DÜŞÜK KARBONLU ÇELİK SACLARDA SOĞUK DEFORMASYONUN
YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİ
M.A.AKOY, H.ÇİMENOĞLU, M.K.ŞEŞEN, E.S.KAYALI
İTÜ Metalurji ve Malzeme Mühendisliği Bölümü, 34469, Maslak, İstanbul
Tel: (212) 285 6834 E-posta:cimenoghluh@itu.edu.tr
Özet: Metalik saclarda, biçimlenebilme kabiliyetinden sonra önemli bir diğer parametre de yüzey durumudur.
Biçimlendirme işlemleri sırasında yüzeyin aşırı oranda pürüzlenmesi üretimin ekonomikliğini ve sürekliliğini olumsuz
yönde etkilemektedir. Biçimlendirilmiş sacın yüzey pürüzlülüğü, biçimlendirme işlemi ile ilgili bir çok faktör ile ilgili olsa
da sacın tane boyutundan da etkilenmektedir. Bu çalışmada iki farklı düşük karbonlu çelik sacda soğuk deformasyonun
yüzey pürüzlülüğüne etkisi incelenmiş olup, uygulanan deformasyonun artması ile, yüzey pürüzlülüğünün arttığı, ancak bu
artışın tane boyutu küçük olan sacda daha az gerçekleştiği belirlenmiştir.
Anahtar sözcükler: Çelik, sac, pürüzlülük, biçimlendirme.
1. GİRİŞ
Metalik saclar, mutfak eşyalarından otomobil parçalarına
kadar bir çok biçimlendirme işlemlerinden geçerek günlük
hayatımıza girmektedir. Biçimlendirme işlemlerinde sacda
meydana gelecek deformasyona bağlı olarak yüzey
pürüzlülüğü artmaktadır. Metalik sac malzemenin yüzey
durumuna genelde görsel olarak karar verilmesine rağmen,
temas problu cihazlarla direkt olarak ölçüm yapılabilir.
Parlak, mat ve pürüzlü olarak sınıflandırılabilecek yüzey
kalitesi, ortalama yüzey pürüzlülüğü (Ra) değerleri ile
belirlenir. Parlak yüzey için Ra 0,6 m, mat yüzey için
0,6>Ra>1,8 m ve pürüzlü yüzey için Ra > 1,5 m değerleri
kabul edilmektedir [1].
Örnek olarak, dekoratif metal kaplama yapılacak yüzeyler
Ra<0,9 m gerektirirken, boya parlaklığı sağlanması
amacıyla otomobillerin görünebilir bölgelerindeki saclarda
Ra<1,5 m arzulanmaktadır. Yüksek oranda derin çekilecek
ürünlerde ise biçimlendirme işlemlerindeki yağlamanın
verimli olabilmesi için 1,5-2,8 m arası Ra değerleri
hedeflenmektedir [1].
Bu çalışmada düşük karbonlu çelik sacların soğuk
deformasyon miktarlarına bağlı olarak yüzeylerindeki
pürüzlülüğü incelenmiştir.
2. DENEYSEL ÇALIŞMALAR
Bu çalışmada kullanılan ve kimyasal bileşimi Tablo 1’de
verilen saclar 1mm kalınlığında olup, Erdemir Demir Çelik
Fabrikaları A.Ş.’de üretilmiştir. Bu saclardan 6114 kalite
olanı kutu tavlama ve 7114 kalite olanı sürekli tavlama
yöntemi ile üretilmişlerdir.
Sacların mekanik özellikleri ve şekillenebilirlikleri hadde
yönüne göre 0, 45 ve 90 yönlerden çıkarılmış olan
örneklerin çekme testleri ile belirlenmiş olup, ortalama
değerler;
(X 2X 45 X 90 ) (1)
X 0
4
formülü ile belirlenmiştir. Burada X ortalama değer, X ise
hadde yönüyle açıya bağlı olan her bir çekme
parametresidir.
Sacların mikroyapıları standart metalografik yöntemle
hazırlanan numuneler üzerinde %2 nital dağlama
sonrasında optik mikroskopta incelenmiştir. Bu çeliklerin
tane boyutları ASTM E-112 standardına [2] göre alansal
yöntem ile hesaplanmıştır.
Biçimlendirme sınır diyagramının çıkarılması için standart
çekme örneklerinin yanı sıra;10, 20, 30, 40, 50 ve 60 mm
çapında çentikler içeren örneklere çekme testi, Erichsen
testi ve 50 mm çapında bir zımbanın kullanıldığı şişirme
testi uygulanmıştır. Her seri sacdan çıkarılan örneklerin
yüzeylerine serigrafik baskı yöntemi ile 3 mm çapında
daireler çizilmiştir. Gerekli testler yapıldıktan sonra, örnek
yüzeyine çizilmiş olan dairelerdeki deformasyonlar, 24x
büyütmeli bir ölçekli mikroskop ile ölçülmüş, bir ölçüm
maksimum uzamanın olduğu yönde, bir ölçüm de buna dik
olan yönde, yani deformasyonun minimum olduğu yönde
alınmıştır. Ölçümler, kırılmanın gerçekleştiği bölgeye en
yakın olan, fakat boyun vermenin henüz gerçekleşmediği
dairelerden yapılmıştır.
Biçimlendirme işlemlerindeki yüzey pürüzlenmesini
karakterize etmek amacıyla hadde yönüne 0 ve 90
yönlerde çıkarılan çekme test örnekleri 4 adımda % 25’ye
kadar deformasyona tabi tutulmuştur. Her deformasyon
adımından sonra örneklerin pürüzlülükleri farklı 3 bölgeden
ölçülmüş ve her adım için ortalama pürüzlülük değerleri
hesaplanmıştır. Sacların yüzey pürüzlülükleri optik problu
bir profilometre cihazı ile belirlenmiştir.
Tablo 1. İncelenen sacların kimyasal bileşimleri.
3. SONUÇLAR VE DEĞERLENDİRMELER
3.1.Mikroyapı ve Mekanik Özellikler
Sacların Tablo 1’de verilmiş olan kimyasal bileşimlerine
göre, 6114 kalite sac düşük karbonlu, Ti içeren 7114 kalite
sac ise arayer atomsuz (interstitial free, IF) çeliği
sınıfındadır.
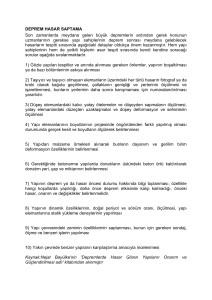
Bu çeliklere ait mikroyapıları Şekil 1’de görülmektedir.
Çelikler tamamen ferritik mikroyapıda olup, 6114 kalite
çelikte hadde yönünde uzamış iri ve 7114 kalite çelikte ise
eşeksenli küçük boyutlu taneler mevcuttur. İncelenen
çeliklerin ASTM E-112’ye göre belirlenen ortalama tane
boyutları ve çekme deneyi ile belirlenen mekanik özellikleri
Tablo 2‘de verilmiştir. İncelenen saclar farklı tane boyutuna
sahip olmalarına rağmen, hemen hemen benzer mekanik
özellikler sergilemektedirler.
Şekil 1. İncelenen sacların hadde yönündeki mikroyapıları
(a) 6114 ve (b) 7114.
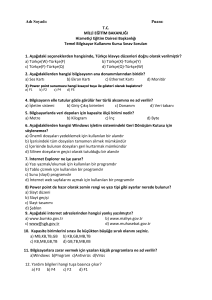
saclarda emniyetli olarak soğuk şekillendirme işlemlerinin
gerçekleştirilebileceği deformasyon oranlarını göstermekte
olup, incelenen saclarda güvenli bölgesi daha geniş olan
7114 kalite sacın biçimlendirme işlemlerinde daha verimli
sonuçlar vereceği söylenebilir [3].
Şekil 2. İncelenen sacların biçimlendirme sınır diyagramları
(a) 6114 ve (b) 7114.
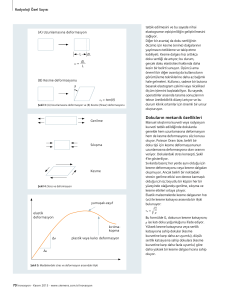
3.3. Yüzey Pürüzlülüğü İncelemesi
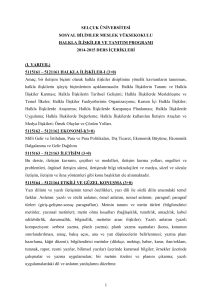
İncelenen çelik saclarda tek eksenli çekme durumunda
meydana gelen yüzey pürüzlenme etkisi Şekil 3’te
gösterilmiştir. Deformasyonla oluşan pürüzlenme, ilk yüzey
pürüzlülüğüne eklenir ve deformasyon oranındaki (e) artış
ile yüzey pürüzlülüğü (Ra) artar. Ra ve e arasındaki lineer
ilişki;
Rai = Rao + m. e.(2)
ile ifade edilirken [4, 5], burada Rai belirli bir e değerindeki
yüzey pürüzlülüğü, Rao ilk yüzey pürüzlülüğü ve m ise
pürüzlenme hızıdır. İncelenen saclara ait Rao değerleri ve
Şekil 3’teki eğrilerin eğimlerinden hesaplanan m değerleri
Tablo 3’te verilmiştir.
Şekil 3.Tek eksenli deformasyonun çelik sacların yüzey
pürüzlülüğüne etkisi (a) Hadde yönü ve (b) hadde yönüne
dik.
Tablo 2- İncelenen sacların mekanik özellikleri.
Tablo 3. İncelenen sacların ilk yüzey pürüzlülükleri ve m
değerleri.
4. SONUÇ
3.2. Biçimlendirme Sınır Diyagramı (BSD)
Saclara uygulanan çekme ve şişirme türü testlerden sonra,
hasar bölgelerinde ölçülen elips boyutlarından maksimum
deformasyon (e1) ve bu değerlere karşılık gelen minimum
deformasyonlar (e2) hesaplanarak BSDları çıkarılmıştır
(Şekil 2). BSD eğrisi altında kalan deformasyon bölgesi,
Erdemir üretimi 6114 ve 7114 kalite sacların
biçimlenebilirliğinin
ve
biçimlendirme
sırasında
yüzeylerindeki pürüzlenmenin incelendiği bu çalışmada
aşağıdaki sonuçlar elde edilmiştir.
1. 7114 kalite arayer atomsuz (IF) sac, 6114 kalite düşük
karbonlu saçtan daha yüksek biçimlenebilme kabiliyetine
sahiptir.
2. İncelenen düşük karbonlu çelik saclarda soğuk
deformasyon sonucu oluşan yüzey pürüzlenmesi, tek
eksenli yükleme durumunda;
Rai = Rao + m e
formülüne uymaktadır. Burada Rai herhangi bir
deformasyon oranındaki (e) yüzey pürüzlülüğü, Rao ilk
yüzey pürüzlülüğüdür. İncelenen düşük karbonlu çelik
saclarda, pürüzlenme hızı 6114 kalite saca nazaran 7114
kalite sacda daha düşük olup, ayrıca her iki sacda da
pürüzlenme hızları haddeye dik yönde daha düşük
değerlerdedir.
5. KAYNAKLAR
[1] Ed. Verein Deutscher Eisenhüttenleute, Steel: A
handbook for materials research and engineering, Vol 2:
applications, 1993, Springer-Verlag, Berlin, p.81
[2] Standart method for determining average grain size,
Annual Book of ASTM Standarts, Vol. 03.01, ASTM, West
Conshohocken, PA. 1996.
[3] M.A. Akoy, E.S. Kayalı, H. Çimenoğlu, “The influence
of microstructural features and mechanical properties on the
cold formability of ferritic steel sheets”, ISIJ Int., 44
(2004), p. 422.
[4] R. Mahmudi, M. Mehdizadeh, “Surface roughening
during uniaxial and equi-biaxial stretching of 70-30 brass
sheets”, J. Mater Process. Technol, 122 (2001) p 68
[5] M. Baydoğan, M.A. Akoy, E.S.Kayalı, H.Çimenoğlu,
“Deformation Induced Surface Roughening of Austenitic
Stainless Steels”, ISIJ Int., 43 (2003), p. 1795.