S9460 gr.1
0 - 60 kV
250 mA , B - H844
60 kV , B - M5740
4 Flaman:
Elektronları açığa çıkarmak için voltajın uygulandığı parçadır. Böylece, ışın için
gerekli akım sağlanmış olur. Başlangıçta flamana uygulanan voltajın düşük olması gerekir.
Voltaj arttıkça ışın gücü artar.
4 Odaklama:
Odaklama direkt olarak ışın gücüne bir etkisi olmamasına rağmen, ışın gücünün
etkilerinden biri olarak düşünülmelidir. Odaklama vasıtasıyla ışının, iş parçası üzerinde
istenilen yerde odaklanması sağlanır.
4 Işın saptırıcı:
Işın akımının doğru yere yönlendirilmesinde kullanılır. Kaynak edilecek yerin tam
olarak bulunmasını sağlar ve kaynak yapılır. Ayrıca istenilen kaynak şekli de yapılabilir.
13 - 13
Jet Revizyon Müdürlüğü
EIK
4.8
Proses Uygunluğunun Kontrolü
Elektron ışın kaynağı yapılan parçalarda aşağıdaki kontroller yapılarak proses
kontrolü yapılabilir.
4 Isıdan etkilenmiş bölge
4 Birleşme (fussion)
4 Nüfuziyet (penetration)
4 Kaynak Boşlukları
4.9
Proses Bitiminden Sonra Yapılması Gerekenler
Elektron ışın kaynağından sonra parçalardaki kaynak bölgesinin dış görünümü gözle
kontrol edilmelidir. Gözle kontrol esnasında çukurluklar ve kaynak patlamaları kontrol
edilmelidir.
4.10 Kapasite
Jet Revizyon Müdürlüğü bünyesinde 1 adet EBW tezgahı (Şekil 5) mevcuttur.
13 - 14
Jet Revizyon Müdürlüğü
EIK
REFERANSLAR
[1]
ASM HANDBOOK, Fourth Printing (1997). Volume 6; Welding, Brazing and
Soldering Page 254-261,
[2]
T.O. 2J-J79-83-1 (SWP 015 02),
[3]
PPWP-400: Elektron Işın Kaynağı Proses Planı,
[4]
Metals Hand Book , (1983)
[5]
GEK 9250 70-41-05: Electron Beam Welding Procedure,
13 - 15