6th International Advanced Technologies Symposium (IATS’11), 16-18 May 2011, Elazığ, Turkey
Polipropilen Köpük Malzemenin Mekanik
Özelliklerine ve Hücre Morfolojisine Proses
Şartlarının Etkisinin İncelenmesi
H. Unal and S. H. Yetgin
University of Sakarya, Faculty of Technology, Esentepe Kampüsü, Sakarya/Turkey, unal@sakarya.edu.tr
The investigation of the effect of process
parameters on the mechanical properties and
cell morphology of PP foam materials
Abstract— In this study, the effect of process parameters on
the mechanical properties and microstructure of polypropylene
copolymer (PP-c) foams that produced by injection molding
methods were studied. Processing parameters are as follows;
injection velocity, melting temperature and injection pressure.
The effect of process parameters on average foam density, cell
dimension, cell density, and skin thickness ratio, and impact
strength values were investigated. Foam density and skin layer
thickness decrease with the increase in melt temperature while
cell diameter increases. When the melting temperature of PP
copolymer is increased from 160 to 180oC, it is seen that the
impact strength values reduce significantly.
Keywords—Polymer foam, injection molding, process
parameters, polypropylene, cell structure, mechanical properties.
I. GİRİŞ
öpüklenmiş veya hücresel polimerler, polimer ana matris
içerisinde çok sayıda dağılmış hücrelerin bulunması
nedeni ile yoğunluğun önemli oranda azaltıldığı
malzemeler olarak tanımlanabilir [1]. Polimer esaslı köpük
malzemeler kimyasal veya fiziksel köpük ajanları kullanılarak
farklı üretim yöntemleri kullanılarak üretilebilirler [2-4].
Kimyasal köpük ajanları, proses sıcaklığında bozunarak CO2
ve N2 gibi gazları serbest bırakan katı organik veya inorganik
malzemelerdir. Bozunma sonucunda oluşan katı artıklar
çekirdekleyici gibi davranarak, daha küçük hücre yapısı
oluşmasını sağlarlar. Kimyasal köpük ajanları, gazın ürettiği
reaksiyon tipine ve üretilen gazın tipine bağlı olarak
sınıflandırılabilirler. Gazı üreten reaksiyon enerjiyi absorplar
(endotermik) veya enerjiyi serbest bırakır (egzotermik) [2-3,5].
Polimer köpükler, batch köpüklenme, ekstrüzyon,
enjeksiyon kalıplama, sıkıştırma kalıplama gibi farklı yöntem
kullanılarak üretilebilmektedir [4]. Enjeksiyon kalıplama,
termoplastiklerin büyük bir çoğunluğunun kalıplanabildiği
önemli bir üretim prosesidir [2,5]. Enjeksiyonla köpük
kalıplama prosesi, azalan ağırlık, daha kısa çevrim zamanı ve
yüksek dayanım/ağırlık oranı gibi avantajlar sağlar [4,6].
Fakat, enjeksiyonla köpük kalıplama yönteminde, batch ve
K
ekstrüzyon yöntemlerindeki değişkenlere ilave olarak
enjeksiyon hızı, geri besleme basıncı ve vida adımı gibi
parametrelerde etki etmektedir [2,5,6]. Ergiyik sıcaklığı,
kullanılan köpük ajanı miktarı, vida adımı, enjeksiyon hızı ve
basıncı gibi proses parametrelerindeki değişim enjeksiyon
köpük kalıplama ile üretilen polimer esaslı köpüklerin hücre
morfolojisini ve dolayısıyla mekanik özelliklerini etkiler [7].
Polimer köpük malzemelerin üretimi ve kullanım alanlarının
genişlemesi sebebiyle ayrıca üstün özellikleri nedeniyle son
yıllarda büyük ilgi çekmektedir. Köpüklendirilmemiş
polimerler ile karşılaştırıldığında, polimer esaslı köpük
malzemeler yüksek darbe dayanımı, yüksek tokluk, yüksek
dayanım/ağırlık oranı, yüksek yorulma ömrü ve daha az
malzeme kullanımı, malzemenin hafifliği ve maliyeti gibi daha
iyi özelliklere sahiptir [8]. Farklı üretim prosesleri ve
kullanılan prosesteki değişkenler kullanılarak daha önce
literatürde bazı araştırmacıların bu konuda çalıştıkları
görülmüştür. Yapılan çalışmalarda, proses şartlarının polimer
köpüğün hücre morfolojisine ve mekanik özelliklerine etkisi
araştırılmıştır. Bunlardan bazıları Nam ve arkadaşları [1];
lineer ve dallanmış PP kullanarak ekstrüzyon yöntemi ile
polimer köpük malzeme üretmişler ve proses şartlarının köpük
performansı üzerine etkilerini incelemişlerdir. Kimyasal köpük
ajanı tipi, köpük ajanı miktarı, nozül sıcaklığı, vida dönme hızı
ve ince kesitli kalıbın uzunluk/çap oranı gibi parametrelerin
köpük yoğunluğuna etkilerini araştırmışlardır. Köpük
yoğunluğunu etkileyen en önemli parametrenin, dallanma oranı
olduğunu belirlemişlerdir. Yine benzer şekilde Guo ve
arkadaşları [9]; otomotiv uygulamaları için ticari olarak
kullanılan TPO polimerini enjeksiyon köpük kalıplama
yöntemi ile köpüklendirmişler ve kimyasal köpük ajanı miktarı
ile enjeksiyon hızı, vida adımı, ergiyik sıcaklığı, kalıp
sıcaklığı, geri besleme basıncı gibi enjeksiyon parametrelerinin
yüzey kalitesi üzerine etkilerini incelemişlerdir. Azalan ergiyik
sıcaklığı, kalıp sıcaklığı, kısalan soğuma zamanı ve endotermik
kimyasal köpük ajanı kullanımının yüzey hatalarını azalttığını
belirtmişlerdir. Lee ve arkadaşları [10]; PP, YYPE ve AYPE
gibi poliolefinleri kimyasal köpük ajanı kullanarak ekstrüzyon
yöntemi ile köpüklendirmişlerdir. Soğutma suyunun sıcaklığı,
köpük ajanı miktarı ve polimer reçinenin ergiyik sıcaklığı gibi
ekstrüzyon parametrelerinin köpüklenme derecesine ve hücre
boyutuna olan etkilerini incelemişlerdir. Çalışmanın
201
H. Ünal, S. H. Yetgin
devamında ise moleküler ağırlığın, ergiyik viskozitesinin ve
ergiyik geriliminin gaz kabarcıklarının büyümesine ve
köpüklenme derecesine etkilerini de araştırmışlardır. Guo ve
arkadaşları [6] diğer bir çalışmada ise nanoclay ve maleik
anhidrit aşılı polipropilen (MAH-PP) içeren dallanmış ve
lineer PP köpüklerin hücre yapısı ve özellikleri
incelemişlerdir. Enjeksiyon kalıplama yöntemi ile üretilen PP
ve PP-nanokompozitlerin köpüklenebilirliğini ve kimyasal
köpük ajanı miktarı, vida adımı, geri besleme basıncı,
enjeksiyon hızı, ergiyik sıcaklığı, kalıp sıcaklığı ve farklı
enjeksiyon metotları gibi enjeksiyon parametrelerinin etkilerini
incelemişlerdir. Deneyler sonucunda, artan geri besleme
basıncı altında hücre yoğunluğunun azaldığını belirlemişlerdir.
Benzer şekilde köpük ajanı miktarı ve enjeksiyon hızının
artırılması ile hücre yoğunluğunun arttığını, hücre boyutunun
ise azaldığını tespit etmişlerdir. 16-24 mm arasında değişen
vida adımı uygulamasının sonucunda, dallanmış PP için ideal
vida adımının 16mm, lineer PP için ise 24mm olarak
belirlemişlerdir. Kalıp sıcaklığının azalması ise köpük
yapısının homojenliğini bozmuş ve kabuk tabakası kalınlığının
artmasına sebep olmuştur. Ayrıca, enjeksiyon metodunun
(enjeksiyon giriş durumu) hücre çekirdeklenmesi ve buna bağlı
olarak hücre yapısında önemli etkiye sahip olduğunu
belirtmişlerdir. Chen ve arkadaşları [11]; AYPE ve
metallocene-catalyzed PE (mPE) polimerlerini kimyasal köpük
ajanı kullanarak enjeksiyon köpük kalıplama yöntemi ile
üretmişlerdir. 30-110 µm arasında hücre boyutu ve 105-106
hücre/cm3 hücre yoğunluğu ile kapalı hücreli köpükler elde
etmişlerdir. Enjeksiyon hızının hücre yapısı üzerinde en etkili
parametre olduğunu, enjeksiyon hızının artması ile hücre
yoğunluğunun arttığını hücre boyutunun ise azaldığını tespit
etmişlerdir. Xin ve arkadaşları [4]; kimyasal köpük ajanı
kullanarak enjeksiyon köpük kalıplama ile PP/atık kauçuk tozu
karışımını kullanarak polimer esaslı köpük malzeme
üretmişlerdir. Ergiyik sıcaklığı, enjeksiyon hızı, vida adımı ve
köpük ajanı miktarının elde edilen köpüklerin morfolojik ve
mekanik özelliklerine etkilerini incelemişlerdir. Çalışma
sonucunda, köpük ajanı miktarının hücre boyutu, hücre
yoğunluğu ve çekme dayanımı üzerine en önemli parametre
olduğunu ve köpük kabuk tabakası kalınlığının artmasıyla
çekme dayanımının arttığını belirtmişlerdir. Chien ve
arkadaşları [12]; enjeksiyon köpük kalıplama yöntemi ile PP
köpüklerin
mekaniksel
özelliklerini
ve
kalıplama
karakteristiklerini araştırmışlardır. Enjeksiyon hızı, ergiyik
sıcaklığı, kalıp sıcaklığı ve geri besleme basıncı gibi
parametrelerin, parça ağırlığı ve mekaniksel özelliklere (çekme
dayanımı, eğme dayanımı ve rijitlik) etkilerini incelemişlerdir.
Köpüklenme derecesi üzerine köpük ajanı miktarının ve parça
kalınlığının da etkileri incelemişlerdir. 0.5mm kalınlığındaki
çekme numunelerinde yaklaşık olarak %4 ile %9 oranında
ağırlık azalımı elde edilirken 15mm kalınlığındaki eğme
numunelerinde ağırlık azalımı yaklaşık olarak %43-50
arasında elde edilmiştir. Parça kalınlığının köpüklenme
derecesini belirlemede önemli bir faktör olduğunu
belirtmişlerdir. Artan ergiyik sıcaklığı, kalıp sıcaklığı ve
enjeksiyon hızı ile parça ağırlığı, çekme dayanımı, eğme
dayanımı ve rijitlik azalırken, geri besleme basıncının artması
ile artış göstermiştir. Köpük ajanı miktarının %0.8’ den
%1.6’ya çıkmasıyla mekaniksel özelliklerde azalma
göstermiştir. Lee ve Cha [13]; fiziksel köpük ajanı kullanarak
enjeksiyon köpük kalıplama yöntemi ile %20 talk katkılı PP
köpük malzeme üretmişler ve kabuk tabakası oluşumuna kalıp
sıcaklığı, enjeksiyon akış oranı ve polimer ergiyik sıcaklığının
etkilerini incelemişlerdir. Çalışmaları sonucunda, kabuk
tabakasının kalınlığını etkileyen kritik faktörün kalıp sıcaklığı
olduğunu belirlemişlerdir. Kalıplanmış numunelerin darbe
dayanımları ise özellikle yüksek kalıp sıcaklığından
etkilenmiştir. Cisneros ve arkadaşları [14] ise; kimyasal köpük
ajanı kullanarak enjeksiyon kalıplama yöntemi ile üretilen
YYPE yapısal köpüklerin hücre boyutuna, hücre yoğunluğuna
ve kabuk tabakası kalınlığına farklı kalıp sıcaklığının etkilerini
incelemişlerdir. Köpüklenme sonuçları darbe ve eğme
dayanımları açısından da karakterize edilmiştir. Araştırmaları
sonucunda kalıp sıcaklığının artması ile darbe ve eğme
dayanımları azalırken, toplam kabuk tabakası kalınlığının
artması darbe dayanımını artırmıştır.
Bu deneysel çalışmada, kimyasal köpük ajanı kullanılarak
enjeksiyon köpük kalıplama yöntemi ile polipropilen esaslı
köpük malzemeler üretilmiştir. Enjeksiyon hızı, ergiyik
sıcaklığı ve enjeksiyon basıncı gibi proses parametrelerinin,
elde edilen köpük malzemenin hücre sayısına, hücre boyutuna,
hücreler arası mesafeye, kabuk tabakası kalınlığına, köpük
yoğunluğuna ve darbe dayanımına olan etkileri incelenmiştir.
II. DENEYSEL ÇALIŞMALAR
A. Malzeme
Bu deneysel çalışmada, ExxonMobil Kimya firmasından
temin edilen enjeksiyonla kalıplamaya uygun, otomotiv ve
paketleme endüstrisinde kullanılmaya elverişli 25g/10dak.
(230oC/2.16kg) ergime akış indeksine sahip ve 0.90g/cm3
yoğunluklu PP3374E3 kodlu homopolimer polipropilen (PPH) malzeme kullanılmıştır. Kimyasal köpük ajanı olarak, Tosaf
firmasından temin edilen ekstrüzyon ve enjeksiyon
kalıplamaya uygun endotermik köpük ajanı (Foaming MB-FA
2984 PE) kullanılmıştır. Köpük ajanının bozunma sıcaklığı
yaklaşık olarak 160oC’dir ve toplam bozunma miktarı
130ml/gr’dır. Bozunma sonucunda ise büyük oranda
karbondioksit gazı açığa çıkmaktadır.
B. Karıştırma İşlemi
Granül formundaki polimer ile Masterbatch formundaki
köpük ajanı, homojen bir karışım sağlanması için öncelikle
mekanik olarak karıştırılmıştır. PP homopolimer ana matrisine
kimyasal köpük ajanı miktarı ağırlıkça %1 oranında olacak
şekilde katılmıştır. Karıştırma işlemi öncesi ve sonrası
numunelere herhangi bir kurutma işlemi yapılmamıştır. PP
homopolimer köpük üretimi için ise yine geleneksel tip
enjeksiyon kalıplama makinesi kullanılmıştır. Enjeksiyon
makinesine herhangi bir modifiye işlem uygulanmamıştır.
202
Polipropilen Köpük Malzemenin Mekanik Özelliklerine ve Hücre Morfolojisine Proses Şartlarının Etkisinin İncelenmesi
Öncelikle katkısız PP homopolimer, 110 bar enjeksiyon
basıncı, 100mm/s enjeksiyon hızı, 100 bar ütüleme basıncı
altında toplam çevrim zamanı 40 s olacak şekilde üretilmiştir.
Daha sonra ise ağırlıkça %1 oranında köpük ajanı ilaveli PP
köpük malzemeler üretilmiştir. Üretimde kullanılan enjeksiyon
köpük kalıplama parametreleri ise aşağıdaki Tablo 1’de
verilmiştir.
Tablo 1: Enjeksiyon köpük kalıplama parametreleri.
Enjeksiyon Parametreleri
Sıcaklık
Enjeksiyon basıncı
Enjeksiyon hızı
Soğuma zamanı
Ütüleme hızı
Mal alma basıncı, (sbt)
Birimi
o
C
Bar
mm/s
s
mm/s
Bar
Değerler
160, 170, 180
60, 100
60, 80, 100
10 (sbt)
20 (sbt)
100
C. Mikroyapı ve kabuk tabakası karakterizasyonu
Polipropilen homopolimer esaslı köpük malzemeleri
karakterize etmek için hücre yoğunluğu ve hacimsel genleşme
oranı kullanılmıştır. Köpük yoğunluğu, ASTM D–1622-08
standardına göre belirlenmiştir. Köpüklerin ortalama hücre
çapı, Nikon Eclipse L150A optik mikroskobu ve buna bağlı
olarak çalışan Clemex Vision Lite görüntü analiz programı
kullanılarak hesaplanmıştır. Birim hacimdeki hücre yoğunluğu
( Nf ) ise, literatürde Kumar ve Suh [15] tarafından verilen
Eşitlik 1’deki formül kullanılarak hesaplanmıştır. Burada, ―n‖
optik mikroskopta elde edilen görüntüdeki hücre sayısıdır. A,
optik mikroskopta elde edilen görüntünün alanı ve M ise
büyütme faktörüdür.
n M 2
N f
A
3
2
Köpüksüz üretilen PP homopolimer numunenin
cm3’ündeki hücre sayısı ( N0 ) ise Eşitlik 2 ile hesaplanır.
No
sonuçları Tablo 2’de verilmiştir. Ergiyik sıcaklığının artması
ile hücre çapı %13.5 ve hücreler arası mesafe ise %18.5
oranında artmıştır. Ortalama hücre sayısı ise %13 oranında
azalmıştır. Enjeksiyon basıncının 60bar’dan 100bar’a
çıkarılmasıyla hücre sayısı ortalama %15 oranında artarken,
hücre çapı %16, hücreler arası mesafe ise %9.6 oranında
azalmıştır. Enjeksiyon hızının artması polimer köpüklerin
hücre çapını %17.6, hücreler arası mesafeyi ise %11.8 oranda
azaltmıştır. Enjeksiyon hızına bağlı olarak elde edilen birim
hacimdeki hücre sayısı ise %19.1 oranında artmıştır.
Kullanılan enjeksiyon parametrelerine bağlı olarak hücre
çapının 350-600µm arasında olduğu belirlenmiştir. En düşük
hücre çapı, 343µm ile 160oC ergiyik sıcaklığı, 100 bar
enjeksiyon basıncı ve 100mm/s enjeksiyon hızı kullanıldığı
zaman elde edilmiştir.
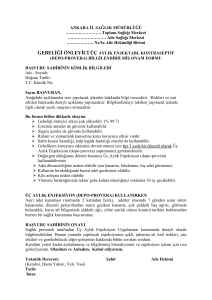
Farklı enjeksiyon hızları altında ergiyik sıcaklığına göre
köpük yoğunluğundaki değişim Şekil 1’de verilmiştir.
Kullanılan diğer parametreler; enjeksiyon basıncı: 60 bar,
ütüleme basıncı: 100bar ve soğuma zamanı: 10s’ dir. Ergiyik
sıcaklığının artması ile polimer köpüklerin yoğunluğunda
azaltma tespit edilmiştir. Katkısız PP polimerinin yoğunluğu
0.91g/cm3 iken köpüklendirme işlemi sonrasında elde edilen
köpük yoğunlukları 0.835-0.850g/cm3 arasında değişmektedir.
Ergiyik sıcaklığı, katkısız PP’e göre yoğunluğu %6.5 oranında
azaltmıştır. Enjeksiyon hızının 60mm/s’den 100mm/s’ye
çıkarılmasıyla köpük yoğunluğunun azaldığı gözlenmiştir.
Nf
(1)
1
(2)
1Vf
Burada, Nf birim hacimdeki hücre yoğunluğunu, Vf
köpükteki yoğunlukta azalma miktarını ifade eder. Kabuk
tabakası kalınlığı ölçümleri, imaj analiz programı yardımıyla
mikroyapı resimlerinden yararlanılarak bulunmuştur.
III. DENEYSEL SONUÇLAR
o
160 ve 180 C ergiyik sıcaklığı, 60 ve 100 bar enjeksiyon
basıncı, 60, 80 ve 100mm/s enjeksiyon hızları kullanılarak
üretilen PP esaslı köpük malzemelerin hücre morfolojisi
Şekil 1. Farklı enjeksiyon hızları altında ergiyik sıcaklığı ve köpük
yoğunluğu arasındaki ilişki (Enjeksiyon basıncı: 60 bar, Ütüleme
basıncı: 100bar ve Soğuma zamanı: 10s).
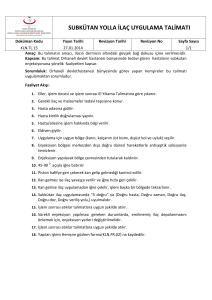
Şekil 2, farklı enjeksiyon hızları kullanılarak ergiyik
sıcaklığı ile hücre çapları arasındaki ilişkiyi göstermektedir.
Kullanılan diğer parametreler; enjeksiyon basıncı: 60 bar,
ütüleme basıncı: 100bar ve soğuma zamanı: 10s’ dir. Şekil
2’de görüldüğü gibi ergiyik sıcaklığının artması ile hücre çapı
artmıştır. Ergiyik sıcaklığının 160oC’den 180oC’ye çıkarılması
203
H. Ünal, S. H. Yetgin
Şekil
2. Farklı enjeksiyon hızları altında ergiyik sıcaklığı ve hücre çapları
arasındaki ilişki (Enjeksiyon basıncı: 60 bar, Ütüleme basıncı: 100bar
ve Soğuma zamanı: 10s).
Ortalama hücre sayısı, n
Ortalama hücre çapı, µm
Hücreler arası mesafe, µm
60
138
552
279
ile 60, 80 ve 100mm/s enjeksiyon hızlarında hücre çapları
sırasıyla, %8.31, %11.72 ve %17.56 oranında artmıştır.
Enjeksiyon hızının artması hücre çapının azaltmasına sebep
olmuştur. Artan enjeksiyon hızı ile çekirdeklenme alanlarının
sayısı artmış ve oluşan hücrelerin çapları azalmıştır. Artan
ergiyik sıcaklığı, hücre çekirdeklenmesini ve hücre boyutunu
etkileyen ergiyik viskozitesini, yüzey gerilimini, difüzyon
oranını ve köpük ajanı tarafından üretilen gaz miktarını etkiler.
Ergiyik sıcaklığının artması ile polimer ergiyikteki hücreler
içerisine gaz difüzyonunu artar. Aynı zamanda yüksek ergiyik
sıcaklığı polimerin ergiyik dayanımını ve yüzey gerilimini
azaltarak hücre büyümesine ve dolayısıyla hücre birleşmesine
yardımcı olur [16].
Tablo 2. Enjeksiyon parametrelerinin köpük morfolojisi üzerine etkisi
Ergiyik Sıcaklığı, oC
160
180
Enjeksiyon Basıncı, bar
60
100
60
Enjeksiyon Hızı, mm/s
80
100
60
80
100
60
80
100
60
158
168
170
174
196
109
144
148
144
512
446
493
396
343
602
546
541
512
238
232
234
218
212
316
304
283
294
100
80
154
494
272
100
178
457
263
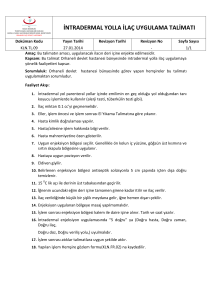
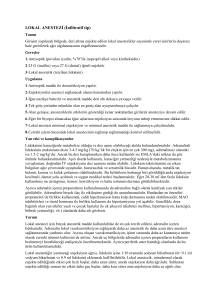
Şekil 3. Ergiyik sıcaklığındaki değişime bağlı olarak elde edilen hücre morfolojisi, a) 160oC ve b) 180oC (Enjeksiyon basıncı: 60 bar, Ütüleme
basıncı: 100bar ve Soğuma zamanı: 10s)
204
Polipropilen Köpük Malzemenin Mekanik Özelliklerine ve Hücre Morfolojisine Proses Şartlarının Etkisinin İncelenmesi
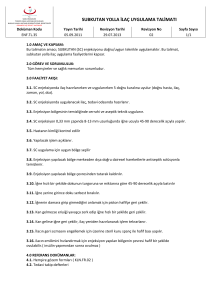
Şekil 4. Farklı enjeksiyon hızları kullanılarak elde edilen köpük yapıları a) 60mm/s ve b) 100mm/s (Enjeksiyon basıncı: 60 bar, Ütüleme
basıncı: 100bar ve Soğuma zamanı: 10s)
Şekil 3’ de enjeksiyonla köpük kalıplama yöntemiyle
üretilen köpük malzemelerin hücre boyutu ve dağılımını
gösteren optik mikroskop görüntüleri verilmiştir. Şekil 3a’da 100mm/s enjeksiyon hızında ve 160oC ergiyik
sıcaklığındaki, Şekil 3-b’ de ise yine 100mm/s enjeksiyon
hızında ve 180oC ergiyik sıcaklığındaki optik mikroskop
görüntüleri verilmiştir. Her iki resimde de açıkça görüldüğü
gibi kapalı hücreli köpük yapısı elde edilmiştir. Ergiyik
sıcaklığının artması ile oluşan hücre sayısının azaldığı ve
hücre çaplarının arttığı görülmektedir.
Şekil 4 (a-b)’ de ise 170oC ergiyik sıcaklığında, 60mm/s
ve 100mm/s enjeksiyon hızları kullanılarak elde edilen
köpük yapıları verilmiştir. Enjeksiyon hızının artması hücre
sayısını önemli oranda artırmıştır. Düşük enjeksiyon hızında
hücreler arası mesafenin fazla olduğu, artan hücre sayısına
bağlı olarak 100mm/s enjeksiyon hızında iki hücre
arasındaki mesafenin kısaldığı belirlenmiştir.
Şekil 5’de farklı enjeksiyon hızları kullanılarak ergiyik
sıcaklığı ve birim hacimde elde edilen hücre yoğunluğu
sonuçları verilmiştir. Kullanılan diğer parametreler;
enjeksiyon basıncı: 60 bar, ütüleme basıncı: 100 bar ve
soğuma zamanı: 10s’ dir. Ergiyik sıcaklığının artması ile
hücre yoğunluğunda azalma gözlenirken, enjeksiyon hızının
artması ile hücre yoğunluğunda önemli oranda bir artma
gözlenmiştir. Farklı enjeksiyon parametreleri kullanılarak
elde edilen köpük malzemelerin hücre yoğunlukları 103
hücre/cm3 civarındadır. Enjeksiyon hızının 60mm/s’ den
100mm/s’ ye çıkması ile hücre yoğunluğu %31 oranında
artmıştır. Ergiyik sıcaklığının artması ile hücre
yoğunluğunda ortalama %18 oranında azaltma tespit
edilmiştir. En yüksek hücre yoğunluğu 160oC ergiyik
sıcaklığı ve 100mm/s enjeksiyon hızında elde edilmiştir.
Bilindiği gibi hücre yoğunluğu, polimer ergiyik içerisindeki
hücre çekirdeklenme oranı ile ilişkilidir. Kimyasal köpük
ajanının bozunması ile küçük katı artıklar meydana gelir. Bu
artıklar çekirdeklenme alanlarının sayısını artırır ve kararlı
çekirdek elde etmek için gerekli olan aktivasyon enerjisini
azaltır. Ergiyik sıcaklığı, kalıp içerisindeki ergiyik polimerin
viskozitesini ve sıcaklığını etkiler. Yüzey gerilimi ve
aktivasyon enerjisi artarak hücre çekirdeklenme oranı
yükselir. Ergiyik sıcaklığı ise köpük ajanı bozunma
miktarını artırır ve düşük viskozite ve basınç azalımına
sebep olur. Buna bağlı olarak çekirdeklenme oranı azalır
[16].
Şekil 6’da 60 mm/s, 80 mm/s ve 100mm/s gibi farklı
enjeksiyon hızları kullanılarak, ergiyik sıcaklığındaki
değişime göre köpük numunelerde elde edilen toplam kabuk
tabakası kalınlığı sonuçları verilmiştir. Kullanılan diğer
parametreler; enjeksiyon basıncı: 60 bar, ütüleme basıncı:
100 bar ve soğuma zamanı: 10s’ dir. Ergiyik sıcaklığının
artması toplam kabuk tabakası kalınlığının azaltmasına
sebep olmuştur. Farklı enjeksiyon parametreleri kullanılarak
elde edilen köpük tabakası kalınlıkları 2550 ile 2750µm
arasında olduğu belirlenmiştir. Enjeksiyon hızının artması
ile kabuk tabakası kalınlığında azaltmaya sebep olmuştur.
Şekil 5. Farklı enjeksiyon hızları altında ergiyik sıcaklığı ve hücre
yoğunluğu arasındaki ilişki (Enjeksiyon basıncı: 60 bar, Ütüleme
basıncı: 100bar ve Soğuma zamanı: 10s).
205
H. Ünal, S. H. Yetgin
En düşük tabaka kalınlığı 180oC ergiyik sıcaklığı ve 100
mm/s enjeksiyon hızında elde edilmiştir. Ergiyik polimer ve
kalıp duvarları arasındaki ısı transferi ve sıcaklık dağılımı,
proses şartlarındaki değişim ile yakından ilişkilidir [8].
Ergiyik sıcaklığı arttığında oluşan sıcaklık farklılığındaki
artış, ısı transfer oranını artırır ve daha kalın kabuk tabakası
oluşur. Diğer yandan, daha ince kabuk oluşumu için ergiyik
sıcaklığının yüksek olması tercih edilir. Ergiyik sıcaklığının
artması ergiyik viskozitesini azaltır ve polimer katılaşmadan
daha fazla hücre çekirdeklenmesine ve büyümesine izin
verir. Yüksek ergiyik sıcaklığı, ergiyik polimerin merkezi ve
kalıp duvarı yakınındaki kısımları arasında sıcaklık
eğiminde artışa sebep olur (ergiyik polimer içerisinde düşük
ısı transfer oranı nedeniyle). Kalıp duvarı kısmındaki
donmuş tabakanın düşük termal iletkenliği ısı transferini
azaltır ve daha fazla hücre çekirdeklenmesine ve
büyümesine sebep olarak kabuk tabakası kalınlığını azaltır
[16].
Şekil 7’ de ise ergiyik sıcaklığı ve darbe dayanımı
arasındaki ilişki verilmektedir. Katkısız PP’nin darbe
dayanımı 15.5 kJ/m2 iken köpük numunelerin darbe
dayanımlarının 13.8-15.6
kJ/m2 arasında olduğu
belirlenmiştir. Ergiyik sıcaklığının ve enjeksiyon hızın
artması ile darbe dayanımı azalmıştır. Bu sonuç, kabuk
tabakası kalınlığının azalması ile ilişkilidir. Şekil 6’ da
görüldüğü gibi ergiyik sıcaklığına bağlı olarak azalan kabuk
tabakası kalınlığı köpük numunelerin darbe dayanımını
etkilemiştir. Kabuk tabakasının azalması ile birim alandaki
malzeme miktarı azaldığından köpüğün darbe dayanımı
azalmaktadır. Bu elde edilen sonuçlar, daha önce
lişteratürde Xin [4]ve Wong [17] tarafından yapılan
enjeksiyon kalıplanmış termoplastik poliolefin hücresel
köpük malzemelerdeki elde edilen sonuçlar ile benzerlikler
göstermektedir.
III. SONUÇLAR
Ergiyik sıcaklığının artması ile hücre çapı %13.5 ve
hücreler arası mesafe %18.5 oranında artarken ortalama
hücre sayısı ise %13 oranında azalmıştır.
Kullanılan enjeksiyon parametrelerine bağlı olarak hücre
çapının yaklaşık olarak 350-600µm arasında olduğu
belirlenmiştir. En düşük hücre çapı, 343µm ile 160oC
ergiyik sıcaklığı, 100 bar enjeksiyon basıncı ve 100mm/s
enjeksiyon hızı kullanıldığı zaman elde edilmiştir.
Katkısız PP polimerinin yoğunluğu 0.91g/cm3 iken köpük
PP üretimi sonunda elde edilen köpük yoğunlukları 0.8350.850g/cm3 arasında değişmektedir.
Ergiyik sıcaklığının 160oC’den 180oC’ye çıkarılması ile
60, 80 ve 100mm/s enjeksiyon hızlarında hücre çapları
sırasıyla, %8.31, %11.72 ve %17.56 oranında artmıştır.
Enjeksiyon hızının artması ile hücre çapında azaltma tespit
edilmiştir.
Enjeksiyon hızının artması ile hücre sayısında önemli bir
artış tespit edilmiştir. Düşük enjeksiyon hızında hücreler
arası mesafenin fazla olduğu, artan hücre sayısına bağlı
olarak da 100mm/s enjeksiyon hızında iki hücre arasındaki
mesafenin ise azaldığı belirlenmiştir.
Ergiyik sıcaklığının artması, hücre yoğunluğunda
azalmaya sebep olurken, enjeksiyon hızının artması ise
hücre yoğunluğunu önemli oranda artmasına sebep
olmuştur. En yüksek hücre yoğunluğu 160oC ergiyik
sıcaklığı ve 100mm/s enjeksiyon hızında elde edilmiştir.
Farklı enjeksiyon parametreleri kullanılarak elde edilen
köpük tabaka kalınlıkları 2550 ile 2750µm arasında olduğu
belirlenmiş olup, en düşük tabaka kalınlığı ise180oC ergiyik
sıcaklığı ve 100mm/s enjeksiyon hızında elde edilmiştir.
Katkısız PP’nin darbe dayanımı 15.5 kJ/m2 iken, köpük
numunelerin darbe dayanımlarının 13.8-15.6 kJ/m2 arasında
olduğu belirlenmiştir. Elde edilen verilerden ergiyik
sıcaklığının ve enjeksiyon hızın artması ile darbe
dayanımında azalma olduğu gözlenmiştir.
Şekil 6. Farklı enjeksiyon hızları altında ergiyik sıcaklığı ve kabuk
tabakası kalınlığı arasındaki ilişki (Enjeksiyon basıncı: 60 bar,
Ütüleme basıncı: 100bar ve Soğuma zamanı: 10s).
Şekil 7. Farklı enjeksiyon hızları altında ergiyik sıcaklığı darbe
dayanımı arasındaki ilişki (Enjeksiyon basıncı: 60 bar, Ütüleme
basıncı: 100bar ve Soğuma zamanı: 10s).
206
Polipropilen Köpük Malzemenin Mekanik Özelliklerine ve Hücre Morfolojisine Proses Şartlarının Etkisinin İncelenmesi
[17] S. Wong, J.W.S. Lee, H.E. Naguib and C.B. Park, ―Effect of
processing parameters on the mechanical properties of injection
molded thermoplastic polyolefin (TPO) cellular foams‖ , Macromol.
Mater. Eng., vol. 293, no, 7, pp. 605-613, 2008.
TEŞEKKÜR
Bu deneysel çalışma, Sakarya Üniversitesi, Bilimsel
Araştırma Projeleri (BAPK) tarafından (2008-50-02007’nolu) proje kapsamında desteklenmektedir. Bu
destekten dolayı yazarlar Sakarya Üniversitesi, Bilimsel
Araştırma Projeleri Komisyon Başkanlığına çok teşekkür
eder.
REFERANSLAR
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
[12]
[13]
[14]
[15]
[16]
G. J. Nam, J. H. Yoo and J. W. Lee, ―Effect of Long-Chain
Branches of Polypropylene on Rheological Properties and FoamExtrusion Performances‖, Journal of Applied Polymer Science, vol.
96, pp.1793–1800, 2005.
A. K. Bledzki and O. Faruk, ―Injection moulded microcellular wood
fibre–polypropylene composites‖, Composites: Part A, vol. 37, pp.
1358–1367, 2006.
A. K. Bledzkı and O. Faruk, ―Microcellular Injection Molded Wood
Fiber–PP Composites: Part I – Effect of Chemical Foaming Agent
Content on Cell Morphology and Physico-mechanical Properties‖,
Journal of Cellular Plastics, vol. 42, pp. 63-76, January 2006.
Z. X. Xin, Z. X. Zhang, K. Pal, J. U. Byeon, S. H. Lee, J. K. Kim,
―Study of Microcellular Injection-Molded Polypropylene/Waste
Ground Rubber Tire Powder Blend‖, Materials and Design, vol. 31,
pp. 589–593, 2010.
A. K. Bledzki, O. Faruk, ―Effects of the Chemical Foaming Agents,
Injection Parameters, and Melt-Flow Index on the Microstructure
and Mechanical Properties of Microcellular Injection-Molded
Wood-Fiber/Polypropylene Composites‖, Journal of Applied
Polymer Science, vol. 97, pp. 1090–1096, 2005.
M. C. Guo, M. C. Heuzey and P. J. Carreau, ―Cell Structure and
Dynamic Properties of Injection Molded Polypropylene Foams,‖
Polymer Engineering and Science, pp. 1070-1081, 2007.
H. Kharbas, P. Nelson, M. Yuan, S. Gong, L.S. Turng and R.
Spındler, ―Effects of Nano-Fillers and Process Conditions on the
Microstructure and Mechanical Properties of MicroceIIular
Injection Molded Polyamide Nanocornposites‖, Polymer
Composites, , vol. 24, no. 6, pp. 655-671, December 2003.
C. Jo and H. E. Naguıb, ―Effect of Nanoclay and Foaming
Conditions on the Mechanical Properties of HDPE–Clay
Nanocomposite Foams‖, Journal of Cellular Plastics, vol. 43, pp.
111-,121, March 2007
M. C. Guo, A. Santonı, M. C. Heuzey and P. J. Carreau,
―Occurrence of Surface Defects in TPO Injected Foam Parts‖,
Journal of Cellular Plastics, vol. 43, pp. 273-, 296, July/September
2007.
C. H. Lee, K. J. Lee, H. G. Jeong and S. W. Kım, ―Growth of Gas
Bubbles in the Foam Extrusion Process‖, Advances in Polymer
Technology, vol. 19, no. 2, pp. 97–112, 2000.
X. Chen, M. C. Heuzey, and P.J. Carreau, ―Rheological Properties
of Injection Molded LDPE and mPE Foams‖, Polymer Engineering
and Science, vol. 44, no. 11, pp. 2158-2164, November 2004.
R. D. Chıen, S. C. Chen, P. H. Lee and J. S. Huang, ―Study on the
Molding Characteristics and Mechanical Properties of Injectionmolded Foaming Polypropylene Parts‖, Journal of Reinforced
Plastics and Composites, vol. 23, no. 4, pp. 429-444, 2004.
J. J. Lee and S. W. Cha, ―Influence of Mould Temperature on the
Thickness of a Skin Layer and Impact Strength in the Microcellular
Injection Moulding Process,‖ Cellular Polymers, vol. 24, no. 5,
pp.279-297, 2005.
C. T. Cısneros, R. G. Nunez and D. Rodrıgue, ―Effect of Mold
Temperature on Morphology and Mechanical Properties of Injection
Molded HDPE Structural Foams‖, Journal of Cellular Plastics,
vol. 44, pp. 223-237, May 2008.
V. Kumar and N.P. Suh, ―A process for making microcellular
thermoplastic parts‖, Polym. Eng. Sci., vol. 30, pp. 1323–1329,
1990.
M. R. Barzegari and D. Rodrigue, ―The Effect of Injection Molding
Conditions on the Morphology of Polymer Structural Foams‖,
Polymer Engineering and Science, pp. 949-959, 2009.
207