OERLIKON KAYNAK ELEKTRODLARI VE SANAYø A.ù.
Kullanma Kılavuzu
CITIG 1700 DC
İÇİNDEKİLER
GÜVENLİK KURALLARI.............................................................................................................................
i
GÜVENLİK BİLGİLERİNİN TANIMLANMASI
Bu semboller potansiyel tehlikelerin tanımlanmasında kullanılır. Bu kılavuzda ne zaman bir güvenlik sembolü görüldüğünde
bir yaralanma riski olduğu anlaşılmalı ve takip eden açıklamalar dikkatlice okunarak olası tehlikeler engellenebilir. Kaynak
işlemi sırasında operatörler dışındaki diğer kişileri, özelliklede çocukları çalışma sahasından uzak tutmalıdır.
GÜVENLİK UYARILARININ KAVRANMASI
Kullanım kılavuzunu ve makine üzerindeki etiket ve güvenlik uyarılarını dikkatli bir şekilde okuyunuz:
• Makine üzerindeki uyarı etiketlerinin iyi durumda olduğundan emin olunuz. Eksik ve hasarlı etiketleri değiştiriniz.
• Makinenin nasıl çalıştırıldığını kontrollerinin doğru bir şekilde nasıl yapılacağını öğrenin.
• Makinenizin uygun çalışma ortamlarında kullanınız. Uygunsuz modifikasyonlar makinenizin güvenli çalışmasına ve
ömrüne olumsuz etki eder.
ELEKTROMAGNETİK EMİLSYON İLE İLGİLİ TAVSİYELER..................................................................
iv
1.0
TEKNİK AÇIKLAMALAR.................................................................................................................
1
1.1
TANIM.......................................................................................................................................
1
TEKNİK VERİLER / ÜRÜN ETİKETİ..............................................................................................
1
2.1
AKSESUARLAR.........................................................................................................................
1
2.2
DEVREDE KALMA / AŞIRI ISINMA.......................................................................................
1
2.3
VOLT AMPER EĞRİSİ..............................................................................................................
1
KURULUM.........................................................................................................................................
1
3.1
MAKİNENİN ŞEBEKEYE BAĞLANMASI...............................................................................
1
3.2
MAKİNENİN TAŞINMASI.......................................................................................................
1
3.3
MAKİNENİN ELEKTROD KAYNAĞI İÇİN HAZIRLANMASI............................................
1
3.4
MAKİNENİN TİG KAYNAĞI İÇİN HAZIRLANMASI...........................................................
2
FONKSİYONLAR..............................................................................................................................
2
4.1
ÖN YÜZ.....................................................................................................................................
2
5.0
KAYNAK PARAMETRELERİNİN AYARLANMASI..........................................................................
2
6.0
TİG KAYNAK PARAMETRELERİNİN AYARLANMASI..................................................................
4
6.1
FONKSİYON TUŞLARI............................................................................................................
4
7.0
OTOMATİK TETİK FONKSİYONUNUN İŞLEVİ...........................................................................
6
8.0
KAYNAK PROGRAMLARININ İŞLEVİ............................................................................................
6
9.0
UZAKTAN KUMANDANIN KULLANIMI.......................................................................................
6
10.0
BAKIM................................................................................................................................................
6
11.0
BASİT ARIZA VE SORUNLARIN GİDERİLMESİ............................................................................
6
YEDEK PARÇA LİSTESİ...............................................................................................................................
7
DEVRE ŞEMASI............................................................................................................................................
9
2.0
3.0
4.0
CITIG 1700 DC
GÜVENLİK KURALLARI
ELEKTRİK ÇARPMALARI ÖLDÜREBİLİR
Kurulum prosedürlerinin ulusal elektrik standartlarına ve diğer ilgili yönetmeliklere uygun olduğundan emin olun ve
makinenin yetkili kişiler tarafından kurulmasını sağlayın.
•
Kuru ve sağlam izolasyonlu eldiven ve iş önlüğü giyin. Elektroda çıplak elle dokunmayın.
Islak ya da hasar görmüş eldiven ve iş önlüklerini kesinlikle kullanmayın.
•
Elektrik taşıyan parçalara kesinlikle dokunmayın.
•
Eğer çalışma yüzeyine, zemine ya da başka bir makineye bağlı elektrodla temas halindeyseniz kesinlikle diğer elektroda dokunmayın.
•
Çalışma yüzeyinden ve zeminden kendinizi izole ederek olası muhtemel elektrik şoklarından korunabilirsiniz. Çalıştığınız zemini ya da çalışma yüzeyini kaplayarak sizinle direk
temasını engelleyecek kadar büyük, yanmayan, kuru izolasyon malzemeleri kullanın (kuru
ve hasarsız tahta, kontrplak, kauçuk vb.).
•
Tek bir kaynak makinesine birden fazla elektrod ya da çalışma kablosu kesinlikle bağlamayın.
•
Makineyi kullanmadığınız durumlarda kapalı tutun.
•
Makine üzerinde çalışmaya başlamadan önce tüm güç bağlantılarını ve/veya bağlantı fişlerini çıkartın. Sık aralıklarla güç kablolarını olası hasarlara karşı kontrol edin. Herhangi bir
hasar tespit edildiğinde ya da izolasyonsuz bir kablo görüldüğünde derhal tamir edin ve /
veya değiştirin. Elektrik hattının topraklamasının doğru yapıldığından emin olun.
DUMAN VE GAZLAR SAĞLIĞINIZ İÇİN ZARARLI OLABİLİR
Kaynak ve kesme işlemi yapılırken çıkan duman ve gazın uzun süre solunması tehlikeli ve yasaktır.
• Gözlerde, burunda ve boğazda meydana gelen yanma hissi ve tahrişler, yetersiz havalandırmanın belirtileridir. Böyle bir durumla karşılaşıldığı zaman derhal havalandırmayı
arttırın, sorunun devam etmesi halinde kaynak işlemini durdurun.
•
Çalışma alanında doğal ya da suni bir havalandırma sistemi oluşturun.
•
Kaynak, kesme işlemi yapılan yerlerde yeterli bir duman emme sistemi kullanın, gerekiyorsa tüm atölyede biriken duman ve gazları dışarıya atabilecek bir sistem kurun, deşarj
esnasında çevreyi kirletmemek için uygun bir filtrasyon sistemi kullanın.
•
Dar ve kapalı alanlarda çalışıyorsanız veya kurşun, berilyum, kadmiyum, çinko, çinko
kaplı ya da boyalı malzemelerin kaynağını yapıyorsanız, yukarıdaki önlemlere ilave olarak temiz hava sağlayan maskeler kullanın.
•
Küçük hacimli kapalı alanlarda mutlaka başka bir kişinin eşliğinde kaynak yapın. Mümkün olduğu kadar bu tarz kapalı yerlerde kaynak yapmaktan kaçının. Gaz tüpleri ayrı bir
bölgede gruplandırılmışlarsa buraların iyi havalanmasını sağlayın, gaz tüpleri kullanımda
değilken ana vanalarını kapalı tutun, gaz kaçaklarına dikkat edin.
•
Argon gibi koruyucu gazlar havadan daha yoğundurlar ve kapalı alanlarda kullanıldıkları
takdirde havanın yerine solunabilirler, bu da sağlığınız için tehlikelidir.
•
Kaynak işlemlerini yağlama veya boyama işlemlerinde açığa çıkan klorlu hidrokarbon
buharlarının olduğu ortamlarda yapmayın.
ARK IŞIĞI GÖZLERİNİZE VE CİLDİNİZE ZARAR VEREBİLİR
•
•
•
Gözlerinizi ve yüzünüzü korumak için uygun koruyucu maske ile ona uygun (TS EN 379
göre 4 ila13) cam filtre kullanın.
Vücudunuzun diğer çıplak kalan yerlerini (kollar, boyun, kulaklar, vb.) uygun koruyucu
giysilerle bu ışınlardan koruyun.
Çevrenizdeki kişilerin ark ışınlarından ve sıcak metallerden zarar görmemeleri için çalışma
alanınızı göz hizasından yüksek, aleve dayanıklı paravanlarla çevirin ve uyarı levhaları asın.
i
GÜVENLİK KURALLARI
SIÇRAYAN METAL PARÇALARI GÖZLERİNİZİ YARALAYABİLİR
Kaynak yapmak, yüzey taşlamak, fırçalamak gibi işlemler kıvılcımlara ve metal parçacıklarının sıçramasında neden olur. Bu
nedenle oluşabilecek yaralanmaları önlemek için kaynak maskesinin altına onaylanmış kenar korumalıkları olan koruyucu iş
gözlükleri takmalısınız.
GÜRÜLTÜ DUYMA YETENEĞİNİZE ZARAR VEREBİLİR
Bazı ekipman ve işlemlerin oluşturacağı gürültü duyma yeteneğinize zarar verebilir.
•
Eğer gürültü seviyesi yüksek ise onaylanmış kulak koruyucularını takmalısınız.
SICAK PARÇALAR AĞIR YANIKLARA NEDEN OLABİLİR.
•
Sıcak parçalara çıplak el ile dokunmayınız.
•
Makinenin parçaları üzerinde çalışmadan önce soğumaları için gerekli sürenin geçmesini bekleyin.
HAREKETLİ PARÇALAR YARALANMALARA YOL AÇABLİR
•
Hareket halinde olan nesnelerden uzak durun.
•
Makine ve cihazlara ait tüm kapak, panel, kapı, vb. koruyucuları kapalı ve kilitli tutun.
•
Ağır cisimlerin düşme olasılığına karşı metal burunlu ayakkabı giyin.
KÜÇÜK ve KAPALI ALANLARDA KAYNAK
•
Küçük hacimli , kapalı alanlarda mutlaka bir başka kişi eşliğinde kaynak ve kesme işlemlerini yapın.
•
Mümkün olduğu kadar bu tarz kapalı yerlerde kaynak ve kesme işlemleri yapmaktan kaçının.
KAYNAK TELİ YARALANMALARA YOL AÇABİLİR
•
Kaynak teli sargısını boşaltırken torcu vücudun herhangi bir bölümüne, diğer kişilere ya da herhangi bir metale doğru
tutmayın.
•
Kaynak telini makaradan elle açarken, özellikle ince çaplarda tel,yay gibi elinizden kurtulabilir, size veya çevrenizdeki
diğer kişilere zarar verebilir, bu işlemi yaparken özellikle gözlerinizi ve yüzünüzü koruyun, yakın çevrenizde başkalarının
bulunmamasına dikkat edin.
KAYNAK İŞLEMİ YANGINLARA VE PATLAMALARA YOL AÇABİLİR
•
Yanıcı maddelere yakın yerlerde kesinlikle kaynak yapmayın, yangın çıkabilir veya patlamalara neden olabilirsiniz. Kaynak işlemine başlamadan önce bu maddeleri ortamdan uzaklaştırın veya üzerlerini yanmalarını/harlamalarını önleyici koruyucu örtülerle örtün.
•
Tamamen kapalı tüplere ya da borulara kaynak ve kesme işlemi uygulamayın.
•
Tüp gibi kapalı kaplara kaynak işlemi uygulamadan önce bunları açın, tamamıyla boşaltıp
temizleyin. Bu tip yerlerde yapacağınız kaynak işlemlerinde mümkün olan en büyük dikkati
gösterin.
•
İçinde daha önce, patlama, yangın ya da diğer tepkimelere neden olabilecek maddeler bulunan tüp ve borulara boş dahi olsalar kaynak işlemi uygulamayın.
•
Kaynak ekipmanları ısınırlar dolayısı ile kesinlikle kolay yanabilecek yüzeylerin üzerine yerleştirmeyin.
•
Kaynak kıvılcımları yangına sebep olabilir. Bu nedenle yangın söndürücü tüp, su, kum gibi
malzemeleri kolay ulaşabileceğiniz yerlerde bulundurun.
•
Kaynak ve kesme işlemlerinde kullanılan ve özellikle yanıcı, patlayıcı ve basınçlı gaz devreleri üzerinde geri tepme ventilleri, gaz regülatörleri ve vanalarının bulundurulmasına ve
bunların periyodik kontrollerinin yapılıp sağlıklı çalışmasına özen gösterin.
ii
GÜVENLİK KURALLARI
DÜŞEN PARÇALAR YARALANMALARA NEDEN OLABİLİR
Güç kaynağının ya da diğer ekipmanların doğru konuşlandırılmaması, kişilerde ciddi yaralanmalara ve diğer nesnelerde de
maddi hasara neden olabilir.
•
Güç kaynağının yerini değiştirirken her zaman tutamakları veya taşıma halkalarını kullanın. Asla torç, kablo veya hortumlardan çekmeyin. Gaz tüplerini mutlaka ayrı taşıyın.
•
Kaynak ve kesme ekipmanlarını taşımadan önce tüm ara bağlantılarını sökün, ayrı ayrı olmak üzere, küçük olanları saplarından, büyükleri ise ya taşıma halkalarından ya da forklift gibi uygun kaldırma ekipmanları kullanarak kaldırın.
•
Makinenizi düşmeyecek veya devrilmeyecek şekilde, eğimsiz platformlara ve malzeme akışına engel olmayacak, kablo ve
hortumlara takılma riskinin oluşmayacağı ölü ancak basık ve kapalı olmayan, rahat havalandırılabilecek, tozsuz alanlara
yerleştirmeye gayret edin. Gaz tüplerinin devrilmemesi için seyyar makinelerde makinenin arkasına, sabit yerlerde ise
duvara zincirle bağlayın.
•
Operatörlerin makine üzerindeki ayarlara ve bağlantılara kolayca ulaşmasını sağlayın.
MAKİNE ve APARATLARA YETKİSİZ KİŞİLER TARAFINDAN BAKIM
YAPILMASI YARALANMALARA NEDEN OLABİLİR
•
Elektrikli cihazlar yetkisiz kişilere tamir ettirilmemelidir. Burada yapılabilecek hatalar kullanımda ciddi yaralanmalara
veya ölümlere neden olabilir.
•
Gaz devresi elemanları basınç altında çalışmaktadır; yetkisiz kişiler tarafından verilen servisler sonucunda patlamalar
olabilir, kullanıcılar ciddi şekilde yaralanabilir.
AŞIRI KULLANIM MAKİNENİN AŞIRI ISINMASINA NEDEN OLUR
•
Devrede kalma oranlarına göre makinenin soğumasına müsaade edin.
•
Akımı veya devrede kalma oranını tekrar kaynağa başlamadan önce düşürün.
•
Havalandırma girişlerinin önünü kapamayın.
•
Havalandırma girişlerine filtre koymayın.
ARK KAYNAĞI ELEKTROMANYETİK PARAZİTE NEDEN OLABİLİR
•
Kaynak ve Kesme işleminden oluşabilecek elektromanyetik enerji hassas elektronik cihazlarınızda (bilgisayar ve bilgisayar kontrollü cihazlar –örnek:robot-) parazite neden olabilir.
•
Kaynak bölgesinin elektromanyetik uyumluluğa (EMC) uygun olduğundan emin olun.
•
Olası parazitlenmeleri, etkilenmeleri azaltmak için; kaynak kablolarının mümkün olduğunca kısa, birbirine yakın ve
aşağıda tutulmasına (zemin gibi) dikkat edin.
•
Olası EMC hasarlarını engellemek için kaynak işlemlerinizi hassas elektronik cihazlarınızdan mümkün olduğunca uzakta (100 m) gerçekleştirin.
•
Kaynak Kesme makinenizin kılavuza uygun şekilde kurulup yerleştirildiğinden emin olun.
•
Eğer herhangi bir parazit, girişim oluşuyorsa; kullanıcı korumalı (zırhlı) kablo kullanımı, kaynak makinesinin başka bir
yere taşınması, filtre kullanımı veya çalışma alanının EMC açısından korunmaya alınması gibi ekstra önlemler almalıdır.
STATİK ELEKTRİK ELEKTRONİK KARTLARA HASAR VEREBİLİR.
•
Kart ve benzeri parçalara dokunmadan önce topraklama bantlarını bileğinize takın.
•
Kartların depolanmasında, yollanmasında, kutulanmasında veya taşınmasında uygun anti statik poşetler kullanın.
KILAVUZDA YER ALAN TÜM
GÜVENLİK KURALLARINA UYUN.
iii
ELEKTROMAGNETIK EMISYON İLE İLGİLİ TAVSİYELER
EMİSYON AZALTMAYA YÖNELİK TAVSİYELER
•
Kaynak ve kesme makineleri profesyonel ve endüstriyel koşullarda çalışmak için tasarlanmıştır, diğer kullanım alanları
için üretici firmaya başvurun.
•
Kullanıcı, makinenin montajını ve kullanımını kullanma kılavuzuna uygun şekilde yapmaktan sorumludur. Eğer elektromanyetik bir arıza gözlenirse, sorunu imalatçıdan teknik yardım alarak çözmek kullanıcının sorumluluğu altındadır.
Bazı durumlarda bu sorun kaynak devresini topraklamak kadar basit olabileceği gibi bazı durumlarda da güç kaynağına
ve giriş filtrelerine elektromanyetik perdeleme uygulamayı kapsayabilir. Bütün durumlarda elektromanyetik bozulmalar
herhangi bir sorun yaratmayacak seviyeye ulaşıncaya kadar azaltılmalıdır.
•
Güvenlik nedenlerine bağlı olarak kaynak devresinin topraklanıp topraklanmaması kararı yetkili kişilerce verilmelidir.
Sakatlanma riskini arttırmayacak şekilde uygulanmalıdır. Örneğin paralel kaynak akımı dönüş yollarına izin verilmesi
diğer cihazların topraklamalarına zarar verebilir.
•
Kaynak makineleri evler gibi yaşam mahallerinde kullanıldıkları takdirde ekstra güvenlik önlemleri alınmalıdır.
•
Kaynak makineleri ile uyumlu bir ortamda çalışmak için özel ölçümler yapılmalı, ark başlangıcı ve stabilizasyonu için
yüksek frekans ölçümü yapılmalı ve bu ölçümler için zırhlı kablo kullanılmalıdır. Robot, bilgisayar ve diğer elektrikli ve
elektronik ekipmanların kaynak makineleri ile bağlantı için üretici firmadan teknik yardım alınmalıdır.
MAKİNE ÇEVRESİNDEKİ ELEKTROMANYETİK ALANIN DEĞERLENDİRİLMESİYLE İLGİLİ
TAVSİYELER
Kaynak ve kesme makinelerini yerleştirmeden önce çevredeki potansiyel elektromanyetik problemlere dikkat edin. Bunun
için aşağıdaki oluşumları gözden geçirin, gerekli hallerde çalışma saatlerinizi bunlarla çakışmayacak şekilde ayarlayın.
•
Kaynak makinelerinin altında, üstünde ve yakınında olan diğer güç kabloları, kumanda kabloları, sinyalizasyon ve telefon kabloları.
•
Radyo, televizyon verici ve alıcıları.
•
Bilgisayar ve diğer kontrol cihazları.
•
Kritik emniyet cihazları.
•
İnsan sağlığı ile ilgili, örneğin kalp atışlarını düzenleyen cihazlar, kalp pilleri, işitmeye yardımcı cihazlar, vb. cihaz ve
aparatların bulunabilirliği.
•
Kalibrasyon ve ölçüm yapılan cihazlar.
•
Ekipmanların çevresiyle olan bağlantıları. Kullanıcının kaynak makinesinin diğer ekipmanlara uyumlu olduğundan
emin olması gerekmektedir. Böyle durumlarda ekstra güvenlik ölçümleri gerekebilir.
iv
TEKNİK BİLGİLER
1.0
TEKNİK AÇIKLAMALAR
1.1
TANIM
CITIG 1700 DC, kaynak işlemi için, invertör teknolojisini kullanan modern bir doğru akım güç kaynağına sahiptir.
Bu özel teknoloji sayesinde kaynak makinesi daha kullanışlı,
daha küçük, daha hafif ve daha verimli hale gelmiştir. Makinenin ayarlanabilme kabiliyeti, verimliliği ve enerji tüketimi
onu örtülü elektrod ve TİG kaynağı için onu mükemmel bir
kaynak makinesi haline getirmektedir.
2.0
TEKNİK VERİLER
ÜRÜN ETİKETİ
3.0
!
ELEKTROD
Şebeke Gerilimi (1 Faz)
TİG
230 V
50 Hz / 60 Hz
Efektif Tüketim
16 A
13 A
Maksimum Tüketim
31 A
22 A
ELEKTROD
Boşta Çalışma Gerilimi
MAKİNENİN ŞEBEKEYE BAĞLANMASI
Kaynak işlemi sırasında güç kaynağının kapatılması kaynak makinesinin ekipmanlarına ciddi hasar
verebilir.
Kaynak makinesi üzerinde herhangi bir fiş olmadan ambalajlanmıştır. Makine 230 V’ta (+6% / -10%) çalışmaya uygun
şekilde tasarlanmıştır. Önerilen fişin bu gerilim değerlerine
ve ürün etiketinde belirtilen amper değerlerine uygun olması
gerekmektedir.
230 V
50 - 60 Hz Fişi prize takmadan önce prizin istenilen besle-
me türünde (faz, nötr ve topraklama hattı) olduğunu mutlaka kontrol ediniz.
TİG
0 1
85 V
Kaynak Akım Sahası
5 A ) 150 A
5 A ) 160 A
%25 Devrede Kalma
150 A
—
%35 Devrede Kalma
—
160 A
%60 Devrede Kalma
120 A
140 A
%100 Devrede Kalma
100 A
110 A
Koruma Sınıfı
IP 23
Yalıtım Sınıfı
H
Boyutlar
Standartlar
10 Kg
170 x 250 x 400 mm
EN 60974-1 / EN 60974-10
Önemli: Güç kaynağınızın yukarda belirtilen özelliklere uygun olduğundan emin olun. Belirtilen gerilimlerin aşılması
durumunda kaynak makinesi hasar görebilir ve garanti
dışı kalır.
2.1
AKSESUARLAR
Lütfen bölge satış sorumlumuza veya satıcınıza danışınız.
2.2
DEVREDE KALMA ve AŞIRI ISINMA
Devrede kalma oranı, 10 dakikalık bir çevrimde, 40°C bir
ortamda, nominal (anma) kaynak akımında, cihazın aşırı
ısınmadan yapabildiği kaynak süresinin yüzdelik ifadesidir.
Örnek olarak %35 devrede kalma oranında 160 A olarak
belirtilen bir makine 10 dk’lık bir periyodun 3,5 dk’sında
belirtilen 160 A’de kaynak yaptıktan sonra 6,5 dk soğumaya
bırakılmalıdır. Eğer cihaz devrede kalma oranına uygun kullanılmaz ise aşırı ısınacak ve sıcaklık güvenli seviyeye düşene
kadar çıkış gerilimi vermeyi kesecektir. Bu durumla karşılaşıldığında, cihazı enerjisini kesmeden soğuması için bir süre
bekleyiniz. Tekrar kaynağa başlamadan önce akımı, gerilimi
veya devrede kalma oranını düşürün. (bak sayfa 8)
CITIG 1700 DC
Önemli: Bağlantıları yapmadan veya kullanmadan
önce mutlaka Güvenlik Kurallarını okuyunuz.
3.1
SEKONDER
Ağırlık
KURULUM
!
PRİMER
Frekans
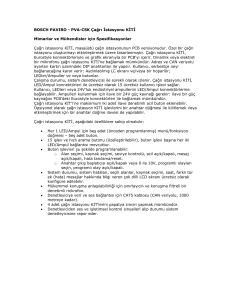
2.3
VOLT - AMPER EĞRİSİ
Volt - Amper eğrisi, kaynak makinesinin güç kaynağının
maksimum çıkış gerilimi ve çıkış akımı kapasitesini gösterir
(bak sayfa. 8).
3.2
!
!
Açma - Kapama Anahtarı
Bu anahtar iki kademelidir: 1=Açık ve 0=Kapalı
MAKİNENİN TAŞINMASI
Operatörün Güvenliği:
Kaynak maskesi - Eldiven - İş ayakkabısı mutlaka
giyilmeli.
Kaynak makinesi en fazla 25 kg bir yüke dayanabilmektedir. Operatör makineyi taşırken tutuma sapını kullanmalıdır. Makineyi kaldırmadan veya taşımadan önce tüm aksesuarlarının ve enerji kablosunun çıkartılmış olduğundan emin olun.
Hiçbir zaman makineyi kablolarından tutarak çekmeyin, sürüklemeyin ve kaldırmayın
3.3
MAKİNENİN ELEKTROD (MMA) KAYNAĞI
İÇİN HAZIRLANMASI
* Burada anlatılacak bağlantıları yapmadan önce kaynak
makinenizin kapalı olduğundan emin olun.
Tüm kaynak aksesuarlarının (kaynak kablosu, toprak kablosu, vb.) güvenli ve enerji kaybına neden olmayacak şekilde
(sıkıca) makineye doğru şekilde bağlandığından emin olun.
1. Seçilen elektrodu elektrod pensesine yerleştirin.
2. Toprak kablosunu kullanılmak istenen elektrodun türüne göre (+) veya (-) uca sıkıca bağlayın. Toprak pensesini kaynak bölgesine yakın bir yerden iş parçasına
tutturun.
3. Elektrod kablosunu kullanılmak istenen elektrodun türüne göre (+) veya (-) sokete sıkıca bağlayın.
4. Kaynak makinesini elektrod konumuna geçirin (Bölüm.5 Kısım).
5. Kaynak akımını ayarlayın.
6. Uzaktan kumandaya ihtiyaç duyulduğunda ön yüzdeki
soketi (Bölüm.9) kullanın.
1
FONKSİYONLAR
3.4
MAKİNENİN TİG KAYNAĞI İÇİN
HAZIRLANMASI
* Burada anlatılacak bağlantıları yapmadan önce kaynak
makinenizin kapalı olduğundan emin olun.
Tüm kaynak aksesuarlarının (TİG torcu, toprak kablosu,
vb.) güvenli ve enerji kaybına neden olmayacak şekilde (sıkıca) makineye doğru şekilde bağlandığından emin olun.
1. TİG veya HF’li TİG modlarından istenilen birini
seçin.
2. İsteğe uygun elektrod ve nozulu torca bağlayın.
3.
Toprak kablosunu (+) sokete sıkıca bağlayın. Toprak
pensesini iş parçasına, kaynak bölgesine olabildiğince
yakın bir noktadan tutturun
4.
Tig torcunu (-) sokete bağlayın.
Gaz hortumunu ön paneldeki gaz soketine sızdırma
yapmayacak şekilde bağlayın.
İstenilen kaynak parametrelerini ve kaynak modunu
ayarlayın (Bölüm.5).
Gazı açın.
5.
6.
7.
8.
Uzaktan kumandaya ihtiyaç duyulduğunda ön yüzdeki
soketi (Bölüm.9) kullanın.
4.0
4.1
FONKSİYONLAR
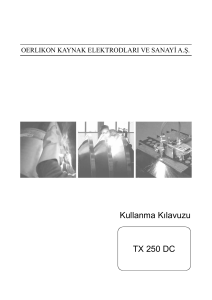
ÖN YÜZ
13
Uzaktan Kumanda
28
Son Akım
(4 Konumunda)
15
Alarm
29
Son Gaz
16
Akımı Kaynağı
30
Ayar Düğmesi
17
Dijital Gösterge
31
32
Yatay Fonksiyon
Seçme Tuşları
5.0
İstenilen kaynak parametrelerini seçebilmek için ön panelde
bulunan fonksiyon düğmelerine (ref.4,8,11,14;figür.1;syf.2)
en az bir saniye basın. Düğmelere her basışınızda düğmeyle
dikeyde aynı hizada ki kaynak parametrelerinden birini seçmiş olursunuz.
Önemli: Dikey fonksiyon düğmeleri kaynak sırasında kullanılamaz.
5.1.1
ÖRTÜLÜ ELEKTROD KAYNAĞI (MMA)
(4) numaralı fonsiyon düğmesine, (1) numaralı sembolün
(figür.1;syf.2) LED’i yanana kadar basın. LED yandığında
elektrod kaynak modu seçilmiş olacaktır.
5.1.2
Figür 1
1
18
Ayarlanan Büyüklük
2
HF’li DC TİG
19
Ön Gaz
Temaslı DC TİG
20
Başlangıç Akımı
(4 Konumunda)
4-8
Dikey Fonksiyon
11
Seçme Butonları
14
21
Akım artma süresi
2
HF’li DC TİC KAYNAĞI
(4) numaralı fonsiyon düğmesine, (2) numaralı sembolün
(figür.1;syf.2) LED’i yanana kadar basın. LED yandığında
HF’li TİG kaynak modu seçilmiş olacaktır. HF (yüksek gerilim) sayesinde, tetiğe bastığınızda, uygun mesafeden akım
torç üzerinden iş parçasına atlayarak kaynak akımını başlatacaktır.
5.1.3
TEMASLI DC TİC KAYNAĞI
Örtülü Elektrod
Kaynağı
3
KAYNAK PRAMETRELERİ AYARLANMASI
5
Manuel Tetik
(2 Konumu)
22
Kaynak Akımı
6
Otomatik Tetik
(4 Konumu)
23
Tamir Akımı
(4 Konumunda)
7
Punta Kaynak
24
Punta Kaynak Süresi
9
Pulse TİG Modu
25
Pulse Dalga Ayarı
10
DC TİG modu
26
Frekans
12
Uzaktan Kumanda
27
Akım Azalama
Süresi
(4) numaralı fonsiyon düğmesine, (3) numaralı sembolün
(figür.1;syf.2) LED’i yanana kadar basın. LED yandığında
temaslı TİG kaynak modu seçilmiş olacaktır.
Bu modda ark aşağıdaki adımlar sonucunda oluşur.
a. Elektrod iş parçasına değdirildiğinde, iki parça arasında
kısa devre oluşur.
b. Torç tetiğine basıldığında ayarlanan süre boyunca ön gaz
gelmeye başlar. Gaz bitimi uzun bir BİP sesiyle kullanıcıya haber verilir.
Eğer bu işlemi son gaz süresi bitmeden uygulayacak olur
sanız lozun bir BİP sesi duyacaksınız. Bu durumda tetik
leme yapmayı bir an önce bırakmalısınız.
c. BİP sesi duyulduğunda torcun iş parcaşıyla olan temasını
(kısa devreyi) kesmek için elektrodu yavaşça kaldırın.
Ark başlamış olacaktır.
CITIG 1700 DC
TEKNİK BİLGİLER1
5.1.4
MANUEL TETİK
Bu fonksiyon sadece TİG kaynağında aktif olur
(8) numaralı fonsiyon düğmesine, (5) numaralı sembolün
(figür.1;syf.2) LED’i yanana kadar basın. LED yandığında manuel tetik (2 konumu) fonksiyonu seçilmiş olacaktır.
Manuel tetikte kullanıcı torç tetiğine bastığı sürece kaynak
akımı devam eder, tetik bırakıldığı anda kaynak işlemi sonlandırılır.
5.1.10
LOKAL KUMANDA
Uzaktan kumanda bağlamak istenildiğinde (14) numaralı
fonsiyon düğmesine, (13) numaralı sembolün (figür.1;syf.2)
LED’i yanana kadar basın. LED yandığında istenilen kumanda modu seçilmiş olacaktır.
5.1.11
ALARM SİNYALİ
5.1.5
OTOMATİK TETİK
Bu fonksiyon sadece TİG kaynağında aktif olur
(8) numaralı fonsiyon düğmesine, (6) numaralı sembolün
(figür.1;syf.2) LED’i yanana kadar basın. LED yandığında
otomatik tetik (4 konumu) fonksiyonu seçilmiş olacaktır.
Manuel kaynakta kullanıcı torç tetiğine bastığı sürece kaynak akımı devam eder, tetik bırakıldığı anda kaynak işlemi
sonlandırılır. Otomatik tetikte kullanıcı tetiğe bir sefer basıp
bıraktığında kaynak işlemi başlar. İkinci sefer tetiğe basılıp
bırakılmasında kaynak işlemi sonlanır.
5.1.6
PUNTA KAYNAĞI
Bu fonksiyon sadece TİG kaynağında aktif olur
(8) numaralı fonsiyon düğmesine, (7) numaralı sembolün
(figür.1;syf.2) LED’i yanana kadar basın. LED yandığında punta kaynak fonksiyonu seçilmiş olacaktır. Bu modda
başlangıç ayarlarında girilen punta kaynak süresi kadar (24)
kaynak yapılabilir.
5.1.7
PULSE FONKSİYONU
İlk olarak herhangi bir TİG modu seçili olmalı. (11) numaralı fonsiyon düğmesine, (9) numaralı sembolün (figür.1;syf.2)
LED’i yanana kadar basın. LED yandığında makineniz (22)
ve (23) referans numaralı adımlarda girilen minimum ve maksimum kaynak akımı arasında pulse’lı kaynak yapacaktır.
5.1.8
DC TİG
İlk olarak herhangi bir TİG modu seçili olmalı. (11) numaralı fonsiyon düğmesine, (10) numaralı sembolün (figür.1;syf.2)
LED’i yanana kadar basın. LED yandığında DC TİG kaynak
modu seçilmiş olacaktır.
5.1.9
Sistemde bir hata oluştuğunda, makine bunu sds numaralı
LED ve vv numaralı ekrandan operatöre haber verir. Ekranda görülebilecek hata kodları ve açıklamaları aşağıdaki tabloda belirtilmiştir.
EKRAN
AÇIKLAMA
Yetersiz gerilim , Fazlardan biri yok , Fazlar
———
dengeli değil.
LtF
ThA
SCA
Arayüz konnektörü çıkmış , 24V örnekleme
gerilimi yok yada başka bir ara yüz sorunu.
Trafo aşırı ısınmış.
Sıcaklık düşünce hata mesajı ekrandan silinir.
Kısa devre:
a. Çıkış uçları kısa devre.
b. Çıkış devresi bozuk.
a. Kısa devreyi ortadan kaldırın.
b. Satış sonrası servisi çağırın.
PiF
Invertör devresi sağlıklı çalışmıyor.
DİKKAT: Ekranda beliren herhangi bir hata mesajı, 40
saniye aralıkla yapılan bir Kapatma / Açma işleminden
sonra hala ekranda ise üretici firmayla irtibata geçin.
5.1.12
AKIM KAYNAĞI
(16) numaralı sembolün (figür.1;syf.2) LED’i yandığı sürece
kaynak makinası akım üretecektir.
5.1.13
EKRANDA GÖSTERİLEN BÜYÜKLÜKLER
UZAKTAN KUMANDA
Uzaktan kumanda bağlamak istenildiğinde (14) numaralı
fonsiyon düğmesine, (12) numaralı sembolün (figür.1;syf.2)
LED’i yanana kadar basın. LED yandığında uzaktan ku
modu seçilmiş olacaktır.
CITIG 1700 DC
)LJU¶GHJ|VWHULOHQ/('¶OHUVÕUDVÕ\ODGHYUHGHNDOPDoHYULPRUDQÕQÕIUHNDQVÕ+]
]DPDQÕ 6HF VDQL\H YH DNÕPÕ $ EHOLUWPHNWHGLU<DSÕOPDNWD RODQ D\DUD X\JXQ /(' LúOHP
VÕUDVÕQGD\DQDUDNNXOODQÕFÕQÕQKDQJLE\NO÷
D\DUODGÕ÷ÕQÕJ|UPHVLVD÷ODQÕU
3
PARAMETRE AYARLARI
6.0
TİG KAYNAK PARAMETRELERİN
AYARLANMASI
Bu bölümde anlatılan parametre ayarları sayesinde makinenizin kaynak kabiliyetini artırabilirsiniz.
6.1
FONKSİYON TUŞLARI
Figür.1’de (31) ve (32) numaralarla işaretlenen foksiyon
tuşlarına en az bir saniye süreyle basarak ayar yapılmak istenilen parametre seçilebilir. Seçilen parametrenin birimi ve
değeri de (17) ve (18) numaralı alanlarda kullanıcı bilgisine
sunulur.
KAYNAK AKIMI
Figür.1’de (31) ve (32) numaralarla işaretlenen foksiyon
tuşlarını kullanarak (22) numaralı LED’i aktive edin. (30)
numaralı ayar düğmesini kullanarak nominal kaynak akımını
5A - 220A arasnda ayarlanır.
DİKKAT: Bu kısımda anlatılan tüm ayarlar kaynak işlemi sırasında değiştirilebilir..
ÖN GAZ
Figür.1’de (31) ve (32) numaralarla işaretlenen foksiyon
tuşlarını kullanarak (19) numaralı LED’i aktive edin. (30)
numaralı ayar düğmesini kullanarak kaynak öncesi, kaynak
bölgesine verilecek ön gazın süresi 0,2 - 5 saniye arasında
ayarlanır.
BAŞLANGIÇ AKIMI
Figür.1’de (31) ve (32) numaralarla işaretlenen foksiyon
tuşlarını kullanarak (20) numaralı LED’i aktive edin. (30)
numaralı ayar düğmesi kullanılarak başlanğıç akımı minumum değerle nominal kaynak akımı arasında ayarlanır.
Unutulmamalıdır ki başlangıç akımı nominal kaynak
akımında (22) büyük olamaz. Başlangıç akımı otomatik tetik
konumunda aktive olur.
AKIM ARTMA SÜRESİ
Figür.1’de (31) ve (32) numaralarla işaretlenen foksiyon
tuşlarını kullanarak (21) numaralı LED’i aktive edin. (30)
numaralı ayar düğmesi kullanılarak başlanğıç akımının nominal kaynak akıma yükselirken ki geçen süre 0 ile 10 saniye
arasında ayarlanır.
4
TAMİR AKIMI / TABAN AKIMI
Figür.1’de (31) ve (32) numaralarla işaretlenen foksiyon
tuşlarını kullanarak (23) numaralı LED’i aktive edin. Bu
fonksiyon pulse’li TİG kaynağında 2-4 tetik konumlarında
da aktif konumdadır. Bu akımın pulse modundaki görevi
akımın alt limitini belirlemektir. Böylece kaynak akımı belirlenen kaynak akımı (22) ve taban akımı (23) arasında pulse
fonksiyonunu gerçekleştirecektir. Eğer makine DC TİG
kaynağı için hazırlandıysa bu fonksiyon yanlızca otomatik
(4 konumu) tetikte aktif olacaktır. Bu durumda da fonksiyonun işlemi tamir akımı olacaktır. Kaynak işlemi sırasında
akımı kesmeden bir kez tetiklemeyle akım ayarlanan seviye
düşürülecek ve dikişteki hasarlı bölge onarılacak ve tekrar
tetiklendiğinde kaynak akımı eski değerine geri dönecektir.
(30) numaralı ayar düğmesini kullanarak bu fonksiyon için
istenilen akım değeri girilir.
PUNTA KAYNAK SÜRESİ
Figür.1’de (31) ve (32) numaralarla işaretlenen foksiyon
tuşlarını kullanarak (24) numaralı LED’i aktive edin. (30)
numaralı ayar düğmesi kullanılarak punta kaynak süresi 0,1
saniye ile 10 saniye arasında ayarlanır.
CITIG 1700 DC
PARAMETRE AYARLARI
PULSE DALGA AYARI
Figür.1’de (31) ve (32) numaralarla işaretlenen foksiyon
tuşlarını kullanarak (25) numaralı LED’i aktive edin. (30)
numaralı ayar düğmesini kullanarak pulse dalgasının şekli
değiştirilebilir.
Bu parametrede dalganın yapısı 1-99 adasında bir değer
atanarak değiştirilebilir.
AKIM AZALMA SÜRESİ
Figür.1’de (31) ve (32) numaralarla işaretlenen foksiyon
tuşlarını kullanarak (27) numaralı LED’i aktive edin. (30)
numaralı ayar düğmesi kullanılarak kaynak akımının son
akıma ne kadar sürede ineceği saniye cinsinden ayarlanıt.
Ayar aralığı 0 - 10 saniyedir.
SON AKIM
Figür.1’de (31) ve (32) numaralarla işaretlenen foksiyon tuşlarını
kullanarak (28) numaralı LED’i aktive edin. (30) numaralı
ayar düğmesi kullanılarak son akımı minumum değerle
nominal kaynak akımı arasında ayarlanır. Unutulmamalıdır
ki son akımı nominal kaynak akımında (22) büyük olamaz.
Son akımı otomatik tetik konumunda aktive olur.
SON GAZ
Figür.1’de (31) ve (32) numaralarla işaretlenen foksiyon
tuşlarını kullanarak (29) numaralı LED’i aktive edin. (30)
numaralı ayar düğmesini kullanarak kaynak bitiminde,
kaynak bölgesine verilmeye devam edecek son gazın süresi
0,2 - 20 saniye arasında ayarlanır.
FREKANS
Figür.1’de (31) ve (32) numaralarla işaretlenen foksiyon
tuşlarını kullanarak (26) numaralı LED’i aktive edin. (30)
numaralı ayar düğmesi kullanılarak frekans ayarlanır.
a. 0,3Hz’den 1Hz’e kadar 0,1Hz adımlarla artar.
b. 1Hz’den 250Hz’e kadar 1Hz adımlarla artar.
CITIG 1700 DC
5
BAKIM / ONARIM
7.0
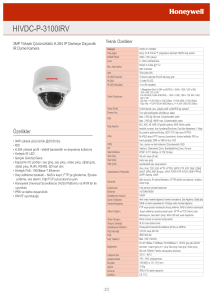
OTOMATİK TETİK FONKSİYONUNUN İŞLEVİ
Torç tetiğini bırakmadan basmaya devam et.
Torç tetiğini bırak.
Torç tetiğine hızlı bir şekilde bas ve bırak.
Torç tetiğini hızlı bir şekilde bırak ve tekrar bas.
10.0
8.0
KAYNAK PROGRAMLARININ İŞLEVİ
Citig 1700DC operatör tarafından en son girilen ayarlayı
hafızasında tutmaktadır. Makineyi açtığınızda otomatik olarak son kullanımdaki ayarlarla size hizmet vermeye hazırdır.
Bununla birlikte makinede bulunan hafıza sayesinde gerek
elektrod kaynağı gerekse Tig kaynağı için çeşitli programlar
önceden yapılıp hafızaya kaydedilmesi operatörlerin bu ayarlara kolay erişimlerini sağlar.
9.0
UZAKTAN KUMANDANIN KULLANIMI
Makinenin ön yüzünde (14) referans numarasıyla
gösterilen soktek uzaktan kumanda bağlantısı için
tahsis edilmiştir.
Ön panelde yer alan (12) ve (13) referans numaralı uzaktan
kumanda LED’leri kumanda takılmadan seçilirler ise cihaz
üzerinde herhangi bir etki göstermezler. Elektrod kaynağında
el uzaktan kumanda terminalini (13) seçebilirsiniz.
Tiğ kaynağında ise hem el hemde pedal formatındaki uzaktan kumanda türlerini seçebilirsiniz.
11.0
BAKIM
!
ÖNEMLİ: Makine üzerinde herhangi bir bakıma
başlamadan önce güç bağlantısını kesilmeli ve en az 5 dakika
beklenmelidir. Cihaz bakımı çalışma koşullarının ağırlığına
ve çalışma sıklığına göre daha sık periyotlarla yapılmalıdır.
3 aylık bakımlarda aşağıda belirtilen maddeler uygulan-malıdır.
a. Okunaksız ve yıpranmış etiketleri değiştirin/onarın.
b. Kaynak terminallerini temizleyin ve bağlantılarını
sıkılaştırın.
c. Hasarlı gaz hortumlarını değiştirin.
d. Hasarlı kaynak kablolarını onarın veya değiştirin.
e. Hasarlı güç kablosunu değiştirin.
6 aylık bakımlarda aşağıda belirtilen maddeler uygulan-malıdır.
a. Cihaz içini kuru hava yardımıyla temizleyin.
(Bu işlemi kirlenme ve kullanım yoğunluğuna bağlı olarak
daha sık uygulayın.)
BASİT ARIZA VE SORUNLARIN GİDERİLMESİ
ARIZA
ARIZA NEDENİ
A) Şebeke anahtarı kapalı.
Cihazın göstergeleri çalışmıyor, kaynak
B) Fazlardan biri yada ikisi yok.
yapmıyor.
C) Diğer
ARIZA GİDERME
A) Anahtarı açın.
B) Fazları kontrol edin ve hattı onarın.
C) Satış Sonrası Servisinize danışın.
Cihazını kapatmadan soğumaya
Kaynak esnasında akım aniden kesildi Cihaz aşırı ısındığı için korumaya geçti.
bırakın. LED söndüğünde cihaz tekrar
ve turuncu LED yandı.
(çalışma çevrimine dikkat edin.)
kaynağa hazır demektir.
Kaynak gücünde kayıplar var.
Kablo bağlantıları gevşek.
Fazlardan birinde güç kaybı var.
Kaynak ve toprak kablolarının sıkı
bir şekilde yerlerine oturduğundan,
toprak pensesinin kaynak bölgesine
yakın bir yerde ve sıkıca metela temas
ettiğinden emin olun. İş parçasının
yağsız ve boyasız (temiz) oldugundan
emin olun.
Aşırı sıçrama
Arc boyu çok uzun.
Kaynak akımı cok yüksek.
Torç yanlış kutba takılmış olabilir.
Akımı azalt.
Krater
Elektrodun hızla kaldırılması.
Yetersiz nüfuziyet
Akım düşük veya ilerleme hızı fazla.
TİG’de elektrod eriyor
Torç yanlış kutba takılmış.
Yapışma
Ark boyu cok kısa.
Kaynak akımı cok düşük.
6
Akımı arttırın.
CITIG 1700 DC
YEDEK PARÇA LİSTESİ
CITIG 1700 DC
01
Elektronik Kart C.E.22674
15
Bara
03
Elektronik Kart HF-343C
32
Elektronik Kart C.E.22645
08
Enerji Kablosu
33
Kuplör
09
Kablo Rakoru
36
Elektronik Kart C.E.22691
09.1
Rakor Somunu
38
Plastik Çerçeve
10
Güvenlik Anahtarı
46
Gaz Valfi
11
Açma/Kapama Anahtarı
51
Konektör
12
Kaynak Prizi
51.1
Uzaktan Kumanda Konektörü
13
Ayar Düğmesi
51.2
Konektör
13.1
Ayar Düğme Başlığı
52
Gaz Konektörü
14
Fan
7
Kaynak Akımı
DEVREDE KALMA EĞRISI
Devrede Kalma Oranı (%)
VOLT / AMPER EĞRISI
8
CITIG 1700 DC
CITIG 1700DC DEVRE ŞEMASI
CITIG 1700 DC
9
10
CITIG 1700 DC
CITIG 1700 DC
11
OERLIKON KAYNAK ELEKTRODLARI VE SANAYø A.ù.
www.oerlikon.com.tr
FABRøKA
Î
Organize Sanayi Bölgesi 2. Kısım MANøSA
§
Telefon: 0236 226 26 00
¨
Faks: 0236 226 26 26
@
e-mail: servis@oerlikon.com.tr