Ç.Ü Fen Bilimleri Enstitüsü Yıl:2008 Cilt:19-1
ALUMİNYUM YÜZEYİNDEKİ OKSİT TABAKASININ SODYUM DİKROMAT
SÜLFÜRİK ASİT ANODIZING YÖNTEMİYLE GELİŞTİRİLMESİ*
Development Of Anodic Coating On Aluminum By Na2Cr2O7/H2SO4 Anodizing
Derya GEDİK
Kimya Anabilim Dalı
Birgül YAZICI
Kimya Anabilim Dalı
ÖZET
Bu çalışmada aluminyumun anodik oksidasyonu, sodyum dikromat ve
sülfürik asit karışımında, aluminyumun anot olduğu koşullarda elektroliz işlemiyle
gerçekleştirilmiştir. Anodizing işlemi, çıplak aluminyum yüzeyini sertleştirerek
dayanımını arttırır. Anodizing işlemi süresince yüzeyde önce hidroksit sonra oksit
oluşur ve yüzey oldukça sertleşir. Çalışma 0,4 M H 2SO4 + 3,96 g/100 ml Na2Cr2O7
çözeltisinde, farklı potansiyelde (0, 3, 6 ve 9 V) ve farklı sürelerde (300, 600 ve
900 saniye) gerçekleştirilmiştir. En uygun işlem koşullarını belirlemek için; korozyon
potansiyelleri (Ekor) belirlenmiş ve lineer polarizasyon ölçümleriyle Rp değerleri
hesaplanmıştır. Ayrıca ac impedans spektroskopisinden yararlanılmıştır. Elde
edilen sonuçlara göre, aluminyum yüzeyinde oluşturulan oksit, üstün korozyon
dayanımı göstermiştir.
Anahtar kelimeler: Anodizing, Aluminyum, Korozyon
ASTRACT
In this study, anodic oxidation of aluminium was performed in aqueous
solution containing both sodium dichromate and sulphuric acid, on aluminium
anode, by electrolysis. Anodizing protect the aluminum by making the surface
much harder than natural aluminum. Aluminum oxide is grown out of the surface
during anodizing and then becomes aluminum hydrate that is extremely hard. The
study work 0,4 M H2SO4 + 3,96 g/100 ml Na2Cr2O7 at solution and different
potentials (0, 3, 6 ve 9 V) performed at different anodizing times (300, 600 ve 900
second) on aluminium. For the appropriate corrosion performance investigated, the
corrosion potentials (Ecor) and the inverse polarization resistance (Rp) are
determined. Also electrochemical impedance spectroscopy was used. These
results showed that the oxide coating (Al2O3) obtained on aluminum surface
exhibited important corrosion protection.
Key Words: Anodizing, aluminium, corrosion
Giriş
Metallerin çevreleriyle etkileşmesi sonucu elektrokimyasal tepkimeler
vererek aşınmasına korozyon denir. Aluminyumun yüzeyinde oksit (Al2O3)
oluşumuyla metalin korozyona karşı dayanımının arttığı ileri sürülmektedir.
Anodizing, doğal veya özel bir ortamın koşulları ile karşı karşıya bırakıldığında, bir
metal yüzeyi üzerindeki ileri aşamada oksidasyonu yavaşlatabilecek veya
Yüksek Lisans Tezi-MSc. Thesis
60
Ç.Ü Fen Bilimleri Enstitüsü Yıl:2008 Cilt:19-1
önleyebilecek bir koruyucu oksit filmi veya katmanının bir metal yüzeyi üzerinde
oluşturulması için gerçekleştirilen kontrollü bir oksidasyondur. Anodik oksit
oluşumu oksit/ elektrolit ve alaşım/oksit ara yüzeylerinde katyon ve anyonların
taşınmasıyla gerçekleşir. Elektroliz yöntemiyle aluminyum oksitin oluşumuna;
potansiyel, sıcaklık, elektrolit tipi ve derişim etki etmektedir.
Bu çalışmanın amacı; uygun potansiyel, zaman ve derişimde aluminyum
yüzeyinde sülfürik asit ve sodyum dikromat çözeltisinde aluminyumun oksitinin
geliştirilmesi, en kararlı, kolay bozulmayan, dış etkenlere dayanıklı aluminyum oksit
tabakaları oluşturulması ve porozitesi düşük, korozyona dayanıklı bu tabakaların
kararlılığının dayanım testleri ile kıyaslanmasıdır. Bu sayede aluminyum
malzemelerin korozyon etkilerinden korunarak, ülke ekonomisine katkı sağlamak
amaçlanmaktadır.
Materyal ve Metot
Elektrotların Hazırlanması
Elektrokimyasal yöntemlerde kullanmak üzere hazırlanan çalışma
elektrotları silindirik metal çubuklardan 5 cm uzunluğunda kesilmiş, taban
alanlarından bir tanesi delinerek iletkenliği sağlamak için bakır tel geçirilmiştir.
Sadece çalışma yüzeyi açıkta kalacak şekilde polyester blok ile kaplanmıştır. Bu
şekilde hazırlanan aluminyum elektrotunun yüzey çapı 0,5 cm dir. Çalışma
elektrotlarının yüzeyleri bütün ölçümlerden önce değişik tanecik boyutlu (180-320600-1200) zımpara kağıtları ile parlatıldıktan sonra saf su ile yıkanıp çözeltiye
daldırılmıştır.
Metot
Anodizing İşlemleri
0,4 M H2SO4 + 3,96 g/100ml Na2Cr2O7 elektrolitinde aluminyumun
anodizing işlemi için elektroliz yönteminden yararlanılmış, bu sistemde anot;
aluminyum, katot olarak; demir elektrotlar kullanılmıştır. İşlem süresince çözelti
manyetik karıştırıcı ile karıştırılmıştır. Uygulama sıcaklığının sabit tutulabilmesi için
termostat kullanılmıştır. Deneyde uygulanacak potansiyel belirlenmiş ve her
işlemde bu potansiyele 5 dakikada ulaşıldıktan sonra, potansiyel farklı süreler
boyunca sabit tutulmuştur. İşlem sonunda elektrotlar saf sudan geçirildikten sonra
dayanım testlerini uygulamak için % 3,5 NaCl çözeltisinde iki saat bekletilmiştir.
Dayanım Testleri
Bu ölçümler üç elektrot tekniğinden yararlanılarak, atmosfere açık
koşullarda ve oda sıcaklığında gerçekleştirilmiştir. Sistemde çalışma elektrotu
olarak anodizing işlemi uygulanmış ve uygulanmamış olan aluminyum elektrotlar
kullanılmıştır. Karşı elektrot Pt, referans elektrot olarak gümüş-gümüş klorür
elektrotdur (Ag,AgCl/Cl ). %3,5 NaCl çözeltisine daldırılan elektrotlara açık devre
5
-3
potansiyelleri değerinde 10 – 10 Hz frekans aralığında 5 mV genlik uygulanarak
elektrolit karıştırılmadan, ac impedans ölçümleri gerçekleştirilmiştir. Bu işlem
sırasında elektrolit her deneyde aynı ve sabit hızla karıştırılmıştır. Elde edilen
sonuçlar yorumlanarak en uygun kaplama koşulları belirlenmiştir.
61
Ç.Ü Fen Bilimleri Enstitüsü Yıl:2008 Cilt:19-1
Araştırma Bulguları ve Tartışma
Anodizing İşlem Koşullarının Belirlenmesi
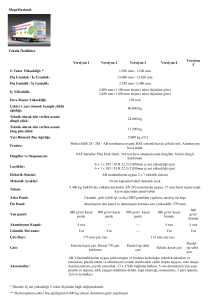
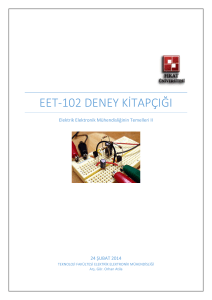
0,4 M H2SO4 + 0,15 M Na2Cr2O7 (3,96 g/100ml) elektrolit çözeltisine
daldırılan aluminyum elektrotlara uygulanacak anodik potansiyeli belirlemek
amacıyla 0,2 V/dk tarama hızı ile Şekil 4.1 de gösterilen akım yoğunluğu potansiyel
eğrisi elde edilmiştir. Şekilde görüldüğü gibi 1,5 V civarında akım yoğunluğu
değerinde gözle görülür belirgin bir artış gözlenmiştir. Bu artış 2 V civarında
düşmeye ve 2 V dan sonra belirgin bir artış ve azalış gözlenmemiştir. Bu nedenle
ekonomik şartlarda göz önünde bulundurularak çalışmamızda 0, 3, 6, 9 voltluk
potansiyel uygulanmasına karar verilmiştir.
0,008
akım yoğunluğu (A/cm2)
0,007
0,006
0,005
0,004
0,003
0,002
0,001
0
0
2
4
6
8
10
12
E/V
Şekil 1. Aluminyumun, 0,4 M H2SO4 + 0,15 M Na2Cr2O7 (3,96 g/100ml)
çözeltisindeki akım yoğunluğu - potansiyel değişimleri
Elektroliz düzeneğine 0-120 dk
süre ile 15 V sabit potansiyel
uygulanmıştır. Aluminyum yüzeyinin oksit ile kaplanmasını sağlamak için
uygulanacak işlem sürelerini belirlemek amacıyla, zamanla değişimi takip edilen
akım yoğunluğu değerlerinden yola çıkılarak, anodizing işlem süreleri; 300, 600 ve
900 saniye olarak seçilmiştir. Anodizing işlemi ile oluşturulan oksit özellikleri
uygulanan potansiyele, uygulama süresine, elektrolit türü ve derişimine bağlı olarak
farklılık oluşturduğu literatürlerde belirtilmektedir (Suay ve ark., 2003; Moutarlier ve
ark., 2003; Bensalah, 2007).
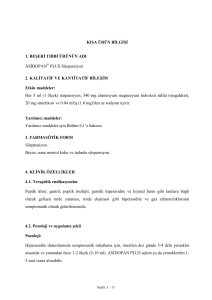
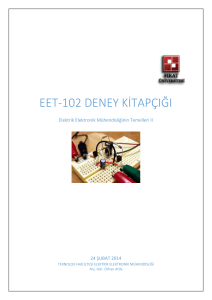
Şekil 2’de %3,5 NaCl içerisinde çıplak aluminyum(a) ve farklı süreler ve
farklı potansiyellerde 0 V 300 s(b), 0 V 600s(c), 0 V 900 s(d), 3 V 300 s(e), 3 V 600
s(f), 3 V 900 s(g), 6 V 300 s(h), 6 V 600 s(ı), 6 V 900 s(j), 9 V 300 s(k), 9 V 600
s(l), 9 V 900 s(m) anodizing işlemine tabi tutulan aluminyum elektrotlar için açık
devre potansiyelinde elde edilen Nyquist ve Bode eğrileri verilmektedir. Çıplak
aluminyum (a) için kararlı açık devre potansiyeline ulaşıldıktan sonra, bu
potansiyelde elde edilen eğri incelendiğinde; yüksek frekans bölgesinden başlayıp
orta frekans bölgesinde devam eden, düşük frekans bölgesinde kapanmadan son
bulan yarı eliptik lup görülmektedir (Şekil 2.a). Eğrinin yatay eksene ekstrapole
4
edilmesiyle elde edilen direnç değeri (~2,480.10 Ω) yüksek olup, metal yüzeyinde
o
kendiliğinden oluşan Al2O3 (yaklaşık 25 A kalınlığında, Erbil, (1971)), direnci bu
oksit tabakası içerisindeki iyon difüzyonuna karşı gösterilen tüm dirençler, yük
62
Ç.Ü Fen Bilimleri Enstitüsü Yıl:2008 Cilt:19-1
transfer direnci, polarizasyon direncini verir. Şekil 2.a da görülen eğri ile farklı
sürelerde anodizing işlemine tabi tutulan aluminyum elektrotlara ait eğrilerin (2.bm)
kıyaslanması; malzemenin, çalışılan ortamdaki (%3,5 NaCl) direncine
anodizing işleminin dayanımı hakkında bilgi verir. 0 V için 300 saniyelik anodizing
işleminin ardından aluminyum, açık devre potansiyeline ulaşıldıktan sonra, bu
potansiyelde elde edilen eğri incelendiğinde; yüksek frekans bölgesinden başlayıp
orta ve düşük frekans bölgesinde saçılmaya uğrayan bir şekil görülmektedir.
4
Eğriden belirlenen direnç değeri ~62,000.10 Ω’dur (Şekil 2.b). 600 saniyelik
anodizing işleminin sonucunda elde edilen eğri incelendiğinde yüksek frekans
bölgesinden başlayıp orta ve düşük frekans bölgesinde saçılmaya uğrayan bir şekil
4
görülmektedir.. Belirlenen direnç değeri ~10,630.10 Ω’dur (Şekil 2.c). 900 saniyelik
anodizing işlemi uygulandığında oluşan şekil incelendiğinde yüksek frekans
0
bölgesinden başlayıp orta frekans bölgesinde devam ederken 85 lik açı ile
4
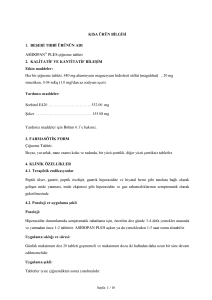
ilerlediği görülmektedir. ~65,200.10 Ω’dur (Şekil 2.d). 3 V için 300 saniyelik
anodizing işleminin sonucunda elde edilen eğri incelendiğinde yüksek frekans
bölgesinden itibaren başlayıp orta ve düşük frekans bölgesinde devam eden yarı
4
eliptik bir lup görülmektedir. Eğriden belirlenen direnç değeri ~21,300.10 Ω’dur
(Şekil 2.e).
600 saniyelik anodizing işleminin sonucunda elde edilen eğri
incelendiğinde yüksek frekans bölgesinden itibaren başlayıp orta ve düşük frekans
bölgesinde devam eden yarı eliptik bir lup görülmektedir. Belirlenen direnç değeri
4
~38,000.10 Ω’dur (Şekil 2.f). 900 saniyelik anodizing işlemi uygulandığında oluşan
şekil incelendiğinde yüksek frekans bölgesinde başlayan orta frekans bölgesinde
saçılarak düşük frekans bölgesinde tam kapanma görülmeyen yarı eliptik lup
4
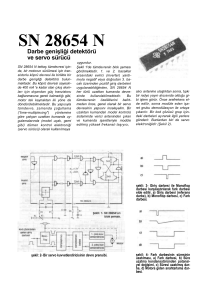
gözlenmektedir. Belirlenen direnç değeri ~172,000.10 Ω’dur (Şekil 2.g). 6 V için
300 saniyelik anodizing işleminin sonucunda elde edilen eğri incelendiğinde yüksek
frekans bölgesinden başlayıp orta ve düşük frekans bölgesinde saçılmaya uğrayan
4
bir şekil görülmektedir. Eğriden belirlenen direnç değeri ~92,450.10 Ω’dur (Şekil
2.h). 600 saniyelik anodizing işleminin sonucunda elde edilen eğri incelendiğinde
yüksek frekans bölgesinden itibaren başlayıp orta ve düşük frekans bölgesinde
4
devam eden yarı eliptik bir lup görülmektedir. Belirlenen direnç değeri ~26,490.10
Ω’dur (Şekil 2.i). 900 saniyelik anodizing işlemi uygulandığında oluşan şekil
incelendiğinde yüksek frekans bölgesinden itibaren başlayıp orta ve düşük frekans
bölgesinde devam eden yarı eliptik bir lup görülmektedir . Belirlenen direnç değeri
4
~21,800.10 Ω’dur (Şekil 2.j). 9 V için 300 saniyelik anodizing işleminin sonucunda
elde edilen eğri incelendiğinde yüksek frekans bölgesinden başlayıp orta frekans
bölgesinde devam eden, düşük frekans bölgesinde kapanmayan yarı eliptik lup
4
görülmektedir. Eğriden belirlenen direnç değeri ~54,900.10 Ω’dur (Şekil 2.k). 600
saniyelik anodizing işleminin sonucunda elde edilen eğri incelendiğinde yüksek
frekans bölgesinden başlayıp başlayıp orta ve düşük frekans bölgesinde saçılmaya
4
uğrayan bir şekil görülmektedir. Belirlenen direnç değeri ~115,000.10 Ω’dur (Şekil
2.l). 900 saniyelik anodizing işlemi uygulandığında oluşan şekil incelendiğinde
yüksek frekans bölgesinden başlayıp orta ve düşük frekans bölgesinde saçılmaya
4
uğrayan bir şekil görülmektedir.. Belirlenen direnç değeri ~180,800.10 Ω’dur (Şekil
2.m).
Anodizing işlemi metal yüzeyinde anodik oksit oluşumunu sağlayarak,
aluminyumun dayanıklılığını arttırmıştır (Şekil 2.a-m). Elde edilen Nyquist
63
Ç.Ü Fen Bilimleri Enstitüsü Yıl:2008 Cilt:19-1
diyagramlarında yüksek frekans bölgesi, aluminyum yüzeyindeki poröz tabakanın
davranışını, düşük frekans bölgesi ise bariyer tabakanın davranışını belirlemektedir
(Moutarlier, 2003).
kohm
25
4
a
(
a
)
10
5
3
10log|Z| /ohm
40
2
a
aa
a(a10log(frequency) /Hz
a)
0
0
5
10
15
20
25
Z'/kohm
Mohm
-2
-1
0
1
kohm
1.0
2
3
4
20
5
80
7
b
6
60
10log|Z| /ohm
5
-Z''/Mohm
0.5
40
4
3
2
0.0
1
0.0
0.5
1.0
-2
Z'/Mohm
-1
Mohm
kohm
b
(
b
)
20
0
1
2
3
4
-phase /degrees
-Z''/kohm
15
60
-phase /degrees
20
5
10log(frequency) /Hz
5
80
4
60
3
40
80
-Z''/kohm
60
40
20
10log|Z| /ohm
c
(
c
)
0
2
1
0
20
40
60
80
100
Z'/kohm
-2
-1
kohm
kohm
c
(
c
)
0
20
-phase /degrees
100
0
1
2
3
4
5
10log(frequency) /Hz
10
200
9
100
8
d
-Z''/Mohm
100
50
6
0
5
4
d
3
-100
2
0
-phase /degrees
7
10log|Z| /ohm
150
1
0.0
0.2
0.4
0.6
Z'/Mohm
0.8
1.0
-2
Mohm
-1
0
1
2
3
4
5
10log(frequency) /Hz
Şekil 2. %3,5 NaCl içerisinde çıplak aluminyum (a), farklı sürelerde 300 s (b),
600 s (c), 900 s (d) 0V’da anodizing uygulanan çalışma elektrotları için
Nyquist ve Bode eğrileri
64
Ç.Ü Fen Bilimleri Enstitüsü Yıl:2008 Cilt:19-1
kohm
150
5
200
3
50
e
2
0
-phase /degrees
50
4
10log|Z| /ohm
100
-Z''/kohm
100
e
(
b
)
150
1
0
0
50
100
150
200
-2
Z'/kohm
-1
0
1
2
3
4
5
10log(frequency) /Hz
kohm
kohm
150
5
f
4
10log|Z| /ohm
-Z''/kohm
200
100
100
f
3
50
2
-phase /degrees
300
0
1
0
0
100
200
300
-2
Z'/kohm
-1
0
1
kohm
2
3
4
5
10log(frequency) /Hz
Mohm
1.5
6
150
g
5
0.5
0.0
100
4
3
50
g
2
-phase /degrees
10log|Z| /ohm
-Z''/Mohm
1.0
1
0.0
0.5
1.0
Z'/Mohm
1.5
-2
Mohm
-1
0
1
2
3
4
5
10log(frequency) /Hz
Şekil 2. %3,5 NaCl içerisinde farklı sürelerde 300 s (e), 600 s (f), 900 s (g)
3V’da anodizing uygulanan çalışma elektrotları için Nyquist ve Bode eğrileri
65
Ç.Ü Fen Bilimleri Enstitüsü Yıl:2008 Cilt:19-1
kohm
6
h
5
600
10log|Z| /ohm
4
400
-Z''/kohm
100
200
50
3
h
2
0
-phase /degrees
800
1
0
0
200
400
600
800
-2
Z'/kohm
-1
0
1
2
3
4
5
10log(frequency) /Hz
kohm
kohm
5
i
100
50
3
i
2
0
-phase /degrees
4
10log|Z| /ohm
-Z''/kohm
200
100
0
0
100
200
-2
Z'/kohm
-1
0
1
2
3
4
5
10log(frequency) /Hz
kohm
kohm
200
5
j
150
100
-Z''/kohm
100
50
0
0
3
-100
2
j
-phase /degrees
10log|Z| /ohm
4
1
0
50
100
Z'/kohm
150
200
-2
kohm
-1
0
1
2
3
4
5
10log(frequency) /Hz
Şekil 2. %3,5 NaCl içerisinde farklı sürelerde 300 s (h), 600 s (i), 900 s (j)
6V’da anodizing uygulanan çalışma elektrotları için Nyquist ve Bode eğrileri
66
Ç.Ü Fen Bilimleri Enstitüsü Yıl:2008 Cilt:19-1
kohm
150
5
4
200
0
50
3
k
2
0
-50
1
0
200
400
-2
Z'/kohm
-phase /degrees
100
k
10log|Z| /ohm
-Z''/kohm
400
-1
0
1
2
3
4
5
10log(frequency) /Hz
kohm
kohm
6
100
5
4
10log|Z| /ohm
-Z''/Mohm
400
l
200
0
3
l
2
-100
-phase /degrees
600
1
0
0.0
0.2
0.4
0.6
0.8
1.0
Z'/Mohm
-2
-1
0
1
2
3
4
5
10log(frequency) /Hz
Mohm
Mohm
1.5
6
150
5
100
4
50
0.5
m
3
0
m
2
0.0
-phase /degrees
10log|Z| /ohm
-Z''/Mohm
1.0
-50
0.0
0.5
1.0
Z'/Mohm
1.5
-2
-1
0
1
2
3
4
5
10log(frequency) /Hz
Mohm
Şekil 2. %3,5 NaCl içerisinde farklı sürelerde 300 s (k), 600 s (l), 900 s (m)
9V’da anodizing uygulanan çalışma elektrotları için Nyquist ve Bode eğrileri
67
Ç.Ü Fen Bilimleri Enstitüsü Yıl:2008 Cilt:19-1
Tartışma ve Sonuçlar
Al/Al2O3’ in oluşumu; 0,4 M H2SO4 + 3,96 g/100 ml Na2Cr2O7 çözeltisinde,
Al anot ve Fe in katot olduğu koşullarda anotda ve katotda oluşan olası tepkimeler
ve bunların tersinir elektrot potansiyelleri aşağıda verilmiştir.
Anot Al (+)
+3
–
0
+3
Al (K) → Al (aq) + 3e
E = 1.663 + 0.0197 log(Al )
+
0
H2O → 2H (aq) + ½ O2 (g) + 2e E = 1,23 – 0,059 pH
Katot Fe (-)
+
–
0
2H (aq) + 2e → H2 (g)
E = - 0,059 pH
–
0
O2 (g) + 2H2O+ 4e → 4OH
E = 0,40 – 0,059 log [OH ]/P O 2
+3
Bu tepkimeler incelendiğinde anotta Al/Al (aq) oluşumu H2O/ O2 (g)
+
oluşumundan ve H (aq)/ H2 (g) katotta oluşması O2 (g)/ OH
oluşumundan daha
istemlidir. Pozitif yüklü anodun yüzeyi, elektrolitte bulunan iyonlardan; HSO 4 , SO4
2
-2
+
, HCr2O7 , Cr2O7 , ve H2O ile kaplanırken, katot yüzeyi H (aq) ve çözünmüş
oksijen içeren H2O molekülleri ile örtülmüştür. Bunların yüzeyi örtmesi,
aluminyumun yükseltgenmesini azaltmakta ve aşırı gerilimleri arttırmaktadır.
Uygulanan potansiyele bağlı olarak elektroliz olayında aşırı gerilimler yenilmekte ve
-2
yüzeyde oluşan Al(H2O)6 ads ,[Al(HSO4) (H2O)5] ads , [Al(SO4)
(H2O)5] ads ,
[Al(H2Cr2O7) (H2O)5]
-
ads ,
[Al(HCr2O7) (H2O)5]
–
+3
ads
, [Al(Cr2O7)
-2
(H2O)5] ads , ürünleri
yerine Al (K) → Al (aq) + 3e şeklinde çözeltiye geçmektedir. Ancak ortamdaki
+3
–
+3
Al(H2O)6 ads → Al (aq) + 3e şeklindeki yükseltgenme ortamdaki su ile 2Al (aq) +
+
3H2O (S) <---> Al2O3 (K) + 6H şeklinde yüzeyde homojen, pürüzsüz, aynı kalınlıkta
+3
bir örtüyü oluşturmaktadır. Al (aq) katyonları kaplama/ elektrolit ara yüzeyine su ile
-2
tepkimeye girerek taşınmaktadır ve kaplama oluşumunu sağlamaktadır. O ve OH
anyonları kaplama/metal ara yüzeyine, kaplama oluşumunu devam ettirecek
o
şekilde, metal iyonları ile tepkimeye girerek taşınır. Kaplama oluşumu 12-14 A / V
olacak şekilde devam eder Kelly ve ark., (2003). Ayrıca anodizing çözeltisinde
bulunan anyonlar da bariyer film oluşumuna katılabilirler, bariyer tabakanın
+3
koruyucu ve elektronik özelliklerini etkilerler ( Kelly ve ark., 2003, Ren, 2004). 2Al
+
(aq) + 3H2O (S) <---> Al2O3 (K) + 6H şeklinde bu oluşum gerçekleştikten sonra akım
-2
elektroliz işleminde düşmekte ve sabit bir değere (0,0014 A.cm ) ulaşmaktadır.
Katotta ise H2 ( g ) oluşumunun hızı da Al2O3(K)’in oluşmasından itibaren
azalmaktadır. Aluminyum aktif bir metal olması nedeniyle havada bile kendiliğinden
o
25 A kalınlığında Al2O3 (K) oluştuğu bilinmektedir Erbil, (1971). Elektroliz
yönteminin kullanılmasının nedeni elektrot yüzeyinde her yerde kalınlığı aynı,
homojen kaplamalar elde etmek ve daha dayanımlı Al 2O3(K)’i oluşturmaktır. Oluşan
kaplamanın kalınlığı uygulanan potansiyele (veya akıma), elektrolitin kimyasal
bileşimine bağlı olarak değişir. Anodik kaplama kalınlığı, kullanılan elektrota ve
anodizing koşullarına bağlı olarak 5-50 μm arasında olabilir (Kelly ve ark., 2003).
68
Ç.Ü Fen Bilimleri Enstitüsü Yıl:2008 Cilt:19-1
Çizelge 1. %3,5 NaCl içerisinde, potansiyellerde (0, 3, 6 ve 9 V) ve
farklı sürelerde (300, 600 ve 900 s) oluşturulan Al2O3
elektrotlara ait Nyquist ile Bode eğrilerinden ve
lineer polarizasyon dirençlerinden belirlenen etkinlikler
Potansiyel(V)
% Etkinlik (Rp)
Süre (s)
300 s
600 s
900 s
0
96,00
76,67
96,20
3
88,36
93,47
98,56
6
97,32
90,64
88,62
9
95,48
97,84
98,63
Çizelge 1’de çıplak ve anodizing uygulanmış aluminyum elektrotların %3,5
NaCl çözeltisi içerisinde, AC impedans tekniği ile açık devre potansiyelinde,
atmosfere açık koşullarda, Nyquist ve Bode eğrileri elde edilmiş ve bu eğrilerden
polarizasyon dirençleri belirlenmiştir. Anodizing işlemi uygulanan aluminyum
elektrotların polarizasyon dirençleri, çıplak aluminyuma kıyasla artmıştır. Farklı
potansiyel ve farklı süre değerleriyle çalışılmıştır. 0 V için en uygun koşul 300 ve
900 s’lik işlemlerdir. 3 V için en uygun koşul 900 s’lik işlemdir. 6 V için en uygun
koşul 300 s’lik işlemdir. 9 V için en uygun 600 ve 900 s’lik işlemlerdir. Ölçüm
sonuçları değerlendirildiğinde anodizing uygulanan elektrotlara ait %E değerlerinin
yakın olduğu görülmektedir. Bu durumda en ekonomik koşullardaki kaplamalar
önerilmektedir. Bu çalışmada en uygun anodizing potansiyeli olarak potansiyelin
uygulanmadığı 300 ve 900 s’lik işlemleridir. Bu sayede aluminyum; potansiyel
uygulanmaksızın, enerji harcamadan anodizing işlemine tabi tutularak dayanımı
arttırılmıştır. Bu durum diğer uygulamalara kıyasla ekonomik açıdan avantaj
sağlamaktadır.
Kaynaklar
BENSALAH, W., ELLEUCH, K., FEKI, M., WERY, M., AYEDI, H.F., 2007.
Optimization Of Anodic Layer Properties On Aluminium In Mixed
Oxalic/Sulphuric Acid Bath Using Statistical Experimental Methods.
Surface Coatings Technology, 201: 7855-7864.
ERBİL, M., 1984. Korozyon-1, Çukurova Universitesi, Ders Kitabı:1 Adana 1,220 s.
ERBİL, M., 1971. Aluminyumun Laktik Asit Çözeltisi İçinde, Korozyon Hızının
69
Ç.Ü Fen Bilimleri Enstitüsü Yıl:2008 Cilt:19-1
Tayini, Y.L. Tezi.
KELLY, R.G., SCULLY, J.R., SHOESMITH, D.W., BUCHHEIT, R.G., 2003.
Electrochemical Techniques in Corrosion Science and Engineering. Marcel
Dekker Inc., 426.
MOUTARLIER, V., GIGANDET, M.P., PAGETTI, J., RICQ, L., 2003. Molybdate/
Sulfuric Acid Anodizising of 2024-Aluminium Alloy: Influence Of Inhıbıtor
Concentration On Fılm Growth And On Corrosion Resistance. Surface and
Coatings Technology, 173: 87-95.
REN, J., ZUO, Y., 2004. Study Of Electrochemical Behavior And Morphology
Of Pitting On Anodized 2024 Aluminium Alloy. Surface and Coatings
Technology, 182: 237-241.
SUAY, J.J., GIMENEZ, E., RODRIGUEZ, T., HABBIB, K., SAURA, J.J., 2003.
Characterization Of Anodized And Sealed Aluminium By EIS. Corrosion
Science, 45: 611-624.
YAZICI, B., ERBİL, M., 1991. The Corrosion Of Iron In Sulphur Polluted Syntetic
Seawater. Chimica Acta Turcica, 19:207-217.
ANONIM, 2008. www.galvanoteknik. 20 Mart 2008.
http://www.galvanoteknik.org/form/dosyalar/15.pdf
Teşekkürler
Yüksek Lisans eğitimim boyunca bana yol gösteren, araştırmamın
gerçekleştirilmesi ve değerlendirilmesi sırasında yardımlarını esirgemeyen
danışman hocam Sayın Prof. Dr. Birgül YAZICI’ya sonsuz teşekkür ederim.
Çalışmalarım sırasında yakın ilgi ve desteğini gördüğüm ve bütün
çalışmam süresince bilgilerinden istifade ettiğim hocalarım, Sayın Prof Dr. Mehmet
ERBİL’e, Sayın Prof Dr. İlyas DEHRİ’ye, Doç. Dr. Gülfeza KARDAŞ’a, Sayın Yrd.
Doç. Dr. Güray KILINÇÇEKER’e ve Öğr. Gör. Dr. Tunç TÜKEN’e teşekkür ederim.
Her konuda desteklerini gördüğüm laboratuar arkadaşlarım Arş Gör. Hülya
KELEŞ, Arş Gör. Ramazan SOLMAZ, Arş Gör. Süleyman YALÇINKAYA, Arş Gör.
Başak DOĞRU’ya teşekkür ederim.
Tüm çalışmalarım sırasında her zaman yanımda olan, desteklerini
esirgemeyen arkadaşlarım, Goncagül KASAPLAR, Serap ÇATAL, Ali DÖNER,
İbrahim ŞAHİN ve bütün arkadaşlarıma teşekkür ederim.
Her konuda desteğini esirgemeyen sevgili aileme teşekkür ederim.
70