T.C.
YILDIZ TEKNİK ÜNİVERSİTESİ
KİMYA METALURJİ FAKÜLTESİ
METALURJİ VE MALZEME MÜHENDİSLİĞİ
2017-2018 GÜZ
METALURJİ LABORATUVARI
DENEY FÖYÜ
İÇİNDEKİLER
LABORATUVAR GÜVENLİĞİ TALİMATI.............................................................................................. 2
1.
DSC – DTA ........................................................................................................................................... 3
2.
İKİLİ FAZ SİSTEMLERİ ..................................................................................................................... 6
3.
LİÇ VE SEMENTASYON .................................................................................................................. 21
4.
GERİ DÖNÜŞÜM ............................................................................................................................... 28
5.
TERMOPLASTİKLERİN SENTEZİ .................................................................................................. 34
6.
CAM ÜRETİMİ .................................................................................................................................. 40
7.
REDÜKSİYON ELEKTROLİZİ......................................................................................................... 44
8.
KARBOTERMİK REDÜKSİYON ..................................................................................................... 53
9.
TERMOSETLERİN SENTEZİ ........................................................................................................... 62
10. CEVHER HAZIRLAMA .................................................................................................................... 67
1
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
LABORATUVAR GÜVENLİĞİ TALİMATI
LABORATUVAR GÜVENLİĞİ TALİMATI
1. Çanta, palto, mont vb. malzemeler mümkün olduğunca laboratuvara getirilmemelidir. Bu grup
malzemelerin laboratuvara getirilmesi halinde, malzemeler laboratuvar sorumluları tarafından belirlenen
yerlerde muhafaza edilmelidir.
2. Çalışma esnasında saçlar uzun ise mutlaka toplanmalı, sallantılı küpe ve bilezik vb takılmamalıdır. Ellerde
kesik, yara ve benzeri durumlar varsa bunların üzeri ancak su geçirmez bir bantla kapatıldıktan sonra
laboratuvarda çalışılmalı, Laboratuvarda giyilecek ayakkabıların burnu açık olmamalıdır.
4. Laboratuvarda çalışıldığı sürece gözü ve cildi korumak amacıyla kişisel koruyucu ekipmanlar(
eldivenler, maskeler, göz/yüz koruyucular, işitme koruyucu, çalışma giysisi)kullanılmalıdır.
5. Laboratuvarda herhangi bir şey yenilip içilmemeli, çalışırken eller yüze sürülmemelidir.
6. Ecza dolabında neler bulunduğu, yangın söndürme cihazının nasıl çalıştığı bilinmelidir. Bu konuda
görevliden bilgi edinilmelidir.
7. Laboratuvarda, başkalarının dikkatini dağıtıcı hareketler yapılmamalıdır. Laboratuvarda oyun
oynanmamalı ve asla şaka yapılmamalıdır.
8.Laboratuvarda çalışmalar için laboratuvar defteri tutulmalıdır. Yapılan çalışma ve gözlemler mutlaka bu
deftere kaydedilmelidir
9. Çeşmeler, gaz muslukları ve elektrik düğmeleri, çalışılmadığı zamanlarda kapalı tutulmalıdırlar.
10. Paslanmamaları için metalik yapılı laboratuvar araçları nemli bırakılmamalıdır.
11. Atılacak katı maddeler laboratuvar içerinde belirlenen çöp kutularına atılmalıdırlar.
12. Laboratuvarda meydana gelen her türlü olayı, laboratuvarı yönetenlere anında haber verilmelidir.
13. Laboratuvarı yönetenlerin izni olmadan hiçbir madde ve malzeme laboratuvardan dışarı
çıkarılmamalıdır.
14. Kullanıldıktan sonra her bir eşya, alet veya cihaz yöntemine uygun biçimde temizlenmelidir.
Laboratuvardan çıkınca eller mutlaka yıkanmalıdır.
15. Mikroskop kullanımdan önce objektif ve oküler kısmı her kullanımdan önce ve sonra bir bez
yardımıyla dikkatlice merceğe zarar vermeden temizlenmelidir.
16.Tüm asitler ve alkaliler sulandırılırken daima suyun üzerine ve yavaş yavaş dökülmeli, asla tersi
yapılmamalıdır.
17.Asit, baz gibi aşındırıcı ­ yakıcı maddeler deriye damladığı veya sıçradığı hallerde derhal bol miktarda
su ile yıkanmalıdır. Olaydan mutlaka laboratuvar sorumlusu bilgilendirilmelidir.
18. Elektrikle uğraşırken eller ve elektrik düğme ve prizleri kuru olmalıdır. Elektrik fişleri kordondan
çekilerek çıkarılmamalıdır.
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
DSC - DTA
1. DSC – DTA
DSC : Diferansiyel Taramali Kalorimetri (DSC);
DSC malzeme hakkinda daha zengin bilgi edinmek amaciyla kullanilan bu metod hizli ve kolay bir sekilde
analiz yapabilen çok yaygin kullanim alanina sahip bir termal tekniktir. DSC’nin kullanim noktalari polimer,
plastik, gida, medikasyon, seramik ve cam uygulamalaridir.
DSC’nin ÖZELLIKLERI VE ÖLÇÜM YAPIM TIPLERI
DSC analiz; parçanin isitilmasi, sogutulmasi ve essicaklikta tutulmasiyla olusan enerji farkliliklarindaki
degisimlerini analiz eder. Enerji farkliliklariyla, numunede nicel olarak gözlenen hal degisimi ve de olustugu
noktalarda sicakligin bulunmasina ve ayrica erime sürecine bagli olarak malzeme karekterizasyonuna, cam
hal degisim ölçümlerini ve bunlar gibi çok sayida karmasik durumda kullaniciya ölçme ve analiz etme
olanagi saglar. DSC sistemlerinin ortam sicakligi baslangiçta 30C° civarindadir. Genel olarak termal analizin
yaygin olarak kullanilan tarama hizi 10C°/dk’ dir. Ancak ticari olarak kullanilan aygitlarda çalisma bölgesi
0.001-500C°/dk arasinda olabilir. Tarama hizi araligi hassasiyet, sicaklik ayari, kararlilik, analiz zamani, hal
degisimine faktörlerine göre degisiklik gösterebilir.
SAF GAZ olarak çok yaygin olarak genellikle inert atmosfer saglamak ve numunenin oksitlenmesini
engellemek için nitrojen en uygun seçimdir. Helyum, oksijen ve nitrojenin sivi oldugu çok düsük
sicakliklarda çalisabilmeye olanak saglar ve hizli tarama DSC çalismalarinda kullanilir. Argon gibi gazlar
600 C° üzeri sicakliklarda ki çalismalarda faydalidirlar.
GENEL PRATIK NOKTALAR: Alüminyum tavalar 600 C° üzeri sicakliklarda çalistirilamaz. Kabul edilmis
limitlerin üstünde oksit atmosferi altinda ocak çalistirilamaz. Ocak temizlemesi yapilirken asiri kuvvet
uygulanmaz. Yeni numune ile herhangi bir sekilde karismamasi için önceden kullanilan numune bir an önce
çikartilmasi gerekir.
YÖNTEM: Uygun standart seçilir ve bazi durumlar(tarama hizi, saf gaz,tava tipi) altinda isitilarak test islemi
yerine getirilmis olur. Bu bilgi programin gerekli bölümlerine girilir. Indiyum muhtemelen genis sicaklik
degerlerini kontrol amaciyla kullanilabilecek en kullanisli standarttir. Standart agirlik genelde 5-10 mg dir
Fazla ya da az olan ağirlik isi akis ölçümünün dogrulugunu kisitlar. Inert saf gaz kullanilarak olasi
oksidasyon minimum düzeye indirilmis olur. Tava da olusan herhangi bir bozunma yada numune üzerinde
herhangi bir burkulma,bükülme gibi bozunmalar olmaksizin çok temiz bir erime olmasi gerekir.
DSC’ de genellikle Cp belirlenir. Çünkü isi degisimlerinde numuneyi sabit yogunlukta tutmak imkansizdir.
ISI KAPASITESI: Sabit basinç ve sabit yogunluktaki isi kapasitesi DSC için önemli bir gonksiyondur.
Önemli olmasinin nedeni ise kimyasal reaksiyonlar yada faz dönüsümlerinin yoklugunda DSC egrilerinin
büyüklügü sabit basinç altindaki numunenin isi kapasitesiyle orantilidir.
STANDART SEÇIMI: Referans malzemeler bir kez kullanilirlar ve daha sonra iskartaya çikartilirlar ve bir
daha kullanilmaya müsait olmazlar. Ancak burada önemli bir ayrintiyi belirtmek gerekir. Yaygin olarak
indiyumun kullanilmasinin nedenlerinden biride diger referans malzemeler gibi tek kullanimlik degildir ve
3
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
DSC - DTA
bir çok kez kullanim imkanina sahiptir. Indiyumun erime degerleri tekrar kullanmalari sirasinda (%0,1) çok
yüksek kararlilikla saglar. 180 C° üzeri sicakliga isitilmalarina gerek yoktur. Her testten sonra 50 C°
sogutularak yeniden kristallesme saglanmis olur ve yeni numunede kullanima hazir olur. Indiyum yüksek
saflik, çok dengelidir ve çok kullanisli erime noktasina sahiptir. Yaygin kullanilan standartlar ve referans
malzemeler.
HEAT FLUX DSC: DSC tek isiticili ve sicaklik sensörüyle numune ve referans tavalarinin ayni ocak
içersine yerlesimiyle olusturulur. Numune ve referans gerekli yere yerlestirilip önceden ayarli isitma(yada
sogutma) degerleriyle isitilir. Numunede hal degisimi gözlendiginde referans ile numune arasinda sicaklik
farki olusur. Numune ile referans arasindaki sicaklik farki sonlanana kadar numune isitilir. Sicaklik farki
yada (?t) sinyali isi akis denkligine dönüstürülür ve bu sicaklik ve zamana karsi grafigi olusturulur.
Diferansiyel Taramalı Kalorimetre (DSC)
Durum:
Çalışıyor
Cihaz: Perkin Elmer Diamond Diferansiyel Taramalı Kalorimetre (DSC)
Akredite Metotlar:
ISO EN11357-1 DSC Genel Prensipler
ISO EN 11357-2 Camsı Geçiş Sıcaklığı Tayini*
ISO EN 11357-3 Erime ve Kristallenme Sıcaklığı ve Entalpi Tayini*
*: (-65ºC)-600ºC arasında akredite metotla çalışılmaktadır. -65ºC'nin altında metot ile çalışılmamaktadır.
Diferansiyel Taramalı Kalorimetre Cihazı (DSC); numune ısıtılırken, soğutulurken veya sabit bir sıcaklıkta
tutulurken soğurulan veya salıverilen enerji miktarını ölçer. Bu teknikte, referans ile numuneden gelen veya
uzaklaşan ısı farkı sıcaklığa veya zamana bağlı olarak gösterilir. DSC, DTA ile aynı ölçüm prensiplerini
kullanır.
Her ikisinde de numune ve referans bulunur. Farklı olarak güç telafisi prensibiyle çalışan DSClerde, numune
sıcaklığı ile referans sıcaklığı aynı tutulur. Eğer numune ile referans arasında bir sıcaklık farkı saptanırsa,
sıcaklığı aynı tutmak için numuneye verilen enerji (güç) miktarı değiştirilir. Bu yolla numunedeki faz
değişimi sırasındaki ısı transferi miktarı saptanabilir.
4
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
DSC - DTA
Teknik Özellikler
Sıcaklık aralığı: -170 ºC ile 550 ºC
Sıcaklık doğruluğu: ± 0.1 ºC
Sıcaklık çözünürlüğü: ± 0.01 ºC
Isıtma hızı: 0.01 ºC ile 500 ºC/dak.
Kalorimetre doğruluğu: < ± % 1
Kalorimetre çözünürlüğü: < ± % 0.1
Kalorimetre duyarlılığı: 0.2 m W
Numune Özellikleri
Katı miktarı minimum 10 mg. dır.
Uygulamalar
Cam geçiş sıcaklığı
Erime, kristallenme sıcaklıkları ve entalpi tayinleri
5
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
2. İKİLİ FAZ SİSTEMLERİ
1. DENEYİN AMACI
İkili faz sistemleri deneyinin amacı, serbest enerji eğrisini, denge faz diyagramlarıyla nasıl ilişkili
olduğunun arkasındaki termodinamik prensipleri anlamak ve soğuma eğrilerinden ikili bir faz diyagramı
oluşturabilmektir.
2. TEORİK BİLGİLER
2.1. GİRİŞ
Faz diyagramı metalurjinin önemli bir parçasıdır. Karışımın denge durumunu gösterirler ve dolayısıyla
verilen bir sıcaklık ve kompozisyonda, hangi fazın ve hangi miktarda olabileceğini hesaplayabilir.
Faz diyagramlarının arkasındaki ana teori, karışım soğutulup faz değiştiğinde açığa çıkan gizli ısıya
dayanmaktadır. Bunun anlamı, farklı kompozisyonların değişimi sıcaklık ve zaman grafiklerini çizerek,
hangi sıcaklıkta farklı fazların oluştuğunu görmek mümkün olmalı.
Kabaca bir ikili faz diyagramı çizmek oldukça kolaydır, fakat faz diyagramının üst kısmından okuma
almak oldukça hızlı olmasına rağmen, bu oldukça fazla zaman alır ve böylece bir katı faz değişimi
olduğu zaman değişimleri izlemek için daha hassas ekipmanlar kullanılır. Basit bir ikili faz diyagramı
Şekil 1 de gösterilmiştir.
Şekil 1 Tipik bir basit ikili faz diyagramın şematik gösterimi.
Sırasıyla L-sıvı, A ve B iki bileşen, α ve β ise A ve B ce zengin iki katı fazdır. Mavi çizgiler erime ve
katılaşma eğrilerini ifade ederler ve ölçümleri oldukça basittir. Kırmızı çizgiler katı-katı dönüşüm içerir
ve dolayısıyla daha hassas ekipmanlar gerekir.
Fakat, faz diyagramlarının arkasında daha problemli ve kompleks sistemleri tahmin edebilen birçok
termodinamik teori vardır, ve bütün stabil fazların toplanması oldukça uzun zaman alabildiği ve bu tarz
pratik uygulamalar için her zaman yeterli vakit olmadığı için, bu faz diyagramlarının daha hızlı
oluşturulmasına yol açar.
Hatırlanması gereken önemli bir nokta, bir faz diyagramı her zaman denge fazları göstermelidir ve
dolayısıyla kinetik problemlerden dolayı daha düşük sıcaklıklarda bunların elde edilmesi zordur. Hatta
6
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
yüksek sıcaklıklarda, sistem soğudukça katının tamamıyla dengeye ulaşması için gerekli zamanda
problem olabilir.
2.2 TERMODİNAMİK:TEMEL İFADELER
2.2.1 İç Enerji, U
Bir sistemin iç enerjisi potansiyel ve kinetik enerjilerinin toplamıdır. Birçok uygulama için, iç enerjide
dikkate değer ufak bir değişim gereklidir. Bir sistemin dU su;
dU dq dw CdT PdV TdS PdV
(1)
dq sisteme uygulanan ısı, dw sistem üzerine yapılan iş, C ısı kapasitesi, dT sıcaklık değişimi, P basınç,
dV hacimdeki değişimdir. Sabit bir hacimde;
dU = CVdT olarak ifade edilir.
2.2.2 Entalpi, H
İç enerjisinin sabit hacimdeki versiyonudur. Entalpi,
H U PV
Dolayısıyla, entalpideki küçük değişimler için,
dH TdS VdP
Sabit basınçta, dP 0 , yani
dH p C P dT
(2)
2.2.3 Entropi, S
Sistemin düzensizliğinin bir ölçüsüdür. Moleküler düzensizlik bakımından, entropi konfigürasyonel
düzensizlik (farklı atomların özdeş taraflara dizilmesi) ve atomların ana pozisyonlarında termal
titreşimden oluşur. Entropideki bir değişim,
dS
dq
T
(3)
olarak tanımlanır.
* Tersinir bir değişim için; değişim denge durumunun altındadır dq TdS
* Doğal bir değişim için; dengesiz durumun altındadır dq TdS
2.2.4 Gibbs Serbest Enerji, G
Gibbs serbest enerjisi bir sistemin denge durumunu ifade etmek için kullanılır. Bu enerji sadece sistemin
özellikleriyle ilgilenir, çevresindeki özelliklerle ilgilenmez. Bu düşüncesel olarak faydalı iş yapmak için
sistemde bulunan enerji olarak düşünülebilir.
Serbest enerji, G
G H TS U PV TS olarak tanımlanır.
Küçük bir değişim için;
dG SdT VdP
7
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
Sabit basınç ve sıcaklıkta olan bir değişim için;
dG SdT
Dolayısıyla;
dG 0 tersinir (denge) değişimi
dG 0 tersinir olmayan değişimler
Buradan da anlaşılacağı üzere, G denge durumunda en düşük değerde olmaya eğilimlidir.
2.3 ÇÖZELTİ TERMODİNAMİĞİ
A ve B iki fazın mekanik olarak karıştırıldığı düşünüldüğünde. Eğer bu A ve B atomlarının atom
yerlerine rastgele dağılımıyla tek çözelti fazına dönüşüyorsa, o zaman,
Entalpideki bir değişim A ve B atomları arasındaki etkileşimle ilgilidir, H mix
Entropideki bir değişim, S mix , atomların rastgele karışımıyla ilgilidir
Bir karışımın serbest enerjisi,
Gmix H mix S mix
Bir sistemin N atomdan oluştuğu düşünülürse: x A N A ve x B N
(5)
B, x A = A atomlarının
fraksiyonu and xB 1 x A B atomlarınındır.
2.3.1 Karışımın Entalpisi
H mix hesaplamasında sadece potansiyel enerjisi teriminin karıştırma esnasında önemli değişim
gösterdiği kabul edilmektedir. Bu değişim en yakın komşu atomların birbiriyle etkileşiminden
kaynaklanmaktadır. Bir alaşım A ve B atomlarından oluştuğu düşünülürse. Eğer atomlar komşularını
(aynı tip) tercih ederse, A atomları toplanma eğimi gösterir aynı şekilde B atomlarıda, dolayısıyla daha
büyük sayıda A-A ve B-B bağları oluşabilir. Eğer en yakınındakini tercih etmezlerse daha çok sayıda
A-B bağları oluşur. Eğer bir tercih olmazsa A ve B atomları rastgele dağılabilir.
wAA en yakın A-A komşuları arasındaki etkileşim enerjisi,
wBB en yakın B - B için ve
wAB en yakın A-B içindir.
Atomlar arasındaki mutlak ayrım için otansiyel enerjileri sıfır oldukça, bütün bu enerjiler negatiftir.
Her bir A ve B atomukoordinasyon sayısına sahiptir z.
Dolayısıyla, en yakın komşu atom çiftlerinin toplam sayısı Nz/2 dir.
A-A olasışığı = XA2
B-B olasılığı = XB2
A-B olasılığı = 2XAXB
Bir katı çözelti için toplam etkileşim enerjisi,
zN 2
X A wA X b2 wB 2 X A X B wAB
2
zN
Saf A için, H A
wAA
2
zN
Saf B için, H B
wBB
2
Hs Us
8
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
Böylece karışımın entalpisi,
H mix
zN
X A X B 2wAB wAA wBB
2
(6)
şeklinde verilir.
Etkileşim parametersinin aşağıdaki gibi tanımlayabiliriz;
W
zN
2wAB wAA wBB
2
Dolayısıyla,
H mix W X A X B
W >0 durumunda A-A ve B-B etkileşimi A-B etkileşimden enerjik olarak daha uygundur. Yani,
So, ΔHmix > 0 ve A ca zengin ve B ce zengin çözelti oluşumu eğilimindedir.
Eğer A-B etkileşimi A-A ve B-B etkileşiminden enerjik olarak daha mümkün olursa. W < 0,
ΔHmix < 0, ve düzenli yapılar ya da ara bileşikler oluşumu eğilimindedir.
Son olarak, eğer çözelti ideal ve bütün etkileşimler enerjik olarak eşdeğerse, o zaman W = 0 ve
ΔHmix = 0 dır.
2.3.2 Karışımın Entropisi
Boşluğun her molü,
S mix kN X A ln X A X B ln X B R X A ln X A X B ln X B
(8)
(Bu sonuç Stirling yaklaşımının kullanılmasından ortaya çıkmaktadır.) N = Avogadro sayısı, ve kN = R,
gaz sabiti. A bir ΔSmix karşı xA grafiği ΔHmix den farklı şekle sahiptir. Eğri xA = 0 ve xA = 1 de sonsuz
eğime sahiptir.
Karışımın serbest enerjisi;
Gmix H mix TS mix W X A X B RT X A ln X A X B ln X B
(9)
şeklinde verilir.
W < 0 için, ΔGmix bütün sıcaklıklarda negatifitr ve karışım ekzotermiktir.
W > 0 için, ΔHmix pozitiftir ve karışım endotermiktir.
2.4 SERBEST ENERJİ EĞRİLERİ
Herhangi bir faz için, G serbest enerji, sıcaklık, basınç ve kompozisyona bağlıdır.
2.4.1 Saf Malzemeler
Saf malzemelerde kompozisyon değişmez ve basınca çok az bağlıdır. Dolayısıyla serbest enerjisi
değişimi en yüksek sıcaklıkla değişir.
En düşük serbest enerjiye sahip faz verilen bir sıcaklıkta en stabil olabilir. Bir malzemenin katı ve sıvı
fazlarının serbest enerjilerinin eğrileri Şekil 2 de çizilmiştir. Erime sıcaklığının altında katı faz en
stabildir ve bu sıcaklığın üzerinde sıvı faz stabildir. İki eğrinin kesistiği erime sıcaklığında katı ve sıvı
fazlar dengededir.
9
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
Şekil 2 Katı ve sıvı erime noktasına
yaklaştığında serbest enerijileri arasındaki
farklılık.
2.4.2 Çözeltiler
Birden fazla bileşen içeren bir çözelti durumunda, bu çözeltinin serbest enerjisi onun kompozisyonunun
yanı sıra sıcaklığına bağlı olabilir. Bu karışımın serbest enerjisinin üstünde;
Gmix H mix TS mix W X A X B RT X A ln X A X B ln X B
(9)
gösterilir.
ΔGmix eğrisinin şekli sıcaklığa bağlıdır. Şekil 3 de gösterilen pozitif ΔHmix değeri, düşük sıcaklıklarda
eğri üzerinde bir maksimuma yol açar. ΔSmix gradyanı xA = 0 ve xA = 1de sonsuz iken, düşük çözünen
içeren konsantrasyonlar için ΔGmix her zaman negatiftir.
Yüksek sıcaklıklarda, tam çözelti ve bir tek minimum sahip bir eğri vardır. Düşük sıcaklıklarda, eğri bir
maksimum ve iki minimum sahiptir. İki minimum arasındaki kompozisyon aralığında (kesikli çizgilerle
belirtilmiş) iki fazlı bir karışım tek-fazlı bir çözeltiden daha stabildir.
Düzenli bir katı çözeltinin serbest enerjisi ΔGsol, karışımın toplam enerjisi ΔGmix ve erimenin serbest
enerjisi ΔGfus
Gsolution Gmix G fusion
(11)
olarak ifade edilir.
10
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
Şekil 3 ΔHmix ve T nin ΔGmix üzerine etkisi.
2.4.3 Erimenin serbest enerjisi
Bir sıvı katılaşırken, atomlar hareket ederek yakınlaştıkça ve kristal katı bir form oluşturdukça, donma
serbest enerjisinde değişimler olur. Saf bir k bileşen için Richard kuralını kullanarak deneysel olarak
hesaplanabilir:
G fusion 9.5 (Tm - T)
(10)
Tm erime sıcaklığı, T mevcut sıcaklık.
ΔGfusion = 0 bileşen erime sıcaklığında.
ΔGfusion < 0 bileşenin erime sıcaklığının altında.
ΔGfusion > 0 bileşenin erime sıcaklığının üstünde.
2.5 FAZ DİYAGRAMLARI
2.5.1 Basit bir Faz Diyagramı
Serbest enerji eğrileri bir sistemde en stabil fazın, verilen bir sıcaklıkta ve kompozisyon için en düşük
serbest enerjili faz ya da faz karışımının belirlenmesinde kullanılır. Bir alaşım katı fazı için serbest enerji
eğrisinin bir şematiği Şekil 4 de gösterilmiştir. Katı ister bir karışım olarak ya da A ve B homojen
çözeltisi olarakta bulunsa göstermiştir. Şekil 4 ve 5 bir alaşımın farklı serbest enerjiyle farklı
konfigürasyonda oluşan C kompozisyonunu gösterir. Şekil 4 de A ve B nin karışmamış serbest enerjisi
diagonal siyah çizgi olarak gösterilmiştir.C kompozisyonundaji bu karışımın serbest enerjisi kırmızı
nokta olarak gösterilmiştir.
Sistemlerin çoğu için birden fazla faz ve ilgili serbest enerji eğrisi olduğu düşünülmelidir. Verilen bir
sıcaklıkta bir sistem için en stabil faz kompozisyonla değşim gösterebilir. Sistem verilen sıcaklık ve
kompozisyonda tümüyle en stabil fazdan oluşsa bile, eğer iki fazın keşisimlerinin serbest enerji eğrileri,
bütün sistemden farklı olarak iki fazın karışımı olan bir kompozisyon en stabil konfigürasyonudur.
Verilen iki fazlı yapıdaki herhangi bir sistemin toplam serbest enerjisi, bir serbest enerji grafiğinde söz
konusu iki fazı düz bir doğru ile bağlayarak bulunur. İki serbest enerji eğrisine ortak bir tanjant çizgisi
çekilirse bütün sistemin en düşük serbest enerjisi üretilebilir. Çizgi serbest enerjiyle karşılaştığı yerde
herbir fazın kompozisyonunu tanımlar. Tek ve iki fazlı bölgeler arasındaki sınırlar faz diyagramındaki
katılaşma ve erime eğrilerini gösterir.
11
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
Şekil 4 α (çözelti) fazı için molar serbest enerji eğrisi.
Şekil 5 Katı ve sıvı fazlar ve dengedeki ortak tanjant uygulaması
için molar serbest enerji eğrileri.
Sıcaklık denge durumundaki katı ve sıvının kompozisyonunu değiştirir ve faz diyagramında katılaşma
ve erime eğriler oluşturur. Şekil 6 da bir ikili sistem faz diyagramında gösterilen bir sıcaklık aralığındaki
katı ve sıvı fazların serbest enerji eğrileri boyunca görülebilir.
12
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
Şekil 6 Sıvı (L) ve katı (S) için serbest enerji eğrilerinden basit
bir faz diyagramının çıkarılması.
2.5.2. Basit Ötektik Sistemler
Serbest enerji eğrileri ve faz diyagramları bütün kompozisyonlarda ve sıcaklıklarda çözelti olarak
bulunan bütün sistemler için basit bir faz diyagramında tartışılacaktır. Çoğu gerçek sistemde bu durum
olmaz. Bu benzer olmayan komşu atomlar arasındaki olumsuz etkileşimden kaynaklı pozitif bir ΔHmix
dan dolayıdır. Sıcaklık düştükçe ΔHmix terimi daha önemli hale gelir ve eğri daha önceden tanımlanan
iki minimum ve bir maksimum eğri sonucunda orta kompozisyonda yükselen tarafa döner, Sonra bir
ortak tanjant iki minimum arasına çizilir bu iki farklı fazın karışımı olarak mevcut sistemin kendi serbest
enerjisini düşürdüğü gösterir.
Co kompozisyonundaki bir sistemin serbest enerjisi, C1 and C2 kompozisyonlarında iki katı fazın
karışımı olarak minimize edilebilir.
13
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
Şekil 7 Denge durumunda, C0 alaşımı G0 minimum serbest enerjisine sahiptir,
C1 + C2 nin karışımı olduğunda.
Bu etki bir sistemin tek faz katılaşırken soğumada iki ayrı katı faza ayrışmasına sebep olabilir (Cr-W).
Diğer muhtemel bir sonuç, sıvının serbest enerji eğrisi sıcaklığın bir katı çözelti oluşturmasından daha
yüksek olmadan önce katının serbest enerji eğrisi ile kesişir. Sıcaklık arttıkça, sıvının serbest enerji
eğrisi katının eğrisine göre aşağı tarafa hareket eder ve iki parça katı serbest enerji eğrisi ve bir parça
sıvı serbest enerji eğrisi ile ortak tanjantın bağlantı olduğu pozisyona ulaşır. Bu sıcaklıkta, üç faz
dengededir. Burada sistem ötektik sıcaklığında dengededir ve üç faz ortak bir tanjant ile birbirine
bağlıdır.
Bu ötektik sıcaklığı olarak bilinir. Bu sıcaklıkta bir kompozisyonda iki katı faz tek bir sıcaklıkta
karşılıklı olarak katılaşabilir. Bu ötektik kompozisyondur. Bu sistemin en düşük erimen noktası
gösterdiği kompozisyonudur.
Ötektiğin üzerindeki sıcaklıklarda iki ortak tanjant aynı sıcaklıkta iki iki-fazlı bölge üretirler. İki farklı
katı fazlar genellikle α ve β olarak isimlendirilirler. Dolayısıyla ötektik sistem bir ötektik sabitreaksiyon çizgisinin olduğu bir V içeren ötektik nokta erime eğrisine sahiptir.
Burada bir ötektik faz diyagramı örneği vardır. α ve β ikisi de katı fazlardır. Faz diyagramındaki ikifazlı katı bölge alaşımın ötektikaltı ya da ötektiküstü olmasına bağlı olarak ötektik ve α ya da β fazının
karışımından oluşabilir. Denge durumu altındaki bir alaşım bileşenleri onun faz diyagramından
bulunabilir.
14
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
Şekil 8 Her bir katı fazın farklı kristal yapılara sahip olduğu ötekti faz diyagramının elde
edilmesi.
2.6 SOĞUMA EĞRİLERİNİN YORUMLAMASI
Sabit basınçta herhangi bir saf metalin erime sıcaklığı (bir- bileşenli sistem) tek benzersiz bir sıcaklıktır.
Sıvı ve katı fazlar sadece bu denge sıcaklığında bir arada bulunabilir. Erime sıcaklığına ulaşana kadar,
erimiş malzemenin sıcaklığı sabit bir şekilde düşürülür.
Bu sıcaklıkta malzeme kristalleşmeye başlar, malzeme boyunca sabit sıcaklık sağlayan katı sıvı
arayüzeyinde gizli ısı gelişmesine neden olur. Katılaşma tamamlandığında, sabit soğuma durur.
Katılaşma esansında soğumadaki bu bekleme, sıcaklık zaman eğrilerinde malzemenin erime noktasını
belirlemeyi sağlar.
İki ya da daha fazla bileşenden oluşan sistemlerin çoğu katı ve sıvı fazların dengede olduğu durumlarda
bir sıcaklık aralığı gösterir. Tek bir erime sıcaklığı yerine, sistem sıvılaşma ve katılaşma olarak iki farklı
sıcaklığa sahiptir, sıvıdan katıya geçişin tanımlanması gerekir.
Şekil 9 Saf malzemeler için sıcaklıkzaman eğrisi.
15
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
Sıvılaşma sıcaklığı üzerindeki sistem tamamen sıvıdır, katılaşma sıcaklığının altında ise tamamen
katıdır. Bu iki nokta arasında katı ve sıvı fazlar dengededir. Sıvılaşma eğrisi sıcaklığına ulaşıldığında
katılaşma başlar ve gizli ısının gelişmesi soğuma hızında bir azalışa neden ve soğuma eğrisi değişiminde
nihai bir azalışa yol açar.
Katılaşma tamamlana kadar, katılaşma eğrisi sıcaklığı belirlenene kadar soğuma eğrisi tekrar değişir.
Diyagramın altında görüldüğü üzere, gradyanındaki bu değişim sıvılaşma eğrisi sıcaklığı TL ve
katılaşma eğrisi sıcaklığının TS tanımlanmasını sağlar.
Şekil 10 İki bileşenli bir sistemde
sıcaklık-zaman eğrisi.
Soğuyan malzeme ötektik kompozisyonda olduğunda, bütün yapının katılaşması tek bir sıcaklıkta
meydana gelir. Bu da ötektik sıcaklığında katılaşan bir sistemin tek-bileşenli bir sistemle benzer şekilde
soğuma eğrisi göstermesine sebep olur.
Şekil 11 Ötektik kompozisyondaki ikili
bir ötektik sistem için sıcaklıkzaman eğrisi.
Ötektikaltı ve ötektiküstü alaşımların katılaşmasında, ilk olarak sıvıdan farklı bir kompozisyonda tek bir
faz katılaşır. Soğuma devam ettikçe bu sıvı kompozisyonun ötektik kompozisyona yaklaşmasına neden
olur. Sıvı ötektik sıcaklığına ulaştığında, iki faz karışımı katı bir ötektik formda katılaşır ve ötektik
kompozisyondadır.
Ötektiğin oluşumu katılaşma tamamlanana kadar sistemin soğumasının durmasına neden olur. Soğuma
eğrisi sonuçlarındaki iki bölümde, yokuşlu kısım tek fazın, düz yer ötektiğin katılaştığı yeri gösterir.
16
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
Aynı
sistemden
bir
kompozisyon
aralığında
katılaş
Şekil 12 Ötektik kompozisyonun
altındaki ve üstündeki bir ikili
sistem için sıcaklık-zaman
eğrisi.
ma ve erime sıcaklıkları alınarak her bir kompozisyonun erime ve katılaşma eğrileri faz diyagramlarının
belirlemek için eşleştirilerek belirlenebilir.
Aynı sistem için soğuma eğrilerinin altına farklı kompozisyonlar zaman ekseninde yer değiştirilerek
kayıt edilir. Kırmızı bölgeler malzemenin sıvı olduğu, mavi bölgeler malzemenin katı olduğu ve yeşil
bölgelere katı ve sıvı fazların dengede olduğu yerlerdir.
Şekil 13 Farklı kompozisyonlardaki ikili ötektik
sistemler için sıcaklık-zaman eğrileri.
Zaman eksenin eğrilerden çıkartılıp yerine kompozisyon getirilerek, soğuma eğrileri verilen bir
kompozisyon için katılaşma ve erime eğrilerinin sıcaklığını gösterir. Bu faz diyagramı üretmek için
katılaşma ve ergime eğrilerinin çizilmesini sağlar.
17
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
Şekil 14 Soğuma eğrilerinden basit faz diyagramlarının çıkarılması.
3. EKİPMAN ve MALZEMELER
Ekipman: Vakum ergitme fırını, veri kaydedici, bilgisayar
Malzemeler: Metaller (Pb ve Sn), grafit kröze, temokupllar, (K tip)
4. DENEYSEL PROSEDÜR
Bir faz diyagramı oluşturmanın en kolay yolu sıvının soğuyarak katıya döndüğü sıvı sıcaklığına karşı
zaman grafiği çizmektir. Soğuma eğrisinin yorumlanmasında tartışıldığı üzere, katılaşma ve erime
eğrileri grafikte gizli ısının yayınımdan dolayı soğuma geciktirildiği noktalar olarak görülebilir.
Farklı kompozisyonlardaki iki metalin alaşımlarının soğuma eğrilerini kaydederek faz diyagramları
hakkında bilgi sahibi olmak için bir deney uygulanabilir. Laboratuvarda hızlı ve kolay bir şekilde ısıtılıp
soğutulabildiği için, düşük ergime sıcaklığına sahip kalay-kurşun (Sn-Pb) bu örnek için seçilmiştir.
Dolayısıyla, saf kalaydan %10 kurşun içeren alaşıma kadar 3 farklı kompozisyon kullanıldığı deney
makul süre içerisinde gerçekleştirilebilir. Bütün kompozisyonlar ağırlıkça ölçülür.
Pb ve Sn kullanarak yaklaşık olarak 100 mm uzunluğunda ve 30 mm çapında grafit kröze içerisinde
hedeflenen kompozisyonda erimiş bir alaşım üretmek için yeterli miktarda metalik malzemelere
vakumlu bir fırında eritilmiştir. Vakum ergitme fırının resmi Şekil 15 de gösterilmiştir ve 1100 °C ye
kadar kullanılabilir. Sn ve Pb nin saflıkları %99.99 dur. Karıştırma sonrası, erimiş metalik alaşım içeren
grafit kröze dışarı çıkartılır ve termokuplı grafit kapak krözenin üstüne yerleştirilir. Termokuplın ucu
erimiş alaşımın sıcaklık-zaman eğrisini kaydetmek için data kaydedicisine bağlanır. Soğuma eğrisi
kaydedici sistem Şekil 16 de şematik olarak gösterilmiştir. Metalik alaşımın sıcaklığı ergime sıcaklığının
20 °C altına düştüğünde kayıt durdurulur.
18
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
Şekil 15 Vakum ergitme fırını.
Şekil 16 Metalik alaşımların soğuma eğrisini elde etmek için bir tipik deneysel düzeneğin şematik
gösterimi.
Pb-Sn ikili sisteminin faz diyagramı şekil 17 de gösterilmiştir.
19
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
İKİLİ FAZ SİSTEMLERİ
Şekil 17 Pb-Sn ikili sisteminin faz diyagramı.
5. İSTENENLER VE ÖDEVLERMetallurgical and Materials Engineering
Metallurgy Laboratory Experiment Booklet
1. İkili faz diyagramlarının deneysel metodu ve prosedürü hakkında ayrıntılar veriniz.
2. Sn-Pb ikili sisteminde üç farklı kompozisyon için ölçülmüş olan katılaşma ve ergime sıcaklıklarını
PHASE
SYSTEMS
kullanarak Sn-Pb ikili alaşımının SnBINARY
ce zengin tarafına
ait faz diyagramını
çiziniz.
6. KAYNAKLAR
Porter, D. A. and Easterling K, Phase Transformations in Metals and Alloys, 2nd
edition, Routledge, 1992.
2. Smallman, R. E, Modern Physical Metallurgy, Butterworth, 1985.
3. John, V, Understanding Phase Diagrams, Macmillan,1974.
1.
20
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
LİÇ VE SEMENTASYON
3. LİÇ VE SEMENTASYON
1. DENEYİN AMACI
Bakır sülfat ve kalkopirit esaslı bakır cevherinin asitli çözeltilerde bakır çözünürlüğünün ve çözünmeyi
etkileyen parametrelerin incelenmesi, çözeltiye geçen bakırın sementasyon işlemiyle çöktürülerek geri
kazanımının ve verimi etkileyen parametrelerin belirlenmesi.
2. TEORİK BİLGİLER
Genel olarak hidrometalurjik yöntemler iki aşamada gerçekleşmektedir. Birinci aşama çözeltiye alma
aşamasıdır ve cevherdeki minerallerin uygun bir çözücü ile etkileşmesi sonucunda metallerin seçimli
olarak çözeltiye alınması işlemidir. İkinci aşama ise çözeltiye alınan metallerin kazanılmasıdır.
Liç işlemi madencilikten metal üretimine kadar geniş bir alanı kapsamaktadır. Liç işleminde kullanılan
çözücü; su, asit, baz, tuz veya bunların karışımları olabilmektedir. Liç edilen madde ise cevher,
konsantre, serbest metal, sülfür, karbonat, silikat, oksit ve sülfat gibi çeşitli bileşimdeki hammaddeler
veya baca tozu, ara ürün ve metal içeren her türlü artık olabilir.
Cevherler, ocak üretimi ile liç işlemi arasında bazı hazırlık işlemlerine tabi tutulabilirler. Liç öncesi
yapılan işlemler; kırma-öğütme, zenginleştirme ve kavurmadır. Liç işleminde amaç; seçici çözünme,
hızlı çözünme ve toplam çözünme verimini arttırmaktır.
Faydalı mineraller, gang minerallerine oranla seçimli olarak liç edilmelidir. Çünkü seçimli liç ile reaktif
harcaması minimuma indirilmekte ve çözeltiden metallerin kazanılması aşaması için temiz çözeltiler
elde edilmektedir. Çözücünün bileşim ve derişimi, çözünme sıcaklığı, çözünme süresi ve pulpta katı
oranı liç işleminde kontrol edilmesi gereken başlıca değişkenlerdir.
Bakır cevherleri genel olarak uzun yıllardan beri ve çoğunlukla pirometalurjik yöntemlerin
kullanılmasıyla işlenmektedir. Ancak son yıllarda pirometalurjik yöntemlerin yerini hidrometalurjik
yöntemler almaktadır. Pirometalurjik yöntemler çevreye salınan kükürtdioksit (SO2) gazlarından,
cevherin belli bir konsantrasyona kadar zenginleştirilmesi gerekliliği, bakırla beraber diğer metallerin
kazanılmasında büyük kayıpların olmasından ve işletme maliyetlerinin yüksek olması gibi nedenlerle
yerini hidrometalurjik yöntemlere bırakmaya başlamıştır. Bu yöntemlerde temel prensip cevher içindeki
kıymetli elementi, olabildiğince seçici olan bir reaktif ile çözündürerek çözeltiye almaktır.
Hidrometalurjik yöntemlerde maden yatağından çıkartılan bakır cevheri kırma ve öğütme işleminden
sonra uygun liç çözeltisiyle çözündürülmekte ardından elde edilen çözeltiden metalik bakır
üretilmektedir. Bakır cevherlerinin liçinde sülfürik asit, amonyak, amonyum tuzları, klorür-sülfat
çözeltileri, nitrat çözeltileri ve mikroorganizma bulunan çözeltiler kullanılabilmektedir.
Bakır cevherleri arasında kalkopirit mineralini içeren cevherler diğerlerine göre çok daha fazla
bulunmakta olup hidrometalurjik yöntemler üzerinde yapılan araştırma ve çalışmalar çoğunlukla bu tip
cevherler üzerine yoğunlaşmıştır. Kalkopiritin sülfürik asitle liçinde oluşan reaksiyonlar aşağıda
verilmiştir:
CuFeS2(k) + 2H2SO4(s) = CuSO4(s) + FeSO4(s) + 2H2S
2.1
CuFeS2(k) + 2Fe2(SO4)3(s) = CuSO4(k) + 5FeSO4(k) + 2S°(k)
2.2
Liç işlemi öncesi yapılan kavurma işlemlerinde pirometalurjik yöntemlerde olduğu gibi ekonomik ve
çevresel açıdan bir takım zorluklar vardır. Bu zorluklar özellikle sülfürlü cevherler belli bir tane
21
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
LİÇ VE SEMENTASYON
boyutuna getirildikten sonra doğrudan liç işlemi uygulanarak ortadan kaldırılabilmektedir. Ancak
doğrudan liç yöntemleri oksitli cevherlere rahatlıkla uygulanabilirken, sülfürlü cevherler için atmosferik
şartlarda kuvvetli oksidan ortamlar veya otoklavlarda yüksek sıcaklık ile yüksek oksijen basıncına
ihtiyaç olmaktadır.
Liç işlemi uygulamaları:
1. Yerinde (In-Situ) Liç: Patlayıcı maddeler kullanılarak yerinde kırılmış cevherin üzerine liç çözeltisi
beslenir. Ucuz yatırım ve işletme maliyeti bu uygulamanın avantajlarıdır (Örnek; ekstraksiyon, taşıma
ve katı-sıvı ayırımı gerektirmez). Uygulamada bu avantajları içermesine karşın yerinde liç, uygun
jeolojik koşulların sağlanmış olmasını gerektirir ve ayrıca liç ürünleri seçimli değildir, bu da fazla
miktarda çözücü tüketilmesine neden olur. Tepkimeler yavaştır ve çok düşük oranlarda metalik değerler
çözündürülür,
2. Yığma ya da Yığın (Heap) Liçi: Liç çözeltisi, kırılmış ve sağlam bir zemin üzerine yığılmış cevherin
üzerine beslenir, yığının içinden süzülen çözeltiler havuzlarda toplanır. Yığın liçinde, yerinde liç de
olduğu gibi yatırım ve işletme giderleri düşüktür. Katı-sıvı ayırımı gerekli değildir. Ayrıca, devreye
tekrar beslenmeleri nedeniyle metal yüklü liç çözeltilerinden faydalı minerallerin büyük bir kısmı
çözünebilir. Diğer taraftan yığın liçinin metalurjik artıklara uygulanması durumunda, artıklar ancak ön
cevher zenginleştirme işlemlerine tabi tutularak değerlendirilebilir.
3. Tank Liçi: Hammadde, kırma ve öğütme gibi ön hazırlıklardan geçirildikten sonra tankta liç işlemine
tabi tutulur. Ön hazırlıklar ve hammadde maliyeti yüksektir. Ayrıca, liç tanklarının yatırım ve işletme
maliyetleri diğer liç uygulamalarına göre yüksektir. Ancak, tank liçinde tepkime koşullarının kontrol
altında tutulabilmesi en büyük avantajı oluşturmaktadır.
Oksitli Bakır Cevherlerinin Liçi: Oksitli bakır cevherlerinden bakır üretimi, asidik karakterli oksitli
bakır cevherleri için sülfürik asit; bazik karakterli oksitli bakır cevherleri için amonyum
hidroksit+amonyum karbonat liçi ile yapılmaktadır. Oksitli-sülfürlü bakır cevherlerinden ise
flotasyon+liç işlemi ile bakır kazanılmaktadır. Örneğin; malakit, sülfürik asitte aşağıdaki tepkimeye
göre çözünür:
Cu2(OH)2CO3 + 2H2SO4
CuSO4 + CO2 + H2O
2.3
Asit liçi uygulamalarında çözeltiye alınan bakır, sementasyon-elektroliz veya solvent ekstraksiyonelektroliz yöntemlerinden biri ile değerlendirilir.
Çözünme Mekanizmaları
Liç işlemlerinde tepkime hızı; tepkimeye giren ya da tepkime ürünleri derişiminin zamana göre nasıl
değiştiğini gösterir. Bilindiği gibi liç işlemlerinde çözünme hızı genellikle zamanla azalmaktadır. Bu
durum; tepkime süresi ilerledikçe tepkimenin meydana geldiği yüzey alanının küçülmesi, çözücü
derişiminin azalması veya yüzeyde koruyucu bir tabakanın oluşması (pasivasyon) nedeniyle meydana
gelmektedir. Çözünme hızı aynı zamanda doğrudan aktivasyon enerjisine bağlıdır. Liç işlemlerinde
aktivasyon enerjisinin büyüklüğü çözünme olayının zorluğunu gösterir. Yani zor çözünen mineral
yüksek aktivasyon enerjisine sahip olmaktadır.
Liç işlemini Etkileyen Faktörler
22
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
LİÇ VE SEMENTASYON
Hidrometalurjik işlemlerin birçoğu heterojen reaksiyonlardan ibarettir (birden fazla faz arasındaki
reaksiyon tipi). Bu reaksiyonların hızı öncelikle liç sisteminin hidrodinamiğine (karıştırma ve difüzyon
gibi) ve sistemde mevcut bileşenlerin kimyasal etkileşimlerine bağlıdır. Açık bir ifade ile herhangi bir
cevherin sulu bir ortamda liçi aşağıdaki faktörlerin etkisi altındadır:
1.
2.
3.
4.
5.
Cevherin tane boyutu
Cevherin bileşimi
Çözücünün bileşimi ve derişimi
Çözücü ile cevherin temas süresi
Liç sıcaklığı
2.2. Sementasyon
Çözeltide bulunan herhangi bir metal iyonunun, (metalllerin EMF serisinde gösterilen değerlere göre)
kendisinden daha negatif oksidasyon potansiyeline sahip bir başka metalin (granül, levha, toz, hurda
halinde) söz konusu çözeltiye ilavesi ile metalik hale redüklenmesi işlemine “sementasyon” denir.
Sementasyon esasında elektrokimyasal bir yer değiştirme reaksiyonudur. Sementasyon işlemi ya bir
metalin üretimi ya da bir elektrolitin emprütelerinden arındırılması amacıyla uygulanır. Cu üretimi örnek
alındığında sementasyon işlemi fakir çözeltilerin değerlendirilmesinde söz konusu olur. Bakırın
sementasyon işleminde oluşan reaksiyonlar:
1. Anodik yarım hücre reaksiyonu ileZn2+ iyonlarının oluşumu:
Zn° → Zn2+ + 2e-
2.4
2. Katodik yarım hücre reaksiyonu ile metalik Cu bakır oluşumu:
Cu2+ + 2e- → Cu°
2.5
3. Toplam hücre reaksiyonu:
Cu2+ + Zn° → Cu° + Zn2+
2.6
şeklindedir. Sementasyon uygulanan çözeltinin pH değeri son derece önemlidir. Asidik ortamlarda
hidrojen iyonu konsantrasyonu yüksek olduğundan:
2H+ + 2e- → H2
2.7
reaksiyonu uyarınca gelişmekte olan ikincil reaksiyon etkin duruma geçer. Böylece gereksiz yere
sementatör tüketimi artar. Sementasyon yapılırken çözeltiler ya karıştırılmaz ya da çözeltinin
havalanmasına yol açmayacak kadar ağır devirde karıştırma yapılır. Şiddetli karıştırma nedeniyle
sementasyon çözeltisinin fazla miktarda çözünmüş oksijen içermesi durumunda metalik Zn ve Cu,
çözünmüş oksijenin redüklenmesi sonucu iyonik duruma geçmektedir.
Anodik reaksiyon:
Zn° → Zn 2+ + 2e-
2.8
Katodik reaksiyon:
Cu° → Cu2+ + 2e-
2.9
1/2 O2 + 2H+ + 2e- → H2O
2.10
23
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
LİÇ VE SEMENTASYON
Sementasyon Kimyası: Eğer bir demir parçası bakır iyonları içeren sulu bir çözeltiye daldırılırsa,
metalik metalik bakır çökmeye meylederken, demir çözeltiye geçme eğilimindedir. Bu reaksiyonun
elektrokimyasal potansiyeli sürücü kuvvetidir.
Fe° + Cu2+ = Cu0 + Fe2+
2.11
E ECu2 /Cu EFe2 / Fe
2.12
ECu 2 / Cu 0 E 0Cu 2 /Cu 0
EFe2 / Fe0 E 0 Fe2 / Fe
RT
ln
2F
1
a
2.13
Cu 2
RT
ln a 12
Fe
2F
2.14
24
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
LİÇ VE SEMENTASYON
T; sıcaklık (K), F; Faraday sabiti (96500 culomb/g), R; Gaz sabiti (8,31 Joule).
E E 0Cu 2 / Cu 0 E 0 Fe2 / Fe
RT
ln
2F
a
Fe 2
a
2.15
Cu 2
Bakırın standart redüklenme potansiyeli bakır ve demir için sırası ile +0,34 ve -0,44 volttur. Bu değerleri
(2.13) te yerine koyarsak
E 0,78
RT aFe2
ln a 2
Cu
2F
2.16
formülü elde edilir. (2.10) nolu reaksiyon E sıfıra yaklaşıncaya kadar devam edecektir. Bu şartlar iyon
konsantrasyonlarının dengeye geldiği şartlar olarak belirir. İyonik denge oranı aFe2+ /aCu2+ 25°C’de
1025’dir. Çok büyük olan bu oran 1 nolu reaksiyonun tamamen sağa yöneleceğini göstermektedir. 1 nolu
denkleme göre 1 mol demir (55,85 gr) 1 mol bakırı (63,54 gr) semente eder, bu değer 1 kg Cu başına kg
demir olarak belirlidir. Endüstriyel uygulamalarda 1,5-2,5 Kg demir aşağıdaki yan reaksiyonlardan
dolayı gerekmektedir.
Fe° + 2Fe3+ = 3Fe2+
2.17
Fe°+ 2H+ =
2.18
Fe2+ + H2O
Havanın oksijeni doğrudan +2 değerlikli demiri oksitleyerek (2.14) nolu reaksiyona göre metalik
demirin harcanmasına sebep olur. Sementasyon işleminde metallerin seçimi EMF serisine göre yapılır.
Element (% Ağırlık)
Cevher/
Küre Cevheri
konsantre
Küre
Konsantresi
Cu
Fe
Co
Zn
Ni
Au(ppm) Ag(ppm)
1,5-2
47-49
0,08-0,12
0,1-0,15
0,3-0,4
0-0,5
-
18-20
47-49
0,08-0,12
0,1-0,15
0,3-0,4
4-4,5
20-22
3. DENEYDE KULLANILAN MALZEME VE CİHAZLAR
1.
2.
3.
4.
5.
6.
7.
8.
Kalkopirit cevheri
Bakırsülfat
Asit
Saf su
Hassas terazi
Isıtıcılı Manyetik Karıştırıcı
Karıştırmalı su banyosu
Pipet, piset, beher, huni, filtre kağıdı
4. DENEYİN YAPILIŞI
1. 5 gr/lt Cu içeren konsantre pH=0 ve pH=2 olacak şekilde liç işlemi gerçekleştirilir.
25
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
LİÇ VE SEMENTASYON
2. Deney iki gruba bölünerek demir ve çinko sementatörler için ayrı ayrı sementasyon işlemi
gerçekleştirilir.
3. Her bir düzenekten alınan numuneler atomik absorbsiyon spektrometresi (AAS) kullanılarak Cu ölçümü
yapılır.
4. Verimin en yüksek olduğu pH-sementatör belirlenir ve sebepleri tartışılır.
5. Sementasyon işleminin daha net gözlenmesi amacıyla belirlenen optimum pH-sementatör ikilisi ile 5
gr/lt Cu içeren bakır sülfat (CuSO4) çözeltisi hazırlanır ve sementasyon işlemi daha etkili bir şekilde
gözlenir.
6. Her bir deney grubu için bakır kazanma verimi hesaplanır.
7. Elde edilen tüm sonuçlar yorumlanır.
Liç İşlemine Ait Hesaplamalar:
% Liç Verimi = [Çözeltiye geçen Cu miktarı (mg/L) / Numunedeki Cu miktarı (mg/L)] x100
Sementasyon İşlemine Ait Hesaplamalar:
% Sementasyon verimi= [Çöken bakır miktarı (g/l) / Çözeltideki bakır miktarı (g/l)] x 100 formülünden
hesaplanır.
5. İSTENENLER VE ÖDEVLER
1. 5 gr/lt Cu içeren konsantre çözeltisi ile yapılan deney sonuçlarında elde edilen çözeltilerin Fe ve Zn tozu
ile çöktürüldükten ve filtre edildikten sonraki Cu analizi sonuçlarını kullanarak çözeltide kalan bakır
miktarını ve çöktürülen bakır verimini hesaplayınız.
2. Çökme verimleri ile pH değerleri arasındaki ilişkili grafikleri çizerek yorumlayınız.
3. Liç edilmiş bakır cevheri ve kalsine bakır cevheri çözeltilerinden çöktürülen bakırın verimini
(sementasyon verimi) hesaplayınız ve sonuçları yorumlayınız.
4. Bakırın standart redüklenme potansiyeli bakır ve demir için sırası ile +0,34 ve -0,44 volt olduğuna göre
denge durumundaki bakır ve demir iyonu oranını hesaplayınız. Deneysel verilere göre bakırın çökme
koşulunu açıklayınız.
Ödev: Bakırın endüstriyel liç işlemini üretimde olan bir tesisi örnek alarak ve kavurma-liç-çöktürme
temel kademelerini dikkate alarak ayrıntılı biçimde anlatınız. Hazırladığınız ödevde proses akış
şemalarını, her kademedeki işlem koşullarını (sıcaklık, konsantrsayon gibi), proses şekil veya
resimlerini, hammadde ve ara madde özelliklerini, kullandığınız bilgi kaynaklarını mutlaka belirtiniz.
Ayrıca yeni teknolojilerde ne tür farklılıklar olduğunu ayrı bir bölümde kaynaklarıyla beraber veriniz.
6. KAYNAKLAR
1. Aydoğan, S. (2000) ,”Hafif Madentepe Bakır Cüruflarının Sülfürik Asit, Asidik Ferik Sülfat ve
Amonyak Liçi Koşullarının Belirlenmesi”, Doktora Tezi, Cumhuriyet Üniversitesi Fen Bilimleri
Enstitüsü.
2. Canbazoğlu, M. (1979), "Hidrometalurjide Yeni Gelişmeler", TMMOB Maden Müh. Odası,
Madencilik, 21-38.
3. Canbazoğlu, M. (1979), "Sülfürlü Cevherlerin Hidrometalurjik Yöntemlerle Değerlendirilmesi"
TMMOB.Maden Müh.Odası, Madencilik Dergisi, 9-20.
4. Canbazoğlu, M. (1986), "Hidrometalurji", TMMOB Maden Müh. Odası, Madencilik, 39-52.
26
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
LİÇ VE SEMENTASYON
5. Venkatachalam, S (1991), “Treatment of Chalcopyrite Concentrates by Hydrometallurgical
Techniques”, Mineral Engineering, 4(7-11), 1115-1126.
6. Bor, F.Y., 1989, “Ekstraktif Metalurji Prensipleri Kısım:II”, İTÜ Matbaası, İstanbul.
7. Habashi, F., Principle of Extractive Metallurgy, Volume 2, Science Publishers, Paris, 1980.
27
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
GERİ DÖNÜŞÜM
4. GERİ DÖNÜŞÜM
1. DENEYİN AMACI
Deneyin amacı; hurdadan, ikincil alüminyum üretim prosesleri hakkında öğrenciyi bilgi sahibi hale
getirmektir.
2. TEORİK BİLGİLER
TEMEL TANIMLAR
Atık (Waste): Bertaraf edilen ya da bertaraf edilmesi gerekli olan maddeler ve materyallerdir.
Tekrar Kullanım (Reuse): Atıkların toplama ve temizleme dışında hiçbir işleme tabi tutulmadan aynı
şekli ile ekonomik ömrü doluncaya kadar defalarca kullanılmasıdır.
Geri Dönüşüm (Recycling): Parçanın ömrü tamamlandığında malzemelerinin tekrar hammadde olarak
üretim sürecine kazandırılması işlemleridir.
Geri Kazanım (Recovery): Tekrar kullanım ve geri dönüşümü de kapsayan; atıkların özelliklerinden
yararlanılarak içindeki bileşenlerin fiziksel, kimyasal veya biyokimyasal yöntemlerle başka ürünlere
veya enerjiye çevrilmesidir.
Geri Dönüşüm Oranı (Recycling Rate): Geri dönüşüm işlemleri sonucunda üründen ayrılan ve geri
dönüştürülme olanağı olan malzemelerin ürün ağırlığına oranıdır.
ALÜMİNYUM GERİ DÖNÜŞÜMÜ
Hurdadan alüminyum eldesi için kullanılan belli başlı hurdalar şunlardır;
İçecek kutuları,
Folyolar, kek ve pasta kapları, bazı mutfak kapları,
Levhalar,
Alüminyum pencere profilleri,
Bahçe mobilyaları ve benzeri eşyalar
Kablolar
Havacılık kaynaklı hurdalar
Otomotiv kaynaklı hurdalar
Döküm, ekstrüzyon, talaşlı işleme gibi imalat süreçlerinin iç hurdaları
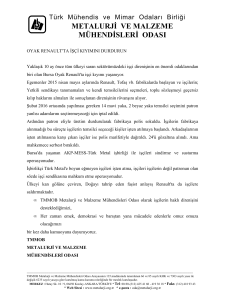
Şekil 1. Alüminyum hurdalarına örnekler
28
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
GERİ DÖNÜŞÜM
Ayrıştırma tesislerine diğer ambalaj atıkları ile birlikte getirilen kirli ve üzeri boyalı veya kaplı
kullanılmış alüminyum konveyor banda konur. Konveyor boyunca alüminyum bazı büyük
mıknatıslardan geçirilir. Bu şekilde çelik veya diğer metaller ayrıştırılır. Diğer malzemelerden
ayrıştırılan alüminyum kutular ve malzemeler ezilir ve balyalama makinesi ile balyalanır. Balyalanmış
alüminyum, üretim tesisine gönderilir. Balyalamanın temel nedeni taşıma maliyetini en aza düşürmektir.
Balyalanmış alüminyum aşırı nem içerebilir. Nem fırında patlamalara neden olur. Bunu önlemek için
önce balyalar parçalanır. Alüminyum daha sonra üzerinde bulunan tüm boyaların, nemin ve kirliliklerin
giderilmesi için sıcak fırına konur. Fırında alüminyum üzerindeki boyalar ve kaplamalar giderilinceye
kadar ısıtılır. Daha sonra külçe haline getirmek için döner fırına konur ve 700 °C’ye kadar ısıtılır. Katı
alüminyumun tam olarak ergimesi için karıştırılır. Oluşan gazlar güçlü fanlarla ortamdan giderilir.
Gazlar önce soğutulur ve sonra torbalı filtrede partiküller bertaraf edilir. Arıtılmış gazlar yüksek bir
bacadan atmosfere atılır. Ergiyik hale gelen alüminyum fırının tabanında toplanır ve buradan alınarak
kalıplara dökülür. Çeşitli işlemlerden sonra tekrar alüminyum kutu veya diğer alüminyum malzeme
üretiminde kullanılır.
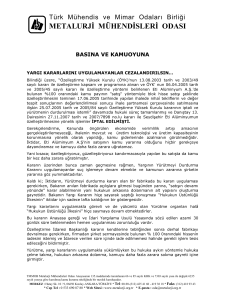
Şekil 2. Alüminyum geri dönüşümünde kullanılan bir ünitenin şeması
Kullanılmış alüminyum geri kazanılarak sadece katı madde miktarı azaltılmaz aynı zamanda boksit
madeni doğal kaynağı ve enerji korunmuş olur.
Bir ton kullanılmış alüminyumdan alüminyum üretildiğinde;
•
•
•
•
1.300 kg boksit,
15.000 litre soğutma suyu,
860 litre proses suyu daha az kullanılır.
2.000 kg CO2 ve 11 kg SO2 emisyonu daha az oluşur.
Hurdadan alüminyum üretimi için gereken enerji, boksit madeninden üretim için gerekli enerjinin 20’de
biridir. Böylece önemli oranda enerji kaynağı korunmuş olur. Kullanılmış alüminyum geri kazanılıp
üretime sokulduğunda %99 oranında baca gazı kirletici emisyonu azalır. Kullanılmış alüminyum geri
kazanılması demek, daha az enerji ve hammadde tüketimi demektir. Kullanılmış alüminyumdan
alüminyum üretilerek sera gazı emisyonu %95 ve atık su kirlenmesi %97 oranında azaltılabilir.
DEMİR-ÇELİK GERİ DÖNÜŞÜMÜ
Demir, yerkabuğunda en çok bulunan 3. metaldir. Demir metali, demir cevherlerinden elde edilir ve
doğada nadiren elementel halde bulunur. Metalik demir elde etmek için, cevherdeki katışıkların
(kimyasal indirgenme yoluyla uzaklaştırılmaları gerekir. Demir, aslında büyük ölçüde karbonlu bir
alaşım olarak kabul edilebilecek olan çelik yapımında kullanılır. Demir, karbonla birlikte 1150-1200°C
sıcaklığa kadar ısıtıldığında oluşan sıvı ergiyik %96,5 demir ve %3,5 karbon içeren bir alaşımdır ve
dökme demir veya pik olarak adlandırılır. Bu ürün ince detaylı şekiller halinde dökülebilirse de, içerdiği
29
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
GERİ DÖNÜŞÜM
karbonun çoğunu uzaklaştırmak amacıyla dekarbürize edilmediği sürece, işlenebilmek için fazlasıyla
kırılgandır. Genel olarak yerkabuğunda bulunan demir filizleri (cevherleri) hematit, limonit, götit,
manyetit, siderit ve pirittir.
Genel hurda tipleri:
•
•
Dönen hurda; kimyasal analizi çok iyi bilinen çelikhane, dökümhane, haddehane gibi birimlerden
gelen yüksek kaliteli hurdalardır.
Piyasa hurdası; çok az kükürt ve fosfor içeriği olan ve özellikle otomobil kaportalarından gelen
hurdalardır.
Hurdalarda dikkat edilmesi gereken yabancı maddeler demirden daha düşük oksijen afinitesine sahip
olan maddelerdir. Bunlardan özellikle dikkat edilmesi gerekenler bakır ve kalaydır.
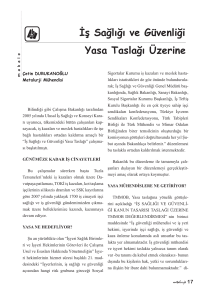
Şekil 3. Demir-Çelik hurdalarına örnekler
Demir-Çelik endüstrisinde hurdadan geri dönüşüm elektrik ark fırınlarında gerçekleştirilir. Elektrik ark
ocağı demir çelik üretiminde bir alternatiftir. Temel oksijen metodunun aksine elektrik ark ocağı sıcak
metal kullanmaz. "Soğuk" metal ile doldurulur (bu da normal olarak hurda çeliktir). Hurda çelik elektrik
ark ocağına üstten vinçle boşaltılır, ardından ocağın kapağı örtülür. Bu kapak ark ocağına indirilen üç
tane elektrot taşır. Elektrotlardan geçen elektrik, bir ark oluşturur ve açığa çıkan ısı hurdayı ergitir. Bu
işlemde kullanılan elektrik miktarı 100.000 kişilik bir şehrin ihtiyacını karşılayacak kadar fazladır.
Ergitme prosesinde diğer metal alaşımlar gerekli kimyasal kompozisyonu sağlamak için ilave edilir.
Çeliği saf hale getirmek için ayrıca oksijen de üflenir.
Şekil 4. Çalışmakta olan bir elektrik ark ocağının görüntüsü
30
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
GERİ DÖNÜŞÜM
Şekil 5. Demir-Çelik üretiminin genel akım şeması
BAKIR GERİ DÖNÜŞÜMÜ
İkincil bakır üretimi için genellikle şu hurdalar kullanılmaktadır;
•
•
•
•
•
•
Filmaşinler
Isı değiştiriciler
Bakır borular
Kablolar ve elektrik bağlantı parçaları
Elektrik motoru, jeneratör, trafo bobinleri
Çeşitli bakır sac ve levhalar
Şekil 6. Bakır hurdalarına örnekler
Hurdadan bakır üretimi iki şekilde yapılmaktadır;
31
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
GERİ DÖNÜŞÜM
1. Özel bir ikincil bakır fırınında yapılan üretim. En az %60 bakır ve çok oksitlenmiş bakır içeren
atık/hurdaların geri dönüştürülmesinde kullanılır.
2. Birincil bakır üretiminin ergitme kademesinde şarjın bir kısmı olarak yapılan üretim. %90’ın üzerinde
bakır içeren hurdaların geri dönüştürülmesinde kullanılır.
Şekil 7. Yukarıda adı geçen ikinci yöntemin akım şeması
Hurdadan elde edilen bakırın maliyeti, cevherden elde edilen bakırdan daha düşüktür. 1 ton bakırın
hurdadan geri dönüştürülmesi ile cevherden eldesi arasında %85’lik bir enerji tasarrufu
sağlanmaktadır.
Dünyada bilinen rezervlerin %12-13’ünün kullanıldığı göz önüne alınırsa rezervlerinin ömrünün kısıtlı
olduğu görülmektedir. Bu sebeple geri dönüşüm ile hammadde kaynaklarının ömrü uzatılmaktadır.
Atıkların, katı atık sahalarına gömülmesi, bu sahaların hızlı bir şekilde dolması ve atıkların
uzaklaştırılması için çok maliyetli bir işlem olması açısından geri dönüşümle üretim bu maliyetleri
bertaraf etmekle beraber hammadde olarak kullanılabilmesini sağlamaktadır.
Geri dönüşüm esnasında daha düşük miktarda gaz ve toz açığa çıktığı için çevre dostu bir sistemdir.
3. DENEYDE KULLANILAN MALZEME VE CİHAZLAR
Malzemeler:
•
•
Alüminyum hurdası
Kalın hurda (Döküm parçalarından kesilen atıklar ve benzeri parçalar)
İnce hurda (İşleme talaşları)
-
Flaks (Bileşim ve oranlar deney esnasında verilecektir.)
Cihaz/Techizat
32
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
GERİ DÖNÜŞÜM
-
Ergitme potası
Ergitme fırını
Hidrolik pres
Silindirik çelik kalıp
Etüv
Hassas terazi
Metal döküm kalıbı
4. DENEYİN YAPILIŞI
İlk olarak önceden belirlenen toplam ergitme şarjının yarısı miktarda kalın hurda tartılıp, ergitme potası
içinde fırına yerleştirilir ve 730°C’da ergitilir. Bu ergitme ile pota içerisinde bir sıvı metal havuzu
oluşturulur. Kalın hurdaların ergimesi esnasında ince hurda talaşlar silindirik çelik kalıp içerisinde
hidrolik pres kullanılarak briketlenir. Bu noktada pres sıkıştırma basıncı ve briketlerin doluluk oranı
hesaplanacaktır. Elde edilen briketlerin toplam ağırlığı şarjın geri kalan yarısını oluşturmalıdır. Bu
şekilde kalın ve ince hurda oranı yarı yarıya olacaktır. Ergitme postasına yerleştirilmeden önce briketler
etüvde bir süre ön ısıtma işlemine tabi tutulur. Ön ısıtma süresi ve sıcaklığı deney esansında
belirlenecektir. Sonrasında briketler pota içeresine sıvı metal havuzuna eklenir. Briketlerin ergime
sürecinde flaksı oluşturacak toz kimyasallar hassas terazide tartılarak bir kap içinde karıştırılır. Bu
karışım pota içine eklenir ve bir çubuk vasıtasıyla sıvı metale karıştırılır. Yaklaşık on dakikalık bir fırın
içinde bekletmenin ardından sıvı alüminyum metal kalıba dökülerek katılaştırılır. Ardından dökülen
metal tartılarak toplam ergitme ve geri dönüşüm verimi hesaplanacaktır.
5. İSTENENLER VE ÖDEVLER
Gerekli hesaplamalar öğrenciler tarafından deney sürecinde gerçekleştirilecek ve her deney sonu istenen
ödev/ödevler öğrencilere bildirilecektir.
6. KAYNAKLAR
1).http://www.kimyaevi.org/TR/Genel/BelgeGoster.aspx?F6E10F8892433CFF8007620E7D5602E8B
856E08843ECBADB (Erişim Tarihi : 10.09.2017)
2).http://celik.org.tr/wp-content/uploads/2016/12/4-TCUD-Curuf_Rapor.pdf
10.09.2017)
(Erişim
Tarihi:
3).http://www.brighthub.com/environment/green-living/articles/66929.aspx
10.09.2017)
(Erişim
Tarihi:
33
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
TERMOPLASTİKLERİN SENTEZİ
5. TERMOPLASTİK POLİMERLER: POLİSTİRENİN YIĞIN (KÜTLE)
POLİMERİZASYON YÖNTEMİ İLE ELDESİ
Amaç: Stirenin yığın polimerizasyonu üzerine başlatıcı konsantrasyonu ve sıcaklığın etkisini
incelemek.
Teori:
Termoplastik, ısı etkisiyle eritilerek yeniden şekillendirilebilen polimerler için kullanılan genel bir
kavramdır. Günlük eşya ve malzemelerin yapımında en fazla kullanılan polimerler, polietilen (PE),
polistiren (PS), poli(vinil klorür) (PVC) ve polipropilen (PP) termoplastikleridir. Bu polimerlere temel
plastikler (genel amaçlı, standart plastikler) adı verilir.
Bilinen en eski vinil polimerlerinden biri olan polistiren (PS); sert, kırılgan, şeffaf, ucuz, kokusuz ve
işlenmesi kolay bir polimerdir. Saf PS, kristal polistiren olarak da adlandırılır ancak bu adlandırma
PS’nin kristalliğinin yüksek olmasından değil, polimerden yapılan ürünlerin parlak ve şeffaf oluşundan
kaynaklanır. Gerçekte PS kristalin değildir, amorf yapıdadır. Camsı geçiş sıcaklığı (T g) 100 oC
civarındadır ve -70 oC ile 70 oC sıcaklıkları arasında kullanıma uygundur. PS’nin zayıf noktalarından
birisi darbe dayanımının düşüklüğüdür. Bu özelliğini iyileştirmek amacıyla; PS üretimi sırasında
polimerizasyon ortamına küçük parçalar halinde elastomerler (polibütadien gibi) karıştırılır ve bu
şekilde hazırlanan polimere, yüksek darbe dayanımlı polistiren veya antişok polistiren denir.
PS’nin şekillendirilmesinde ekstrüzyon, enjeksiyon, vakum şekillendirme, dönerek kalıplama gibi
yöntemler kullanılır. Polimer işleme sıcaklığı 180-200 oC dolayındadır, yüksek sıcaklıklarda ısıl
bozunma gözlenir. PS sulu çözeltilere ve bazlara karşı dayanıklıdır, ancak birçok organik çözücüde
çözünür. UV ışınları PS’nin bozunmasına neden olur. Bütün frekans ve sıcaklık bölgelerinde elektrik
kaybı düşüktür.
Stirenin genel amaçlı (kristal) ve antişok homopolimerlerinin yanı sıra stiren-akrilonitril (SAN), stiren­
maleik anhidrid (SMA), stiren­bütadien (SBR) ve stiren­akrilikler gibi çeş itli kopolimerleri bulunur.
Böylece PS ve kopolimerleri, ambalajdan mutfak eşyasına, oyuncaktan alçak gerilim elektronik
sektörüne, sentetik reçineden sentetik kauçuğa, köpük PS’nin ses ve ısı yalıtım malzemesi olarak
kullanımından çapraz bağlı polistirenin iyon değiştirici reçine olarak kullanımına kadar çok geniş ve
yaygın bir kullanım alanına sahiptirler.
34
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
TERMOPLASTİKLERİN SENTEZİ
Stiren polimerizasyonu genellikle serbest radikal mekanizması üzerinden yapılır; polimerizasyon
baş latıcının ısıl olarak parçalanıp serbest aktif radikaller oluş masıyla baş latılır. Laboratuvarda veya
endüstride radikalik polimerizasyonu başlatmak amacıyla çoğunlukla serbest radikaller üretebilecek
kimyasal bileşiklerden yararlanılır. Organik peroksitler, azo bileşikleri gibi kimyasalların çözeltileri
belli bir sıcaklığa ısıtıldığında polimerizasyon için yeterli sayıda radikal üretirler (Şekil 1).
Şekil 1. Benzoil peroksit başlatıcısının ısıl olarak parçalanıp serbest radikal oluşturması.
Sonraki aşamada, aktif radikaller stiren monomeriyle birleş erek yeni ve daha büyük bir radikal meydana
getirir; bu yeni radikal de diğer bir monomeri kendisine katar; peş peş e katılmalarla uzun polimerik
zincirler meydana gelir (Şekil 2).
Şekil 2. Polistiren zincirinin oluşumu.
Stirenin polimerizasyonu, yığın (kütle), çözelti, emülsiyon ve süspansiyon yöntemleri ile
sağlanabilmektedir. Polistirenin ticari üretiminde genelde yığın veya süspansiyon yöntemleri kullanılır.
Yığın polimerizasyonu, monomerlerin doğrudan başlatıcı, ısı ve ışın gibi polimerizasyonu başlatıcı
etkenler yardımıyla polimerleştirildiği tekniktir. Uygulama kolaylığı, ekonomik olması, polimerizasyon
hızının yüksekliği, dönüşümün yüksekliği, temiz polimer eldesi ve polimerin doğrudan işlenebilmesi
bakımından yığın polimerizasyonu diğer polimerizasyon tekniklerinden üstündür. Polistiren de yığın
polimerizasyonu ile büyük ölçeklerde ticari üretimi yapılan az sayıda katılma polimerlerinden biridir.
Bu prosesle yüksek­darbe polistiren, stiren­akrilonitril reçineler, genel amaçlı (kristal dereceli)
polistiren ve parlaklık derecesi yüksek, gerilmeye dayanıklı çeş itli polistirenler üretilebilir.
35
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
TERMOPLASTİKLERİN SENTEZİ
Şekil 3. Stirenin kesikli yığın polimerizasyonunun akım şeması.
Şekil 3’te kesikli (batch) yığın polimerizasyonu yöntemi ile darbe dayanımı yüksek (antişok) polistiren
üretiminin akım şeması verilmiştir. Saf stiren (kopolimer üretilecekse diğer monomer ile birlikte)
depolama tankından çözme tankına alınır ve ısıtılır. Polistirenin darbe dayanımını arttıracak olan
polibütadien, küçük parçalar halinde çözme tankına verilir ve karıştırılarak sıcak stiren içinde çözülür.
Daha sonra karışım, çözme tankından bir olgunlaştırma tankına aktarılarak içerisine antioksidan,
plastikleştirici türü katkılar katılır, ardından ön-polimerizasyon yapılır. Kesikli reaktöre alınan kısmen
polimerleştirilmiş karışım, polimerizasyonu sürdürmek amacıyla ısıtılır. Polimerizasyon, çözme tankına
ayrıca serbest radikalik başlatıcı konarak da başlatılabilir. Polimerizasyon tamamlandıktan sonra erimiş
haldeki polimer bir vakum buharlaştırıcıya pompalanarak tepkimeye girmemiş stiren, safsızlıklar ve
oligomer yapılar uzaklaştırılır. Erimiş polimer, vakum buharlaştırıcının altından alınarak ekstrudere
gönderilir ve ekstruder çıkışında su banyosundan geçirilerek soğutulduktan sonra granül halinde
kesilerek torbalanır (Şekil 4).
36
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
TERMOPLASTİKLERİN SENTEZİ
(a)
(b)
Şekil 4. (a) Genel amaçlı kristal PS ve (b) Antişok PS.
Kullanılacak kimyasal maddeler ve ekipmanlar:
Monomer: stiren
Başlatıcı: benzoil peroksit
Çözücü: benzen ve metanol
Diğer malzemeler: deney tüpü, beher, ısıtıcı, termometre, pipet, puar, baget, cam huni, parafilm ve
süzgeç kağıdı.
Deneyin Yapılışı:
1) Stirenin yığın polimerizasyonu üzerine başlatıcı konsantrasyonunun etkisi: üç adet deney tüpünü 1,
2, 3 olarak numaralandırınız. Polimerizasyon başlatıcısı olarak seçilen benzoil peroksitten sırası ile
monomerin (2 g, m1) ağırlıkça % 1, % 2 ve % 4’ne karşılık gelen miktarlar kadar tartıp deney
tüplerine koyunuz. Deney tüplerine 2’şer gram stiren ilave ederek başlatıcının çözünmesini
sağlayınız. Deney tüplerinin ağızlarını parafilm ile kapatarak azot gazı geçiriniz. Azot gazı geçirme
işlemi bittikten sonra deney tüplerini 85 oC’de sabit sıcaklıktaki su banyosuna yerleştiriniz ve 60
dakika bekletiniz. Bu süre sonunda tüpleri banyodan çıkarınız ve musluk suyu altında soğutunuz.
Soğutma sonrasında her bir tüpten elde ettiğiniz polimer çözeltisinin viskozitesini ölçünüz. Tüplerin
ağzını açınız ve bir miktar çözücü (benzen) ile viskoz çözeltiyi seyreltiniz. İlave ettiğiniz çözücü
miktarının yaklaşık 15 katı kadar metanolü bir beherin içine dökünüz. Tüplerdeki seyreltik çözeltiyi
metanolün içerisine damla damla karıştırarak ilave ediniz. Her bir tüp için bu işlemi ayrı ayrı
yapınız. Polimerlerin çökmesi tamamlandıktan sonra çözeltiyi süzgeç kâğıdı kullanarak süzünüz,
kâğıtta kalan polimerleri vakum altında kurutunuz. Kurutma işlemi tamamlandıktan sonra elde
ettiğiniz polimerleri tartınız (m2).
37
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
TERMOPLASTİKLERİN SENTEZİ
2) Stirenin yığın polimerizasyonu üzerine sıcaklığın etkisi: üç tane deney tüpünü 1, 2, 3 olarak
numaralandırınız. Polimerizasyon başlatıcısı olarak seçilen benzoil peroksitten monomerin (2 g,
m1) ağırlıkça % 1’ine karşılık gelen miktarlar kadar tartıp deney tüplerine koyunuz. Deney tüplerine
2’şer gram stiren ilave ederek başlatıcının çözünmesini sağlayınız. Deney tüplerinin ağızlarını
parafilm ile kapatarak azot gazı geçiriniz. Azot gazı geçirme işlemi bittikten sonra deney tüplerinin
1.’sini 80 oC’de, 2.’sini 90 oC’de ve sonuncusunu 100 oC’de sabit sıcaklıktaki su banyolarına
yerleştiriniz. 60 dakika bekletiniz. Bu süre sonunda tüpleri banyodan çıkarınız ve musluk suyu
altında soğutunuz. Soğutma sonrasında her bir tüpteki elde ettiğiniz polimer çözeltisinin
viskozitesini ölçünüz. Tüplerin ağzını açınız ve bir miktar çözücü (benzen) ile viskoz çözeltiyi
seyreltiniz. İlave ettiğiniz çözücü miktarının yaklaşık 15 katı kadar metanolü bir beherin içine
dökünüz. Tüplerdeki seyreltik çözeltiyi metanolün içerisine damla damla karıştırarak ilave ediniz.
Her bir tüp için bu işlemi ayrı ayrı yapınız. Polimerlerin çökmesi tamamlandıktan sonra çözeltiyi
süzgeç kâğıdı kullanarak süzünüz, kâğıtta kalan polimerleri vakum altında kurutunuz. Kurutma
işlemi tamamlandıktan sonra elde ettiğiniz polimerleri tartınız (m2).
Sonuçlar ve Tartışma:
1) Her iki basamakta gerçekleştirilen her bir polimerizasyon için % dönüşüm (polimerleşme)
miktarlarını Denklem 1’e göre hesaplayınız:
% dönüşüm =
m2
x100
m1
(1)
İlk deney için başlatıcı konsantrasyonuna karşı dönüşüm eğrisini, ikinci deney için ise sıcaklığa
karşı dönüşüm eğrisini çiziniz; eğri davranışlarını belirleyiniz.
2) Gerçekleştirdiğiniz polimerizasyonlarda elde ettiğiniz viskoz polimer çözeltilerinin viskozite
değerlerini kullanarak, iki deney basamağı için başlatıcı konsantrasyonuna karşı viskozite ve
sıcaklığa karşı viskozite olacak şekilde 2 ayrı grafik çiziniz.
3) Stirenin yığın polimerizasyonu ve elde edilen polimerin özellikleri üzerine başlatıcı
konsantrasyonunun ve sıcaklığın etkisinin incelendiği deneylerdeki gözlemlerinizi ve deneysel
sonuçları yorumlayınız.
38
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
TERMOPLASTİKLERİN SENTEZİ
39
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
CAM ÜRETİMİ
6. CAM ÜRETİMİ
1. DENEYİN AMACI
Bu deneyin amacı, cam harmanının hazırlanması, ergitme döküm yöntemi ile cam üretimi, kalıba döküm
yöntemi ile camın şekillendirmesidir.
2. TEORİK BİLGİLER
Camlar; termodinamik olarak kararlılık göstermeyen, yüksek viskoziteye sahip, rijit yapılı,
kristalizasyon olmaksızın soğutulmuş amorf malzemelerdir. Camın karakteristik özellikleri: saydamlık,
sertlik, kırılganlık ve kimyasal kararlılık olarak özetlenebilir [3,4]. Kristalin malzemelerin aksine,
camların periyodik olarak tekrarlanan düzenli bir yapıları yoktur ve kısa mesafeli düzene sahiptirler
(Şekil 1) [2-5].
Şekil 1: a) Kristalin, b) Cam yapının atomal dizilişinin iki boyutlu gösterimi
Birçok inorganik element ve bileşikler, uygun sıcaklığa ısıtıldıklarında, viskoziteleri suya yakın olan
sıvılar oluştururlar (yaklaşık 10-4 – 10-3 Pa.s) [6]. Bu sıvılar, donma noktalarına kadar soğutulduklarında
hızla kristallenerek katılaşır. Eğer kristallenme hızı yeterince yavaşsa, eriyiği donma noktasının altına
kadar kristallenmeden soğutmak mümkün olabilir. Soğudukça viskozitesi artan bu malzemenin mekanik
özellikleri elastik bir katınınkine benzer ve malzeme cam adını alır. Yani, camsı yapının oluşabilmesi
için malzemenin ergime sıcaklığının altına hızlı bir şekilde soğutulup aşırı soğumuş sıvının
kristalizasyonunun önlenmesi gerekir. Kristalizasyon hızı cam oluşumunu kontrol eden faktördür Camın
mekanik özellikleri elastik bir katıya benzerken; yapısal özellikleri viskoz bir sıvınınki gibidir [2,7].
Cam yapıcıların Şekil 2’de görülen spesifik hacim - sıcaklık ilişkisi grafiğinde, sıvı eriyiğin soğuma
hızına bağlı olarak oluşturduğu cam ve kristalin yapılar gösterilmektedir. Şekil 2’de görüldüğü gibi,
soğuma süresince sıvının hacminde düzenli bir azalış meydana gelmektedir. Soğutma hızının az olduğu
durumlarda, Te olarak gösterilen donma noktasında sıvı kristallenir ve hacminde hızlı bir azalış meydana
gelir. Yavaş soğutularak kristalin hale gelen malzemenin hacmi azalan sıcaklıkla azalmaya devam eder.
Soğutma hızının yeterince yüksek olduğu durumda ise, ergime sıcaklığında (Te) kristalizasyon
40
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
CAM ÜRETİMİ
gerçekleşmez ve cam geçiş sıcaklığına (Tg) ulaşıldığında aşırı soğumuş sıvının spesifik hacim - sıcaklık
eğrisinin eğiminde bir değişim meydana gelerek eğim kristalin malzemenin eğimine paralel hale gelir.
Cam geçiş ve donma sıcaklıkları arasındaki bölgede aşırı soğutulmuş sıvı olarak adlandırılan malzeme,
cam geçiş sıcaklığının altında yaklaşık 1012 Pa.s viskozite değerlerine ulaşır ve cam olarak tanımlanır.
Kristalin olmayan malzemelerin toplam spesifik hacmi, V, ile işgal ettikleri spesifik hacim, VO,
arasındaki fark olan serbest hacim, VF, camın düzenli paket yapısına geçebilmesi için gerekli olan
boşluğu ifade eder ve soğutma hızına bağlı olarak değişiklik gösterir [3,4,8].
Cam geçiş sıcaklığının altındaki bir sıcaklıkta bekletilen bir camın hacminde azalma meydana
gelmektedir. Camdaki serbest molekül hareketinin durduğu ve camın stabilizasyonunun gerçekleştiği
bu bölge cam geçiş bölgesi olarak adlandırılır. Camın daha kararlı hale geçmeye çalıştığı cam geçiş
bölgesi boyunca, camların özellikleri belli bir oranda soğutma hızına bağlıdır. Cam geçiş sıcaklığı da
soğutma hızı ile orantılı olup; düşük soğutma hızlarında düşüktür [6,9].
Uzun mesafeli düzene sahip olmayan, kararsız yapılar olan camların serbest enerji değerleri düzenli
kristalin yapılarınkine göre daha yüksektir. Düzenli ve düzensiz yapı arasındaki serbest enerji farkı
camların kristalizasyon reaksiyonlarının itici gücünü oluşturmaktadır. Kristalizasyon hızı cam
oluşumunu kontrol eden en önemli faktördür. Bir malzemenin cam geçiş sıcaklığından ilk kristalizasyon
sıcaklığına kadar olan bölgeyi kapsayan aralık, cam kararlılık bölgesi olarak adlandırılır ve ΔT ile
gösterilir ve soğutma koşullarına bağlı olarak değişim gösterir. Cam malzemenin kullanım alanlarının
belirlenmesinde, cam geçiş sıcaklığı ve cam kararlılık bölgesi genişliği önem taşımaktadır [8,9].
Şekil 2: Cam ve kristalin katıların spesifik hacim - sıcaklık değişimi
41
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
CAM ÜRETİMİ
Cam üretim adımları şu şekildedir: hammadde seçimi, harman hazırlama (bileşim hesaplama, hassas
tartım ve karıştırma), ergitme, rafinasyon (ergimeyen kalıntıların ve habbelerin giderilmesi),
şartlandırma, şekillendirme (üfleme, float teknolojisi, merdane ile şekillendirme, kalıba döküm, cam
çekme, presleme), son işlemler (stres gidermek için ısıl işlem, termal temperleme).
Cam üretimi, yüksek saflıkta kimyasallar ya da düşük safiyette mineraller kullanılarak
gerçekleştirilebilir. Çok düşük miktarlarda, AR-GE faliyetleri ve ileri teknoloji optik uygulamalar için
üretilen camlar, yüksek safiyetli kimyasallar ile üretilirken; kitlesel üretimi gerçekleştirilen ticari
ürünlerin üretiminde mineraller kullanılır. Cam harmanını oluşturan bileşenler görevleri açısından, cam
yapıcı, eritici, özellik değiştirici, renklendirici ve saflaştırıcılar şeklinde gruplanabilir.
Şeker camı
Sofra şekeri sükroz adını alır ve bir fruktoz ve br glikoz molekülünğn bir araya gelmesi ile oluşur. Mısır
şurubu oluşturan glikoz molekülü, benzer moleküller oldukları için, çözeltideki sükroz ile bağ yapar.
Eklenen bileşenlerin tekil şekerlerin kristalizasyonunu güçleştirmesi nedeniyle, ekstra glikoz
molekülleri soğutma sırasında şekerin kristalleşmesini engeller. Hazırlanan şeker çözeltisinin oda
sıcaklığında cama dönüşebilmesi bileşimde yer alan bileşenlerin kompozisyonları ile ilgilidir. Yıllar
boyu şekerleme üreticileri, oda sıcaklığındaki suya bir kaşık şeker çözeltisi damlatarak şekerin sertlik
derecesini derecelendiren bir sistem kullanmışlardır. Şekerin suya döküldüğünde çıtırdadığı ya da
kırıldığı sıcaklık, oda sıcaklığına soğutulduğunda cam oluşturacağı ideal döküm sıcaklığıdır.
3. DENEYDE KULLANILAN MALZEME VE CİHAZLAR
Şeker
Mısır şurubu
Su
Isıtma tablası
250 ml beher
Farklı boyutlarsa spatüller
Metal kalıp
4. DENEYİN YAPILIŞI
Deneysel çalışmalarda, belirlenen miktarda şeker camı üretmek amacıyla kütlece %50 oranında şeker
ve %40 orada mısır şurubu, %10 oranda su içerisinde çözülmek hassas terazide tartılır. Tartılan
42
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
CAM ÜRETİMİ
bileşenler cam beher içerisine konularak, cam beher ısıtma tablasına yerleştirilir. Karışım uygun
sıcaklıkta metal bir spatül yardımıyla karıştırılarak çözelti halini alması sağlanır. Homojen hale gelen
çözelti, oda sıcaklığındaki metal kalıp içerisine dökülerek cam üretimi gerçekleştirilir. Kalıp içerisinde
oda sıcaklığına kadar soğutulan cam kalıptan çıkarılır.
5. İSTENENLER VE ÖDEVLER
1. Hammadde olarak SiO2, Na2CO3 ve CaCO3 kullanılarak 50g’lık 75SiO2-15Na2O-10CaO % mol
bileşimine sahip soda kireç cam harmanının hazırlanması amacıyla kullanılması gereken hammadde
ağırlıklarını hesaplayınız.
2. Aşağıda belirtilen ticari soda kireç camın bileşenlerinin cam yapıdaki görevlerini yazınız.
SiO2, Na2O, Li2O, K2O, CaO, MgO, Al2O3, B2O3, ZnO, Sb2O3, SnO
3. Soğutma hızına bağlı olarak amorf ve kristalin yapı oluşumunu açıklayınız.
6. KAYNAKLAR
[1] Doremus, R. H. (1973). Glass science. New York: Wiley.
[2] Vogel, W. (1994). Glass Chemistry. Berlin: Springer-Verlag.
[3] Carter, C. B. ve Norton, M. G. (2007). Ceramic Materials Science and Engineering. New York:
Springer.
[4] Çelikbilek, M., Ersundu, A. E. ve Aydın, S. (2012). Crystallization kinetics in amorphous materials. In
Yitzhak Mastai (Ed.), Advances in Crystallization Processes, (Chapter 6, pp. 127-162). Croatia:
Intech.
[5] Shelby J. E. ve Stryland E. W. V. (2005). Introduction to Glass Science and Technology. United
Kingdom: The Royal Society of Chemistry.
[6] Rawson, H. (1967). Inorganic glass-forming systems, London: Academic Press Inc.
[7] Allen, S. M. ve Thomas, E. L. (1998). The Structure of Materials. Cambridge: MIT Series.
[8] Jackson, K.A. (2004). Kinetic Processes: Crystal Growth, Diffusion, and Phase Transitions in
Materials. Weinheim:Wiley-VCH.
[9] Schmelzer, J. W. P. ve Gutzow, I. S. (2011). Glasses and the Glass Transition. Weinheim:WileyVCH.
43
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
REDÜKSİYON ELEKTROLİZİ
7. REDÜKSİYON ELEKTROLİZİ
1. DENEYİN AMACI
Bu deneyde; elektroliz olayının öğrenilmesi, bakırın rafinasyon (saflaştırma) ve redüksiyon (geri
kazanım) işlemlerinin öğrenilmesi ve çözeltiye alınmış bakır kullanılarak elektrolitik bakır elde edilmesi
amaçlanmaktadır.
2. TEORİK BİLGİLER
Elektrometalurji
Cevher veya metal içeren her çeşit ham madde içindeki metalleri elektrik enerjisinden faydalanmak
suretiyle üretmeye “Elektrometalürji” denmektedir. Gerçekte elektrometalurji, elektrokimyanın bir
uygulamasıdır. Burada elektrokimya metodlarının metallere uygulanması yapılmaktadır.
Elektroliz
Elektrik akımının sulu veya eriyik elektrolitlerden geçirilmesiyle meydana gelen kimyasal ayrışma
sonucu katodda metal iyonlarının ve anotta ise metalik olmayan iyonların serbest hale gelmesi olayıdır.
İyonlar elektrotlarda deşarj edilerek; serbest hale geçirilebilir, element olarak toplanabilir ve elektrot ile
reaksiyon yapabilir.
Elektrot : Elektrik akımını, sıvı, katı, gaz faza ileten iletken. Elektrokimyasal anlamda elektrot, elektrot
iletkeni ile iyonik iletkeni birleştiren sistemdir.
Elektrolit : İçinde (+) ve (-) yüklü serbest iyonları bulunduran ortamlardır. Elektrolizde kullanılan
elektrik akımını ileten sıvıdır. Erimiş tuzlar ve asit, baz, tuz çözeltileri elektrolit olarak kullanılır.
Elektroliz hücresi : Dışarıdan gerilim uygulanarak, elektriksel işin kimyasal işe dönüştürüldüğü
hücrelerdir.
Üreteç: Dış devrede elektrik enerjisini sağlayan doğru akım kaynağıdır. Üretecin pozitif kutbuna bağlı
elektrot anot, negatif kutbuna bağlı elektrot katottur.
Elektrolizde; katyonlar (+ yüklü iyonlar) indirgenerek katotta, anyonlar da (- yüklü iyonlar)
yükseltgenerek anotta açığa çıkar. Elektroliz kabında birden fazla tür katyon varsa, ilk önce indirgenme
eğilimi (potansiyeli) en büyük olan indirgenir. Daha sonra sırası ile indirgenme devam eder. Elektroliz
kabında birden fazla cins anyon varsa, anotta ilk önce yükseltgenme eğilimi en büyük olan anyon
toplanır. Aktifliği az olan anyon öncelikle anotta, aktifliği az olan katyon da öncelikle katotta açığa
çıkar. Elektrolizde bileşikler elementlerine ayrıştırılabilir. Elektrokimyasal pile, pil geriliminden yüksek
bir gerilim uygulanırsa, pil de gerçekleşen tepkime tersine döner. Elektroliz oluşur. Bu olaya pilin şarj
edilmesi denir.
Elektroliz işlemi, elektroliz kabı ya da tankı denen bir hücre içinde uygulanır. Bu hücre, çözünerek artı
ve eksi yüklü iyonlara ayrılmış bir bileşiğin içine daldırılmış iki elektrottan oluşur ve bu elektrotlar
birbirine değmeyecek biçimde (genellikle iki elektrot arası 5-20 cm) ayarlanır. Elektroliz işleminin
gerçekleştirilmesi için bu elektrotlar bir doğru akım kaynağına bağlanır ve elektrotlar arasında meydana
gelen gerilim (elektrik alan), iyonları karşıt yüklü elektroda (kutup) doğru hareket ettirir. Dolayısıyla,
(+) yüklü iyonlar katoda giderken, (-) yüklü iyonlar anoda doğru akarlar. Karşıt kutupta yükünü
dengeleyen atom veya moleküller elektrotta çökelir veya elektrolit içindeki moleküllerle yeni
reaksiyonlara girer.
44
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
REDÜKSİYON ELEKTROLİZİ
Şekil 1. Elektroliz Yöntemi
Endüstride bakırın (Cu) elektroliz işlemi iki amaçla kullanılır. Bunlardan biri, saf olmayan bakır metalini
içindeki safsızlık oluşturan yabancı maddelerden arıtarak katot üzerinde toplamak amacıyla yapılan
bakırın saflaştırılması işlemi; diğeri ise bakır metalini sulu çözeltilerden kazanmak için yapılan bakırın
geri kazanımı işlemidir.
Elektrolizin Uygulama Alanları
Elektroliz işlemleri daha önce de bahsedildiği gibi, elektrolizle metalürji alanında, metallerin
hazırlanmasında (çözünmez anot kullanılan yöntem-geri kazanım elektrolizi) ya da arıtılmasında
(çözünür anot kullanılan yöntem-saflaştırma elektrolizi) kullanılır. Ayrıca, bir elektrolitik metal
birikimiyle aşınmaya karşı korumada ve bir metal çökeltisiyle metallerin kaplanmasında (sözgelimi;
nikel kaplama, çinko kaplama, kadmiyum kaplama, krom kaplama, gümüş ya da altın kaplama)
kullanılan bir yöntemdir. Saf hidrojen de, özellikle, suyun elektroliziyle elde edilir. Uygulama alanları
arasında, gaz üretimi (klor), metal üstünde koruyucu oksitli anot tabakalarının elde edilmesi
(alüminyumun, alümina aracılığıyla anotlaştırılması işlemi) elektrolizle parlatma, metallerin katot ya da
anot olarak yağlardan arındırılması sayılabilir. Elektroliz, akım şiddetlerinin, özellikle voltmetrelerdeki
akım miktarlarının ölçülmesine de olanak verir. Sürekli akım yardımıyla, organik dokuların
ayrıştırılmasına dayanan tedavi elektrolizi, cerrahide sinir uçlarının (nöronların), sertleşen urların, burun
deliklerindeki poliplerin yok edilmesinde, üretra yada yemek borusu daralmalarının tedavisi gibi tıp
uygulamalarında da kullanılmaktadır.
Bakırın Rafinasyon (Saflaştırma) Elektrolizi
Bakırın rafinasyon elektrolizi yeterli saflıkta rafine bakır elde edilmesini sağlayan bir elektroliz işlemi
olup, bu işlem çözünebilir bakır anotlarla yapılmaktadır. Elektrolit olarak bakır sülfat (CuSO4) ve
H2SO4 çözeltisi kullanılmaktadır. Çözelti içine daldırılan bakır elektrotlardan biri saf bakırken diğeri saf
olmayan bakırdır. (+) yüklü anot olarak, yüksek sıcaklıklarda saflaştırma işlemiyle elde edilen (%98-99
saflıkta) bakır (blister bakır) elektrotlar kullanılmaktadır. Bu elektrotlar bileşimlerinde safsızlık olarak,
O, S, Au, Ag, Pt ve çeşitli miktarlarda As, Sb, Bi, Sn, Se, Te, Pb, Zn, Fe bulundurmaktadır. (-) yüklü
katot olarak ise, üzerine elektrolitik bakır kaplanmış titan levhalar veya yapışmayı önlemek için üzeri
yağ ile sıvanmış bakır levhalar (%99,5 saflıkta) kullanılır. Elektronlar, elektrolit dışında anottan katoda
doğru akarken; elektrolit içinde katottan anoda doğru akarlar. Uygun şartlarda anot oksitlenerek
çözeltiye geçer ve katotta indirgenir. Anottaki diğer safsızlıkların bir kısmı çözünmeyerek, anottan
kopup hücrenin alt kısmında toplanırlar. Bu artık malzemeye “anot çamuru” denir. Bazı safsızlıklar ise
45
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
REDÜKSİYON ELEKTROLİZİ
çözünerek elektrolite geçer. Anot ve katot aynı bileşimde olduğu için ayrışma voltajı teorik olarak
sıfırdır ve hücre voltajı elektrolit direncinin biraz üzerinde bir değerdedir.
Elektrolitik rafinasyon uygulaması iki nedenle yapılır. Temel amaç iletkenliğin azalmasına neden olan
empüritelerden arınmakken, rafinasyon işlemi sırasunda anot çamuruna geçen soy metal ve yarı metalik
metaller(Se,Te) rafineside maliyeti karşıladıklarından işletmeye artı değer kazandırır.
Anot ve katot arasına akım uygulandığında CuSO4-H2SO4–H2O türü elektrolitte şunlar gerçekleşir:
Klasik bakır saflaştırma elektrolizinin çalışma koşulları 0.2-0.35 V hücre voltajı şeklindedir. Elektroliz
şartları aşağıda verildiği gibidir:
- Elektrolitte 35-50 g/l Cu ve 140-220 g/l H2SO4
- Sıcaklık 50-65 ºC
- Katot akım yoğunluğu 150-250 A/m2 (15-25 mA/cm2)
Bakırın saflaştırılması elektrolizinde meydana gelen reaksiyonlar;
Anot reaksiyonu: Cu0 → Cu+2 + 2e- (Burada bakır, anodik oksidasyon sonucu Cu+2 iyonları
halinde çözünür.)
Çözünmüş olan (+) yüklü bakır iyonları (Cu+2) katot yüzeyine ulaşır.
Katot reaksiyonu: Cu+2 + 2e- → Cu0 (Burada Cu+2 bakır iyonları, anottan iletilmiş olan elektronlarla
tekrar birleşerek metal durumuna indirgenirler.)
Şekil 2. Bakırın saflaştırma elektrolizi
Bu seçeneklerden bakır rafinasyon elektrolizinde enerji tüketimi olmadığı görülür. Ancak anodik ve
katodik reaksiyonlar kinetik engelli olduğundan fazla voltajların uygulanması gerekir ve bağlantı
yerlerindeki dirençlerden dolayı voltaj düşüşü de göz önüne alınmalıdır.
Bakırın Redüksiyon (İndirgenme) Elektrolizi
Bakırın geri kazanım elektrolizi, çözeltilerden bakır elde edilmesini sağlayan bir elektroliz işlemi olup,
bu işlem sırasında çözünmeyen anot ve katot elektrotlar kullanılmaktadır. Anot olarak genellikle %4-6
46
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
REDÜKSİYON ELEKTROLİZİ
Sb içeren sert kurşun alaşımı kullanılırken, katot olarak paslanmaz çelik ve son zamanlarda titan levhalar
kullanılmaktadır. İndirgenme işlemi için, 40-60 ºC sıcaklık ve 70-150 A/m2 akım yoğunluk değeri
seçilir. Elektroliz sırasında çözeltide bulunan (-) yüklü iyonlar anoda, (+) yüklü iyonlar katoda gider.
Anyonlar anot yüzeyinde oksitlenirken, katyonlar katot yüzeyinde indirgenirler. Termodinamik olarak
bakır indirgenme elektrolizi 0,89 V’ta gerçekleşir.
Bakırın redüksiyon elektrolizi sırasında gerçekleşen reaksiyonlar;
CuSO4 + H2O → Cu + H2SO4 + ½O2
Anot reaksiyonu: SO4-2 + H+ + 2e- → H2SO4 + ½O2
Katot reaksiyonu: Cu2 + 2e- → Cu0
Şekil 3. Bakırın geri kazanım elektrolizi
Bakırın saflaştırma ve geri kazanım elektrolizleri arasındaki farklardan biri, ‘katot’ reaksiyonlarının aynı
olmasına rağmen ‘anot’ reaksiyonlarının farklı olmasıdır. Ayrıca bakırın saflaştırılması elektrolizinde,
anottan çözünen metal iyonları katotta indirgenirken; bakırın geri kazanım elektrolizinde, (çözünmeyen
%4-6 Sb içeren kurşun alaşımı kullanıldığı için) anot reaksiyonu elektrolit içerisinde bulunan bir anyon
veya molekülün oksidasyonu ile gerçekleşir.
Elektroliz Şartları ve Katkı Maddeleri
Parametereler
Elektrolitteki bakır derişimi
Elektrolitteki H2SO4 derişimi
Sıcaklık
Katot akım yoğunluğu
Hücre voltajı
Sirkülasyon hızı
Kolloidler
Jelatin
Thiourea
HCl veya NaCl
Koşullar
35-50 gr/l
140-220 gr/l
50-65 ºC
150-250 A/m2
0,2-0,35 V
0,02 m3/dak.
0,0001-0,001 kg/m3
0,0001-0,001 kg/m3
0,035 kg/m3
Tablo 1. Elektroliz şartları ve katkı maddeleri
47
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
REDÜKSİYON ELEKTROLİZİ
Kolloid homojen bir karışımdır. Bu homojen karışım içersinde jelâtin ve thiourea içerir. Jelatin, bakırın
katot yüzeyine homojen ve düzgün bir şekilde bağlanmasını sağlar ve ince kristalli sert bir bakır yapısı
oluştur. Jelatinin yan etkilerini ortadan kaldırmak için ise thiourea kullanılır. Thioureanın diğer bir
görevi de katot yüzeyindeki sivri uçları ve çukurları izole eder. Diğer bir katkı maddesi olan mersolat,
antioksidan görev görür ve katot yüzeyindeki sülfatlanmayı geciktirir. HCl’nin homojen karışım içine
katılmasının maksadı ise elektrolit içindeki gümüş iyonlarını (Ag+) , gümüş klorür (AgCl) halinde
çökelmesini sağlamaktır.
Hesaplamalar
Bir elektroliz devresinde, ‘t’ zaman boyunca ‘I’ akımının geçmesiyle işlem sonunda teorik olarak elde
edilmesi gereken ürün miktarı Faraday eşitliği ile hesaplanır:
MT = (I . t . Ma) / (Z . F)
*;
Bu eşitlikte,
MT = Elde edilen (katotta biriken) ürün miktarını,
I = Devreden geçirilen akım şiddetini (A),
t = Zamanı (sn),
Ma = Katotta biriken maddenin atom ağırlığını (Cu için : 63 gr/mol),
Z = Katotta biriken maddenin bileşikteki değerliğini (Cu için : 2),
F = Faraday sabitini ifade etmektedir (96500 Coulomb).
Elektroliz işlemlerinde akım yoğunluğu, devreden geçen akımın elektrolit içine daldırılan katot
elektrodunun elektrot içine batan alanına oranı ile hesaplanmaktadır:
Deneyler sırasında devreden geçen akımın bir kısmı dirençleri yenmek için kullanıldığından, elektrolizle
elde edilen ürün teorik üründen daha az olmaktadır. Elde edilen ürünün (Mg) teorik ürüne (MT) oranının
100 ile çarpılması sonucunda ise ** β = [(MG / MT)×100], % akım randımanı (verimi) elde
edilmektedir. Katotta toplanan veya anottan ayrılan madde miktarı Faraday eşitliği ile hesaplanan teorik
değere eşit ise akım verimi %100, eşit değil ise %100’ün altında olduğu anlaşılmaktadır. Ayrıca, [(MTMG)/MT)×100] işleminin sonucunda çıkan değer ise deneysel % hata payını vermektedir.
Örnek Çalışma;
a-Rafinasyon Elektrolizi
Deneye başlamadan önce Tablo 1’deki verileri kullanarak elektrolit sıvısı hazırlandı. Hazırlanan
elektrolit behere konuldu. Daha sonra katot levhası alkolle temizlenip kurutuldu ve hassas terazide
ağırlığı ölçüldü. Hazırlanan elektrolitin sıcaklığı 65 0C’ye çıkartıldı ve bu sırada manyetik karıştırıcı
48
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
REDÜKSİYON ELEKTROLİZİ
çalıştırıldı. Katot levhasının elektrolit içindeki yüzey alanı ölçülerek akım yoğunluğu hesaplandı.
Hazırlanan anot ve katot levhalar güç kaynağına bağlanarak hesaplanan akım yoğunluğuna uygun akım
verildi. Elektroliz işlemi 15 dakika sürdükten sonra güç kaynağı tam zamanında kapatıldı. Katot plakası
elektrolitten çıkartılarak alkolle temizlenip kurulandı ve son ağırlığı hassas terazide ölçüldü. Daha sonra
deney süresince elde edilecek teorik bakır miktarı (*) denklemi kullanılarak hesaplandı. Elektroliz
verimi hesaplamak için (**) denklemi kullanılarak akım randımanı hesaplandı.
Katot levhanın ilk ağırlığı 61,7583 g
Katot levhanın son ağırlığı 62,0671 g
Biriken bakır miktarı
0,3088 g
Bakırın atom ağırlığı (A)
63,54 g/mol
Bakırın valans sayısı (z)
2
Faraday sabiti (F)
96500
Elektroliz süresi (t)
900 sn
b-Redüksiyon Elektrolizi
Rafinasyon elektrolizinde kullanılan elektrolit redüksiyon elektrolizinde kullanıldı. Anot plakası olarak
kurşun, katot plakası olarak da çelik levha kullanıldı. Katot plakası alkolle temizlenip kurulandıktan
sonra hassas terazide ağırlığı ölçüldü. Daha sonra elektrolit içinde kalacak kısmın yüzey boyutları
ölçüldü ve anot pozitif, katot negatif olacak şekilde güç kaynağına bağlandı. Rafinasyon elektrolizine
uygulanan akım sabit tutularak voltaj artırıldı. Elektroliz işlemi 15 dakika sürdükten sonra güç kaynağı
tam zamanında kapatıldı. Katot plakası çıkartılarak yine alkolle temizlenip kurutulduktan sonra son
ağırlığı tartıldı. Daha sonra elektroliz süresince toplanması gereken bakır miktarı (*) denklemine göre
hesaplandı. Elektroliz verimi hesaplamak için (**) denklemi kullanılarak akım randımanı hesaplandı.
Katot levhanın ilk ağırlığı 92,59316 g
Katot levhanın son ağırlığı 92,9137 g
Biriken bakır miktarı
0,3205 g
Bakırın atom ağırlığı (A)
63,54 g/mol
Bakırın valans sayısı (z)
2
Faraday sabiti (F)
96500
Elektroliz süresi (t)
900 sn
49
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
REDÜKSİYON ELEKTROLİZİ
c-Örnek Yorumlama
Rafinasyon elektrolizi sonucu elde ettiğimiz verim ( %99,2) deneyin doğru bir şekilde yapıldığını
gösterdi. Ancak redüksiyon elektrolizinde teorik olarak toplanması gereken miktardan daha fazla miktar
bakır toplanmıştır. Bunun nedenleri: akım yoğunluğunun tam ayarlanamaması ya da anot ve katot
plakalarının bir birine olması gerenden daha yakın olmasından kaynaklanıyor olabilir.
Rafinasyon elektrolizinde kazılan bakır, ateşle rafine edilmiş %98-99 saflıktaki anot plakanın
çözünmesiyle elde edilmiştir. Buna karşılık indirgenme yani redüksiyon elektrolizinde ise elektrolit
içindeki bakır kazanılmıştır. Rafinasyon elektrolizi ile redüksiyon elektrolizi arasındaki farklardan biri,
kullanılan anot plakasıdır. Redüksiyon elektrolizinde kurşun plaka kullanıldı ve kullanılan plakada
herhangi bir çözünme olmadı.
Kurşun plaka kullanılmasının nedeni, kurşun direkt olarak çözünmeyen PbSO4 oluşturarak anot
yüzeyinde kalır. Anot bakırı fazla miktarda kurşun içerirse oluşan PbSO4 yüzeyi tamamen kaplayarak
anodun pasifleşmesine neden olur.
Diğer bir fark, oluşan anot reaksiyonlarıdır. Rafinasyon elektrolizinde anottan çözünen metal iyonları
katotta redüklenirken, redüksiyon elektrolizinde çözünmeyen anotlar (genellikle %4 – 6 Sb içeren
kurşun alaşımları) kullanıldığından, anot reaksiyonu elektrolitte bulunan bir anyon veya molekülün
oksidasyonu ile sağlanmalıdır. Oksidasyon işlemi, sulu çözeltilerde suyun disosiyasyonu sonucu oluşan
OH- iyonunun üstlendiği bir görevdir. Aşağıda rafinasyon ve redüksiyon elektrolizi anot reaksiyonları
verilmiştir.
Kurşun bazik bir metal olmasına rağmen; bakır redüksiyon elektrolizinde anot malzemesi olarak
kullanılmasının neden ve/veya nedenlerini ilgili reaksiyonlar eşliğinde açıklayınız.
EMF serisine baktığımızda kurşunun hidrojenden daha bazik olduğunu, bakırın ise daha soy olduğunu
görebiliriz. Bu basit yaklaşımla da kurşunun bakır redüksiyon elektrolizi esnasında anot olarak
kullanıldığı taktirde çözüneceğini söyleyebiliriz. Fakat kurşun, bakır redüksiyon elektrolizinde, suyun
parçalanmasıyla ortaya çıkan O2 ile de PbOve bu PbO, H2SO4 çözeltisiile PbSO4 bileşiğini yapar. Bu
bileşikler kurşun anot yüzeyini kaplar ve kararlı bir anot yüzeyi meydana getirir. Bunun sonucunda
kurşun çözünmez ve bu sebeple anot malzemesi olarak kullanılır.
2H2O → O2 +4H+ +4e− (Anot Reaksiyonu),
Pb + ½ O2 → PbO ,
PbO + H2SO4 → PbSO4 + H2O
3. DENEYDE KULLANILAN MALZEME VE CİHAZLAR
Elektroliz hücresi,
Doğru akım güç kaynağı (voltmetre, ampermetre ve bağlantı kabloları),
Bakır-sülfat ve sülfürik asit çözeltisi (Elektrolitte 35-50 g/L Cu içeren çözelti, 140-220 g/L
H2SO4), alkol (temizleme işlemi için), katkı malzemeleri olarak, jelatin tozu ve tiyoüre (0,001
gr)
Hassas terazi,
50
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
REDÜKSİYON ELEKTROLİZİ
Beherler,
Katot elektrolitik bakır ve anot blister bakır (yüksek sıcaklıklarda saflaştırılmış) plakaları
(saflaştırma elektrolizi için),
Katot paslanmaz çelik ve anot kurşun plakalar (geri kazanım elektrolizi için),
Isıtıcı, manyetik karıştırıcı, kumpas.
Katkı malzemelerinin görevleri:
Jelatin: Katot üzerine biriken bakırın, yüzeye düzgün ve homojen olarak bağlanmasını sağlayarak ince
kristalli sert bir bakır yapısı oluşturur.
Tiyoüre: Jelatinin yan etkilerini ortadan kaldırır ve katot malzemesi yüzeyindeki sivri uçlarla
çukurlukları izole eder.
4. DENEYİN YAPILIŞI
Belirtilen miktarlarda bakır-sülfat (CuSO4) ve H2SO4 tartılarak elektrolit çözeltisi hazırlanır ve beher
içine konulur. Belirtilen miktarlarda jelatin tozu ve tiyoüre çözeltiye eklenerek karıştırılır. Metalin
toplanacağı malzeme (katot levha) alkolle temizlenip kurutulduktan sonra hassas terazide tartılarak
sonuç kaydedilir. Anot ve katot elektrotlar elektrolit çözeltisi içine yerleştirilir. Doğru akım güç
kaynağının (+) kutbuna anot levhanın bağlantı kablosu; (-) kutbuna ise katot levhanın bağlantı kablosu
takılır. Akım yoğunluğu olarak bakırın saflaştırılması ve geri kazanım elektroliz deneylerinin her
ikisinde de 150 A/m2 göz önüne alınarak, katot levhanın elektrolit içine batan kısmının alanı hesaplanır
ve buna göre devreden geçirilecek akım miktarı belirlendikten sonra doğru akım güç kaynağı
çalıştırılarak devreye akım verilir. 15 dakika elektroliz işlemine devam edilir ve tam zamanına göre güç
kaynağı kapatılarak devreye verilen akım kesilir. Katot levha, başlangıçtaki gibi alkolle temizlenerek
kurutulur ve son ağırlığı tekrar tartılır. Katotta toplanan madde miktarı belirlenir ve teorik olarak
birikmesi gereken miktarla karşılaştırılarak yukarda verilen bağıntılar yardımı ile akım verimi ve
deneysel hata payı hesaplanır. Her iki deneyin de yapılışı aynı şekilde yürütülür.
**Deney sorumlusu tarafından belirlenen kriterlere göre deney gerçekleştirilir.
5. İSTENENLER VE ÖDEVLER
Katotta biriken Cu miktarını hesaplayınız.
6. KAYNAKLAR
POPOV K.I., DJOKİC S.S., GRGUR B.N., “Fundamental Aspects of Electrometallurgy”, 2002
YTÜ Metalurji Müh., “Demir Dışı Metal Üretimi Laboratuar Kitapçığı”, 1997
EKERİM, A., Elektrometalurji Ders Notları, 2010
BOR,F.Y., “EkstraktifMetalurji Prensipleri Kısım II”, Birinci Baskı, 1989
Arslan, F. , Arın T. , “Elektroliz Deney Föyü” KTÜ Metalurji ve Malzeme Mühendisliği Bölümü,
Trabzon 2010
6. Alver, Ü., Sarı, A., Güler, O., Elektroliz Yöntemi İle Metal Saflaştırma ve Geri Kazanımı, KTÜ
Metalurji ve Malzeme Müh. Böl. Laboratuar Föyü, 2016
1.
2.
3.
4.
5.
51
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
REDÜKSİYON ELEKTROLİZİ
7. İncekara M. , “Elektroliz Yöntemiyle Bakır Tozu Üretilmesi” , Karabük Üniversitesi Fen Bilimleri
Enstitüsü, s. 69-79, 2008
8. Güzey G. , “Elektrometalurjik Yöntemlerle Metalik Bakır ve Bakır-Kalay Alaşım Tozlarının
Üretimi ve Üretim Koşullarının Optimizasyonu”, İstanbul Üniversitesi Fen Bilimleri Enstitüsü, s.
12, 13, 14, Haziran 2009
9. http://www.corrosion-doctors.org
10. http://chemed.chem.wisc.edu
11. http://www.drkcn.yzi.me/copper.doc
12. Kocaeli Üni., Kimya Müh., Genel Kimya Laboratuar Föyü
13. Tholego P., Aubrey R., Katlego R., Nhlanhla O., Stephen S., Thapelo S., ‘Production of Copper
Concentrate and 99.99 % Copper Cathode from Low-grade Copper Ore in Frank’, Enviromental
and Materials Engineering, University of Leeds, 2012.
14. https://commons.wikimedia.org/wiki/File:Copper_Raffination.svg
52
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
KARBOTERMİK REDÜKSİYON
8. KARBOTERMİK REDÜKSİYON
1. DENEYİN AMACI
Bu deneyin amacı, demirli hammaddelerin karbon kullanılarak katı halde redüklenme (karbotermik
redüksiyon) davranışlarının termodinamik ve kinetik açıdan incelenmesidir.
2. TEORİK BİLGİLER
Demir çelik sektörü, demir cevherinin yüksek fırınlarda veya hurdanın ark ocaklarında ergitilmesiyle
elde edilen slab ve kütüğün farklı işlemlerden geçirilerek istenilen kimyasal ve fiziksel özelliklere sahip
mamüller üreten bir sektördür. Nihai çelik ürünlerinin sayısız çeşidi ve kullanım alanı vardır. Değişen
tüketici ihtiyaçları, teknolojide görülen gelişmeler ve rekabet gibi unsurlar demir çelik sektöründeki
ürün çeşitliliğini daha da arttırmaktadır. Ağır sanayi sektörlerinden en önemlisi olan demir çelik sektörü;
inşaat, altyapı, otomotiv, beyaz eşya ve makine sanayi gibi pek çok önemli endüstriye hammadde
sağlamaktadır. Bu nedenle bir ülkenin sanayileşmesi güçlü bir demir çelik sektörüne ve tüketimine sahip
olmasıyla doğrudan ilişkilidir [1-3].
Demir çelik ürünleri üretimi için iki farklı yöntem kullanılmaktadır. Bunlar, entegre tesislerde cevherden
ve elektrik ark ocaklı tesislerde hurdadan yapılan üretimdir. Entegre tesislerde demir çelik üretim süreci,
demir cevherinin sinterleme veya peletleme işlemleri sonucunda hazırlanması ya da parça cevherin
doğrudan doğruya yüksek fırına şarjı ile başlamaktadır. Yüksek fırınlarda kok kömürünün yardımı ile
cevher indirgenmekte ve sıvı ham demir elde edilmektedir. Elde edilen sıvı ham demir ise bazik oksijen
konvertörlerinde çeliğe dönüştürülmektedir. Elektrik ark ocağında ise hurdalar ark ocaklarında
ergitilerek istenilen kimyasal bileşimde çelik elde edilmektedir [4-6].
Dünya demir çelik üretiminde Çin, Japonya ve A.B.D. ilk sıralarda yer alan ülkelerdir. Dünya demir
çelik üretiminin yarıya yakınını Çin tarafından gerçekleştirilmektedir. Türkiye ise demir çelik
üretiminde %2,08’lik bir pay ile Dünya’da 8., Avrupa’da 2. sırada yer almaktadır. 2014 verilerine göre,
ülkemizde üretilen 34,035 milyon tonluk ham çeliğin % 30,21’ine karşılık gelen 10,283 milyon tonluk
kısmı yüksek fırına dayalı üretim yapan entegre tesislerde, % 69,79’una karşılık gelen 23,752 milyon
tonluk kısmı ise 28 adet elektrik ark ocaklı tesiste gerçekleştirilmiştir [1-3].
Demir doğada en çok oksit formda hematit (Fe2O3) ve manyetit (Fe3O4) şeklinde bulunur. Oksitlerin,
yüksek oksijen afinitesine sahip indirgeyicilerle (CO, H2, C) yapılarındaki oksijenin uzaklaştırılıp alt
oksitlerine ve/veya metalik hale dönüştürülmesine redüksiyon (indirgenme) adı verilir.
Demir oksitlerin redüksiyon işlemi teknolojik olarak iki farklı şekilde yapılmaktadır. Bunlardan ilki,
entegre tesislerde çelik üretiminin ilk aşaması olan sıvı ham demir üretiminin gerçekleştirildiği yüksek
fırınlarda, demir oksitlerin kokun yanmasıyla oluşan CO2 gazının Boudouard Reaksiyonu gereğince
karbon ile reaksiyonu sonucunda oluşan CO gazı ile indirgenmesidir (indirekt redüksiyon). Yüksek
fırında indirgenmenin bir kısmı ise fırının alt bölgelerinde katı karbon ile direkt olarak
gerçekleşmektedir (direkt redüksiyon). Yüksek fırınların tüyer bölgesinde sıcaklık 2000 ºC’ye kadar
çıkmakta ve sonuç ürün olarak sıvı ham demir üretilmektedir. Modern bir yüksek fırının günlük sıvı
ham demir üretimi 10.000 ton üzerindedir [4-6].
Diğer redüksiyon yöntemi ise, demir oksitlerin katı veya gaz indirgeyicilerle ergime olmaksızın katı
fazda metalik hale dönüştürüldüğü proseslerdir. Doğrudan indirgeme olarak bilinen bu yöntemde sonuç
ürün metalizasyon oranı yüksek sünger demirdir (Direct Reduced Iron - Direkt Redüklenmiş Demir).
Elektrik ark ocaklarında katma değeri yüksek ürün üretimi için, düşük iz elementi ve bileşim
53
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
KARBOTERMİK REDÜKSİYON
kararlılığından dolayı sünger demir kaliteli hurdaya alternatif bir üründür. Bu yöntem yüksek fırınlar
kadar yaygın olmamakla birlikte endüstriyel öneme sahiptir. 2014 yılında dünyada 74,6 milyon ton
sünger demir üretilmiştir. Günümüzde gaz indirgeyici kullanan MIDREX ve HYL/Energiron prosesleri
en yaygın sünger demir üretim yöntemleridir. SL/RN prosesi ise indirgeyici olarak kömür kullanan
tesisler arasında en yaygın olanıdır [7,8].
Sünger demir; toz, parça ya da pelet halindeki demir cevherinin gaz ya da katı redükleyici kullanılarak
ergime sıcaklığının altında (950 ºC - 1100 ºC’de) redüklenmesi sonucu elde edilen ürünün adıdır. Elde
edilen bu ürün, yüksek oranda metalik demir içermesinin yanında, indirgenmemiş demir oksitler ile bir
miktar karbon ve cevherden gelen gang bileşenlerini taşımaktadır. Sünger demirin;
toplam demir içeriği genellikle % 85’ in üzerindedir,
metalizasyon derecesi % 90-95 arasında değişir,
karbon içeriği % 1-2,5 arasındadır,
gang içeriği % 2-4 arasında değişir,
kükürt oranı kükürtsüz gazla çalışan proseslerde % 0,005’ ten küçük, kükürt içeren kömür ve kireçtaşı
kullanan proseslerde yaklaşık % 0,02’ dir,
görünür yoğunluğu ≤4 g/cm3 kadardır.
Sünger demirin, ortam koşullarına dayanacak şekilde stoklamanmasına ve ark ocağına daha kolay şarj
edilmesine imkan sağlayan HBI (Hot Briquetted Iron-Sıcak Briketlenmiş Demir), pelet ve parça sünger
demirin yüksek basınç altında 650 ºC’den yüksek sıcaklıkta sıkıştırılmasıyla üretilir [9].
Ülkemizde üretimin büyük kısmının hurdayı hammadde olarak kullanan elektrik ark ocaklı tesisler
tarafından gerçekleştirilmesi ve ülkemizde açığa çıkan hurda miktarının söz konusu kullanımdan çok
daha düşük olması, hurda konusunda ülkemizi dışa bağımlı hale getirmektedir. Türkiye demir çelik
sektörü, ark ocaklarında hammadde olarak kullandığı hurdanın %30’unu yerli kaynaklardan %70’ini ise
ithalat yolu ile temin etmektedir. Entegre tesislerin ihtiyaç duyduğu hammadde olan demir cevherinin
%40’ı yerli, %60’ı ise ithalat yoluyla karşılanmaktadır. 2013 yılında 19,7 milyon ton demir-çelik hurdası
ithal edilmiştir. ITC-Trade Map istatistiklerine göre; 2010 yılında dünyanın en büyük demir çelik hurda
ithalatçısı olan Türkiye, bu değer ile Dünya hurda ithalatının %16’sını gerçekleştirmektedir [8].
Hurdadaki bu dışa bağımlılığı gidermek üzere cevherden üretim yapan alternatif demir çelik
teknolojilerinin incelenmesi gerekmektedir. Alternatif demir çelik teknolojilerinin ortaya çıkmasındaki
diğer bazı etkenler ise şunlardır:
hammadde maliyetinin düşürülmesi,
verimlilik artışı ile ürün maliyetinin azaltılması,
ürün kalitesinin arttırılması,
yeni ürün geliştirme,
enerji tasarrufu,
geri kazanımın arttırılması,
çevre problemlerinin çözümü.
Alternatif demir çelik üretiminin temelini, yüksek fırının üst tarafında gerçekleşen zayıf ısıveren
reaksiyonlardan oluşan katı ön indirgeme ile demir cevherinden sünger demir üretimi oluşturmaktadır
[9].
54
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
KARBOTERMİK REDÜKSİYON
Sünger demir üretiminde hammadde olarak demir cevheri peleti kullanımına sıkça rastlanmaktadır.
Demir cevheri peletleri, aglomerasyon ve sertleştirme yoluyla demir yönünden zengin ince taneli
mineraller olarak elde edilen endüstriyel şarj malzemeleridir. Demir peleti diğer şarj elemanlarından
(demir cevheri parçaları ve sinter cevher) daha yüksek maliyete sahiptir. Bu dezavantajına rağmen sahip
olduğu özellikler sayesinde yüksek fırının vazgeçilmez girdilerinden biridir. Peletlerin yüksek fırın için
ideale yakın şarj malzemesi olmasının nedenleri aşağıdaki gibi özetlenebilir:
yüksek demir içerikleri (% 65-67 Fe),
yüksek dayanım ve taşınabilme olanakları sayesinde ufalanıp toz cevher haline dönmeme konusunda
üstün dirençleri,
birbirine yakın boyutlarda olmaları nedeniyle iyi gaz geçirgenlikleri ve düzgün gaz dağılımı,
yüksek porozitelerinden dolayı iyi redüklenebilme özellikleri.
İstenilen özellikleri sağlamak koşuluyla yüksek fırında pelet kullanılması, kok tüketiminin azaltılması,
cüruf miktarının azalması, üretim hızının artışı gibi olumlu sonuçların alınmasını sağlamaktadır [9].
İndirgenme Reaksiyonunun Termodinamik İncelenmesi
Demir oksitlerin karbotermik redüksiyon ile metalik demire indirgenmesi demir-oksijen-karbon
termodinamik dengesinin indirgenme koşuluna doğru bozularak hammaddelerin içerdiği oksijenin
indirgeyicilerle uzaklaştırılması ile gerçekleşmektedir. Bu koşulda demir oksitler seri reaksiyonlar
neticesinde metalik demire indirgemektedir [4-6].
Yüksek fırında demir oksitli hammaddelerin indirgenmesi büyük oranda karbonun yanmasıyla oluşan
CO2 gazının yüksek ortam sıcaklığında kararsız olması nedeni ile (bkz. Ellingham Diyagramı) karbonla
tekrar reaksiyona girmesi sonucu oluşan indirgeyici CO gazıyla gerçekleştirilir.
C (k) + O2 (g) = CO2 (g)
(1)
CO2 (g) + C (k) = 2CO (g) (Boudouard Reaksiyonu)
(2)
Hematitin, CO/CO2 gaz karışımıyla demire indirgenmesi üç kademede gerçekleşir. Bu reaksiyonlar ve
reaksiyonlara ait standart serbest enerji değişiminin (∆GoT) sıcaklığa bağlı ampirik ifadeleri ( 3 ), ( 4 )
ve ( 5 ) nolu bağıntılardaki gibidir.
3Fe2O3 + CO = 2Fe3O4 + CO2
∆GoT = -26520 + 57,03 T
(3)
Fe3O4 + CO = 3FeO + CO2
∆GoT = 35100 – 41,49 T
(4)
FeO + CO = Fe + CO2
∆GoT = -17490 + 21,13 T
(5)
Demir oksitlerin indirgenme koşullarının belirlenebilmesi için öncelikle aşağıdaki bağıntılar yardımı ile
denge koşullarının belirlenmesi gerekir.
∆GT = 0 (Denge Şartı )
(6)
∆GoT = -RTlnKp
(7)
Kp=
a 2 Fe3O4 .PCO2
(8)
a 3 Fe2O3 .PCO
55
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
KARBOTERMİK REDÜKSİYON
Fe3O4 ve Fe2O3 saf kabul edildiğinde aktiviteleri “1”e eşittir. Bu durumda;
∆GoT = -RTln
PCO2
PCO
= RTln
PCO
PCO2
(9)
PCO
PCO
2
Buradan T1 sıcaklığında indirgenme reaksiyonlarını dengede tutan
oranı hesaplanabilir. Demir
D
oksitlerin indirgenmesi için temel termodinamik şart her bir reaksiyon için aşağıdaki gibidir.
∆GT < 0
PCO
PCO
2
( 10 )
>
Ortam
PCO
PCO
2
Denge
( 11 )
( 2 ) ve ( 9 ) no’lu reaksiyonlardan yararlanılarak çizilen Baur-Glaessner diyagramı ve Boudouard
eğrileri Şekil 1'de gösterilmektedir.
Şekil 1. Bauer-Glaessner diyagramı ve Boudouard eğrileri
Şekil 1'e göre Pco + Pco2 = 1 atm toplam basıncında demir oksitlerin metalik demire indirgenmesi ancak
705 oC’nin üzerinde mümkün olmaktadır, 705 oC’nin altında hematit manyetite, manyetit wüstite
dönüştürülebilmektedir. Şekil 1’den, 650 ile 705 oC arasında manyetit-wüstit dönüşümünün, 650 oC’nin
altında ise hematit manyetit dönüşümünün gerçekleştiğini görmek mümkündür. PCO + PCO2 toplam
basıncı yükseldikçe demir oksitlerin indirgenme sıcaklığının daha yüksek sıcaklıklara kayarak
zorlaştığını görmek mümkündür [4-6].
56
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
KARBOTERMİK REDÜKSİYON
İndirgenme Reaksiyonunun Kinetik İncelenmesi
Bir reaksiyonda reaksiyon hızı reaksiyona katılan bir maddenin miktarsal özelliklerinin zamana göre
değişimi ile belirlenebilir. Buna göre reaksiyon hızı;
r
dC
bağıntısı ile verilebilir.
dt
( 12 )
Reaksiyon hızı, zamana bağlı olarak çizilen konsantrasyon değişiminin eğiminden hesaplanabilir.
Homojen bir reaksiyonun hızını etkileyen en önemli parametreler sıcaklık ve konsantrasyondur.
k = reaksiyon hız sabiti (sıcaklığa bağımlı)
r
dC
kC n
dt
C = konsantrasyon
( 13 )
n = reaksiyon derecesi
Kimyasal reaksiyonların hızını etkileyen en önemli parametrelerden biri sıcaklıktır. Homojen
reaksiyonlarda sıcaklık ile hız sabiti arasındaki ilişkiyi veren eşitlik Arrhenius eşitliğidir.
k=A.e- EA/ RT
( 14 )
Bu denklemde EA aktivasyon enerjisidir. Aktivasyon enerjisini belirlemek için en az iki sıcaklık için k
hız sabitlerinin belirlenmiş olması gereklidir. Bağıntıdaki A frekans (sıklık) faktörü, R gaz sabitidir (R=
8.314 J/mol K). Arrhenius eşitliğinden görüldüğü gibi reaksiyon hızı sıcaklığa üssel fonksiyon olarak
bağlıdır. Sıcaklıktaki küçük bir değişim hız sabitini çok fazla arttırmaktadır. Denklemde her iki tarafın
logaritması alınırsa aşağıdaki bağıntı elde edilir.
ln k ln A
EA
RT
( 15 )
Aktivasyon enerjisini hesaplamak için ln k – 1/T değişiminin grafiği çizildiğinde elde edilen doğrunun
eğimi (-EA / R) değerine eşittir (Şekil 2).
Şekil 2. Reaksiyon hızının sıcaklıkla değişimi
57
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
KARBOTERMİK REDÜKSİYON
Reaksiyonlar bir veya birden fazla faz arasında gerçekleşmelerine göre sırasıyla homojen ve heterojen
reaksiyonlar olarak adlandırılırlar. Demir oksitli hammaddelerin indirgenmesi heterojen reaksiyondur.
Heterojen reaksiyonlar birden fazla faz arasında gerçekleşen reaksiyonlardır ve reaktanlar arasında bir
arayüzey varlığı ile karakterize edilirler. Örneğin bir katı-gaz reaksiyonunda arayüzey katının gaz ile
temastaki dış yüzeyidir. Bu durumda bütün heterojen reaksiyonları arayüzeylerine bağlı olarak beş
grupta toplayabiliriz: Katı-Gaz, Katı-Sıvı, Katı-Katı, Gaz-Sıvı, Sıvı-Sıvı [10-13].
Heterojen reaksiyonların birden fazla faz arasında gerçekleşmesi aşağıdaki şekilde olmaktadır [10,11]:
1. İndirgeyici gazın reaksiyon arayüzeyine taşınması (difüzyonu)
2. Arayüzey reaksiyonları.
a) İndirgeyici gazın reaksiyon arayüzeyine adsorblanması.
b) Arayüzeyde kimyasal reaksiyon.
c) Reaksiyon sonucu oluşan reaksiyon ürünlerinin desorbsiyonu.
3. Reaksiyon sonucu oluşan reaksiyon ürünlerinin arayüzeyden taşınması (difüzyonu)
Genellikle yukarıda sıralanan adımlardan birinin hız sabiti diğerlerine göre oldukça düşük olur. Bu
durumda bu adım hızı kontrol eden adımdır ve bu adımın hızı da toplam reaksiyon hızını belirler.
Heterojen reaksiyonlar, en yavaş adıma bağlı olarak:
Difüzyon Kontrollü
Kimyasal Reaksiyon Kontrollü
Bu iki adımın hız sabitlerinin eşit olması durumunda ise;
Karışık Kontrollü olarak gelişir.
Heterojen reaksiyonlarda ara yüzey alanı, reaksiyona giren maddelerin bir fazdan diğerine taşınmasında
taşınan madde miktarı ara yüzey alanına bağlı olduğu için, son derece önemlidir. Katı madde ile
gerçekleştirilen reaksiyonlarda küçük taneli katılar büyük yüzey alanına sahip olduklarından büyük
tanelilerden daha hızlı reaksiyon verirler [10-13].
Sıvı veya gaz ile reaksiyona giren katı maddenin geometrik şekli, ilgili reaksiyonların hızını belirlemede
önemli rol oynar. Katı madde disk veya plaka biçimli ise, yüzey alanının reaksiyon boyunca sabit kaldığı
varsayılır. Çünkü disk ve plakada reaksiyon, yüzeyden derine yüzey alanını koruyarak ilerler. Fakat eğer
katı madde küre veya pelet biçimli ise, reaksiyon kürenin dış yüzeyinden içeriye doğru ilerler. Bu
durumda reaksiyon yüzeyinin oluşturduğu çap küçüleceğinden, yüzey alanı reaksiyon boyunca devamlı
değişir ve bu nedenle de reaksiyon hızı azalır. Reaksiyona giren katılar genellikle küre olarak kabul
edildiğinden heterojen reaksiyonda kimyasal reaksiyon için hız sabiti ve reaksiyonun gerçekleşme oranı
arasındaki ilişki aşağıdaki gibi verilmektedir:
1 (1 R)1 / 3 kt
( 16 )
W Wo
Wo
( 17 )
R
R = Reaksiyonun Gerçekleşme oranı (n, x, F, L
harfleri ile gösterilebilir.)
Wo = İlk ağırlık
W = Son ağırlık
k = Hız sabiti
t = Süre
58
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
KARBOTERMİK REDÜKSİYON
Küresel şekilli katı maddelerle gerçekleştirilen reaksiyonlarda reaksiyon arayüzeyi oldukça belirgindir.
Reaksiyonun ilerlemesi ile reaksiyon arayüzeyi parçanın dış yüzeyinden merkezine doğru ilerler ve
reaksiyona girmiş ve girmemiş kısım arasında kesin bir sınır oluşur. Bu model reaksiyon topokimyasal
model veya küçülen çekirdek (shrinking core) olarak isimlendirilir (Şekil 3).
Oluşan reaksiyon ürünleri çevre fazda çözünüyorlarsa zamanla yüzey alanı azalacaktır. Bu duruma tipik
örnek karbonun havayla yanması veya bir katının sıvıda çözünmesi verilebilir. Bu reaksiyon modelinde
de reaksiyon hızını kontrol eden adım kimyasal reaksiyon veya difüzyon olacaktır.
Şekil 3. Hematit parçacığının indirgenmesinin şematik gösterilişi ve indirgenmedeki topokimyasallık
[5, 6, 8].
Reaksiyon ürünleri, metallerin veya metalsülfürlerin oksidasyonu veya oksitlerin gazlarla
indirgenmesinde olduğu gibi, orijinal katı madde ile reaksiyona giren gazlar arasında bir tabaka
oluşturuyorlarsa reaksiyonun ilerleyebilmesi için moleküllerin bu tabakadan difüzyonla taşınması
gerekir. Katılarla gerçekleşen reaksiyonlarda oluşan reaksiyon ürününün gözenekli veya gözeneksiz
oluşumuna bağlı olarak reaksiyonun kinetiği de farklı olacaktır [10-13].
3. DENEYDE KULLANILAN MALZEME VE CİHAZLAR
1)
2)
3)
4)
5)
Demir cevheri peletleri ve kömür (kok veya linyit tozu)
Tüp fırın
Hassas terazi
Grafit kayıkçık
Pens ve maşa
4. DENEYİN YAPILIŞI
1. İndirgenme davranışının gözlemlenmesi amacıyla hazır demir cevheri konsantrelerinden
üretilen peletlerden birbirine eş peletler seçilir ve tartılarak ağırlıkları tespit edilir.
2. Toplam redüksiyon reaksiyonu kullanılarak, bu peletlerin redüksiyonu için gerekli olan karbon
miktarı ve buna bağlı olarak kullanılacak kömür miktarı hesaplanır. Toplam pelet ağırlığına
göre hesaplanan teorik kömür miktarından % 150 fazlası kullanılacak şekilde tartım yapılır.
3. Tüp fırın 900°C’ye ulaştığında, peletler grafit kayıkçık olan şarj kabında hazırlanan kok
yatağının içine gömülür ve maşa ile fırına şarj edilir.
4. Sırasıyla 5., 10. ve 20. dakikada bir pelet fırından alınır, oda sıcaklığına soğutulur ve hassas
terazide redüksiyon sonrası ağırlığı tartılır.
59
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
KARBOTERMİK REDÜKSİYON
Deneylerde kullanılan pelet konsantrasyonu ve kok kömürünün kimyasal bileşimleri aşağıda
verilmektedir.
Fe3O4
SiO2
Al2O3
S
Mn
CaO
MgO
K2O
Na2O
P
C
Pelet
94,60
2,20
0,75
0,40
0,10
0,60
0,58
0,07
0,04
-
-
Kok
-
8,26
4,30
0,54
-
1,24
0,35
0,29
0,08
0,14 80,30
Aşağıdaki formül yardımıyla peletlerin redüksiyon yüzdeleri hesaplanır:
5. İSTENENLER
1) Deneyin amacı ve yapılışını yazınız.
2) Gerekli teorik kömür miktarını hesaplayınız.
3) % redüksiyon oranının süre ile değişimini çiziniz ve grafiği değerlendiriniz.
4) 10. ve 20. dakikada anlık redüklenme hızını (dR/dt) hesaplayınız.
5) Demirli hammaddelerin indirgenmesinde, indirgenme kinetiği hangi şartlarda kimyasal reaksiyon,
yayınma veya karışım kontrollü olur? Kısmen redüklenmiş demir oksit parçaçığında bu farkı nasıl
gözlersiniz? Şematik olarak çiziniz.
6) ( 4 ) ve ( 5 ) numaralı reaksiyonları kullanarak toplam 1 atm CO + CO2 içeren ortamda, 700, 800,
900 ve 1000 oC sıcaklıklar için %CO – sıcaklık grafiğini çizerek bölgeleri adlandırınız (Bauer-Glaesner
diyagramının %CO miktarına göre çizilmiş hali).
6. KAYNAKLAR
www.worldsteel.org, Uluslararası Demir ve Çelik Enstitüsü (IISI), resmi web sayfası, Internet.
www.dcud.org.tr, Demir Çelik Üreticileri Derneği, resmi web sayfası, Internet.
Doğu Akdeniz Kalkınma Ajansı Demir Çelik Sektör Raporu 2014.
BISWAS, A.K., Princles of Blast Furnace Ironmaking, Cootha Publish House, Brisbane, Australia,
1981.
[5] ROSENQVİST, T., “Principles of Extractive Metallurgy”, Mc Graw-Hill Book Co., 2nd Ed. 1983.
[6] BOR, F.Y., “Ekstraktif Metalurji Prensipleri” Kısım I ve II, İTÜ, 1985.
[7] www.midrex.com, Midrex Technologies, Inc., resmi web sayfası, Internet.
[8] ERSUNDU, A.E., “Yerli Demir Cevherlerinin Sünger Demir Üretimine Uygunluğunun
Araştırılması”, İTÜ, Fen Bilimleri Enstitüsü, İstanbul, 2007.
[9] BİROL B., "Divriği Pelet Konsantresinden Kompozit Pelet ve Demir Tanesi Üretimi", YTÜ, Fen
Bilimleri İstanbul, 2007.
[10] HABASHI, F., Kinetics of Metallurgical Processes, Métallurgie Extractive Québec, Sainte-Foy,
Québec, 1999.
[11] AYDIN, S., Metalurji Kinetiği Ders Notu, 1994.
[12] ŞEŞEN, K., Metalurjik Süreçlerin Kinetiği, ITU Kimya Metalurji Fakültesi Ofset Atölyesi,
Istanbul, 1998.
[13] RAY, H.S., Kinetics of Metallurgical Reactions, Oxford, New Delhi, 1993.
[1]
[2]
[3]
[4]
60
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
KARBOTERMİK REDÜKSİYON
EK: Ellingham Diyagramı
O
.
61
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
TERMOSETLERİN SENTEZİ
9. TERMOSETLERİN SENTEZİ
1. DENEYİN AMACI
Termoset polimerlerin sentezlenmesi ve özelliklerinin incelenmesi
2. TEORİK BİLGİLER
Polimer adı "poli + meros (çok + parçalı)" olarak Greekçe'den gelmektedir. Polimer molekülü içerisinde
tekrarlanan küçük ve basit kimyasal birime mer (tekrarlanan birim), polimeri elde etmek için başlangıçta
kullanılan küçük moleküllü organik maddelere de monomer denir. Çiftli bağ, üçlü bağ, iki ve daha fazla
fonksiyonel gruplar içeren monomerler vardır. Binlerce monomerin birleşip, büyük molekül meydana
getirmesi sonucu polimerler oluşur.
Polimerleşme reaksiyonları, genellikle bazı maddeler ayrılmadan ve elementlerin yerleşimleri
değişmeden, monomer moleküllerinin biri diğeri ile birleşerek makromoleküller meydana getirme
reaksiyonudur. Polimerin içinde tekrarlanan birim sayısına “polimerleşme derecesi” (Pn) adı verilir.
Polimerin molekül ağarlığı monomerin molekül ağarlığı ile polimerleşme derecesinin çarpımına eşittir.
Mpolimer = n Mmonomer
Monomerlerin molekülleri birbirlerine kovalent bağlarla bağlanırlar. Polimer maddenin molekülü
aşağıdaki gibi gösterilebilir:
nM [—M— ] n veya ···−M−····−M−····
M: Tekrarlanan birimler
n: Polimerleşme derecesi
Polimerlerin adı genellikle makromolekülündeki tekrarlanan monomerlerin adına “poli” sözü ilave
etmekle okunur. Polimerde tekrarlanan birimler aynı monomerlerden oluşursa böyle polimerlere
homopolimer denir. Örneğin; polipropilen, polietilen, polistiren, polivinilklorür gibi.
Polimerde tekrarlanan birimler iki yada daha fazla farklı monomerlerden oluşursa böyle polimerlere
kopolimer denir. Örneğin; Bütadienakrilonitril kopolimeri, bütadienstiren kopolimeri gibi.
Bütadienakrilonitril kopolimeri:
Genel olarak kopolimer şöyle yazılır:
─ M1 ─ M2 ─ M1 ─ M2 ─ ····
62
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
TERMOSETLERİN SENTEZİ
Kopolimerler adlandırılırken makromolekülündeki monomer birimlerinin adları okunur. Polimerlerin
özellikleri, onları meydana getiren monomer birimlerinin kuruluşuna, miktarına ve fonksiyonel
grupların sayısına bağlıdır.
Sıcaklık azaldıkça moleküller birbirine yakınlaşır ve sistemin hacmi azalır. Hacmin böyle düz bir şekilde
değişmesi maddenin ani olarak sıçrayışla sıvı halden kristal haline dönüşümüne kadar devam eder. Bazı
hallerde maddenin sıvı halinden kristal haline dönüşümü bozulur ve camlaşma prosesi başlar. Bu amorf
maddelerde görülen bir değişikliktir. Şekil 1’de bu tür maddelerin camlaşma sıcaklığı ( Tg )
gösterilmiştir.
Şekil 1. Kristallenebilen polimerlerde hacim sıcaklık eğrileri (a) sıvı bölgesi,(b) bir miktar
esneklik gösteren sıvı, (c) kauçuksu bölge, (d) camsı bölge, (e) kauçuk, (f ) camsı bir matris
içindeki kristaller
Polimer maddeler küçük moleküllü bileşiklere, amorf maddelere göre zor olur. Bu proseste sıcaklığın
azalması ve sistemin viskozitesinin artması sebebiyle makromoleküller kendi hallerini zor değiştirirler.
Bunun için polimerler eriyik halinden katı haline dönüştürdüklerinde amorf maddelerde olduğu gibi,
camlaşma hali görülür. Bu camlaşma sıcaklığı polimerik maddelerde önem taşır ve bunun üzerinde
polimere şekil verilebilir. Aşağıda bazı polimerlerin camlaşma sıcaklıkları ( Tg ) ve erime ( Tm )
sıcaklıkları verilmiştir. Şekilde görüldüğü gibi, amorf basit maddelerden farklı olarak, yüksek moleküllü
bileşiklerin camlaşma hali geniş sıcaklık arasında olur. Yüksek moleküllü bileşikler zincir yapılarına
bağlı olarak tamamen amorf veya kısmen kristal halde olabilirler.
Polimerlerin Sınıflandırılması
1. Kaynağına Göre Polimerler
a) Doğal polimerler: Tabiattaki canlı varlıkların bünyelerinde olan polimerlerdir. Örneğin; nişasta,
selüloz, doğal kauçuk vb. biyolojik aktifliğe sahip protein gibi polimerlere biopolimerler denir.
b) Sentetik polimerler: Monomerlerin birleşmesiyle oluşan polimerlerdir. Bunlar, monomerlerden
başlayarak endüstride sentez edilen polietilen, polipropilen, poliamidler gibi polimerlerdir.
2. Yapılarına Göre Polimerler
63
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
TERMOSETLERİN SENTEZİ
a) Organik polimerler: Organik moleküllerden oluşmuş polimerlerdir. Sentetik ve doğal olabilirler.
Organik polimerler zincirin yapısına göre karbon zincirli ve heterozincirli olmak üzere ikiye ayrılırlar.
Karbon zincirli polimerler: Yüksek moleküllü doymuş, doymamış ve aromatic hidrokarbonlar bu
polimerlere aittir. Polimer zincirinin temelini C atomları oluşturur.
Polibütadien
Polimer zincirinde çift bağ olursa, böyle polimerlere doymamış polimerler denir.
b) İnorganik polimerler: Bunlar metal ve ametallerden oluşmuş polimerlerdir.
3. Makromolekül Zincirinin Şekline Göre Polimerler
Polimerler doğrusal düz zincirli ( lineer ), dallanmış ve çapraz bağlı ( ağ örgülü ) olabilirler. Düz zincirli
polimerlerde polimer zinciri üzerinde dallanma ve çapraz bağlanma yoktur. Örneğin; polipropilen
64
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
TERMOSETLERİN SENTEZİ
Şekil 2: Polimer Moleküllerinde ortaya çıkabilecek dallanma tipleri
4. Uzaydaki Yapılarına Göre Polimerler
Polimer zincirindeki yan grupların uzaydaki yönelişlerine göre polimerler izotaktik, sindiotaktik ve
ataktik olmak üzere üçe ayrılırlar. Örneğin; polipropilen polimerinin yapısında bulunan metil grupları
uzayda polimer zincirinin hep bir tarafında bulunur ya alt tarafında ya da üst tarafında dizilirler. Bu
şekildeki polimerler izotaktiktir.
5. Makromoleküldeki Mer Bileşimine Göre Polimerler
Polimerler meydana geldikleri monomerlere göre poliolefinler, poliakrilatlar, poliesterler, poliamidler,
poliüretanlar, v.b. şeklinde sınıflandırılır. Poliolefinler, çift bağlı monomerlerden oluşan polimerlerdir.
Örneğin; polietilen, polistiren.
6.Sentez Yöntemine Göre Polimerler
Polimerler sentez yöntemlerine göre kondensasyon ( kademeli) ve katılma polimerleri olarak ikiye
ayrılırlar. Kondenzasyon polimerleri en az iki fonksiyonlu grup (- COOH, -NH2, -OH ) içeren
monomerlerin aralarından küçük bir molekülün (H2O, HCl, NH3 gibi) ayrılmasıyla oluşurlar. Örneğin;
poliester polimerleri,
Katılma polimerleri ise serbest radikal, anyonik, katyonik, koordinasyon polimerleşmesi ile elde
edilebilirler. Bu reaksiyonlarda oluşan polimerin temel molekülünün kaba formülü ile monomerin kaba
formülü aynıdır. Serbest radikal polimerleşmesi ısı ve ya ışık yardımıyla serbest radikal üreten
başlatıcılar kullanılarak gerçekleştirilir. Bu yolla vinil monomerleri polimerleştirilir. En çok bilinen
serbest radikal polimerleşmesi başlatıcıları peroksitler, hidroperoksitler ve bazı azo bileşiklerdir.
7. Isısal Davranışlarına Göre Polimerler
65
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
TERMOSETLERİN SENTEZİ
Termoplastik ve termoset (termoreaktiv) olarak ikiye ayrılırlar.Termoplastikler düz zincirli
polimerlerdir. Isıtıldıklarında önce yumuşarlar, sonra erirler. Isıtılarak kalıplarda şekillendirilebilirler.
Örneğin; polietilen
Termosetler, çapraz bağlı poimerlerdir. Isıtıldıklarında şekil değiştirmezler, yumuşamazlar,
kalıplanamazlar. Daha fazla ısıtıldıklarında yanarlar. Örneğin; Fenolformaldehit reçinesi
3. DENEYDE KULLANILAN MALZEME VE CİHAZLAR
Reçine: doymamış poliester/stiren karışımı
Başlatıcı: metil etil keton (MEK) peroksit
Hızlandırıcı: kobalt naftanat
Diğer malzemeler: kalıplar, plastik bardak, tahta spatula, karıştırıcı, termometre, kronometre ve plastik
damlalık.
4. DENEYİN YAPILIŞI
1. Jel süresi tayini: 50 g reçineye reçinenin ağırlıkça % 1’i kadar kobalt naftanat ilave edilir ve
iyice karıştırılır. Sonrasında karışıma 0.5 g metil etil keton (MEK) peroksit ilavesiyle
kronometre çalıştırılır. Bir dakika karıştırılır ve spatül çıkarılır. Sonra her 60 s de bir 10 s
karıştırılır. Reçinenin spatüle yapışmaya başladığı an kronometre durdurulur.
2. Ekzoterm sıcaklığı tayini: 10 g reçineye, reçinenin ağırlıkça % 0.5’i kadar kobalt naftanat ilave
edilir. İyice karıştırılır. Dörde bölünüp reçinenin ağırlıkça % 0.5, 1, 1.5 ve 2’si oranında peroksit
ilave edilir. Deney tüplerinde termometre ile sertleşme süresince sıcaklık ölçülür, maksimum
sıcaklık belirlenir.
3. Plastik bir kaba 50 g reçine tartılır ve üzerine reçinenin ağırlıkça % 0.5’i kadar kobalt naftanat
ilave edilerek karıştırılır. Bu karışımın yarısı alınır üzerine reçinenin ağırlıkça %1’i kadar metil
etil keton (MEK) peroksit hızlıca eklenir, hızlıca karıştırılır ve son karışım kalıba dökülür.
Reaksiyonun tamamlanması beklenir. Kalan reçineye yine ağırlıkça %1’i kadar metil etil keton
(MEK) peroksit eklenir ve kalıba gömülecek dekoratif cisim reçine içine daldırılıp ıslatılır ve
kalıbın içine yerleştirilir ve reçine üzerine dökülür. Üzeri poliester veya asetat kağıdı ile örtülür
ve sertleşme tamamlanınca kalıptan çıkartılır.
5. İSTENENLER VE ÖDEVLER
Jel süresi nedir? Jel süresine reaksiyon koşulları ve çevresel faktörlerin etkileri neler olabilir, tartışınız.
Değişen başlatıcı konsantrasyonuna karşı maksimum sıcaklık eğrisini çiziniz, eğri davranışını
belirleyiniz.
Doymamış poliester reçinesinin sertleştirilmesi deneyinin tüm basamaklarındaki gözlemlerinizi ve
deneysel sonuçları yorumlayınız.
66
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
CEVHER HAZIRLAMA
10.
CEVHER HAZIRLAMA
1. DENEYİN AMACI
Bu deneyde, cevher hazırlamada kırma, öğütme ve boyuta göre ayırma kademelerinin incelenmesi,
proses parametrelerinin saptanması ile ayrıca cevher zenginleştirme işlemlerinden biri olan flotasyon
işleminin incelenmesi amaçlanmaktadır.
2. TEORİK BİLGİLER
2.1 CEVHER HAZIRLAMADA GENEL TERİMLER
Cevher: Doğrudan doğruya veya bazı işlemler sonucu zenginleştirilerek endüstride tüketim yeri
bulunabilen ve ekonomik değeri olan bir veya birkaç mineralden oluşmuş kayaçtır. Cevher, metal
üretiminin hammaddesini teşkil eder. Değerli mineraller metalik elementleri içermiyorsa cevher tabiri
yerine endüstriyel hammadde deyimi kullanılır.
Mineral: Mineral doğal şekilde oluşan homojen, belirli kimyasal bileşime sahip ve belirli bir kristal öz
yapıları olan inorganik kristalleşmiş katı bir cisimdir.
Konsantre: Cevher hazırlama veya zenginleştirme işlemleri sonucunda oluşan ve ham cevherden
ayrıştırılması hedeflenen minerallerin zenginleştirilmesi yöntemiyle elde edilen ürüne denir.
Tenör: Bir cevher içerisindeki metal yüzdesidir.
2.2 CEVHER HAZIRLAMA VE ZENGİNLEŞTİRME
Tabiatta bulunan düşük tenörlü cevherin içerisindeki ana metal mineralinin yüzdesinin yükseltilmesi
işlemidir.
Ana metal minerali ile gang minerallerinin farklı özelliklerinden yararlanılarak mineraller birbirinden
kısmen ayrılarak cevher hazırlama veya zenginleştirme işlemi ile gerçekleştirilir.
Cevher hazırlama ekonomik ve teknolojik sebeplerden dolayı uygulanır.
a) Cevher Hazırlamayı Gerektiren Teknolojik Nedenler
Bazı cevherlerin, teknolojik olarak üretilebilmesi için belli koşulları (tane boyutu, tenör ve element
içeriği) sağlaması gerekmektedir. Bu koşullara örnekler aşağıda verilmiştir.
Örnek 1. Cam yapımında kuvars kumu için; 0,1 mm< Tane Boyutu< 0,5 mm ve %Fe2O3<%0,05
olmalıdır.
Örnek 2. Pik demir üretiminde kullanılan demir cevheri için; 10 mm< Tane Boyutu< 100 mm olmalıdır.
Bunun için kırma, öğütme ve sinterleme-peletleme uygulanmaktadır. Ayrıca %P ve %Na2O+K2O<%0,1
olmalıdır.
Örnek 3. Manyezit cevherinden yüksek kalitede kalsine manyezit veya sinter manyezit üretebilmek
İçin: %SiO2<%0,5 ve 2 mm< Tane Boyutu<30 mm olmalıdır.
b) Cevher Hazırlamayı Gerektiren Ekonomik Nedenler
Temel olarak iki neden vardır:
67
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
CEVHER HAZIRLAMA
a) Ocaklardan üretildiği şekilde ekonomik olmayan bir cevherin ekonomik duruma getirmek, (Örneğin,
%5 Pb içeren bir cevherden doğrudan kurşun metal üretmek hiçbir zaman ekonomik değildir. Cevher
hazırlama işlemleri ile kurşun tenörü %60’a çıkarılarak ekonomiklik sağlanır.
b) Ocaklardan üretildiği şekilde ekonomik olan bir cevherin ekonomikliğini daha da arttırmak.
Örneğin, %50 Fe içeren bir cevherden doğrudan pik demir üretmek ekonomik olmaktadır fakat demir
tenörünün %50’nin üstüne çıkarılması ekonomikliği daha da arttırır.
2.2.1 CEVHER HAZIRLAMA İŞLEMLERİ
KIRMA: Kırıcılar yardımı ile yapılan kaba boyut küçültmedir. Kaba Kırma (ortalama 100 mm tane
boyutu) ve ince Kırma(1-10 mm tane boyutu) olmak üzere iki aşamada uygulanır.
ÖĞÜTME: Öğütücüler yardımı ile yapılan ince boyut küçültmedir (0,1 mm tane boyutu altı).
ELEME: Elekler yardımı ile yapılan boyut tasnifidir.
BOYUTA GÖRE AYIRMA: Minerallerin yoğunluk, manyetik, elektriksel ve yüzey özelliklerinden
yararlanılarak kısmen birbirinden ayrılmasıdır.
2.2.1.1 KIRMA
Kırma, boyut küçültme işleminin ilk aşamasıdır. Cevherin içerdiği farklı minerallerin birini diğerinden
serbest hale getirmek, prosese uygun boyut ya da yüzey alanı veya kullanım amacına uygun boyut
sağlamak amacı ile yapılmaktadır.
Kırmada uygulanan kuvvetler; darbe, sıkıştırma veya ezme, kesme ve sürtünme kuvvetleridir. Kırma
işlemi için kullanılan cihazlar kırıcı olarak adlandırılır. Tanelere baskı, darbe ve kesme kuvveti
uygulayarak onları daha küçük tane boyutlarına indiren mekanik araçlardır.
Kırma makinaları özellikle ürün özellikleri, makina maliyetleri ve enerji kullanımı gibi dizayn
özellikleri açısından bir gelişim içindedir. Bu nedenle çok çeşitli şekil, yapı ve boyutlarda makinalar
cevher hazırlama işlemlerinde kullanılmaktadır.
Kırma 200-0.5 cm arasındaki tane boyutlarına uygulanmaktadır. 200-10 cm arasında yapılan kırmaya
iri kırma; 10-0.5 cm arasında yapılan kırmaya ise ince kırma adı verilmektedir. Çeneli, konili ve çekiçli
kırıcılar cevher hazırlama tesislerinde en yaygın olarak kullanılan kırıcı tipleridir.
İstenilen boyuta kırılmış malzemenin kırma devrelerinden alınması ya da malzemenin boyuta göre
sınıflandırılmasında; uygulanan prosese, cevherin yapısına, boyutuna, fiziksel ve kimyasal özelliklerine
göre değişik elekler kullanılır. Bunlar; elek yüzeyinin yapısına göre saç, tel örgülü ve paralel çubuklu
elekler; çalışma şekline göre hareketsiz (sabit ızgara ve sabit kavisli elek) ve hareketli (hareketli ızgara,
döner elekler, sallantılı elekler ve titreşimli elekler) olarak sınıflandırılmaktadır.
2.2.1.2 ÖĞÜTME
Öğütme, kırma sonrası boyut küçültme işleminin son aşamasıdır. Cevherin içerdiği farklı minerallerin
birini diğerinden serbest hale getirmek, prosese uygun boyut ya da yüzey alanı veya kullanım amacına
uygun boyut sağlamak amacı ile yapılmaktadır. Öğütmede uygulanan kuvvetler; darbe, sıkıştırma veya
ezme, kesme ve sürtünme kuvvetleridir.
68
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
CEVHER HAZIRLAMA
Öğütme işlemi için kullanılan cihazlar değirmen olarak adlandırılır. Değirmenler, öğütme devrelerinde,
öğütülecek cevhere ve öğütme sonrası istenilen ürünün boyutuna göre seçilir. Bilyalı ve çubuklu
değirmenler cevher hazırlama tesislerinde en yaygın olarak kullanılanlarıdır. Öğütme, prosesin akışına
ve cevherin durumuna göre yaş ya da kuru olarak yapılır. Öğütme şekline göre, sistemdeki sınıflandırıcı
ve diğer proses makinaları seçilir. Kuru öğütme, yaş öğütme ile karşılaştırıldığında yaklaşık 1.3 kat daha
fazla güç gerektirir. İstenilen boyuta öğütülmüş malzemenin öğütme devrelerinden alınması ya da
malzemenin boyutuna göre sınıflandırılmasında; uygulanan prosese, cevherin yapısına, boyutuna,
fiziksel ve kimyasal özelliklerine göre değişik sınıflandırıcılar kullanılır. Bunlar; hidrosiklonlar,
mekanik sınıflandırıcılar (spiral sınıflandırıcılar, taraklı sınıflandırıcılar, katı merkezkaç
sınıflandırıcılar), havalı sınıflandırıcılar olarak bilinmektedirler.
2.2.1.3 ELEME
Eleme katı bir malzeme karışımını elekler kullanarak farklı boyutlardaki bileşenlerine ayırma işlemidir.
Eleme işleminde kullanılan elekler büyüklüklerine göre sınıflandırılırken "mesh numarası" kavramı
kullanılır. Mesh numarası bir elekte birim alan (inç2 veya mm2) başına düşen delik sayısını
göstermektedir.
Eleme ile elek altı ve elek üstü olmak üzere iki ürün elde edilir. Endüstriyel elekler elemenin yapıldığı
yüzeyin sabit veya hareketli olmasına göre "sabit elekler" ve "hareketli elekler" olmak üzere iki ana
bölüme ayrılır. Sabit eleklerin en basit şekli ızgaralardır. Izgaralar büyük boyutlu malzemelere en uygun
olan tiptir. Genellikle eğik olarak yapılırlar ve üzerlerindeki malzemenin aşağı doğru inerken ızgara
aralıklarından düşen parçaların ızgara üstünde kalandan ayrılmasını sağlarlar. Hareketli eleklerde
tıkanmayı azaltmak amacıyla ızgaralara çeşitli hareketler verilmektedir. Bu hareketler ile malzeme hem
bir yöne doğru itilir hem de eleme kolaylaştırılmış olur.
69
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
CEVHER HAZIRLAMA
2.2.2 FLOTASYON
Flotasyonun kelime anlamı yüzdürmektir. Cevher hazırlamada ise flotasyon, bir cevherin içindeki çeşitli
minerallerden bazılarını su yüzüne çıkararak suyun dibinde kalan diğer minerallerden ayırma
yöntemidir. Bu işlemde minerallerin yüzey özelliklerindeki farklılıklardan yararlanılarak ayırma yapılır.
Partiküllerin ıslanabilmesi, flotasyon, aglomerasyon, katı-sıvı ayırımı ve tozun bastırılması gibi pek çok
teknolojik prosesi etkileyen önemli parametrelerden biri olduğu bilinmektedir. Katı, sıvı ve gaz
fazlarından oluşan flotasyon sisteminde katı faz, sıvıya göre gaz fazını tercih ediyorsa, katıya sıvıyı
sevmeyen (hidrofob), gaza göre sıvı fazı tercih ediyorsa, sıvıyı seven (hidrofilik) denir. Hidrofob
mineraller düşük yüzey enerjili minerallerdir (kömür, grafit, kükürt, talk...). Katıların
ıslanabilirliği/hidrofobluğu ve yüzebilirliği katı-su ve katı-su buharı ara yüzeyleri, kimyasal bağlar, bulk
özellikleri, katıların kristal yapısı ve katının su ile reaksiyona girebilmesi gibi özellikler açısından
incelenmiştir.
Katı, sıvı ve hava üçlü sisteminde yüksek temas açısı (θ) katının sıvı tarafından ıslatılmasının minimum
olduğu anlamına gelir. Katı, sıvı, hava üçlü sistemindeki kuvvetler Şekil 2’de görüldüğü gibidir. Üçlü
fazın dengede olduğu durum Young Eşitliği ile ifade edilmektedir.
Şekil 2. Katı, sıvı, hava üçlü sistemindeki kuvvetler ve Young Eşitliği
Minerallerin veya katıların ıslanma ve yüzebilme karakterlerini deneysel ve ampirik olmak üzere pek
çok yöntemle tayin etmek mümkündür. Bu tekniklerden elde edilen sayısal değere sahip parametre
“kritik ıslanma yüzey gerilimi, γc’dir. Bu γc değerinden düşük sıvı yüzey gerilimlerinde mineral bu
çözelti tarafından tamamıyla ıslanmak suretiyle hidrofobluk veya yüzebilirlik özelliğini kaybeder. İyi
bir temas açısının (katı-sıvı-hava ara yüzeyleri arasında), yani θ>0 olması için kullanılan sıvının yüzey
geriliminin (γSH) mineralin γc değerinden büyük olması gerekmektedir. Bu da flotasyonun başarılı
olmasını gerektiren koşullardan birincisidir.
Düşük yüzey enerjili mineraller (γc<72 din/cm), Kritik Islanma Yüzey Enerjilerinden (γc) daha düşük
yüzey enerjili sıvılar tarafından ıslatılırlar. Flotasyon sisteminde iki katının selektif olarak ayrılması
katılardan birinin flotasyon çözeltisi tarafından kısmen ıslatılırken veya hiç ıslanmazken diğer katının
çözelti tarafından tamamen ıslatılmasına dayanır (θ=0 hali). Kısmen ıslanan katı, hava kabarcığına
tutunarak yüzer.
70
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
CEVHER HAZIRLAMA
Minerallerin veya katıların hidrofobluğunu, dolayısı ile ıslanmadığını ve iyi flotasyonu tayin eden γc
değerinin eldesi için kullanılan birçok teknikten en çok kullanılan iki tanesi "temas açısı ölçümü
yöntemi" ve "flotasyon yöntemidir".
Flotasyonun cevher hazırlamada uygulama alanları şunlardır;
Metalik cevherlerin flotasyonu
Metalik olmayan cevherlerin flotasyonu
Katı yakıtların temizlenmesi
Flotasyonun avantajları şunlardır;
Çok ince taneli cevherlerin zenginleştirilebilmesi
Kompleks cevherlerin zenginleştirilmesi
Sonuç ürün tenorunun istenildiği gibi kontrol edilmesi
Flotasyon ile zenginleştirmede minerallerin yoğunluk farkının önemli olmaması.
Flotasyonun dezavantajları şunlardır;
Gravite ve manyetik ayırma yöntemlerine göre pahalı olması
Bazen cevheri aşırı öğütmek gerektiği için şlamda metal kaybının fazla olması ve öğütme giderlerinin
artması
Çevre kirliliğine neden olması
2.2.2.1. Flotasyonda Kullanılan Reaktifler
Flotasyonda istenilen minerali veya minerallerin yüzdürülmesi veya bastırılması amacıyla flotasyon
ortamına çeşitli reaktifler eklenir. Bu reaktifleri aşağıdaki gibi sıralamak mümkündür.
Kollektörler (Toplayıcılar): Yüzdürülmesi istenen mineral veya minerallerin yüzeylerine
adsorplanmak suretiyle yüzey özelliklerini değiştirerek onlara hidrofob (suyu sevmeyen) özellik
kazandıran kimyasal maddelerdir.
Köpürtücüler: Flotasyon devrelerinde özel olarak köpük meydana getiren kimyasal maddelerdir.
Köpükleştiricilerin temel hedefi yeterli hacim ve dayanıklılıkta bir köpük oluşturabilmektir. Flotasyon
hücresinden çıktıktan sonra ise kolayca patlayabilmelidir.
Kontrol Reaktifleri: Flotasyon şartlarını ayarlamakta kullanılan reaktiflerdir.
i) Bastırıcı Reaktifler: Flotasyonda yüzmesi istenmeyen mineral veya minerallerin bastırılması
amacıyla kullanılan reaktiflerdir. Bu reaktifler mineral yüzeyine kollektör
71
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
CEVHER HAZIRLAMA
adsorpsiyonunu azaltırlar.
ii) Aktifleştirici (Canlandırıcı) Reaktifler: Mineral veya minerallerin yüzeylerine kollektör
adsorpsiyonunu arttıran reaktiflerdir.
iii) Diğer Kontrol Reaktifleri: Bu gruptaki reaktifler; suyun sertliğini gideren, flotasyona zararlı
iyonları bağlayan, pülp içinde bazı minerallerin flokülasyonunu ve bazı minerallerin de dispersiyonunu
sağlayan reaktiflerdir.
2.2.2.2. Flotasyon Makineleri
Flotasyon makinaları genellikle seri halinde birbirini takip eden hücrelerden (selül) oluşmuştur. Her
hücre bir evvelki hücrenin artığını alarak flotasyon işlemine tabi tutar. Her hücre arasında artığın
geçebilmesi için bir bağlantı veya ara yerlerinde de artık akış plakası bulunur. Hücre içindeki pülpe hava
girişi ve pülpün karıştırılması için üç şekilde gerçekleşir;
Kendi kendine havalandırılmalı mekanik hücre (Ajitasyon)
Hava üflemeli mekanik karıştırmalı hücre (Sub-aerasyon)
Hava üflemeli, hava ile karıştırılmalı hücre (Pnömatik)
Bu özellikler, değişik tipteki hücrelerin yapımında esas alınmaktadır.
Halen endüstride en çok kullanılan hücre tipleri Denver, Fagergren, Humbold, Massco gibi firmaların
imal ettiği kendi kendine havalandırılmalı mekanik hücre tipleridir.
Şekil 3. Denver flotasyon makinesi
3. DENEYDE KULLANILAN MALZEME VE CİHAZLAR
Çeşitli Kırıcı ve Öğütücüler
Elekler ve Eleme Cihazı
Denver Flotasyon Makinesi
Pipet, Piset, Emaye Kaplar
72
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
CEVHER HAZIRLAMA
Hassas Terazi
Reaktifler (Toplayıcı, Köpürtücü)
Deney Numunesi (İnce Galen Cevheri)
4. DENEYİN YAPILIŞI
4.1 •Cevher Hazırlama Deneyi
Parçacık boyut dağılımı incelenecek karışımı tartılır ve ağırlığını kaydedilir. Tartılan karışım
kırıcıya beslenir ve kırıcı çalıştırılarak kırma işlemini gerçekleştirilir. Kırılan parçacıklar
kırıcıdan çıkarıldıktan sonra tekrar tartılır ve ağırlıkları kaydedilir.
Elekler, mesh numaralarına göre büyükten küçüğe doğru üst üste sıralanır ve eleme cihazına
yerleştirilir. Ardından Elek setinin en üstündeki eleğe kırılmış olan cevher beslenir.
Elek setinin vidalarını sıkıştırılır ve cihaz on dakika süreyle çalıştırarak, eleme işlemi
gerçekleştirilir.
Elek setini makinadan alınarak, her elekte kalan malzeme miktarı Çizelge 1.1'e kaydedilir ve
toplam elenmiş madde miktarı Çizelge 1.1'e kaydedilir.
Elekleri ve deney düzeneğini temizlenir.
4.2 •Flotasyon Deneyi
-200 μm tane boyutundaki 200 gr galen cevheri tartılıp, flotasyon selülünün hacmine bağlı
olarak %20 katı oranı olacak şekilde ayarlanır. Selül, flotasyon makinesine yerleştirilerek
makine çalıştırılır ve pülp karıştırılır. Pülpe 5 dakika boyunca karıştırma işlemi yapılarak
kondisyon verilir.
Galen cevheri için kullanılan uygun kollektör, pülpe 1-2 damla katılarak karıştırma işlemine 5
dakika daha devam edilir.
Yüzeyleri hidrofob hale gelmiş minerallerin yüzdürülmesi için ortama köpük oluşumunu
sağlayan köpük yapıcı, 1 damla eklenir. Köpük yapıcı eklendikten sonra 1-2 dakika daha
kondisyon verilir.
Son kondisyon süresi sona erdikten sonra flotasyon cihazının hava giriş musluğu açılarak pülpe
hava verilir. Yüzeyi hidrofob hale gelmiş olan mineral veya mineraller hava kabarcığına
yapışarak köpük halinde yüzeyde toplanırlar. Köpükler yüzeyden sıyrılarak ayrı bir kapta
konsantre olarak toplanır ve yüzdürülecek mineralin yeteri kadarı yüzdürüldükten sonra işlem
sonlandırılır.
73
Metalurji ve Malzeme Mühendisliği
Metalurji Laboratuvarı Deney Föyü
CEVHER HAZIRLAMA
5. İSTENENLER VE ÖDEVLER
1. Deneyin amacı ve yapılışını yazınız.
2. Her bir elek analizinin sonuçları Çizelge 1.1’de verilen çizelgeye kaydedilecektir.
Çizelge 1.1 Elek analizi verileri ve hesaplamaları
Elek Çapı
(mm)
Ağırlık
gr
Kümülatif Eleküstü
Kümülatif Elekaltı
%
%
%
Toplam
3. Deneyler sonucunda yapılan elek analizlerinden faydalanarak giriş ve çıkış ürünlerinin elek analizi
çizelgeleri oluşturulacak ve toplam elek altı ile toplam eleküstü eğrileri çizilecektir.
4. Çizilen iki doğruların kesişim noktasından ortalama tane boyutunu tespit ediniz.
5. Teorik ortalama tane boyutunu aşağıdaki formül ile bulup, doğruların kesişim noktasından bulunan
ve teorik olarak hesaplanan ortalama tane boyutlarını kıyaslayınız.
Teorik Ortalama Tane Boyutu =
∑(𝑋.𝑀)
100
X=Elek açıklığı veya çapı (tane boyutu ile aynıdır), M=% tane sınıf ağırlığı
6. Flotasyon öncesi öğütülmüş cevher ile flotasyon sonrası konsantre ve artık ağırlıkları belirlenerek
Zenginleştirme oranı bulunacaktır (Z=Beslenen Cevher/Konsantre) .
6. KAYNAKLAR
[1] Yiğit E., Cevher Hazırlama I, II ders notları, ZKÜ Yayını
[2] KAYTAZ Y., “Cevher Hazırlama”, İTÜ Maden Fakültesi, 1990
[3] ERGUNALP F. “Cevher hazırlama prensipleri” , İTÜ Yayınları, 1959
[4] Zeki ÇİZMECİOĞLU, Üretim Metalürjisi Prensipleri Ders Notları, YTÜ, 2008
74