11.01.2016
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
TASARIM
METODOLOJİSİ-8-
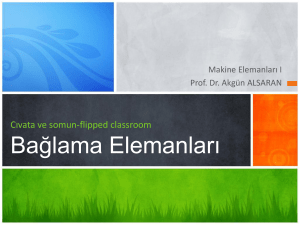
Özel Cam cıvata - mobilya cıvatası
Doç.Dr.
Ahmet DEMIRER
CIVATALI BAĞLANTILARIN
ŞEKİLLENDİRİLMESİ
Gözlü cıvatası
Setskur vida
Allen başlı imbus cıvata
T başlı cıcata
1
2
Kaynak: Cürgül İ.,Sınmazçelik T.,’’Makine Tas. Ve Şekillendirme Tek.’’,Birsen yayınevi, İst. 2012.
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
Cıvatalar makina inşasında en fazla kullanılan makina elemanları
olup, çözülebilir (sökülebilir) bağlantılar yapma işlerinde
kullanılırlar. Somunlar, rondelalar (pullar) ve emniyet halkaları
bağlantının tamamlayıcı elemanlarıdır. Çok çeşitli tiplerde üretilen
cıvatalar gerek bağlanan parçalarda gerekse cıvatanın kendisinde bir
hasar ve bozulma olmadan defalarca sökülüp tekrar takılabilirler.
Çok geniş kapsamlı olarak standartlaştırılmış olduklarından
gerektiğinde kolayca temin edilebilirler Bağlanacak elemanlarda
sadece bir delik delme veya delik delme ve vida açma işlemini
gerektirmesi, standart oluşları, çok sayıda ucuza üretilmeleri
nedeniyle oldukça ekonomiktirler.
3
Cıvatalar makinaların montajında, dişli kutularında, yatakların ve
makinaların temele tespitinde, boru flanşlarının ve silindir kapaklarının
bağlanmasında, çelik yapılarda vb. birçok yerde bağlantı elemanı olarak
kullanılırlar. Ön gerilme temini gereken gergi mekanizmalarında gergi
cıvatası, yağ deliklerinde kapama elemanı (kör tapa), aşınma ve boşluk
ayarı gereken yerlerde ayar cıvatası, mikrometre gibi ölçü aletlerinde
ölçme elemanı olarak kullanılırlar. Vidalı pres, mengene, kriko gibi
mekanizmalarda küçük çevre kuvvetleri ile büyük eksenel kuvvetlerin
sağlanması da vida mekanizmaları ile kolaylıkla mümkün olur.
Bağlantılarda, cıvata kuvvetinin tam olarak ölçülmesi ve verilmiş olan ön
gerilmenin işletme sırasında zamanla azalma miktarının tespiti çok zordur.
Cıvata bağlantılarının zamanla gevşemesi de kaçınılmazdır. Cıvatanın
şeklinden dolayı malzemedeki çentik etkisi büyüktür, özellikle hareket
vidalarında büyük öneme sahip olan vida verimi oldukça düşüktür. Vida
dişleri arasındaki boşluklar nedeni ile cıvata bağlantıları ile iyi bir
4
merkezleme yapılamaz.
1
11.01.2016
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
Cıvata bağlantıları genellikle eksenel kuvvetle zorlanacak şekilde
düzenlenirler. Bazı özel hallerde eksene dik kuvvetler de alabilirler.
Cıvataların kopması kullanıldıkları makina sisteminde büyük hasarlara
neden olabilir. Bu nedenle önemli bağlantılarda cıvataların mukavemetine
gereken önem verilmelidir. Cıvatalar da dahil olmak üzere tüm makina
elemanlarının mukavemetinin arttırılması, sadece malzemenin
iyileştirilmesi veya kesitin arttırılması ile değil, bunların yanı sıra alınan
bazı şekillendirme önlemleri ile de mümkündür.
Cıvata ve somunların malzemeleri simgelerle belirtilir. İki sayıdan oluşan bu
simgeler cıvata başlarının üst yüzeyine somunlarında alın yüzeyine kabartma
yoluyla yazılır.
Malzeme simgesi: 3.6 4.6 4.8 5.6 5.8 6.6 6.8 6.9 8..8 10.8 12.9 14.9
İlk sayı 100 ile çarpılarak cıvata malzemesinin kopma mukavemetini,
ikinci sayıda birinci ile çarpılarak sıfır eklenir, bu da akma mukavemetini verir.
Örnek: 6.8 cıvata malzemesinin:
Cıvatalı bağlantıların şekillendirilmesinde göz önünde bulundurulması gereken
hususlar:
1-Cıvata-somun bağlantısında kırılmaların % 15 ‘inin cıvata başı ile cıvata gövdesinin
geçiş bölgesinde, % 20’ sinin vida dişlerinin bittiği bölgede, % 65’ inin de somunun
hemen altında meydana geldiği deneylerle sabittir.
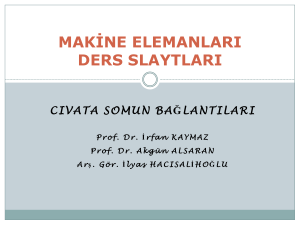
Yapılan deneyler göstermiştir ki normal cıvata bağlantılarında kuvvetin yaklaşık yarısı
somunla temas halindeki ilk iki diş tarafından karşılanmaktadır (Şekil 10.1a). Bu
husus; sıkma esnasında oluşan çekme kuvveti nedeniyle cıvatadaki dişlerin çekiye,
somundaki dişlerin ise basıya zorlanmasıyla oluşan farklı deformasyonların bir sonucu
şeklinde açıklanmaktadır.
Ϭk=6*100= 600 N/mm2 Ϭa=8*6*10= 480 N/mm2
5
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
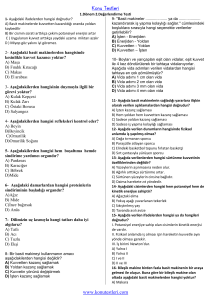
Şekil 10.1 Farklı somunlarda vidaların zorlanması
6
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
Buna göre cıvata-somun bağlantısında en büyük gerilme somunun hemen altındaki
bölgede oluşmakta veya diğer bir deyimle uygulanan yükün çoğunluğu somunun ilk
dişleri tarafından karşılanmaktadır. Taşınan yükün vida dişleri arasında daha düzgün
dağılımını temin etmek ve kırılmaları önlemek bakımından somun ve cıvataya özel
şekiller verilmelidir. Bunlardan biri ilk dişlerin derinliği kadar somuna çepeçevre
çentik açılarak oluşturulmuş elastik somun kullanmaktır (Şekil 10.1b). Böylece ilk
dişlere fazla yük gelmesi önlenir. Bir başka önlem ise somunları da çekiye zorlanacak
tarzda şekillendirmektir. Şekil 10.1c 'de somunun ilk iki dişi çekiye zorlanırken, Şekil
10.1d 'de tüm somun cıvata gövdesi gibi çekiye zorlanmaktadır. Vidadan cıvata
gövdesine geçiş yerinin tamamen somun içinde kalması ve geçiş yerlerinde büyük
yuvarlatmalar yapılması sağlanmalıdır.
7
8
2
11.01.2016
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
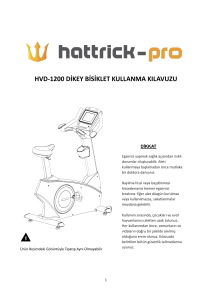
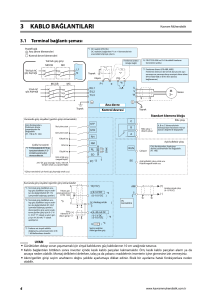
2-Talaş kaldırma yöntemi ile diş açılırken takımın istenilen yere kadar kesme
işlemini yapabilmesi için vida bitimine kanal açılmalıdır. (Şekil 10.3a). Eğer üretim
freze, hadde veya ovalama yöntemi ile gerçekleşiyorsa vida bitimine kanal açmaya
gerek yoktur. Böylece cıvata hem işlem azlığından dolayı daha ucuz, hem de çentik
etkisi ortadan kalkacağı için daha dayanıklı olacaktır (Şekil 10.3 b).
Talaş kaldırarak diş açılacaksa
3-İç yüzeye açılan vidalarda kesici takımın (kılavuzun) çıkış hareketini sağlamak için
delik kalemi ile yeterli derinlikte kanal açılmalıdır. Bu durum aynı zamanda kesici
takımın ucunun rahat bir şekilde bitime ulaşmasını da sağlar (Şekil 10.5).
Talaş kaldırmadan diş açılacaksa
İmbus civata
Cıvataları takarken zedelenmesini önlemek, kolay ağızlama yapmasını sağlamak ve aynı
zamanda iyi bir görünüm için uç kısımları yuvarlatılır veya konik yapılır. Cıvata ucu
mercimek değil düz ancak pah kırılarak yapılırsa üretim daha ucuz ve kolay olur.
9
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
10
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
4-Vida dişleri deliğin sonuna kadar açılamaz. Delik bitimi ile vida bitimi arasında yeterli
mesafe olmalıdır (Şekil 10.6).
Bu durum aynı zamanda kesici takımın ucunun rahat bir şekilde bitime ulaşmasını temin
eder (Şekil 10.8).
5-Normal bir cıvatada vida dişi gövdenin sonuna kadar (cıvata başına kadar) açılamaz. Bu
nedenle somun da cıvatanın sonuna kadar vidalanamaz. Şayet somunun dibe kadar
vidalanması gerekiyorsa cıvata gövdesine bir fatura açılır (Şekil 10.7a) ve diş açılmış deliklere
de bir dip faturası yapılır (Şekil 10.7b).
6-Bir vida veya bir delik bileşiyorlarsa, delik çapı vida diş dibi çapından küçük veya ona
eşit olmalıdır. Aksi taktirde parçanın her iki ucundan ayrı ayrı delik açılması ve işlenmesi
gerekir (Şekil 10.9).
11
12
3
11.01.2016
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
7-Vida delikleri kenardan yeterli uzaklıkta açılmalıdır. Aksi taktirde takım tek yönlü
zorlanır ve eğilerek kırılabilir (Şekil 10.10)
9-Bağlama amacı ile kullanılan cıvataların gövdeye veya somuna yeteri kadar
vidalanması gerekir (Şekil 10.12). Vidalama derinliği için vida dişlerindeki yüzey basıncı esas
alınmalıdır. Ancak genel olarak çelik somunlarda H=d, dökme demir somunlarda H=1,5.d ve
alüminyum alaşımlarında H=2.d olarak alınması uygun olur.
Şayet somunu sık sık ayarlamak veya çözmek gerekiyorsa (salmastra cıvatalarında olduğu
gibi), ya somun yüksekliği daha fazla seçilmeli veya cıvata çapı büyütülerek vida taşıma
yüzeyi arttırılmalıdır. Dökme demir somunlar sık sık gevşetme ve sıkıştırma sonucu
bozulacağından bunlardan mümkün olduğunca kaçınılmalıdır.
8-Somunların sıkılması sırasında
oturma yüzeyinin, keskin köşeler
nedeni ile, zedelenmemesi için
somunun iç kısmına vida diş dibine
kadar 120° lik bir havşa açılır
(Şekil 10.11).
13
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
10-Seri üretimde cıvata-somun
çifti yerine, eleman sayısını
azaltmak bakımından, ya
gövdeye vida açılmalı (Şekil
10.13a) veya somun gövdeye
kaynatılmalıdır (Şekil 10.13b
14
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
13-Cıvata başı veya somunun bütün yüzeye tam olarak oturması gerekir. Bunun için:
a)Somun veya cıvata başının oturduğu yüzey pürüzlü veya yumuşak malzemeden ise (hafif
metal, ahşap vb.) sünek çelik malzemeden bir rondela kullanılmalıdır (Şekil 10.16a).
b)Cıvata başı ve somunun temas yüzeyleri eğik ise (örneğin I, L, T vb. profillerin cıvatalı
bağlantılarında olduğu gibi) ya oturma yüzeyi cıvata eksenine dik konumda olacak şekilde
eğik rondela kullanılarak (Şekil 10.16b) veya düzleştirilerek (Şekil 10.16c) cıvata gövdesinin
eğilmesi önlenmelidir.
11-Cıvatanın diş açılmış kısmı yeterli
uzunlukta olmalıdır, aksi taktirde
parçaların sıkıştırılması mümkün
olmaz (Şekil 10.14).
12-Cıvatalar veya saplamalar
vidalı deliğin sonuna kadar
sıkılamaz. Sıkma işleminin
gerçekleşebilmesi için delik
içinde yeterli boyda vida
açılmış olmalıdır (Şekil
10.15).
15
16
4
11.01.2016
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
14-Düşük kalite
malzemeden altıgen başlı
cıvata yerine yüksek kalite
malzemeden, silindirik ve
içten altı köşe başlı (allen)
cıvata ile hacim, malzeme
ve işçilik süresinde
tasarruf sağlanabilir (Şekil
10.17).
15-Cıvata eksenine dik
doğrultuda gelen
kuvvetleri (radyal
kuvvetler) karşılamak
üzere ya faturalı cıvata
(Şekil 10.18a ve b) veya
kesme burcu kullanılır
(Şekil 10.18c). Çünkü
cıvatalar anma çapına
karşılık gelen kesitleri ile
kesilmeye
çalıştırılmamalıdır
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
16-Değişken yüklerin taşınmasında
esnek cıvatalar kullanılarak sisteme ön
gerilme verilmelidir. Böylece esnek
cıvata, sert rondela ve rijit gövde
uygulaması ile yükün genliği düşürülür
ve sürekli mukavemet bölgesinde
kalması temin edilir. Biyel büyük
başının cıvatalı bağlantısı buna örnek
gösterilebilir (Şekil 10.19
17
17-Flanş bağlantılarında
kullanılan malzeme türü,
zorlanma şekli ve montaj
kolaylıkları göz önünde
bulundurularak, cıvata-somun
çifti (Şekil 10.20a), saplamasomun çifti (Şekil 10.20b), karşı
parçanın somun olarak
kullanılması (Şekil 10.20c) ve
uzar (esnek) cıvata kullanılarak
(Şekil 10.20d ve e) kuvvet ve
gerilme yayılışının iyileştirilmesi
mümkündür.
18
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
18-Kapaklarda uygulanan cıvatalı bağlantılar sistemin özeliklerine ve kullanma
kolaylığına göre çeşitli şekillerde seçilir.
Şekil 10.21a da normal cıvata- somun çifti, 10.21b ‘de cıvata-gövde bağlantısı, 10.21c
‘de basınçlı kaplar için esnek (uzar) cıvata ve gövde bağlantısı görülmektedir. Şekil
10.21 d ve e 'de kolay açıp kapama özellikli kapaklar için, kelebekli ve kollu somun
bağlantısı görülmektedir. Kelebekli ve kollu somunlar çok defa mafsallı cıvatalarla
kullanılmaktadır. Yarıklara oturan cıvatanın somunu biraz gevşetilince cıvata yana
yatırılarak bağlantı çözülmüş olur.
19-Sıkma esnasında cıvata veya saplamanın burulmaması için önlem alınmalıdır.
Bunlar:
a)Karşı moment uygulayabilmek için saplama sonu kare kesitli yapılabilir (Şekil a).
b)Somun altına, içine diş açılmış ve dönmeye karşı bir pimle emniyete alınmış bir
altlık konabilir (Şekil b).
c)Cıvata boyuna uygun bir kovan kullanılarak kovan ve cıvataya ince diş açılabilir
(Şekil c).
Kare kesit
19
20
5
11.01.2016
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
20-Montaj esnasında somunun
veya cıvatanın döndürülebilmesi
için anahtar ve el hareketlerinin
serbest olmasına dikkat
edilmelidir (Şekil 10.23).
21-Hareket sahası sınırlı yerlerde, daha
az yer gerektirdiği için, altıgen başlı
cıvatalar yerine silindirik başlı cıvatalar
kullanılmalıdır (Şekil 10.24).
21
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
22-Hafif metal veya dökme demir
gibi malzemelerde vida dişleri
aşınarak kısa zamanda bozulabilir.
Bu gibi yerlerde en uygun çözüm
boydan boya geçen cıvata ve
somun kullanılmasıdır. Bu
olmadığı taktirde saplama
kullanılabilir. Cıvatanın takılıp
sökülmesi ve başlı cıvata
kullanılması zorunlu olan özel
hallerde, döküm parçalara daha
döküm sırasında çelik bir burç
yerleştirilmesi ve vidanın buna
açılması bir ara çözüm olabilir
(Şekil 10.25).
HELICOIL [2]
[2]http://www.boellhoff.com/tr/tr/baglanti-elemanlari/oezel-baglanti-elemanlari/disteknolojisi/helicoil-plus-ile-dis-tamiri.php
22
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
23-Saplamaların yerlerine takılma şekilleri dişlerin zorlanmasında
önemli rol oynar. Normal saplamada ön gerilme, vida bitimi ile
parça arasında oluşturulur (Şekil a). Bu bölgede kırılma tehlikesi
yüksektir. Sürekli mukavemet bakımından faturalı şekil verme pahalı
fakat en uygun çözüm yoludur (Şekil b).
23
24
6
11.01.2016
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
24-Cıvata-somun
bağlantıları her ne kadar
kilitlenmeli (otoblokajlı)
sistemler ise de işletmedeki
değişken zorlanmalar,
sarsıntı ve titreşimler
karşısında gevşeyebilirler.
Bu nedenle cıvatalı
bağlantılarda ek emniyet
önlemleri alınmalıdır.
Bunlardan şekil bağlı
emniyet tertipleri (tertibatı)
somunun konumunu tespit
ederler. Bu amaçla pim (a),
gupilya (b), profilli emniyet
sacları (c,d,e,f,g) ve vidalı pim
(h) gibi elemanlar kullanılır.
25
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
Kuvvet bağlı emniyet tertipleri ise, somun ve cıvata dişleri arasında ek bir gerilme
meydana getirirler (Şekil 10.27) ve bu yüzeyler arasındaki sürtünmeyi artırırlar. Bu
tertiplerden en çok kullanılan yaylı ve tırtıllı rondelalar (a,b,c,d,e,f) somunun altına
26
konur.
CIVATALI BAĞLANTILARIN ŞEKİLLENDİRİLMESİ
27
Ayrıca; emniyet vidası (g), sac kontra somunu (h), yumuşak malzemeden
(genellikle plastikten yapılmış) bilezikli somun (i), yarıklı somun (j), bilezik
şeklinde somun (k) veya iki somundan oluşan kontra somun (I) gibi
sistemler kullanılır.
28
7