5. Uluslararası İleri Teknolojiler Sempozyumu (IATS’09), 13-15 Mayıs 2009, Karabük, Türkiye
ISIL İŞLEM UYGULAMASININ AĞAÇ MALZEMENİN TEKNOLOJİK
ÖZELLİKLERİNE ETKİSİ
EFFECTS OF HEAT TREATMENT ON TECHNOLOGICAL PROPERTIES
OF WOOD
a,*
a
Ayhan ÖZÇİFÇİ a,*, Suat ALTUN a, Fatih YAPICI a
Karabük Üniversitesi, TEF, Karabük, Türkiye, e-posta: aozciftci@hotmail.com
Karabük Üniversitesi, TEF, Karabük, Türkiye, e-posta: suat_altun@hotmail.com
a
Karabük Üniversitesi, TEF, Karabük, Türkiye, e-posta: famehi@hotmail.com
Özet
1. Giriş
Isıl işlem kimyasal kullanmadan ağaç malzemenin
modifikasyonu için kullanılan bir yöntemdir ve endüstriyel
anlamda Türkiye’de yeni uygulanmaya başlamıştır.
Endüstriyel önemi olan yerli ağaç türlerinin ısıl işlem
sonrası
teknolojik
özelliklerinde
meydana
gelen
değişikliklerin bilinmesi hem endüstriyel hem de akademik
anlamda önemlidir. Bu çalışmada sarıçam odunu (Pinus
sylvestris L.) 4 saat, 6 saat ve 8 saat süre ile 150 ºC, 170
ºC ve 190 ºC sıcaklıkta ısıl işleme tabi tutulmuştur.
Deneylerde ısıl işlem görmüş sarıçamın eğilmede
elastikiyet modülü (EM), eğilme direnci (ED), basınç
direnci (BD), ağırlık kaybı (AK), toplam renk değişimi (∆E*)
ve hacimsel şişme (HŞ) değerleri belirlenmiştir. Test
sonuçlarına göre ısıl işlem sarıçamın EM ve ED değerlerini
düşürürken, BD değerini arttırmıştır. En fazla etkilenen
mekanik direnç ED olmuştur. Isıl işlem sarıçamın renginde
koyulaşmaya neden olurken hacimsel şişmesi yaklaşık %
50 azalmıştır. Isıl işlemin sıcaklığı ve uygulama süresi
arttıkça, tüm bu özelliklerdeki değişim miktarı da artmıştır.
Anahtar kelimeler: Isıl işlem, Mekanik özellikler, fiziksel
özellikler, Sarıçam
Abstract
The heat treatment technology was recently introduced to
Turkey. Data about the mechanical and physical properties
of Turkish wood species are important for industry and
academia. In this study, Scots pine (Pinus sylvestris L.)
was heat-treated for 4 hours, 6 hours and 8 hours at
150ºC, 170ºC and 190ºC. The modulus of rupture (MOR),
modulus of elasticity in bending (MOE) and compression
strength (CS), in addition to weight loss (WL), total color
difference (∆E*), and volumetric swelling (SW) of
thermally-modified wood were tested. The results indicated
that the heat treatment method decreased the MOR and
MOE of Scots pine. However, a small increase was
observed for CS values of treated wood. MOR and the
reduction in MOE was smaller than that in MOR.
Volumetric swelling of this species was also reduced by
approximately % 50. The color of the samples was shifted
to darker depending on temperature and duration.
Keywords: Heat treatment,
Physical properties, Scots pine.
Mechanical
properties,
Isıl işlem, etkili bir ağaç malzeme modifikasyon yöntemi
olarak değerlendirilir. Stamm’ın [1] çalışması ısıl işlem
teorisinin başlangıcı olarak kabul edilir ancak ısıl işlemin
sistematik olarak araştırılması ve endüstriyel değer
kazanması son yıllarda gerçekleşmiştir. Deneysel veya
ticari olarak uygulanabilen farklı ısıl işlem yöntemleri
geliştirilmiştir. Bunlar; ağaç malzemenin ısıtılması için
buhar kullanılan Fin (ThermoWood) yöntemi, buhar ve
sıcak havanın birlikte kullanıldığı Plato yöntemi, inert gaz
kullanılan Fransız (Rectification) yöntemi ve sıcak yağ
kullanılan Alman (OHT) yöntemidir [2].
Isıl işlem görmüş ağaç malzeme dış cephe kaplaması,
kapı, pencere, bahçe mobilyası gibi dış mekan
uygulamalarında, yer döşemesi, lambri, banyo ve sauna
gibi iç mekan uygulamalarında gittikçe genişleyen
kullanıma sahiptir [3]. Isıl işlem görmüş malzemenin
fiziksel ve mekanik özellikleri, malzemenin bu kullanım
alanlarındaki performansını etkilemektedir. Elastikiyet
modülü (EM), eğilme direnci (ED) ve basınç direnci (BD)
gibi mekanik özellikler yük taşıyıcı yapı elemanları için
önemlidir. Boyutsal stabilizasyon ise sauna, banyo ve
bahçe mobilyaları gibi rutubetli ortamlarda kullanılan ağaç
malzeme için önemli bir faktördür. Bu nedenle bu özellikler
çeşitli çalışmalara konu olmuştur.
Benzer çalışmalar, ısıl işlemin higroskopisitesini düşürerek
ve boyutsal stabilizasyonunu arttırarak malzemenin fiziksel
özelliklerini geliştirdiğini göstermiştir. Bu özelliklerdeki
değişimin miktarı, ısıl işlem yöntemi, uygulama süresi ve
sıcaklık gibi ısıl işlem sırasında uygulanan parametrelere
ve kullanılan ağaç malzemenin anatomik yapısına bağlıdır.
Viitaniemi ladin, sahil çamı ve huş ağaç malzemelerde %
30 ile % 80 arasında daralma ve genişleme azalması tespit
etmiştir [4]. Yıldız [5] ısıl işlem görmüş kayın odununda %
47,64, Santos [6] ise okaliptus odununda % 24
genişlemeyi azaltıcı etki elde edildiğini belirtmiştir.
Literatürde ısıl işlem ile ağaç malzemenin mantar
çürüklerine direncinin de arttırılabileceği belirtilmiştir [7].
Ancak Jämsä ve Viitaniemi ısıl işlem görmüş ağaç
malzemenin, toprakla temas eden uygulamalarda
kullanımının uygun olmadığını belirtmişlerdir [8]. Ayrıca,
ısıl işlem görmüş ağaç malzemenin termitlere karşı
dayanımı da, termit cinsine göre değişiklik göstermektedir
[9].
Tüm bu olumlu değişikliklerin yanında ısıl işlem, mekanik
dirençlerde azalma gibi bazı olumsuz değişikliklere de
neden olmaktadır. Mekanik direnç özelliklerindeki düşüş,
© IATS’09, Karabük Üniversitesi, Karabük, Türkiye
Özçifçi, A., Altun, S. ve Yapıcı, F.
ağaç türü ve ısıl işlem uygulama koşullarına bağlıdır. Isıl
işlem uygulama sıcaklığı ve süresi arttıkça, mekanik
dirençlerdeki düşüş de artmaktadır. Esteves vd. [10], 180
ºC buharla ısıl işlem uyguladıkları çamda 2 saat için % 4,
12 saat için % 38 ED değerinde azalma, Johansson ve
Moren [11] 200 ˚C’ de 3 saat ısıl işlem sonucu huşun ED
değerinde % 43 azalma tespit etmişlerdir. Yıldız [12] 200
ºC’ de 2 saat ısıl işleme tabi tuttuğu kayında % 45 EM
azalışı, Esteves vd. [13] buharla ısıl işlem yaptıkları sahil
çamının EM değerinde % 5 azalış olduğunu belirtmişlerdir.
Shi vd. ağaç türü ve ısıl işlem koşullarına bağlı olarak
ladin, çam, kavak ve huşta % 0 ile % 49 arasında değişen
ED azalışı olduğunu; çam ve ladinde % 4 ile % 28
arasında EM azalışı olurken, göknar, kavak ve huşta EM
değerinin arttığını bildirmiştir [14]. Ünsal ve Ayrılmış [15]
okaliptus ağaç malzemede, Schneider [16] de çam ağaç
malzemede ısıl işlemin BD değerini yaklaşık % 5 azalttığını
belirlemiştir. Korkut [17] 180 ºC’ de 2 saat ısıl işlem
görmüş Uludağ göknarında %10; Yıldız vd. [18] 200 ºC’
de 6 saat ısıl işleme tabi tutulmuş kayın ve ladinde
yaklaşık % 36 BD azalışı olduğunu belirtmişlerdir. Ancak
bu bulgularla zıt olarak başka bir çalışmada, ThermoWood
yöntemi ile 195 ºC’ de 3 saat ısıl işlem görmüş ağaç
malzemenin basınç direncinin, normal malzemeye oranla
% 30 daha fazla olduğu belirtilmektedir [9].
Isıl işlem teknolojisi Türkiye’de yeni tanınan bir teknolojidir
ve endüstriyel uygulaması çok azdır. Bu nedenle ısıl işlem
uygulanacak yerli ağaç türlerinin, ısıl işlem sonrası fiziksel
ve mekanik özelliklerinin tespit edilmesi ve en uygun ısıl
işlem şartlarının belirlenmesi, hem akademik hem de
endüstriyel anlamda önemlidir. Bu çalışmanın amacı,
sektörde yaygın olarak kullanılan sarıçam (Pinus sylvestris
L.) ağaç malzemenin farklı süre ve sıcaklıklarda yapılan
ısıl işlem sonrası bazı fiziksel ve mekanik özelliklerinde
meydana gelen değişikliklerin tespit edilmesi ve buna bağlı
olarak en uygun ısıl işlem şartlarının belirlenmesidir.
2. Materyal Metod
Bu çalışmada ağaç malzeme olarak Karabük Yenice
bölgesinden temin edilen sarıçam (Pinus sylvestris L.)
kullanılmıştır. İşlemler öncesi malzemenin rutubeti % 11,
özgül kütlesi 0,552 g/cm3 olarak belirlenmiştir.
Isıl işlem 150 ºC, 170 ºC ve 190 ºC sıcaklıklarda; 4 saat, 6
saat ve 8 saat süre ile uygulanmıştır.
Isıl işlem görmemiş ve ısıl işlem sonrası örneklerin renk
değerleri CIEL*a*b* renk ölçüm sistemine göre,
Superchroma renk ölçüm cihazı (Braive Instruments) ile
ISO 7724 – 2 [19] standardına göre, eğilme direnci (ED)
TS 2474 [20], eğilmede elastikiyet modülü (EM) TS 2478
[21], basınç direnci (BD) TS 2595 [22] ve hacimsel şişme
değeri (HŞ) TS 4086 [23] standartlarına göre belirlenmiştir.
Her testte her bir deney grubu tespiti için 10’ar adet örnek
kullanılmıştır.
2x2x36 cm ölçülerinde hazırlanan çok sayıda örnek, ısıl
işlem öncesinde 103 ± 2 ºC sıcaklıktaki fırında kurutularak
tam kuru ağırlıkları 0.01 g hassasiyetinde tespit edilmiştir.
10 gruba (3x3+1; sıcaklıklık x süre + kontrol) ayrılan
örnekler belirlenen süre ve sıcaklıkta ısıl işlem
uygulandıktan sonra tekrar tartılarak, ısıl işlem sonrası tam
kuru ağırlıklar tespit edilmiştir. Isıl işlem süresince
meydana gelen ağırlık kaybı aşağıdaki formüle göre
hesaplanmıştır:
AK (%) = (Aıö-Aıs) / Aıö x 100
(1)
Burada AK (%), yüzde olarak ağırlık kaybı; Aıö, ısıl işlem
öncesi tam kuru ağırlık; Aıs, ısıl işlem sonrası tam kuru
ağırlık değerlerini ifade etmektedir. Deneyler öncesinde
örnekler, 103 ± 2 ºC sıcaklık, % 65 ± 5 bağıl nem
şarlarında iklimlendirme dolabında değişmez ağırlığa
gelinceye kadar bekletilmiştir.
Isıl işlem sonrasında örneklerde meydana gelen toplam
renk değişimi (∆E*), işlem öncesi ve işlem sonrası renk
değerlerine göre aşağıdaki şekilde hesaplanmıştır:
∆L*= L*t - L*i
∆a*= a*t - a*i
∆b*= b*t - b*i
(2)
(3)
(4)
∆E * = (∆L* ) 2 + ( ∆a * ) 2 + (∆b * ) 2
(5)
Bu eşitlikte “t” alt indisi işlem sonrası değerleri, “i” alt indisi
ise işlem öncesi değerleri göstermektedir.
Elde edilen değerlere SPSS istatistik paket yazılımı
kullanılarak
varyans
analizi
uygulanmış,
ikili
karşılaştırmalar için Duncan testi kullanılmıştır.
3. Bulgular ve Tartışma
Isıl işlem sonrası örneklerde uygulanan sıcaklık ve süreye
bağlı olarak farklı oranlarda ağırlık kaybı ve renk değişimi
tespit edilmiştir. Meydana gelen ağırlık kaybı, toplam renk
değişimi ve hacimsel şişme değerleri Çizelge 1’de
verilmiştir.
Ağırlık kayıpları değerleri incelendiğinde ısıl işlem sıcaklığı
ve uygulama süresi arttıkça, ağırlık kaybının da arttığı
görülmektedir. En yüksek ağırlık kaybı (% 6,05) 190 ºC’de
8 saat ısıl işlem gören örneklerde; en düşük ağırlık kaybı
ise (%1.22) 150 ºC’ de 4 saat ısıl işlem gören örneklerde
tespit edilmiştir. Isıl işlem sırasında ağaç malzeme
bileşenlerinde meydana gelen termal bozunma nedeniyle
ağırlık kaybı meydana gelir. Termal bozunma ağaç
malzemeyi
oluşturan
polimer
zincirlerinin
depolimerizasyonu ile olur. Sıcaklığa selüloz ve ligninden
daha dayanıksız olan hemiselülozlarda bu bozunma daha
fazladır [24]. Ağırlık kaybındaki değişim bu termal
bozunmanın derecesine bağlıdır.
Uygulanan sıcaklık
arttıkça termal bozunma da artmaktadır. 150 ºC’ de 8 saat
ısıl işlemin 170 ºC’ de 4 saat ısıl işlemden; 170 ºC’de 8
saat ısıl işlemin de 190 ºC’de 4 saat ısıl işlemden daha
fazla ağırlık kaybına neden olduğu tespit edilmiştir. Bu
sonuçlar sıcaklık uygulama süresinin de önemli bir faktör
olduğunu ortaya koymaktadır. Duncan testi sonucu ikili
karşılaştırmalar dikkate alındığında, 150 ºC’ de 6 saat ile
170 ºC’ de 4 saat ısıl işlem arasında; 150 ºC’ de 8 saat ile
170 ºC’ de 4 saat ısıl işlem arasında; 170 ºC’ de 6 saat ile
190 ºC’ de 4 saat ısıl işlem arasında meydana gelen ağırlık
kaybı açısından istatistiksel anlamda önemli bir fark
bulunmadığı belirlenmiştir. Elde edilen sonuçlarla uyumlu
olarak literatürde çamda 3 saat ısıl işlem sonucu 170 ºC’de
% 1.8; 190 ºC’ de % 4.1, 210 ºC’de %6.7 ve 230 ºC’de %
11.8 ağırlık kaybı olduğu belirtilmiştir [25].
Özçifçi, A., Altun, S. ve Yapıcı, F.
Çizelge 1. Isıl işlem görmüş sarıçamın ağırlık kaybı, toplam renk değişimi ve hacimsel şişme değerleri
Ağırlık kaybı (%)
Toplam Renk Değişimi
Hacimsel Şişme (%)
Sıcaklık
Süre
OD
SS
HG
OD
SS
HG
OD
SS
HG
Kontrol
12,8
0,43
a
4
1,22
0,33
a
12,9
1,88
a
12,8
0,43
a
150
6
1,98
0,23
b
15,9
3,00
b
12,0
0,61
bc
8
2,48
0,35
c
16,7
1,84
bc
12,3
0,29
ab
4
2,14
0,18
bc
19,4
3,13
c
12,1
0,33
bc
170
6
3,15
0,24
d
29,1
4,74
d
11,6
0,97
cd
8
4,12
0,24
e
33,6
2,27
e
11,3
0,21
de
4
3,43
0,41
d
34,6
6,15
e
11,0
0,43
e
190
6
4,64
0,41
f
39,5
1,96
f
9,6
1,27
f
8
6,05
1,11
g
43,3
1,50
g
7,5
0,32
g
OD: Ortalama değer, SS: Standart sapma, HG: Homojenlik grubu
Isıl işlemin sıcaklık ve süresi arttıkça, örneklerin
renklerinde meydana gelen değişim miktarı da artmıştır.
En yüksek toplam renk değişimi (43,3) 190 ºC’de 8 saat
ısıl işlem gören örneklerde; en düşük toplam renk değişimi
(12,9) 150 ºC’ de 4 saat ısıl işlem gören örneklerde tespit
edilmiştir. İkili karşılaştırma sonuçlarına göre, 150 ºC’ de 6
saat ile 150 ºC’ de 8 saat ısıl işlem; 150 ºC’ de 8 saat ile
170 ºC’ de 4 saat ısıl işlem arasında; 170 ºC’ de 8 saat ile
190 ºC de 4 saat ısıl işlem arasında meydana getirdikleri
toplam renk değişimi açısından istatistiksel anlamda
önemli bir fark yoktur. Bu sonuçlar hemen hemen ağırlık
kaybındaki sonuçlarla aynıdır. Bu durum, ağırlık kaybının,
yani termal bozunma miktarının, renk değişimi ile yakından
ilgili olduğunu göstermektedir. Ünsal vd. [26] 120 ºC ile
180 ºC
arasında 2 ile 10 saat süre ile ısıl işlem
uygulanmış okaliptuste 5 ile 28 arasında değişen toplam
renk değişimi değeri bildirmişlerdir. Renkteki bu değişim
lignin ve hemiselülozlardaki değişimin bir sonucudur [27].
Hacimsel şişme değerlerinde sıcaklık ve süre artışı ile ters
orantılı bir değişim tespit edilmiştir. Isıl işlem, örneklerin
hacimsel şişme değerinde azalışa neden olmuştur. En
düşük hacimsel şişme % 7,5 ile 190 ºC’de 8 saat ısıl işlem
gören örneklerde tespit edilmiştir. İşlem görmemiş
örneklerde hacimsel şişme % 12,8 olarak bulunmuştur.
Hacimsel daralma veya şişme lif doygunluğu noktası
altında ağaç malzemenin su alıp vermesiyle oluşur ve
malzemenin boyutlarının değişmesine neden olur. Ağaç
malzeme bileşenlerindeki ulaşılabilir serbest hidroksil
grupları, malzemenin su alıp vermesinde önemli bir rol
oynar. Isıl işlem, ağaç malzemenin kimyasal yapısında
özellikle de hidroksil gruplarında değişikliklere neden olur.
Özellikle hemiselülozlar ve diğer karbonhidratların
depolimerizasyonu, serbest ve toplam hidroksil sayısının
azalmasına neden olur ki bu durum, su moleküllerinin
kolayca içeri giremediği selülozun kristal zonunun oranının
artışına [28] ve lignin ağında daha fazla çapraz bağların
oluşumuna neden olur [29].
Bu nedenle hacimsel
genişlemedeki azalış büyük oranda, bu etkilerin
kombinasyonuna bağlıdır. Daha önce yapılan çalışmalarda
ısıl işlemin malzemenin genişlemesini, işlemin sıcaklığına
ve süresine bağlı olarak % 24 ile % 45 arasında azalttığı
belirlenmiştir [4, 6, 30]. Bu değerlerle uyumlu olarak bu
çalışmada da, % 6 ile % 55 arasında değişen oranlarda
hacimsel genişlemenin azaltıldığı tespit edilmiştir.
Isıl işlem gören sarıçamın ED ve EM değerlerinde azalma
olurken, BD değerlerinde artış tespit edilmiştir. Yapılan
deneyler sonucunda elde edilen bu mekanik dirençlere
ilişkin ortalama değerler, standart sapma değerleri ve
homojenlik grupları Çizelge 2’de verilmiştir.
Çizelge 2. Isıl işlem görmüş sarıçamın eğilme direnci, elastikiyet modülü ve basınç direnci değerleri
2
2
2
Elastikiyet modülü (N/mm )
Eğilme direnci (N/mm )
Basınç direnci (N/mm )
Sıcaklık
Süre
OD
SS
HG
OD
SS
HG
OD
SS
HG
Kontrol
11457
689,29
a
115,88
8,35
a
70,51
4,07
a
4
10389
957,76
b
109,79
18,62
a
72,14
8,87
ab
150
6
11448
915,60
a
112,43
19,14
a
76,42
10,86
ab
8
10642
1087,99
ab
102,55
21,24
a
77,61
9,16
ab
4
10695
819,38
ab
102,90
17,18
a
76,17
6,91
ab
170
6
10780
792,56
ab
103,58
12,74
a
80,55
7,57
b
8
10169
933,70
b
81,66
13,80
b
76,15
9,59
ab
4
10609
742,56
ab
83,16
9,17
b
80,21
9,50
b
190
6
10039
947,05
b
73,51
10,94
b
79,28
10,23
ab
8
10327
1082,16
b
79,12
9,02
b
78,08
11,07
ab
OD: Ortalama değer, SS: Standart sapma, HG: Homojenlik grubu
Özçifçi, A., Altun, S. ve Yapıcı, F.
20
Değişim (%)
10
0
-10
-20
-30
-40
Süre (saat)
Sıcaklık
4
6
8
4
150 ºC
6
8
170 ºC
EM
ED
4
6
8
190 ºC
BD
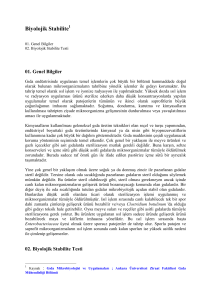
Şekil 1. Isıl işlemin sarıçamın mekanik dirençlerinde meydana getirdiği değişim (%)
2
Isıl işlem sonrası en düşük EM 10039 N/mm olarak 190
ºC’ de 6 saat ısıl işlem görmüş sarıçamda elde edilmiştir.
2
En yüksek EM kontrol grubunda (11457 N/mm ) tespit
edilmiştir. En yüksek ED kontrol grubunda (115,88 N/mm2)
2
ve en düşük eğilme direnci (9,02 N/mm ) 190 ºC’ de 8 saat
ısıl işlem görmüş sarıçamda elde edilmiştir. Basınç
2
direncinde en yüksek değer 80,55 N/mm olarak 170 ºC’
de 6 saat ısıl işlem görmüş sarıçamda, en düşük değer
2
70,51 N/mm olarak kontrol grubunda elde edilmiştir. Bu
mekanik dirençlerde ısıl işlem sonrası meydana gelen
değişim, yüzde olarak Şekil 1’de gösterilmiştir.
Isıl işlem sonrasında EM değerinde % 0,1 ile % 12,4
arasında azalış tespit edilmiştir. Isıl işlem süresi ve
sıcaklığının artışı EM azalışını da arttırmaktadır. Ancak
tam doğrusal bir ilişki olduğu söylenemez. İkili
karşılaştırma sonuçlarına göre de (Çizelge 2), değerlerde
düşüş olmasına rağmen ısıl işlem grupları arasında
istatistiksel anlamda çok belirgin bir fark yoktur. Esteves
vd., [10] 180 ºC’ de 2 saat buharla ısıl işlem uyguladıkları
çamda % 2 EM azalışı olduğunu belirtmiştir. Korkut [17] ise
180 ºC’ de 2 saat süre ile fırında yaptığı ısıl işlem sonucu
göknarda % 35 gibi oldukça yüksek EM azalışı olduğunu
tespit etmiştir.
Isıl işlemin ED değerlerini EM değerlerinden daha fazla
düşürdüğü belirlenmiştir. ED değerindeki azalışın 170 ºC’
de 8 saat ile 190ºC’ de en yüksek değerlerine ulaştığı
belirlenmiştir. 190 ºC’ de 6 saat süren ısıl işlem sonrası
sarıçamın ED % 36,6 düşmüştür. ED değerindeki düşüş
temel olarak hemiselülozların bozunmasına bağlıdır [10].
Hemiselülozların bozunması malzeme bileşenleri arasında
çapraz
bağlanma
reaksiyonlarına,
mikrofibrillerin
kristalizasyonuna ve mikrofibrillerde biriken gerilimin
azalmasına neden olur [31]. Literatürde de farklı ağaç
türleri ve ısıl işlem şartlarına bağlı olarak % 4 ile % 49
arasında değişen oranlarda ED azalışı bildirilmiştir [13, 14,
17].
Basınç direnci değerlerinde ısıl işlem sonrası % 2,3 ile %
10,4 arasında değişen oranlarda artış tespit edilmiştir.
Ancak ikili karşılaştırma sonuçlarına göre, yalnızca kontrol
grubu ile 170 ºC’de 6 saat ısıl işlem ve 190 ºC’de 4 saat
ısıl işlem yapılmış sarıçamın BD değerleri arasında
istatistiksel anlamda önemli bir fark vardır. 195 ºC’de 3
saat ısıl işlem gören ağaç malzemenin BD değerinin
yaklaşık % 30 arttığı [9] belirtilmiş olmasına rağmen bu
sonuçların aksine Korkut [17] 180 ºC’ de 2 saat ısıl işlem
uyguladığı göknarda % 10, Yıldız vd. [18] ise 200 ºC’ de 6
saat ısıl işlem ile kayın ve ladinde yaklaşık % 36 BD artışı
bildirmişlerdir. BD değerlerindeki bu değişiklikler ısıl
işlemin yöntemine, uygulama parametrelerine ve bunlara
bağlı olarak değişen kimyasal yapıyla ilişkili gibi
görünmektedir. Isıl işlem görmüş ağaç malzeme normal
malzemeye göre daha fazla lignin oranına ve daha düşük
asit sayısına sahiptir ki bu durum hemiselülozların ve bazı
extraktiflerin bozunduğunu gösterir. [7, 32].
4. Sonuçlar
Yapılan testlerin sonuçları değerlendirildiğinde, ısıl işlem
sarıçamın
teknolojik
özelliklerini
değiştirmektedir.
Uygulanan sıcaklık ve sürenin artışı ile doğru orantılı
olarak sarıçamın ağırlık kaybı artmakta ve rengi
koyulaşmaktadır. Sıcaklık ve süre arttıkça hacimsel
genişlemesi
azalmakta
ve
böylelikle
boyutsal
stabilizasyonu geliştirilebilmektedir. Isıl işlem sarıçamın
eğilme direnci ve elastikiyet modülünde azalmaya neden
olurken basınç direncinde artışa neden olmuştur. Mekanik
dirençler arasında Isıl işlem uygulamasından en fazla
eğilme direnci etkilenmiştir. Bu sonuçlara göre, mekanik
direncin önemli olduğu yük taşıyıcı yapı elemanlarında,
yüksek sıcaklıkta ve uzun süre ısıl işlem uygulanmış ağaç
malzemenin kullanımı uygun olmayabilir. Ancak herhangi
bir kimyasal kullanılmadan hacimsel genişlemenin yaklaşık
% 50 düşürülebilmesi, ısıl işlem uygulanmış sarıçamın
özellikle boyutsal kararlılığın önemli olduğu rutubetli
ortamlarda kullanılma imkanını arttıracaktır.
Kaynaklar
[1] Stamm, A.J., Thermal properties. In: Wood and
Cellulose Science. Ronald Press Company, New York,
pp. 283-293, 1964.
[2] Rapp, A.O. (Ed.), Review of heat treatment of wood.
In: Proceedings of COST E22 Environmental
optimisation of wood protection. Antibes, France, pp.6,
2001.
Özçifçi, A., Altun, S. ve Yapıcı, F.
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
[12]
[13]
[14]
[15]
[16]
[17]
[18]
[19]
[20]
[21]
[22]
Viitaniemi, P., New properties for thermally-treated
wood. Indust Horizons. March, 9, 2000.
Viitaniemi, P., ThermoWood – Modified wood for
improved performance. In: Proceedings of wood the
ecological material the 4th Euro-wood symposium.
Stockholm, Sweden. Sep 22-23 1997
Trätek
Rapport. 9709084, pp 67–69, 1997.
Yıldız, S., Effect of heat treatment on water
repellence and anti-swelling efficiency of beech. The
International Research Group On Wood
Preservation, Document No: IRG/WP 02-40222,
2002.
Santos, J. A., Mechanical behaviour of Eucalyptus
wood modified by heat. Wood Science and
Technology. 34, 39-43, 2000.
Kandem, DP., Pizzi, A., Jermannaud, A., Durability of
heat-treated wood. Holz als Roh-und Werkstoff. 60,
1-6, 2002.
Jämsä,S., Viitaniemi, P., Heat treatment of wood.
Better Durability without Chemicals. In: Proceedings
of COST E22 Environmental optimisation of wood
protection. Antibes, France, pp.21-26, 2001.
Finnish ThermoWood Association, ThermoWood
Handbook. Helsinki, Finland , 2003.
Esteves, B.M., Domingos, I.J., Pereira, H.M., Pine
wood modification by heat treatment in air.
Biroresources. 3(1), 142-154, 2007.
Johansson, D., Morén, T., The potential of colour
measurement for strength prediction of thermally
treated wood. Holz als Roh-und Werkstoff. 64, 104110 2006.
Yıldız, S., Physical, mechanical, technological and
chemical properties of beech and spruce wood
treated by heating. Ph.D. dissertation, Karadeniz
Technical University, Trabzon, Turkey. 2002.
Esteves, B., Marques, A.V., Domingos, I.J., Pereira,
H., Influence of steam heating on the properties of
pine (Pinus pinaster) and eucalypt (Eucalyptus
globulus) wood. Wood Science and Technology. 41,
193-207, 2007.
Shi, J.L., Kocaefe, D., Zhang, J., Mechanical
behaviour of Québec wood species heat-treated
using ThermoWood process. Holz als Roh-und
Werkstoff. 65, 255-259, 2007.
Unsal, O., Ayrilmis, N., Variations in compression
strength and surface roughness of heat-treated
Turkish river red gum (Eucalyptus camaldulensis)
wood. Journal of Wood Science. 51,405–409, 2005.
Schneider, A., Investigations on the convection
drying of lumber at extremely high temperatures.
Holz als Roh-und Werkstoff. 31, 198-206, 1973.
Korkut, S., The effects of heat treatment on some
technological properties in Uludağ fir (Abies
bornmullerinana Mattf.) wood. Building and
Environment. 43 (4), 422-428, 2008.
Yıldız, S., Gezer, E.D., Yıldız, Ü.C., Mechanical and
chemical behaviour of spruce wood modified by heat.
Building and Environment. 41(12), 1762-1766, 2006.
ISO 7724-2, Paints and varnishes, Colorimetry—Part
2: color Measurement, ISO standart, 1984
TS 2474, Wood-determination of ultimate strength in
static bending. TSE, Ankara. 1976.
TS 2478, Wood-determination of modulus of elasticity
in static bending. TSE, Ankara. 1976.
TS 2595, Wood-determination of ultimate stress in
compression parallel to grain. TSE, Ankara. 1976.
[23] TS 4086, Wood-determination of volumetric swelling.
TSE, Ankara. 1983.
[24] Hillis, W.E., High temperature and chemical effects
on wood stability. Wood Science and Technology. 18,
281-293, 1984.
[25] Metsa-Kortelainen, S., Antikainen, T., Viitaniemi, P.,
The Water Absorption of Sapwood and Heartwood af
Scots Pine and Norway Spruce Heattreated at 170
ºC, 190 ºC, 210 ºC and 230 ºC, Holz als Roh-und
Werkstoff, 64, 192-197, 2006.
[26] Ünsal, O., Korkut, S., Atik, C. The Effect of Heat
Treatment on some Properties and Colour in
Eucalyptus (Eucalyptus camaldulensis DEHN.)
Wood. Maderas. Ciencia y tecnologia, 52, 2, 145152, 2003.
[27] Mitsui, K., Takada, H., Sugiyama, M., Hasegawa, R.,
Changes in the Properties of Lignin-Irradiated Wood
with Heat Treatment, Holzforshung, 55, 601-605,
2001.
[28] Kartal, S.N., Hwang, W., Imamura, Y., Water
absorption of boron-treated and heat-modified wood.
Journal of Wood Science. 53, 454-457,2007.
[29] Tjeerdsma, BF, Boonstra, M, Pizzi, A., Tekely P.,
Militz H., Characterisation of thermally modified
wood: molecular reasons for wood performance
improvement. Holz als Roh-und Werkstoff. 56, 149153, 1998.
[30] Mohebby, B., Sanaei, I., Influences of the hydrothermal treatment on physical properties of beech
wood (Fagus orientalis). The International Research
Group On Wood Protection. Section 4-Processes and
Properties, Document No: IRG/WP 05-40303, 2005.
[31] Dwianto, W., Tanaka, F., Inoue, M., Norimoto, M.,
Crystallinity changes of wood by heat or steam
treatment. Wood Research. 83, 47-49, 1996
[32] Nuopponen, M., FT-IR and UV Raman spectroscopic
studies on thermal modification of scotch pine wood
and its extractable compounds. Helsinki University of
Technology. Espoo, Finland, 2005.