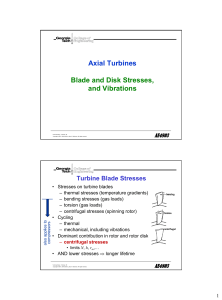
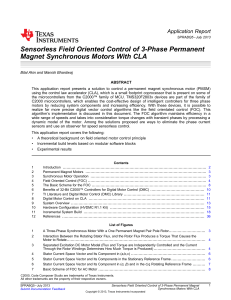
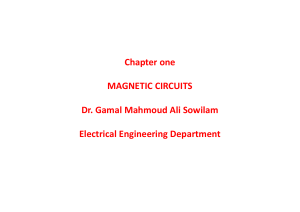
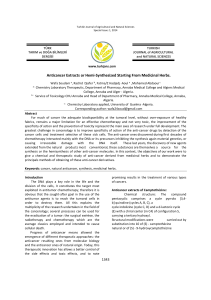
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/332104192 Design and Performance of a High-Speed Permanent Magnet Generator with Amorphous Alloy Magnetic Core for Aerospace Applications Article in IEEE Transactions on Industrial Electronics · March 2019 DOI: 10.1109/TIE.2019.2905806 CITATION READS 1 143 4 authors, including: Luca Papini Viacheslav Vavilov Università di Pisa Ufa State Aviation Technical University 38 PUBLICATIONS 221 CITATIONS 153 PUBLICATIONS 140 CITATIONS SEE PROFILE Denis Gusakov Ufa State Aviation Technical University 29 PUBLICATIONS 15 CITATIONS SEE PROFILE Some of the authors of this publication are also working on these related projects: Fault-tolerance electric motor for an aviation fuel pump View project Hybrid Magnetic Core for the Perspective Supply System of the Aircraft View project All content following this page was uploaded by Viacheslav Vavilov on 31 March 2019. The user has requested enhancement of the downloaded file. SEE PROFILE IEEE TRANSACTIONS ON INDUSTRIAL ELECTRONICS Design and Performance of a High-Speed Permanent Magnet Generator with Amorphous Alloy Magnetic Core for Aerospace Applications Flyur Ismagilov, Luca Papini, Member IEEE, Viacheslav Vavilov, Member IEEE, and Denis Gusakov, Member IEEE Abstract—This paper deals with the design, prototyping, and testing of a high-speed permanent magnet generator with a stator magnetic core made of amorphous magnetic material for aerospace applications. The target operative speed range is 30,000-60,000 rpm with an output power range between 50 kW and 300 kW. Two types of winding are examined and compared: toothcoil and distributed. Special attention is dedicated to the rotor dynamics aspects of the solid disk magnet rotor assembly. The multidisciplinary design process is described. Electromagnetic calculations are provided for different operative conditions where the magnetic field and loss distribution are determined. Based on the design results, a full-size prototype rated at 120 kW and 60,000 rpm rotational speed featuring a stator core made of amorphous magnetic material has been developed and tested. The test results proved the high efficiency achievable with the described technical solutions. It has been proved that the use of amorphous magnetic materials in high-speed electrical machines enables to minimize losses in the stator magnetic core by 5-7 times in comparison with traditional materials. Index Terms—Amorphous Permanent magnet machines. magnetic materials; I. INTRODUCTION H IGH-speed synchronous electrical machines with permanent magnets (HSEMPMs) operating at a rotational speed of 30,000-60,000 rpm and a power of 50-300 kW are of high interest for the aerospace industry. The interest in that speed-power range is mainly due to the capabilities of direct connection to the aircraft power plant. This allows to eliminate the gearbox and thereby to increase the reliability of the entire Manuscript received April 17, 2018; revised January 23, 2019; accepted February 23, 2019. This work was supported by the Russian Science Foundation, project № 17-79-20027. F. R. Ismagilov, V. E. Vavilov and D. V. Gusakov are with the Department of Electromechanics, Ufa State Aviation Technical University, Ufa, Russia (corresponding author to provide phone: +79174014545; e-mail: gusakov.d@usatu.su). L. Papini is with the University of Nottingham, Nottingham, United Kingdom (e-mail: luca.papini@nottingham.ac.uk). power supply system. The high rotational speed of the HSEMPM rotor makes it possible to maximize the electrical power generated while minimizing the weight of the electric machine (EM), which is one of the main criteria determining the EM applicability in the aerospace industry. HSEMPM has a great potential for use in both traditional aircrafts and in aircrafts with a hybrid power plant. The concept of More Electric Aircraft emphasizes the implementation of high performance EMs [1]-[3]. Therefore, special requirements on the efficiency are imposed on HSEMPM in addition to the minimum weight, specifications on the volume, and reliability capabilities. Improving the energy efficiency of HSEMPM directly translate in the aircraft fuel consumption reduction and increase in the efficiency of the whole power supply system. Indirectly, the energy efficiency requirement leads to minimize the amount of refrigerant required for heat extraction from the EMs. The latter is an extremely important factor determined by a limited amount of cold resources on board of an aircraft, for example oil. All these advantages allow to increase the environmental friendliness of aircrafts as well as to expand their functionality. The study of loss reduction techniques in HSEMPM [4]-[7] have become an important topic for academia and industry as a consequence of the above considerations. General approaches to loss analysis in HSEMPM, studies of losses in permanent magnets of the rotor, aerodynamic losses, as well as losses in the HSEMPM winding are given in [4]-[6]. Studies of losses in HSEMPM with a tooth-coil winding are given in [8], [9]. The advantage of tooth-coil winding for electrical machine, in addition to the one listed in [8] and [9], is the minimum winding end-turn length, which makes them sometimes an effective solution for the aerospace industry [10]. However, a significant disadvantage is the increase of eddy currents losses in permanent magnets caused by the air gap spatial harmonics. Therefore, it is necessary to search for a balance between the overall dimensions and efficiency of HSEMPM when choosing the winding arrangement. Analysis of works [4]-[13] shows that the total losses of HSEMPM with a power of 120 kW and a rotational speed of 30,000-60,000 rpm are about 2-8 % when using a distributed IEEE TRANSACTIONS ON INDUSTRIAL ELECTRONICS winding while increase up to 6-9 % with a tooth-coil winding. The rough distribution of losses in the active elements for HSEMPM with a rotational speed of 30,000-60,000 rpm and a power of 50-300 kW with a tooth-coil winding and distributed winding is given in the pie chart of Fig. 1. As can be seen comparing the two charts, the main losses in the range of the indicated powers and rotational speeds are developed in the stator magnetic core and stator windings. The iron losses in the stator of electrical machines rated at 120 kW - 60,000 rpm with a 0.1-0.18 mm sheet thickness of the silicon steels stator core, reach 700- 750 W at a frequency of 1000 Hz and flux density of 1.2-1.3 T [6]. The study here presented aims to demonstrate an effective technique to minimize the losses in the stator magnetic core. The initial goal that has been set is to reduce the losses in the stator magnetic core at least 4 times using amorphous magnetic materials (AMMs). It is technologically difficult to make a magnetic core from AMM tape with thickness of 2530 μm. In addition, the literature lack in publications that provides an effective technological solution for the realization of a stator structure out of an AMM tape. In this paper, practical results and measurement data are obtained based on the theoretical analysis presented in [14], where the in-house technology for manufacturing a stator with AMM has been developed and described. The design, manufacturing and testing of a 120-kW 60,000-rpm HSEMPM for aerospace applications is here presented featuring a stator magnetic core made of AMM. EMs) with AMM magnetic core for a similar power-speed node are not described in the literature, showing the novelty of the achieved results. The maximum power of known EMs with a magnetic core made of AMM does not exceed 20 kW [27]. After a description of the technology around the AMMs of Section II, the multidisciplinary design process and the refined design of the prototyped HSEMPM are described in Section III. Based on the calculations, a full-size prototype of HSEMPM has been manufactured and the test results are given in Section IV. According to the experimental results it was found that the losses in the stator magnetic core are no more than 100 W at a frequency of 1000 Hz and flux density of 1.3 T. II. AMORPHOUS MAGNETIC MATERIAL: TECHNOLOGY REVIEW AND CHALLENGES AMM consists of steel rolled to relatively thin sheets. Different manufacturing process are used, among which the annealing, and then rapidly spray quenched in liquid nitrogen Fig. 1. Distribution of losses in HSEMPM with a toothcoil winding (right) and with distributed winding (left) being the most common. The result is a steel characterized by a disordered crystals (amorphous) state. The steel features reduced hysteresis losses and eddy current losses, the latter mainly due to an increase in resistivity. However, the manufacturing of core for EMs or transformers is challenging due to the limited width of the strips that can be nowadays produced. The main problem that prevented the wide use of the AMM in HSEMPM is the lack of an economically and technologically efficient solution for manufacturing the stator core. Traditional stator manufacturing techniques such as stamping, laser or electro-erosion cutting are ineffective to produce the AMM stator cores due to several technical peculiarities that define the entire process of the design technology for EMs with AMM: – The AMM tape thickness is 25-30 µm and the AMM layers in the stator core are not isolated each other. The stacking factor does not exceed 0.8 due to various technological defects and impurities in the AMM. – The AMM produced by industry has a low saturation magnetic flux density which varies from 1.3 to 1.55 T. This value is 60 % lower than that of various cobalt alloys. The alloying of AMM with Cobalt makes it possible to increase the magnetic flux density up to 1.8 T. However, this also increases the specific losses due to the increase in electrical conductivity. Therefore, it is necessary to limit magnetic flux density in the air gap when designing the EM with AMM. – The Vickers hardness of AMM exceeds 1000 HV. This does not allow to effectively use stamping when creating the magnetic cores from AMM. – Magnetic cores made of AMM have a high magnetostriction coefficient of 26·10-6. Because of this, magnetic cores made of AMM produce more noise during operation than conventional magnetic cores. – Mechanical and temperature effects can significantly change the magnetic properties of AMM. During laser cutting, local overheating of the AMM tape might occurs, leading to local short circuit between AMM sheets in the stator core and, as a result, to an increase in the eddy-current losses. In literature can be found examples of AMM used for manufacturing cores for electro-magneto-mechanical devices. Dr. Wenming Tong et al. [15] demonstrated several EMs with the AMM stator core produced by using the electro-erosion machining. The manufacturing technology of the AMM magnetic cores for the axial flux EM is presented in [16], [17]. Axial flux EM with wound AMM stator core is investigated in [18]; radial flux EM and with a wound AMM magnetic core are considered in [19]. The manufacturing technology of the stator teeth from separate rectangular AMM sheets is presented in [20]. Various technologies of using AMM in the radial flux EM with a power of up to 15 kW are presented in [21]. Studies of the slotless EM structures with the AMM magnetic core power of up to 100 W and a rotational speed of up to 1,000,000 rpm are presented in [22]-[24]. The axial-gap EMs with the AMM magnetic core are presented in [25]. In certain cases, individual geometric figures can be made by stamping the AMM tape into the desired shape before being assembled together in a single structure. According to this technology, Radam Motors Company created radial flux EMs. This technology has a special advantage for EMs IEEE TRANSACTIONS ON INDUSTRIAL ELECTRONICS featuring tooth-coil winding structure as the coils can be premanufactured and subsequently mounted around each individual tooth, maximizing the slot fill factor. On the other hand, the complexity in the manufacturing results the main disadvantage. One of the promising areas of application for the AMM is the design of the modular stator cores from the AMM individual elements. The AMM magnetic core elements of the HSEMPM modular structure are made from assembly of simple geometric shapes as shown in Fig. 2. The cores are produced from the AMM tape where the subsequent stacking and gluing of sector elements leads to a single magnetic core. This technology, which allows to achieve stacking factor of 0.8, has a few drawbacks. The presence of additional air gaps and the difficulty of providing reliable fastenings of the stator core elements are the main problems faced. The authors carried out detailed studies of this technology. As a result, one of its significant disadvantages was revealed. For radial flux EM made according to the above described technology featuring an axial stator core length of more than 10 mm, the eddy-current losses in the stator core become quite significant [26]. This leads to the opposite effect with respect to the desired one: the stator core losses were not decreased but increased. Therefore, we propose a structure where the single stator core building blocks are AMM magnetic cores with a maximum axial sector length of 5 mm. The axial stacking factor of magnetic cores that can be achieved is 0.7-0.75. This approach is effective in the creation of both slotted and slotless EMs with AMM stator core. Moreover, in the proposed manufacturing technology for a stator magnetic core made of AMM, the individual elements of the magnetic core are independently wound, followed by their gluing and impregnation as described in detail in [14]. III. HSEMPM DESIGN The design process of EM with AMM stator core requires the selection of the most suitable material. Among the range of high performance AMMs, the amorphous alloys 5BDSR and 1SR grade, produced by the “Asha Metallurgical Plant”, and electrical steel grade AMAG321, produced by the OJSC “Mstator” are considered. In Table I, the main characteristics of AMMs are presented and compared with high-performance electrical steel commonly used for high performance EMs. The magnetization curves of the AMMs can be found in [28]. Based on the criteria of the lowest specific losses, amorphous a b Fig. 2. AMM individual element (a) and assembly of simple geometric shapes in technological mandrel (b) TABLE I MATERIALS COMPARISON Properties Flux density, T Loss density, W/Kg (1.3 T, 400 Hz) Mass density, g/cm3 5BDSR 1SR AMA G 321 VACO FLUX50 HIPERCO 40 1.3 1.5 1.8 2,35 2,4 1.1 3 6 28 17 7.6 7.6 7.3 8,12 8,2 alloy 5BDSR has been selected for manufacturing the stator core. Being the iron losses density dependent on the operative flux density and frequency, preliminary considerations has been done to minimize the losses. The high mechanical rotational speed imposes high fundamental electrical frequency in the iron cores which is minimized by electing a 2-pole structure of the rotor. A preliminary design of the machine had been performed considering a general sizing technique [29]. The geometrical dimensions of the stator magnetic core of the HSEMPM were chosen in a way that the flux density in the stator teeth and back iron is identical. Whereas the specific losses in the stator teeth and back iron will be the same, the total losses in the stator core will depend on the weight of the teeth and the stator back iron. In the HSEMPM, the stator back iron is manufactured separately from the teeth. The weight of the back iron of the stator magnetic core at the end of the initial design process results 30% less with respect to the one of the stator teeth part. The small difference in weight allows to consider the losses distribution in the stator core to be practically uniform. Furthermore, considering a three-phase terminal system, it is important to choose the minimum number of slots to reduce the economic impact of stator manufacturing on the production of HSEMPM with amorphous alloy magnetic core. Therefore, a HSEMPM with 6 slots was selected. The winding topology selection is later described in the section however being limited to the structures possible with 6 stator slots. The HSEMPM reference structure is shown in Fig. 3. The details of the rotor and winding design process are presented in the following subsections. A. Rotor Design. The rotor structure of the HSEMPM was made from 6 cylindrical magnets (SmCo brand, Br=1.07 T, Hc=756 kA/m) with a diameter of 60 mm and an axial length of 25 mm. The rotor magnets are axially segmented to reduce the eddy currents losses in permanent magnets caused by spatial and temporal air gap harmonics. Mechanical calculations highlight Fig. 3. The HSEMPM design. Here: 1 – Stator axial stacks made of AMM; 2 – PMs; 3 – rotor sleeve; 4 – wedge; 5 – cooling channels; 6 – housing; 7 – windings; 8 – bearings; 9 – sealing. IEEE TRANSACTIONS ON INDUSTRIAL ELECTRONICS the need of containment sleeve to guarantee the integrity of the rotor at high speed due to the poor mechanical properties of the permanent magnet material. The rotor sleeve thickness is calculated considering the model presented in [29] with a safety factor ksafe=2.5. Inconel 718 is selected as the material for the containment sleeve whose thickness has been computed to be 4 mm. Having secured the integrity of the rotor, the choice of the bearing supports was carried out accounting for the rotor dynamics aspects, computed by means of Ansys software. The dynamics of the rotating structure has been predicted considering the dimensions of the turbine wheel, the compressor wheel, and the rotor structure of the generator being mounted on a common shaft. The gas turbine has a diameter of 131 mm with a length of 65 mm. It is made of high-alloy structural, corrosion-resistant and heat-resistant steel 07Х16Н6 (analogue of 301S21) with the strength of 1180 MPa. The compressor is made of BT6C (analogue of IMI318ELI) with the strength of 980 MPa. The diameter of the compressor impeller is 122 mm with a length of 57 mm. Fig. 4 shows the three-dimensional models of a gas turbine and a compressor. The vibrations which the turbine transmits to a single shaft structure have been considered at the design stage. The rotor dynamics largely depends not only on the type of bearing supports, but also by the length of the rotor, and hence by the winding end-turn length. Both distributed and tooth-coil windings were considered at this stage to compute the critical rotational speeds of the rotor. The comparison of the performances between the uses of the different winding configuration is discussed further focusing on their impact on the losses distribution, weight and efficiency. At this stage, the parameters of interest are the rotor length and the total axial length of the EM including the end-winding as strongly impact on the bearing location and therefore on the rotor-dynamic performance. According to the calculations, the rotor length was computed to 274 mm for tooth-coil winding, while resulting in 314 mm if distributed winding were considered. The winding end-turn length of the HSEMPM is 35 mm and 15 mm for distributed and tooth-coil winding topology, respectively. Having defined the axial length for both the rotor and the overall structure, different bearing technology and their arrangements have been investigated. Two variants of rotor dynamics calculation were considered featuring different bearing arrangements: a two-bearing scheme (bearings are located only on the HSEMPM rotor) and three-bearing scheme (bearings are located between the turbine, the compressor and the HSEMPM rotor). The axial cross-section of the rotor assembly is shown in Fig. 5.a. It was found that the use of mechanical bearings is ensuring the operation of HSEMPM at subcritical speeds in the entire operative speed range. Gas bearings were also considered at the design stage but they do not guarantee safe subcritical rotor operation for the HSEMPM equipped with the tooth-coil winding due to their lower stiffness. The use of magnetic bearings could be effective, however featuring higher cost and control complexity. Mechanical rolling bearings are the selected topology as they allows to achieve safe subcritical rotational speeds of the rotor regardless of the winding type. Ball bearings with oil lubrication were finally selected for the prototype. The use of oil lubricant reduces both efficiency and reliability of HSEMPM but is necessary to guarantee safe rotor-dynamic operative conditions. Fig. 5.b and Fig. 5.c shows the results of rotor dynamics calculations for a threebearing and two-bearing schemes, respectively. From the calculations, the three-bearing scheme turned up more effective as guaranteeing wider subcritical operative range and results in a stiffer structure. The general view of HSEMPM is shown in Fig. 6. a b c Fig. 5. The results of rotor dynamics calculations. a – rotor dimension; b – bending vibrations of the rotor at the first critical speed for three-bearing arrangement; c – bending vibrations of the rotor at the first critical speed for two-bearing arrangement. Fig. 4. 3D model of gas turbine (a) and compressor (b) a b Fig. 6. The general view of HSEMPM (a) and its dimensions (b) IEEE TRANSACTIONS ON INDUSTRIAL ELECTRONICS B. Winding Selection Considering that the different winding structures do not impact on the rotor-dynamic aspects, according to the previous considerations, their selection is mainly driven by the losses minimization. The stator winding type strongly impact on the HSEMPM losses distribution and, consequently, on the efficiency. At this stage of the design process, it is expediently decided to consider the use of different types of winding based on the electromagnetic characteristics of HSEMPM. A toothcoil and a distributed winding are considered when analyzing the windings type. Table II show the calculation results obtained considering the above-mentioned winding arrangements. The winding end-turn length is an important factor as it impacts on the total length of the machine, therefore affecting the rotor-dynamics performance as discussed in the rotor design section. However, from the electromagnetic point of view, the tooth coil winding topology raises several problems, the main one being a significant amount of eddy current losses induced in the rotor sleeve, which reaches 230 W. The electrical conductivity of the rotor sleeve (Inconel 718) is 1.25 μΩm at 20 oC. The losses in the sleeve can be reduced to 2022 W with the use of carbon fiber sleeve which, however, does not provide the necessary mechanical strength to the rotor. Furthermore, there are significant eddy currents losses in permanent magnets that occur with the use of tooth-coil winding. The segmentation of the magnets in the axial direction, even if this complicates the rotor manufacturing process, allow a significant reduction of the induced eddy TABLE II PARAMETERS OF HSEMPM Parameters Distributed winding Power, kW 120 Number of rotor poles 2 Number of stator slots 6 Rotational speed, rpm 60,000 RMS phase idling voltage, V 125 RMS phase voltage at rated load (cosφ=1), V 121 RMS phase voltage at rated load (cosφ=0.8) 115.71 RMS phase rated current, (cosφ=1), A 342 RMS phase rated current, (cosφ=0.8), A 422 Current density, A/mm2 10 Short-circuit current, A 1600 Number of turns in phase 4 Magnetic flux density in the stator back, T 1.25 Magnetic flux density in the stator teeth, T 1.25 Magnetic flux density in the air gap, T 0.6 Active stator length, mm 150 Inner stator diameter, mm 72 Outer stator diameter, mm 160 Rotor outer diameter, mm 60 Tooth width, mm 20 Tooth height, mm 19 End-winding length, mm 35 AMM sheet thickness 25 microns Saturation flux density of the AMM, T 1.35 Permanent magnet type, Br(T)/Hc(kA/m) SmCo, 1.07/756 Thickness of the sleeve, mm 4 Material of the sleeve Inconel 718 Weight of active parts, kg 21 Stator length including end-winding, mm 220 Refrigerant Air Inlet refrigerant temperature, oC 20 Tooth-coil winding 120 2 6 60,000 127 117 111 342 429 14.3 1320 8 1.25 1.25 0.6 150 72 160 60 20 19 15 25 microns 1.35 SmCo, 1.07/756 4 Inconel 718 18 180 Air 20 current in the rotor permanent magnet and therefore a decrease of the rotor losses. Moreover, the winding coefficient for tooth-coil winding is 0.5 for the 6-slot stator and 2-pole rotor, while being unitary for a 1 slot per pole per phase distributed winding arrangement. This reduces the efficiency and, as can be seen from the calculations, leads to an increase of the current density in the winding by a factor of 1.4. The electromagnetic calculations of the final structure selected of the HSEMPM were performed considering four operating modes: idling, three-phase short circuit, under load with cos(φ)=1 and cos(φ)=0.8. Fig. 7.a and Fig. 7.b shows the results of the computer simulation for the machine featuring distributed winding structure where the magnetic field distribution and losses in the permanent magnets and sleeve of the rotor are presented, respectively. The distribution of eddy currents losses in the rotor and the sleeve of tooth-coil and distributed windings are shown for comparison in Fig. 7.b and Fig. 7.d, respectively. The difference in both distribution and amplitude of the losses is due to the higher space harmonics of the air gap field imposed by a tooth-coil winding with a fractional number of slots with respect to the distributed winding layout. Consequently, the losses in rotor permanent magnets and sleeve results 5-8 times higher in HSEMPM with the tooth-coil winding with respect to the one in HSEMPM with distributed winding. From the simulation results it was found that the eddy currents losses in a b c d Fig. 7. Results of computer modeling of 120 kW HSEMPM at rated load and speed: a – flux density distribution for distributed winding structure; b – rotor eddy current losses for distributed winding structure; c – flux density distribution for tooth-coil winding structure; d – rotor eddy current losses for tooth-coil winding structure. IEEE TRANSACTIONS ON INDUSTRIAL ELECTRONICS permanent magnets caused by the spatial harmonics increase by 10% at cos(φ)=0.8. In Fig. 7.a and Fig. 7.c it is possible to notice that the maximum value of the magnetic flux density in the teeth of HSEMPM does not exceed 1.25 T. Furthermore, the flux density in the stator teeth and the stator back is evenly distributed. In general, the results of computer modeling prove the operability of the chosen HSEMPM design and the possibility of its practical implementation. Based on all the above arguments and in combination with the rotor-dynamics results, the distributed winding topology is chosen for the prototype. More in detail, a 1 slot per pole per phase distributed winding with a rated current density of 10 A/mm2 is selected and manufactured from a stranded wire with the diameter of 1.6 mm. The wire diameter was chosen based on the skin depth penetration of copper at the maximum operative speed, aiming to minimize the skin effect losses. The insulation of the wire was chosen to be polyamide featuring a temperature index of 220 °C. The use of a magnetic core made of AMM, a novel technology in the field of power engineering, does not allow to determine the losses with enough accuracy due to the limited experience and shortage of reliable experimental data. Therefore, the thermal calculations of the HSEMPM are carried out after the experimental studies since the exact loss value are required as input of the thermal model. presented in Fig. 8.b. The manufactured winding end-turn length achieved by using a distributed winding was physically measured to be 37 mm. It can be clearly seen from Fig. 8.b that the stator magnetic core is recruited from several sectors in the axial direction. This is done to reduce the eddy current losses, similarly to what is done with laminations in conventional magnetic cores, however leading to a more complex assembly procedure since it was performed manually for this experimental prototype. The automation and improvement of the assembly stage for production of stator magnetic cores is a future target. A. Experimental Test Results Fig. 9 shows the rotor, the assembled prototype and the experimental layout of the HSEMPM assembly. It should be noted that the total weight of the HSEMPM is 28 kg at a power of 120 kW (accounting for the weight of the housing and the bearing shields), therefore resulting in a power density for the experimental prototype of ~4.3 kW/kg. However, this indicator could be improved during batch production where the auxiliary components and structural elements (e.g. housing-bearing structure) can be optimized for mass minimization [13]. Furthermore, with experience in manufacturing AMM stator cores, the performance can be further improved avoiding alignment deviations, profile irregularities, material treatment, minimization of un-wanted IV. EXPERIMENTAL STUDY OF THE HSEMPM A full scale prototype of the HSEMPM is manufactured to validate the modeling and simulation results, as well as to determine the losses the overall performances. The key parameters of the prototype are presented in Table II (distributed winding) and schematics representation of the structure is reported in Fig. 6. The teeth of the stator structure are the result of the assembly of the 6 U-shaped cores in which the stator consists of. The AMM strip has been packed together. AMM is very flexible in a non-annealing form and can be shaped by a special machine. The stator magnetic core made of AMM, created according to the in-house technology, is presented in Fig. 8.a. The axial length of each U-core is ~5 mm. The total axial length is achieved by means stacking together the obtained structure. A full ring of full axial length is also produced out of 0.08 mm FeSi laminations and used as stator back iron, embracing the U-cores structure manufactured. The coils have been placed in the dedicated stator slots that can be seen in Fig. 8.a and the stator structure after impregnation is a b Fig. 8. a - Stator magnetic core teeth elements made of AMM without winding; b - Impregnated wound stator magnetic core (left). a b c Fig. 9. a - HSEMPM rotor; b – Assembled HSEMPM; c - Test bench and experimental layout. Here: 1-load; 2test stand; 3- HSEMPM; 4-oscilloscope. IEEE TRANSACTIONS ON INDUSTRIAL ELECTRONICS air gaps. The HSEMPM installed on the test bench is shown in Fig. 9.c. Initially, the phase voltage of the generator was recorded during no load operation. Fig. 10 shows the trend of voltage at idle (full speed of 60,000 rpm) in comparison with the results obtained by means of computer simulation. It can be noticed that the discrepancy between experimental and computer simulation data does not exceed 8-10 V and therefore contained within 10%. These discrepancies might have been caused by additional air gaps that occurred during the assembly of the stator magnetic core. Nevertheless, the stator core stacking factor is estimated around 0.75 due to the oscillations of the amorphous material caused by inclusions and irregularities in the surfaces. Targeting to meet the requirements of the target specification, one more wire turn must be laid in the HSEMPM coils. The next stage of the test campaign was the measurement of the HSEMPM efficiency. For this purpose, the mechanical power consumed by the generator at idle was estimated. In this case, all losses in the generator (magnetic, mechanical and additional) are estimated except for electrical losses in the winding which, under the load condition tests, have been computed from the resistance and the phase current. The readings were taken from a torque sensor mounted on the shaft of the measuring stand. To ensure the accuracy of the measurements, the readings were taken at three different times, respectively after 10, 40 and 60 minutes of operation. From the test result it was found that the losses in the stator magnetic core do not exceed 10 W at 400 Hz. At a frequency of 1000 Hz and flux density of 1.25 T, the specific losses measured experimentally were 8 W/kg. The total losses in the iron of the stator magnetic core are 90 W at nominal rotational speed. These values are 5-7 times less than those for conventional electrical silicon steel 2421 [30]. According to the results of experimental studies, the goal of minimizing losses in the stator iron was achieved. The next stage of the tests was to measure the HSEMPM under load condition, supplying current up to 297 A. First, the DC-resistance of the HSEMPM phase has been measured to be 0.0023 Ω (+10% with respect calculation); the inductance was measured to be 10.5 mH (+10% with respect calculation) at a frequency of 1000 Hz. To measure the output voltage of the generator, the lead ends were connected to the load and to the measuring Fig. 11. Comparison of simulation and in the experimental test results for the dependency of the load voltage with respect to the load current. instruments of the test stand: ammeter, voltmeter, and tachometer. The generator is smoothly accelerated. The rotation speed of the generator shaft was monitored by the tachometer. Fig. 11 shows the dependency of the load voltage with respect the load current. The simulation and the test results are compared and a difference of no more than 8-10% is shown. The temperatures of the hot-spots of the generator were measure by thermocouples tightly pressed against the surface of the winding end-turn and the stator iron and monitored to remain within the limits imposed by the materials used. Based on the test results, the losses in the elements of the HSEMPM were determined and are reported in Table III. The methodology for measuring losses was as follows. Initially, the HSEMPM was started with a dummy rotor (a rotor without permanent magnets but whose dimensions correspond completely to the rotor with permanent magnets) to full rotational speed. The torque sensor measured the mechanical power on the shaft of the EM, which in fact were a combination of mechanical and aerodynamic losses. Afterwards a rotor with permanent magnets was installed. In addition, the EM was started at no load; the torque sensor measured the mechanical power on the shaft of the EM, which consist in mechanical, aerodynamic and stator magnetic core losses. The difference between the measurements at no load with the dummy rotor and the rotor with permanent magnets are the losses in the stator magnetic core. The results look very promising since the losses are much smaller than the one declared in [4]-[10]. The measured losses distribution enables to perform thermal calculations of the HSEMPM using the Ansys IcePack software package. Moreover, it has been possible to compare the thermal FEA results with the thermal management measurements as described in the following subsection. B. Thermal Management The HSEMPM thermal management has been designed using air-cooling technology. Air is blown through the end TABLE III LOSSES IN HSEMPM Fig. 10. Measurements of the voltage at idle (60,000 rpm). Aerodynamic and mechanical losses, W Losses in the stator winding, W Losses in the stator magnetic core, W Eddy currents losses in permanent magnets and rotor sleeve, W Total losses, W Efficiency, % 1253 608.6 90 75 2026 98.3 IEEE TRANSACTIONS ON INDUSTRIAL ELECTRONICS winding of the drive end of the machine to flow in the main air gap and exit passing through the non-drive end winding region with a flow rate of 0.038 m3/s. As a result, it was found that the temperature of the winding does not exceed 120 оС, the temperature of permanent magnets is not more than 55 оС, and the temperature of the stator magnetic core is not more than 70 о С. The results of thermal calculations are shown in Fig. 12, where the slice is taken in the middle of the machine stack length. The heat is removed from the windings at the endwindings regions. The end winding structures are not shown in the air flow speed plot of Fig. 12 to highlight the speed distribution in the end regions. A results comparison between the thermal measurements and the computer simulation is given in Table IV. In the experimental studies, only the temperatures of the stator magnetic core and the stator winding were measured. Table IV and Fig. 12 shows that the discrepancy between the calculated and experimental data does not exceed 5-7% – a good result that gives confidence on the modeling and the prototyping of the machine. In addition, based on the results of both thermal calculations and thermal measurements, the prototyped HSEMPM is cooled efficiently with air, thanks to the minimization of the rotor and the stator magnetic core losses. Considering that analogues machines with similar power are cooled by liquid (presented in [4]-[10]), the HSEMPM here presented looks more promising also thanks to the simplification of the cooling system. Furthermore, is worth to highlight that the voltage drop of HSEMPM during testing at full load has been recorded to be no more than 14-15 V. Therefore, the HSEMPM features a very tough external characteristic. For aircraft application, the stiffness of the external characteristic is a very important indicator, since high rigidity makes it possible to minimize the requirements for the HSEMPM voltage stabilization system. V. CONCLUSION The paper presents calculation and measurement results for a 120 kW HSEMPM featuring a magnetic core made of AMM. It has been proved that the use of AMM in HSEMPM makes it possible to minimize losses in the stator magnetic core 5-7 times in comparison with traditional materials. This result is confirmed experimentally and have a positive impact on the overall machine efficiency and simplification of the cooling system. Moreover, this paper describes the Fig. 12. Distribution of air flow speed (left) and stator temperatures (right) TABLE IV CALCULATED AND EXPERIMENTAL STATOR TEMPERATURES Measured Calculation Discrepancy, temperature, oC results, oC % Stator winding 118 111.26 6.74 Stator magnetic core 70 75 5 multidisciplinary process of designing the HSEMPM with a magnetic core made of AMM; the design and manufacturing details of such electrical machines are given. The reduced core losses enable the use of air-cooling techniques as proved both in simulation and experimentally. This increases the competitiveness of the proposed structure and its suitability for aerospace applications where cold resources are precious and limited. Furthermore, the winding type choice is discussed and the selection of a distributed winding for the power range and rotational speeds of the HSEMPM rotor is justified, in contrast to the known works where it is recommended the use of tooth-coil winding. The work pays special attention to rotor dynamics evaluation in combination with the selection of the winding type. Based on the study, a full-size HSEMPM prototype rated at 120 kW with a maximum rotational speed of 60,000 rpm with a stator core made of AMM was developed and tested. The test results showed high efficiency and strong external characteristic of the proposed technological solution. The use of AMMs for stator cores in high power density EMs is not extensively investigated and opens to new challenges in material manufacturing, assembly and further losses minimization exploiting dedicated stator topologies. REFERENCES [1] E. Ganev, “High-Performance Electric Drives for Aerospace More Electric Architectures,” IEEE Power Engineering Society Meeting, DOI: 10.1109/PES.2007.385463, pp. 1-8, 2007. [2] J.-P. Besnard, F. Biais, M. Martinez, “Electrical rotating machines and power electronics for new aircraft equipment systems,” 25th International Congress of the Aeronautical Sciences, pp. 1–9, Sept. 2006. [3] A. Nagorny, N. Dravid, R. Jansen, B. Kenny, “Design Aspects of a High Speed Permanent Magnet Synchronous Motor/Generator for Flywheel Applications”, 2005 IEEE International Conference on Electric Machines and Drives, DOI: 10.1109/IEMDC.2005.195790, pp.1-7, 2005. [4] J.F. Gieras, “High speed machines,” Advancements in Electric Machines (Power Systems), pp. 81–113, 2008. [5] A. Borisavljevic, H. Polinder, J. Ferreira, “On the Speed Limits of Permanent-Magnet Machines,” IEEE Transactions on Industrial Electronics, vol. 57, DOI: 10.1109/TIE.2009.2030762, no. 1, pp. 220– 227, 2010. [6] Co Huynh, Liping Zheng, Dipjyoti Acharya, “Losses in High Speed Permanent Magnet Machines Used in Microturbine Applications,” Journal of Engineering for Gas Turbines and Power, vol. 131, DOI: 10.1115/1.2982151, no. 2, pp. 1-6, 2009. [7] Yingzhen Liu, Jing Ou, Markus Schiefer, Patrick Breining, Francesco Grilli, Martin Doppelbauer, “Application of an Amorphous Core to an Ultra-high-speed Sleeve-free Interior Permanent-magnet Rotor,” IEEE Transactions on Industrial Electronics, DOI: 10.1109/TIE.2018.2807418, Mar. 2018. [8] H. Polinder, M.J. Hoeijmakers, “Eddy-Current Losses In The Permanent Magnets of a PM Machine,” 1997 Eighth International Conference on Electrical Machines and Drives, DOI: 10.1049/cp:19971054, no. 444, 1-3 September 1997. [9] N. Uzhegov, J. Pyrhonen, S. Shirinskii, “Loss minimization in highspeed Permanent Magnet Synchronous Machines with tooth-coil windings,” IECON 2013 - 39th Annual Conference of the IEEE Industrial IEEE TRANSACTIONS ON INDUSTRIAL ELECTRONICS Electronics Society, DOI: 10.1109/IECON.2013.6699601, pp. 2960-2965, 2013. [10] Dieter Gerling, Mohammed Alnajjar, “Six-Phase Electrically Excited Synchronous Generator for More Electric Aircraft,” International Symposium on Power Electronics, Electrical Drives, Automation and Motion, DOI: 10.1109/SPEEDAM.2016.7525938. 11, pp. 7–13, Jun. 2016. [11] A. Yakupov, F. Ismagilov, I. Khayrullin, V. Vavilov, “Method of designing high-speed generators for the biogas plant,” International Journal of Renewable Energy Research, vol. 6, no 2, pp. 447-454, 2016. [12] Z. Wang et al., “Development of a permanent magnet motor utilizing amorphous wound cores,” IEEE Transactions on Magnetics, vol. 46, DOI: 10.1109/TMAG.2009.2033350, no. 2, pp. 570–573, Feb. 2010. [13] D. Golovanov, L. Papini, D. Gerada, Z. Xu, C. Gerada, “Multidomain Optimization of High-Power-Density PM Electrical Machines for System Architecture Selection,” IEEE Transactions on Industrial Electronics, vol. 65, DOI: 10.1109/TIE.2017.2772188, no. 7, pp. 5302 5312, July 2018. [14] F.R. Ismagilov, V.E. Vavilov, I.H. Khayrullin, V.I. Bekuzin, “Stator magnetic core of the electromechanical energy converters with intensive cooling (options) and the way it is manufactured,” Patent of the Russian Federation № 2570834, 2015. [15] W. Tong, S. Wu, J. Sun, L. Zhu, “Iron Loss Analysis of Permanent Magnet Synchronous Motor with an Amorphous Stator Core,” 2016 IEEE Vehicle Power and Propulsion Conference, DOI: 10.1109/VPPC.2016.7791716, 17-20 Oct. 2016. [16] C. C. Jensen, F. Profumo and T. A. Lipo, “A Low-Loss Permanent Magnet Brushless DC Motor Utilizing Tape Wound Amorphous Iron,” IEEE transactions on industry applications, vol. 28, DOI: 10.1109/28.137452, no. 3, pp. 646 - 651, May/June 1992. [17] Z. Wang et al., “Development of an axial gap motor with amorphous metal cores,” IEEE Transactions on Industry Applications, vol. 47, DOI: 10.1109/TIA.2011.2127430, no. 3, pp. 1293–1299, May/Jun. 2011. [18] N. Ertugrul, R. Hasegawa, W. L. Soong, J. Gayler, S. Kloeden, S. Kahourzade, “A Novel Tapered Rotating Electrical Machine Topology Utilizing Cut Amorphous Magnetic Material,” IEEE Transactions On Magnetics, vol. 51, DOI: 10.1109/TMAG.2015.2399867, no. 7, July 2015. [19] Radam Motors. [Online]. Available: http://www.radamllc.com/ [Accessed: 13-July-2018]. [20] Amorphous Motors. [Online]. Available: http://www.brown.edu/Departments/Engineering/Courses/ENGN1931F/ AmorphousMotors.pdf [Accessed: 13-July-2018]. [21] R. Tang; W. Tong; X. Han, “Overview on amorphous alloy electrical machines and their key technologies,” Chinese Journal of Electrical Engineering, vol. 2, DOI: 10.23919/CJEE.2016.7933111, no. 1, pp.1– 12, June 2016. [22] A. Borisavljevic, H. Polinder, J. Ferreira, “On the Speed Limits of Permanent-Magnet Machines,” IEEE Transactions on Industrial Electronics, vol. 57, DOI: 10.1109/TIE.2009.2030762, no. 1, pp. 220– 227, Jan. 2010 [23] E. Ganev, “High-Performance Electric Drives for Aerospace More Electric Architectures,” IEEE Power Engineering Society Meeting, DOI: 10.1109/PES.2007.385463, pp. 1-8, 24-28 June 2007. [24] C. Zwyssig, J. W. Kolar, S. D. Round, “Megaspeed Drive Systems: Pushing Beyond 1 Million r/min,” IEEE/ASME Transactions on Mechatronics, vol. 14, DOI: 10.1109/TMECH.2008.2009310, no. 5, pp. 564-574, 2009. [25] Y. Enomoto, H. Tokoi, T. Imagawa, T. Suzuki, T. Obata, K. Souma, “Amorphous Motor with IE5 Efficiency Class,” Hitachi Review, vol. 64, no. 8, pp. 60–67, 2015. [26] F. R. Ismagilov, V. E. Vavilov, D. V. Gusakov, Jing Ou, “High-Speed Generator with Tooth-Coil Winding, Permanent Magnets and New Design of a Stator Magnetic Core Made from Amorphous Alloy,” 2018 25th International Workshop on Electric Drives: Optimization in Control of Electric Drives, DOI: 10.1109/IWED.2018.8321395, 2018. [27] T. Fan, Q. Li and X. Wen, "Development of a High Power Density Motor Made of Amorphous Alloy Cores," in IEEE Transactions on Industrial Electronics, vol. 61, no. 9, pp. 4510-4518, Sept. 2014. [28] F. R.Ismagilov, I. Kh. Khayrullin, V. Ye. Vavilov, V. I. Bekuzin , V. V. Ayguzina, “Minimization of energy losses in ultra-high-speed electrical rotating machines,” Elektrotehniski Vestnik/Electrotechnical Review, vol. 84, no.1-2, pp. 56-60, 2017. View publication stats [29] F. Ismagilov, V. Vavilov, V. Bekuzin, V. Ayguzina, N. Uzhegov, “Multidisciplinary Design of Ultra-High Speed Electric Machines,” IEEE Transactions on Energy Conversion, DOI: 10.1109/TEC.2018.2803146, 2018. [30] Asha Metallurgical Plant, Electrotechnical isotropic steel 2421. [Online]. Available: http://www.amet.ru/buyers/product/steeltape/19/ [Accessed: 13-July-2018]. Flyur R. Ismagilov received the M.S. degree in electrical engineering from Ufa Aviation Institute, Ufa, Russia, in 1973 and defended his doctoral thesis in Elements and devices of computer facilities and control systems from Ufa Aviation Institute, Ufa, Russia, in 1998. From 2000 until now, he is a head of department of Electromechanics with the Ufa State Aviation Technical University, Ufa, Russia. His research interest includes the high-speed high-efficient machines for aerospace application and other energy converters. L. Papini is a research Fellow at the University of Nottingham. He received his Bachelor degree (Hons.) and Master degree (Hons.) in Electrical engineering from the University of Pisa in 2009 and 2011, respectively. He received a Ph.D. degree in 2018 from the University of Nottingham where he has been a research assistant since 2013. He was JSPS Fellow in 2018. His main research interests are high speed, high power density electric machines, machine control and levitating system. Viacheslav E. Vavilov (M’10) received the M.S. degree in electrical engineering from Ufa State Aviation Technical University, Ufa, Russia, in 2010 and the Ph.D. degree in electrical engineering from Ufa State Aviation Technical University, Ufa, Russia, in 2013. From 2011 until now he is a Leading Researcher with the Ufa State Aviation Technical University, Ufa, Russia. His research interest includes the hybrid magnetic bearings for electric machines and highspeed high-efficient machines for aerospace application. Denis V. Gusakov, (M’11) received the M.S. degree in electrical engineering from Ufa State Aviation Technical University, Ufa, Russia, in 2011 and the Ph.D. degree in electrical engineering from Ufa State Aviation Technical University, Ufa, Russia, in 2016. From 2012 until now he is a Senior Researcher with the Ufa State Aviation Technical University, Ufa, Russia. His research interest includes the highefficient transformer-rectifier units for aerospace application.