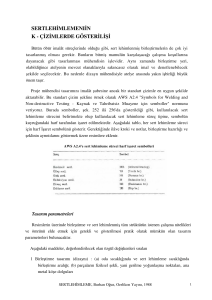
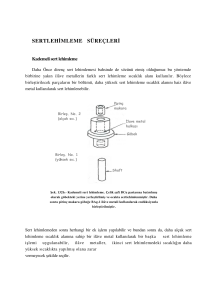
SERT LEHİMLEME, YUMUŞAK LEHİMLEME Sert ve yumuşak lehimleme işlemleri, birleştirme yöntemleri spektrumunda, eritme kaynakları ile katı hal kaynakları arasında yer almaktadır. Sert ve yumuşak lehimleme işlemlerinde de, eritme kaynaklarının çoğunda olduğu gibi dolgu metali kullanılır, ancak katı hal kaynaklarında olduğu gibi esas metal parçalarında erime olmaz. Bu aykırılıklar sert ve yumuşak lehimlemeyi genellikle kaynaktan farklı işlemler olarak görmemizi sağlar. Bazı koşullar altında sert veya yumuşak lehimleme kaynağa nazaran daha caziptir. Bu koşullar: 1) Birleştirilecek metallerin kaynak edilebilirliklerinin düşük olması, 2) Farklı metal parçalarının birleştirilmesi işlemleri, 3) Kaynak işlemindeki sıcaklığın birleştirilmek istenen parçalara zarar vermesi, 4) Bağlantı geometrisinden dolayı hiçbir kaynak işleminin uygulanamaması ve 5) Yüksek mukavemete gerek duyulmamasıdır. Yapıştırma işlemi, sert ve yumuşak lehimleme ile bazı ortak özelliklere sahiptir. Yapıştırma işleminde de, lehimlemede olduğu gibi, bir dolgu metali ile birbirine çok yakın iki yüzey arasındaki bağ kuvvetlerinden yararlanılır. Ancak aradaki fark, yapıştırmada kullanılan dolgu malzemesinin metal olmaması ve işlemin oda sıcaklığında veya biraz üzerindeki sıcaklıklarda uygulanmasıdır. 1. SERT LEHİMLEME Sert lehimleme, bir dolgu (ilave) metalinin eritildiği ve birleştirilecek parçaların temas eden yüzeyleri arasında kapiler etkiyle dağıtıldığı bir birleştirme yöntemidir. Sert lehimlemede esas metal parçalarında erime oluşmaz, sadece dolgu metali erir. Sert lehimlemedeki lehim metali de denilen dolgu metalinin erime derecesi birleştirilmek istenilen esas metal veya metallerinin erime derecelerinin altında ama 450°C (723 K)'nin üzerindedir. Bağlantı uygun bir şekilde tasarlanıp sert lehimleme işlemi doğru bir şekilde uygulandığı takdirde, lehim metalinin katılaşması ile oluşan sert lehimli birleştirme işlemde kullanılan lehim metalinden daha yüksek mukavemetli olacaktır. Bu dikkate değer sonucun nedeni sert lehimleme işleminde iki parça arasında dar bir aralık bırakılması, esas metal parçaları ile dolgu metali arasında metalurjik bağ oluşumu ve esas metal parçalarının bağlantı üzerinde oluşturduğu geometrik kısıtlamadır. Sert lehim yönteminin dezavantaj ve sınırlamaları ise şunlardır: 1) Bağlantının mukavemeti genellikle kaynaklı birleştirmelerden düşüktür, 2) Sert lehim birleştirmenin mukavemeti lehim metalinden yüksek olsa da esas metallerden düşüktür, 3) Kullanım alanındaki yüksek sıcaklıklar sert lehim bağlantıyı zayıflatabilir ve 4) Sert lehim bağlantıdaki lehim metalinin rengi esas parçadan farklı olduğundan estetik olarak dezavantajlıdır. Sert lehimleme, birçok endüstri alanında bir üretim yöntemi olarak yaygın bir şekilde kullanılmaktadır. Bu endüstri kolları arasında otomotiv (örneğin boru ve tüp şeklindeki parçaların birleştirilmesi işlemleri), elektrik cihazları (örneğin tel ve kabloların birleştirilmesi 9 işlemleri), kesici takımlar (örneğin çimentolu karbür kesici uçların sap kısmına sert lehimlenmesi) ve ziynet eşyası üretimi bulunmaktadır. Bunlara ilaveten, kimyasal işlem endüstrisi ile sıhhi ve ısıtma tesisatlarında boru ve tüp şeklindeki parçaların birleştirme işlemleri sert lehimleme ile yapılır. Ayrıca, yöntem tüm endüstri kollarında tamir ve bakım işlemlerinde yaygın bir şekilde kullanılmaktadır. 1.1 Sert Lehim Bağlantıları Sert lehim bağlantılar çoğunlukla alın ve bindirme olmak üzere iki tiptir. Ancak, bu iki bağlantı tipi sert lehimleme uygulamalarına farklı şekillerde uyarlanmıştır. Geleneksel alın bağlantıda sert lehim yapılabilmesi için sınırlı bir alan bulunmaktadır, bu da elde edilen lehim birleştirmenin mukavemetini olumsuz etkilemektedir. Sert lehim bağlantılardaki temas yüzeylerini artırmak için, Şekil 1'de gösterildiği gibi, temas yüzeylerinde sıkça basamak oluşturulmakta, eğim verilmekte veya başka şekillerde değişiklik yapılmaktadır. Doğal olarak, bu tip sert lehim bağlantıları oluşturabilmek için parçalar üzerinde ek işlem yapmak gerekmektedir. Eğimli yüzeylerle ilgili bir başka sıkıntı da, parçaların pozisyonunun lehimleme öncesinde ve sırasında korunması problemidir. Şekil 1. (a) Geleneksel küt alın bağlantı ve küt alın bağlantının sert lehimlemeye uyarlanması: (b) Eğimli alın bağlantı, (c) basamaklı alın bağlantı ve (d) genişletilmiş alın bağlantı (parçanın birleşim bölgesindeki kesit alanının artırılması) Sert lehimleme işlemlerinde bindirme bağlantı, parçalar arasında oldukça geniş temas arayüzeyi olmasından ötürü sıkça kullanılır. Sert lehim bindirme bağlantılarda, genellikle parça kalınlığının üç katı bindirme boyu seçilir. Bazı bindirme bağlantıların sert lehimlemeye uyarlamaları Şekil 2'de gösterilmektedir. Bindirme bağlantılarda sert lehimlemenin kaynağa olan bir avantajı, parçaların sadece köşelerinde (ark doldurma kaynağı) veya aralıklı noktalar halinde (direnç nokta kaynağında) değil, lehim metalinin parçalar arasındaki tüm yüzeyi kaplaması sayesinde tüm bindirme arayüzeyinde bağ oluşturmasıdır. Sert lehimlemede, esas metal parçaları arasındaki aralık (açıklık) önemlidir. Parçalar arası mesafe sıvı lehim metalinin tüm arayüzey boyunca akmasını kısıtlamayacak genişlikte olmalıdır. Aynı zamanda, parçalar arası açıklık çok büyük olursa, kapiler etki azalır ve parçalar arasında dolgu metalinin olmadığı bölgeler oluşur. 10 Şekil 2. (a) Klasik bindirme bağlantı ve bindirme bağlantının sert lehimleme uyarlanması: (b) Silindirik parçalar, (c) Sandviç parçalar ve (d) Alın bağlantıyı bindirme bağlantıya dönüştürmek için kılıf kullanımı. Şekil 3'de gösterildiği gibi, parçalar arası mesafenin bağlantı mukavemeti üzerinde etkisi bulunmaktadır. Bağlantı mukavemetinin maksimum olduğu, parçalar arası optimum bir açıklık değeri söz konusudur. Ancak, bu optimum aralık, esas ve lehim metallerine, bağlantı tipine ve işlem şartlarına bağlı olarak değiştiğinden durum daha da karmaşıktır. Pratikte tipik olarak tercih edilen parçalar arası aralık, 0.025-0.25 mm arasında değişmektedir. Bu değerler sert lehimleme sıcaklığındaki aralık değerleri olup, esas metal veya metallerin ısıl genleşme katsayılarına bağlı olarak oda sıcaklığındaki aralık değerlerinden farklı olabilir. Sert lehimleme öncesi birleşme yüzeylerinin temizliği de önemlidir. İşlem esnasındaki ıslatma özelliğini ve kapiler çekimi artırmak ve tüm arayüzey boyunca bağlanmayı sağlamak için parça yüzeylerindeki oksit, yağ ve diğer istenmeyen maddelerin uzaklaştırılması gereklidir. Yüzey temizleme işlemi, çözücü sıvılar ile temizleme gibi kimyasal işlemlerle veya metal fırça ile temizleme ve kumlama gibi mekanik işlemler ile yapılmaktadır. 11 Şekil 3. Bağlantıdaki parçalar arası açıklığa bağlı olarak bağlantı mukavemetinin değişimi Temizleme sonrası ve sert lehim işlemi esnasında, yüzey temizliğini korumak ve temas yüzeyleri arasındaki aralıkta kapiler etkiyi destekleyen (teşvik eden) ıslatma özelliğini artırmak için dekapanlar kullanılmaktadır. 1.2 Dolgu Metalleri ve Cüruf Yapıcılar (Dekapanlar) Sert lehimleme işlemlerinde yaygın olarak kullanılan dolgu metalleri ve bunların kullanıldığı esas metaller Tablo l'de listelenmektedir. Sert lehim metali olarak kullanılacak metalin şu özelliklere sahip olması gerekmektedir: 1) Erime derecesi esas metal ile uyumlu olmalıdır, 2) İyi ıslatma özelliği için sıvı fazda yüzey gerilimi düşük olmalıdır, 3) Arayüzeye iyi nüfuziyet için sıvı metalin akışkanlığı yüksek olmalıdır, 4) Uygulamada kullanım için yeterli mukavemete sahip bir bağlantı oluşturma kapasitesine sahip olmalıdır ve 12 5) Esas metal ile kimyasal veya fiziksel tepkimelere (galvanik reaksiyon gibi) girmemelidir. Sert lehimleme işlemlerinde dolgu metallerinin eklenmesi tel, çubuk, sac veya şerit, toz ve pasta gibi değişik şekillerde yapılabilmektedir. Ayrıca, lehim metali belirli bir bağlantı geometrisine uyacak şekilde ön şekillendirilmiş parça şeklinde veya sertlehimle birleştirilecek parçalardan birinin yüzeyine kaplanmış olarak da eklenmektedir. Bu tekniklerden bir örnek Şekil 4 verilmiştir. Şekil 4. Sert lehimlemede kullanılan bazı dolgu metali uygulama teknikleri: (a) Üfleç ve dolgu çubuğu İşlem sırası: (1) Sert lehimden önce ve (2) Sonra. Şekil 5'de gösterilen sert lehim metal pastaları dolgu metali tozları ile sıvı cüruf yapıcılar ve bağlayıcıların karışımdan oluşmaktadır. Şekil 5. Bir dağıtıcı ile sert lehim pastasının uygulanması 13 Sert lehimde kullanılan cüruf yapıcıların (dekapanların) fonksiyonu kaynaktaki gibidir. Dekapanlar sert lehim işlemi esnasında, oksitleri ve diğer istenmeyen maddeleri çözüp bünyesine alarak uzaklaştırır ve sıvı metalin oksitlenmesini veya istenmeyen yan ürünlerin oluşmasını önler. Cüruf yapıcıların kullanımı yukarıda açıklanan sert lehim öncesi yapılması gereken yüzey temizliğini ortadan kaldırmaz. İyi bir dekapanın sahip olması gereken özellikler: 1) Düşük erime derecesi, 2) Yerine dolgu metalinin geçebilmesi için düşük viskozite, 3) Islatmayı kolaylaştırma ve 4) Dolgu metali katılaşıncaya kadar bağlantıyı korumaktır. Dekapan ayrıca, sert lehim işleminden sonra rahatlıkla uzaklaştırılabilir olmalıdır. Sert lehim dekapanları boraks, boratlar, florürler ve klorürler içerir. Ayrıca, bu karışımda sıvı dolgu metalinin yüzey gerilimini azaltan ve böylece ıslatma özelliğini artıran ıslatıcı maddeler de bulunur. Dekapanlar toz, pasta ve sulu harç şeklinde mevcuttur. Sert lehimleme işleminde dekapan kullanımının alternatifi, oksitlenmeyi önlemek için işlemin vakum veya indirgeyici bir atmosferde yapılmasıdır. 1.3 Sert Lehimleme Yöntemleri Sert lehimleme işlemlerinde kullanılan çok değişik metotlar mevcuttur. Sert lehimleme yöntemleri denilen bu işlemler arasındaki fark her birindeki ısı kaynağının farklı olmasıdır. Bu yöntemler; Üfleçle (Alevle) Sert lehimleme: Üfleçle sert lehimlemede, parça yüzeylerine dekapan (cüruf yapıcı) uygulanır ve birleştirme bölgesi yakınında iş parçasına alevi yönlendirmek için bir üfleç kullanılır. Fırında Sert Lehimleme: Fırında sert lehimlemede ısı kaynağı olarak bir fırın kullanılır ve yöntem en çok orta ve yüksek üretim miktarlarına uygundur. Endüksiyonla Sert Lehimleme: Endüksiyonla sert lehimleme, parçanın uygulanan yüksek frekanslı bir akıma gösterdiği dirençten açığa çıkan ısı ile yapılır. Dirençle Sert lehimleme: Bu yöntemde, dolgu metalini eritmek için gerekli ısı parçaların elektrik akımına gösterdikleri dirençten açığa çıkmaktadır. Daldırmayla Sert lehimleme: Daldırmayla sert lehimlemede, ısıtma ya erimiş tuz banyosuna ya da sıvı metal banyosuna daldırma ile gerçekleştirilir. Kızılötesi (lnfrared) Sert Lehimleme: Yöntemde ısı yüksek yoğunluklu bir kızılötesi lambasından sağlanır. Sert Lehim Kaynağı: Bu yöntem, uygulandığı bağlantı tipi bakımından diğer sert lehimleme yöntemlerinden farklıdır. Şekil 6'da gösterildiği üzere, sert lehim kaynağı tek taraflı V alın bağlantı gibi daha geleneksel bir kaynaklı bağlantı oluşturmak için kullanılır. Şekil 6. Sert lehim kaynağı: Bağlantı sadece lehim (dolgu) metalinden oluşur ve esas metal içermez 14 2. YUMUŞAK LEHİMLEME Yumuşak lehimleme sert lehimlemeye benzer bir birleştirme işlemidir. Yöntem, erime derecesi 450°C (723 K)'nin altında olan bir dolgu (lehim) metalinin eritildiği ve birleştirilecek parçaların temas eden yüzeyleri arasında kapiler etkiyle dağıtıldığı bir birleştirme yöntemi olarak tanımlanabilir. Sert lehimlemede olduğu gibi esas metal parçalarında erime oluşmaz, ancak erimiş dolgu metali esas metal parçalarını ıslatır ve metalurjik bağ yapmak üzere esas metal ile birleşir. Lehim teli denilen dolgu metali (ilave metal) birleştirmeye eklenir. İşlem esnasında sıvı hale gelen lehim metali aralarında dar bir aralık olan iki metal parça arasına dağılır. Yumuşak lehimlemenin avantajları şunlardır: 1) Sert lehimleme ve eritme kaynağına göre daha düşük ısı girdisi, 2) Çok değişik ısıtma yöntemlerinin bulunması, 3) Elde edilen birleştirmelerin elektrik ve ısı iletkenliklerinin iyi olması, 4) Kap üretimi için sızdırmaz (hava veya sıvı) dikişler elde edilebilmesi ve 5) Tamirinin ve yeniden yapılmasının kolay olmasıdır. Diğer taraftan yumuşak lehimlemenin en önemli dezavantajları şunlardır: 1) Mekanik yöntemlerle desteklenmediği takdirde düşük bağlantı mukavemeti ve yüksek sıcaklıklarda kullanımda bağlantının muhtemel erime veya zayıflama riskidir. 2.1 Yumuşak Lehimlemedeki Bağlantı Tasarımları Sert lehimlemede olduğu gibi yumuşak lehimleme ile oluşturulan bağlantılar bindirme ve küt alın ile sınırlıdır. Sac metal parçaların yumuşak lehimli mekanik birleştirmelerinde, Şekil 7'de gösterildiği gibi bağlantı mukavemetini artırmak için lehimleme öncesi sacların kenarları genellikle katlanır ve mekanik olarak kilitlenir. Şekil 7. Yumuşak lehim birleştirmelerde daha yüksek bağlantı mukavemeti elde etmek için mekanik kilitleme işlemi: (a) Düz kilitli dikiş, (b) Cıvatalı veya perçinli bağlantı, (c) Bakır boru 15 parçaları-silindirik bindirme bağlantı ve (d) Silindirik bindirme bağlantının kilitlenmesi (şekillendirilmesi) Elektronik alanındaki uygulamalarda yumuşak lehim bağlantının ana fonksiyonu birleştirilen iki parça arasında elektrik akımının iletilmesi için yol oluşturmaktır. Bu tür yumuşak lehim bağlantılardaki diğer tasanın kriterleri ısı oluşturma (bağlantının elektrik akımına direncinden) ve titreşimdir. Yumuşak lehimleme ile üretilen bir elektriksel bağlantının mekanik mukavemeti genellikle metal parçalardan birinin veya her ikisinin parçalar arasında bir mekanik birleştirme yapmak üzere şekillendirilmesi ile veya birleştirme yüzey alanının artırılması ile sağlanır. Yumuşak lehim bağlantıların sağlamlaştırılmasına yönelik uygulanabilecek bazı mekanik teknikler Şekil 8'de gösterilmektedir. Şekil 8. Elektronik bağlantılarda yumuşak lehimlemeden önce mekanik yöntemlerle bağlantıyı sağlamlaştırma teknikleri: (a) Baskı devre (PC) kartı üzerine kıvrılmış kurşun tel eklenmesi; (b) Yumuşak lehimin temas yüzeyini genişletmek için PC kartına bir uçtan diğer uca delik açılması; (c) Düz terminal üzerine kanca şeklinde tel eklenmesi ve (d) Bükülmüş (burkulmuş) teller 2.2 Yumuşak Lehim Metalleri ve Dekapanlar Yumuşak lehim metalleri ve dekapanlar yumuşak lehimleme işlemlerinde kullanılan malzemelerdir. Bu birleştirme yönteminde her ikisi de oldukça önemlidir. Yumuşak Lehim Metalleri: Yumuşak lehim metallerinin çoğu, her ikisi de düşük erime derecesine sahip kalay ve kurşun alaşımlarıdır. Kalay-kurşun alaşımları, değişik uygulama alanlarındaki yumuşak lehim işlemlerinin iyi bir kontrolünü sağlamak için çok farklı sıvılaşmakatılaşma eğrilerine sahiptirler. Kurşun zehirli olup çoğu yumuşak lehim alaşımındaki yüzdesi en düşük seviyededir. Kalay yumuşak lehimleme sıcaklıklarında kimyasal olarak aktiftir ve başarılı bir bağlantı için gerekli olan ıslatma olayını destekler. Elektrik devrelerindeki bağlantılarda sıkça yapılan bakırın yumuşak lehimleme işleminde, bakır ve kalay bağlantıyı güçlendiren metallerarası bileşikler oluşturur. Gümüş ve antimon da bazen yumuşak lehim alaşımlarında kullanılmaktadır. Değişik 16 yumuşak lehim alaşımlarının kimyasal kompozisyonları, yaklaşık lehimleme sıcaklıkları ve kullanım alanları ile birlikte Tablo 2'de verilmektedir. Dekapanlar: Yumuşak lehimde kullanılan cüruf yapıcılar (dekapanlar) şu işlevleri yerine getirmelidir: 1) Yumuşak lehimleme sıcaklıklarında erimeli, 2) Esas metal parçalarındaki yüzey oksit filmlerini uzaklaştırmalı, 3) Isıtma sırasında oksitlenmeyi engellemeli, 4) Parçaların temas yüzeylerindeki ıslatmayı artırmalı, 5) İşlem sırasında erimiş yumuşak lehim alaşımıyla kolayca yer değiştirmeli ve 6) Korozif ve iletken olmayan atıklar bırakmalıdır. Yumuşak lehimde kullanılan dekapanlar organik ve inorganik olmak üzere sınıflandırılırlar. Organik dekapanlar, reçineden (suda çözünmeyen sakız ağacı gibi doğal reçine) veya suda çözünen bileşenlerden (alkoller, organik asitler ve halojenlenmiş tuzlar) yapılır. İnorganik dekapanlar, organik asitler (örneğin hidroklorik asit-tuzruhu) ve tuzlardan (örneğin çinko ve amonyum klorür karışımı) oluşur. 2.3 Yumuşak Lehimleme Yöntemleri Daha az ısı ve daha düşük sıcaklıklar gerekmesi hariç, yumuşak lehimleme yöntemlerinin çoğu sert lehimlemede kullanılan yöntemlerle aynıdır. Bu yöntemler; Üfleçle Yumuşak Lehimleme, Fırında Yumuşak Lehimleme, Endüksiyonla Yumuşak Lehimleme, Dirençle Yumuşak Lehimleme, Daldırmayla Yumuşak Lehimleme Ve Kızılötesi Yumuşak Lehimleme metotlarıdır. 17 Sert lehimlemede de kullanılan bu yöntemlere ilaveten sadece yumuşak lehimleme kullanılan metotlar da bulunmaktadır ve bu yöntemler aşağıda tanımlanacaktır. Bu yöntemler manuel (el ile) yumuşak lehimleme, dalgalı yumuşak lehimleme ve sonradan eritmeli yumuşak lehimlemedir. Manuel Yumuşak Lehimleme: Manuel yumuşak lehimleme el ile sevk edilen, havya da denilen yumuşak lehim tabancası ile yapılır. Havyada bakır bir uç bulunmaktadır. Bu ucun fonksiyonları şunlardır: 1) Yumuşak lehim yapılacak parçalara ısı aktarmak:, 2) Lehim metalini eritmek, 3) Erimiş lehim metalini bağlantıya taşımak ve 4) Fazla lehim metalini birleştirmeden almaktır. Modem yumuşak lehim tabancalarının çoğu elektrik direnci ile ısıtılmaktadır. Bazı yumuşak lehim havyaları çok hızlı ısınan yumuşak lehim tabancaları olarak tasarlanır ve bunlar elektronik devre montajlarındaki aralıklı yumuşak lehimleme işlemlerinde bir tetik ile kontrol edilerek (açma/kapama yapılmak suretiyle) yaygın olarak kullanılmakta olup, oldukça popülerdir. Bu yumuşak lehim tabancaları bir saniye gibi çok kısa bir sürede yumuşak lehim bağlantı yapma kapasitesine sahiptir. Dalgalı Yumuşak Lehimleme: Dalgalı yumuşak lehimleme, baskı devre (PC) kartlarının erimiş lehim metali üzerinden geçirilerek üzerindeki çok sayıda kurşun telin birbirine lehimlendiği mekanize bir tekniktir. Bu işlemde kullanılan düzenek bir dalgalı yumuşak lehimleme ekipmanı ve PC kartını hareket ettiren bir taşıyıcı banttan oluşur. Elektronik parçaların kurşun tellerinin deliklerine yerleştirildiği ve uçlarının diğer yüzeyde sarktığı bir PC kartı bu taşıyıcı bant vasıtasıyla dalgalı yumuşak lehimleme ekipmanı boyunca hareket ettirilir. Taşıyıcı bant PC kartını yan yüzeylerden kavrar ve kartın alt yüzeyi şu işlem basamaklarından geçer: 1) Fırça ile sürme, sprey şeklinde ve köpük şeklinde olmak üzere değişik yöntemlerden biri ile dekapan uygulanır, 2) Yüzey temizlemede kullanılan kimyasalları buharlaştırmak, dekapanı aktif hale getirmek ve montajın sıcaklığını yükseltmek için ön ısıtma (ısıtıcı lamba, ısıtıcı sargılar veya kızılötesi cihazlar) yapılır ve 3) Eritilmiş lehim metali alttan bir kanaldan yukarı doğru kartın alt yüzeyine pompalanır ve kurşun teller ile karttaki metal devre arasında yumuşak lehim bağlantıların oluşturulduğu dalgalı yumuşak lehimleme işlemi yapılır. Bu üçüncü işlem basamağının yapılışı Şekil 9'da gösterilmektedir. Şekilden görüleceği üzere, kart genellikle hafifçe eğik hareket ettirilir ve erimiş lehim metali yüzey gerilmesini düşürmek için özel bir kalaylı yağ ile karıştırılır. Bu iki önlem ile kart üzerinde aşırı miktarda lehim birikmesi ve kartın alt yüzeyinde 'sarkıt oluşumu' önlenir. Dalgalı yumuşak lehimleme işlemi, elektronik endüstrisinde baskı devre kartlarının üretiminde çok yaygın olarak kullanılmaktadır. 18 Şekil 9. Baskı devresi parçaların kurşun tellerinin birleştirilmesi için erimiş yumuşak lehim metalinin dar bir kanaldan kartın alt yüzeyine beslendiği dalgalı yumuşak lehimleme işlemi Sonradan Eritmeli Yumuşak Lehimleme: Bu yöntem de elektronikte baskı devre kartları üzerindeki yüzeye montajlı parçaların birleştirme işlemlerinde yaygın olarak kullanılır. Yöntemde, bakır devre ile yüzeye eklenecek parçalar arasında elektriksel bağlantı yapılacak noktalara bağlayıcı ve lehim tozlarının karışımından oluşan lehim pastası uygulanır. Daha sonra bu lehim pastası eklenmiş noktalara parçalar yerleştirilir ve lehim pastasını sıvılaştırmak için kart ısıtılır. Bu sayede, devre kartının bakırı ile yüzeye montaj edilecek parçalar arasında elektriksel ve mekanik bağlantı oluşturulur. Sonradan eritmeli yumuşak lehimlemede kullanılan ısıtma metotları buhar fazı ile ısıtmalı ve kızılötesi lambası ile ısıtmalı olmak üzere iki şekildedir. Buhar fazı ile sonradan eritmeli yumuşak lehimleme yönteminde, bir fırın içerisinde inert sıvı florlu hidro-karbon ısıtılarak buharlaştırılır. Elde edilen buhar kart yüzeyinde tekrar sıvı olarak yoğuşur ve ısısını transfer ederek lehim pastasını eritir ve bu şekilde baskı devresi kartlarındaki yumuşak lehim bağlantılar oluşturulur. Kızılötesi lambası ile sonradan eritmeli yumuşak lehimleme işleminde ise, lehim pastasını eritmek için kızılötesi lambanın ısısından faydalanılır ve bu sayede kart üzerindeki devreler ile parçaların kurşun telleri arasında bağlantı oluşturulur. Lehim pastasını eritmek için kullanılan diğer ısıtma metotları sıcak levha, sıcak hava ve lazer ile ısıtmadır. 19 3. Lehim Bağlantılanrının Hesabı Lehim bağlantılarının hesaplanmasında, kesitlerde düzgün bir gerilme yayılışı varsayımı yapılır. Hesaplar daha çok sert lehim bağlantıları için yapılmaktadır. Alın yüzeydeki lehim bağlantıları çekme kuvveti etkisinde ise (Şek.8) Şekil 8. Alın yüzeydeki lehim bağlantısı Çekme gerılmesi; Dairesel kesitte Düz levha kesitte Şeklinde hesaplanır. Bindirme lehim bağlantısında (Şek.9) F kuvveti etkisiyle lehim yüzeyinde oluşan kayma gerilmesi şeklindedir. 20 Şekil 9 Bindirme lehim bağlantısı Lehim bağlantısı burulma momenti etkisinde ise (Şekil 10) lehimdeki kayma gerilmesi Şekil 10 Lehim bağlantısı burulma momenti etkisinde eşitliği ile hesaplanır. Hesaplarda kullanılacak emniyet katsayısı S=2-4 arasında seçilir. 21 Problem: Şekildeki yumuşak lehim bağlantısı F = 1800 kg lık bir kuvveti karşılamak üzere düşünülmüştür. Kullanılan lehim için 𝜏𝜏𝑒𝑒𝑒𝑒 = 2 kg/mm2 alınabileceğine göre 𝑙𝑙 mesafesi ne kadar olmalıdır? Bağlantıda kuvvet ileten 2 yüzey olduğundan 22 Problem: Şekilde, bir mile bağlı dişli çark bağlantısı verilmiştir. Çelik olan parçalar sert lehimle bağlanmıştır. Motorun verebiceği moment en fazla Mbmax = 8 kgcm dir. Kullanılan sert lehimin kesme mukavemeti τk = 16 kg/mm2 olduğuna göre bağlantının s emniyet katsayısının büyüklüğü ne kadardır? Bağlantının iletebileceği moment τk = 16 kg/mm2 olduğuna göre bağlantının s emniyet katsayısı 23 Problem: Şekilde bir mil ucuna sert lehimle bağlanmış bir dişli çark gösterilmiştir. Yapılmış olan sert lehim bağlantısı için τem = 5 kg/mm2 alınabileceğine göre bu bağlantının iletebileceği momenti hesap ediniz. Bağlantının iletebileceği moment 24 Problem: Pertinakstan yapılmış olan bir dişli çark, Şekil 10.4 'de gösterildiği gibi, bir mile yapıştırma yolu ile tespit edilmiştir. Bağlantı n= 420 d/d'da P= 0,3 BG güç iletmek zorundadır. Kullanılan soğuk sertleşen yapıştırıcının kayma mukavemeti τem = 160 daN/cm2 olduğuna göre, bağlantının, öngörülen gücü iletip iletemeyeceğini kontrol ediniz. Mb (daNcm) P (BG) N (dev/dak) 𝑀𝑀𝑏𝑏 = 71620 İletilecek moment Bağlantı ile taşınması gereken moment 25 𝑃𝑃 𝑛𝑛 26 Problem: Şekilde gösterilen bir çelik konstrüksiyona ait bindirme perçin bağlantısında 7000 kp yük değerine maruz kalacak bu bağlantı için uygun perçin çapını seçiniz. (τem = 14 kg/mm2) 𝜏𝜏 = 𝐹𝐹 ≤ 𝜏𝜏𝑒𝑒𝑒𝑒 𝑧𝑧 𝑛𝑛 𝐴𝐴 4𝐹𝐹 𝜋𝜋𝜋𝜋𝜋𝜋𝜏𝜏𝑒𝑒𝑒𝑒 𝑑𝑑 = � 4.7000 𝜋𝜋. 1.1.14 𝑑𝑑 = � d= 25 mm 27 28