tmmob
makina mühendisleri odası
KAYNAK TEKNOLOJİSİ
IV. ULUSAL KONGRESİ
bildiriler kitabı
24 - 25 Ekim 2003 / Kocaeli
Yayın No
E/2003/339
tmtnob
makina mühendisleri odası
Sümer Sok. 36/1-A
06440 Demirtepe / ANKARA
Tel: (312) 231 31 59 Faks: (312) 231 31 65
e-posta: mmo@mmo.org.tr
http://www.mmo.org.tr
Yayın No: E/2003/339
ISBN: 975-395-653-3
Bu yapıtın yayın hakkı Makina Mühendisleri Odası'na aittir. Kitabın hiçbir bölümü
değiştirilemez. MMO'nun izni olmadan kitabın hiçbir bölümü elektronik, mekanik vb. yollarla
kopya edilip kullanılamaz. Kaynak gösterilmek kaydı ile alıntı yapılabilir.
Ekim 2003 / Ankara
Baskı:
Özkan Matbaacılık
(0312)229 59 74
/IS
tmmob
makina mühendisleri odası
KAYNAK TEKNOLOJİSİ IV. ULUSAL
KONGRESİ
24-25 EKİM 2003 - KOCAELİ
IV. OTURUM
Oturum Başkanı
Erdinç KAL UÇ (Kongre Düzenleme-Yürütme Kurulu Üyesi)
ROBOTİK KAYNAK SİSTEMLERİ ve
GELİŞME İSTİKAMETLERİ
1
Doç .Dr. Selahattin YUMURTACI , Arş. Gör. Tolga MERT
'Y.T.Ü. Mak.Fak. Mak.Müh. Bölümüİstanbul/TÜRKİYE
Tel: 259 70 70/2718-2931, E-posta: yselahatC5>yildiz. edu. tr. tmert(d)yifdiz. edu. tr
ÖZET
Günümüzde hızlı nüfus artışının doğal bir sonucu olarak farklı türdeki ürünlere olan talep giderek artmakta,
dolayısıyla da imalat sistemlerinde olağanüstü gelişmeler meydana gelmektedir. Geçtiğimiz yüzyılın yansında
ortaya atılan otomasyona dayalı imalat sistemi genişleyerek optimizasyon devrine geçilmiş, prodüktiviteyi
arttırarak yatırım masraflarını azaltan, daha fazla üretim yapmanın yanısıra kaliteyi de yükselten ve bu arada
çok daha insancıl çalışma koşullan sunan 'robotlar' devri başlamıştır.
Bu çalışmada robot kullanımına karar vermede gözetlenmesi gereken noktalar, değişik robot konfigürasyonlan,
robot ark kaynağı donanımlan ile robotik uygulamalar incelenerek çeşitli ülkelerdeki robotların dağılımı ve
geleceğe dönük öngörüler sunulmuştur.
Anahtar sözcükler: Robot, kaynak
1) G İ R İ Ş
Amerikan Robot Enstitüsü, robot kavramını şu şekilde ifade etmektedir:
" Robot, çeşitli görevlerin gerçekleştirilmesi için, malzeme, parça, takım ya da değişken programlanmış hareketler
aracılığıyla, özel parçalan hareket ettirmek amaçlı tasarlanmış, çok fonksiyonlu, yeniden programlanabilir
manipülatördür."
Sanayi robotunun en kapsamlı tanımı ve robot tiplerinin sınıflandırması ISO 8373 standardında belirlenmiştir.
Bu standarda göre bir robot şöyle tanımlanır:
"Endüstriyel uygulamalarda kullanılan, sabit veya hareketli olabilen, üç veya daha fazla programlanabilir eksene
sahip, otomatik kontrollü, yeniden programlanabilir çok amaçlı manipülatördür."
Tanımdaki terimlerin detaylı olarak açıklamalan aşağıdaki gibidir:
Yeniden programlanabilir: Fiziksel değişiklikler olmadan programlanmış hareketleri veya yardımcı
fonksiyonlan değiştirilebilen.
Çok amaçlı: Fiziksel değişikliklerle farklı bir uygulamaya adapte edilebilme yeteneği.
Fiziksel değişiklikler: Programlama kasetleri, ROM'lar vb. gibi değişiklikler hariç mekanik yapının veya kontrol
sisteminin değiştirilmesi.
Eksen: Lineer veya dönel (rotasyonel) modda robot hareketini belirtmek için kullanılan yön.
167
Kaynak Teknolojisi IV. Ulusal Kongresi
Şekil 1 'de fiziksel konfıgürasyonun, çalışma hacminin şekli üzerindeki etkisi gösterilmiştir. Kutupsal koordinat
robotunun çalışma hacmi kısmen küreseldir; silindirik koordinat robotunun silindirik, kartezyen koordinat
robotunun çalışma hacmi dikdörtgen prizma ve eklemli-kol robotunun çalışma hacmi ise yaklaşık küreseldir.
Her çalışma hacmi şeklinin büyüklüğü, kol komponentleri ve eklem hareketlerinin sınırlan tarafından etkilenir.
Robot seçimi, optimal çalışma hacmi için yapılmalıdır. Çünkü robot çalışma hacminin büyümesi, robot uzuv
boyutlannın artması dolayısıyla ataleti, gerekli motor gücü, enerji tüketim miktan ve robot fiyatının artmasıyla
sonuçlanır.
\ \ I "rflr I
Cb)
(a)
(c)
a) kutupsal, b) silindirik ve c) kartezyen
Şekil 1. Çeşitli Robot Anatomileri İçin Çalışma Hacimleri
a) Tamlık: Tamlık, çalışma hacmi içinde istenen bir noktaya, robotun bilek sonunu götürebilme yeteneğidir.
Uzaysal çözülüm, robotun çalışma hacmini bölebileceği en küçük hareket artışıdır. Robotun tamlığı uzaysal
kontrol artımlannı ne derece tanımlayabildiğine bağlıdır. Tamlık, verilen bir hedef noktaya erişebilmek için
robotun programlanabilme kapasitesiyle ilişkilidir.
b) Tekrarlanabilirlik: Tekrarlanabilirlik, uzayda robota önceden öğretilen bir noktaya, robotun, bileğini veya
bileğine eklenen end efektörünü götürebilme yeteneğidir. Robotun öğretilen bir noktaya göre tekrarlanan
hareketlerinin sonucunda, robot uç noktası ile öğretilen nokta arasında oluşabilecek maksimum hata miktandır.
Genel amaçlı robotlarda tekrarlanabilirlik değerinin 0,1 mm ila 0,2 mm olması yeterli olabilmektedir. Özel
olarak ark kaynağı uygulaması düşünülürse tekrarlanabilirlik değerinin kaynakta kullanılacak tel çapının yansından
küçük olması istenir.
c) Yük taşıma kabiliyeti ve hız: Maksimum yük taşıma kapasitesi, robotun minimum hızında tekrarlanabilirlik
değerini koruyarak taşıyabileceği maksimum yük değeridir. Nominal yük taşıma kapasitesi de robotun maksimum
hızda tekrarlanabilirlik değerini koruyarak taşıyabileceği maksimum yük miktandır. Bu yük taşıma kapasitesi
değerleri taşman malzemenin boyut ve şekline bağlıdır.
Robotlar, çeşitli ölçütlere (eksen sayılan, kontrol tipleri ve mekanik yapılanna) göre sınıflandınlabilmektedir.
Şekil 2'de, mekanik yapılanna göre yapılan bir sınıflandırma görülmektedir.
168
Kaynak Teknolojisi IV. Ulusal Kongresi
Robot
Prensip
Eksenler
Kinematik Yapı
Çalışma Alanı
örnekler
Resim
Kartezyen Robot
Silindirik Robot
ıııhııı
Küresel Robot
SCARA Robot
ıııhııı
Mafsallı Robot
Paralel Robot
Şekil 2. Mekanik Yapılarına Göre Endüstriyel Robotların Sınıflandırılması
2. ROBOTLARIN KULLANIM ALANLARI
Robotlar döküm yolu ile biçimlendirme (özellikle pres dökümde), kaynak (özellikle nokta kaynağı, MIG/MAG,
TIG ve plazma), sıcak dövme, sprey boyama, paletleme, takım tezgahları yüklenmesi ve montaj hatlarında
basan ile kullanılmaktadırlar.
3. ENDÜSTRİYEL ROBOTLARIN DÜNYA ÇAPINDAKİ YAYILIMI
2000 Dünya Robot Pazarı
Dünya toplamı, çok amaçlı robotlar, Japonya hariç:
51700 adet, 1999'a göre %20 fazla
• Dünya toplamı, Japonya'daki tüm endüstriyel robot çeşitleri dahil:
98700 adet, 1999'a göre %20 fazla
• Toplam Pazar değeri: 5,7 milyarS, 1999'a göre %14 fazla
1
Operasyonel endüstriyel robotların toplam stoku:
Çok amaçlı endüstriyel robotlar, Japonya hariç:
360300 adet, 1999'a göre %11 fazla
Japonya'daki tüm endüstriyel robot çeşitleri dahil:
740800 adet, 1999'a göre %4 fazla
1
169
Kaynak Teknolojisi IV. Ulusal Kongresi
Çok amaçlı endüstriyel robotların dünya çapındaki satışları 1990 yılında 80000 adete ulaşmıştır. 1991-1993
yıllan arasında satışlar 53000'e düşmüştür. Daha sonra 1997 senesinde satışlar 82000 adete ulaşmıştır. Bununla
birlikte 1998'de satışlar %16 düşerek 69000 adete düşmüştür. 1999 senesinde pazar, 1998 senesine göre %14
artış göstererek 79000 adet olmuştur. 2000'de satışlar %25 artış göstererek 99000 adet olarak gerçekleşmiştir.
i
İki sene boyunca düşüş gösteren veya durağan olan satışlardan sonra 2000 yılında Japonya'da büyük bir
toparlanma olmuştur. Tüm endüstriyel robotların satışları 1999'da %32 artarak 47000 adede ulaşmıştır.
1997 ve 1998 yıllarındaki Asya krizi esnasında Kore Cumhuriyeti'nde düşen satışlar, 1999 ve 2000 yılında hızla
toparlanarak sırasıyla %70 ve %95 artış göstermiştir.
Avrupa Birliği'nde, çok amaçlı endüstriyel robotların satışları %20 artarak 30000 adete ulaşmıştır. En yüksek
artış 1999 yılına göre %56 ile İsveç'te olmuştur. Bunu %30 artış ile İspanya takip etmiştir.
1995 ila 2000 yıllan arasında ABD'de satışlar durgundu veya düşüş göstermekteydi. 1995,1997 ve 1999'da
%28 ve %37 arasında artış göstermiştir. Bunun aksine 1996 ve 1998'de pazar %5 ila %13 arasında düşüş
göstermiştir. Bununla birlikte çok amaçlı endüstriyel robotlann en yüksek satışı 13000 adetle 2000 yılında
olmuştur.
•
t.
1990'larda, endüstriyel robotlann mekanik ve elektronik karakteristiklerinin ölçülen performanslan sürekli
artarken, fıyatlan düşmüştür. 1990-2000 yıllan arasındaki periyodu içeren en güncel ECE/IFR araştırmasına
göre şu sonuçlar elde edilmiştir.
•
Bir
robot
ünitesinin
liste
fiyatı
-%43
• Sevkedilen ünite sayısı
+%782
• Müşterilere sağlanabilecek ürün değişkenlerinin sayısı
+%400
• Toplam taşıma kapasitesi (tutucu modülü dahil)
+%26
• Tekrarlama doğruluğu
+%61
• 6 eksenin hızı
+%39
• Maksimum ulaşma
+%36
• Bozulmalar arasındaki ortalama süre
+%
137
• MB cinsinden RAM
+416 kere
• İşlemcinin bit-genişliği
+%117
• Kontrol edilebilen maksimum eksen sayısı
+%45
Örneğin A.B.D.'de 1990-2000 yıllan arasındaki periyodda endüstriyel robotlann fîayt indeksi 100'den 37'ye
inmiştir ki 2000 yılında kurulan robotlann performansı 1990 yılındakilerden çok daha yüksektir (Şekil 5 ve
Tablo 2). Kalite değişiklikleri gözönüne alındığında bu indeksin 18' düşmesi beklenmektedir. Diğer bir deyişle,
aynı performansa sahip bir robot, 1990 yılındaki maliyetinin beşte birine 2000 yılında üretilebilirdi.
Aynı zamanda, Amerikan iş sektöründeki iş kompenzasyon indeksi 100'den 142'ye yükselmiştir (Şekil 5 ve
Tablo 2). Bu, robotlann rölatif fıyatlannın 1990'da 100'den 2000'de 26'ya düşmesi ve robotlardaki kalite
geliştirmeleri hesaba katıldığında 12'ye düşmesi demektir.
170
f
i
Kaynak Teknolojisi IV Ulusal Kongresi
Tablo 1. 2000 Yılındaki Çok Amaçlı Endüstriyel Robotların Operasyonel Stoku ve Yıllık Kurulumlan ile
2001-2004 Arası Tahminler. Adet Olarak.
Sene sonu operasyonel stok
Yıllık kurulumlar
Tahmin
Tahmin
Ülke
2000
2001
2004
2000
2001
2004
Japonya (tüm endüstriyel
robotlar)
46986
49300
57100
389400
384000
447200
12986
29582
12781
5897
3793
1538
320
540
307
492
2941
973
944
150
20
97
100
250
/
/
327
6381400
4731
500
750
1820 "
9100
32800
15100
6500
3400
1700
11700
44400
20800
8700
4500
2300
116000
306000
141200
60800
31200
17600
1000
1300
7000
10200
1800.
3100
89900
95500
220500
197800
101600
91200
39200
44000
20700
22700
12300
13200
3000
7800
1400
2600
13200
6300
11300
11100
1300
100
500
500
5000
/
/
3800
535.00. L 59100
3000
38000
5600
6900
1
:' 7900"
940ff
51700
51700
70700
ABD
Avrupa Birliği
Almanya
İtalya
Fransa
Birleşik Krallık
Avusturya a/
Beneluks a/
Danimarka
Finlandiya
İspanya
İsveç
Diğer Avrupa Ülkeleri
Çek Cumhuriyeti a/
Macaristan
Norveç
Polonya
Rusya Federasyonu a/,b/
Slovakya c/
Slovenya c/
İsviçre a/
:;İ^A\ustralya
Avustralya
Kore Cumhuriyeti
Singapur a/
Tayvan
-tlterClkctertrf'.
Kısmi toplam, Japonya hariç
Toplam. Japoaya/dald tüm
endüstriyel roHMÎar dahil
79700
IMfıÖ
395500
528400
779500
SP75600
*
•
98700
360300
10500
101000
127800
749800
Kaynaklar: ECE, IFR ve ulusal robot kurumlan
a/ Bazı yıllar veya yılların hepsi için ECE ve IFR sekreterlikleri tahminleri
b/ Eski Sovyetler Birliği cumhuriyetleri dahil
c/ 'Diğer ülkeler'içinde dahil
171
Kaynak Teknolojisi IV. Ulusal Kongresi
60.000
50,000
^
40.000
(D
<; 30,000
1995
1996
1997
1998
• Japonya (tüm robot tipleri)
es Avrupa Birliği
1999
2000
2001
2002
2003
2004
2003
2004
BA.B.D.
o Diğer Tüm Ülkeler
Şekil 3. 1994-1999 Arasındaki Çok Amaçlı Endüstriyel Robotların Yıllık Kurulumları ve
2000-2003 Arası öngörüler
500,000
450,000
400,000
350,000
"55 300,000
5 250,000
200,000
150.000
100,000
50,000
04
1995
1996
1997
1998
Japonya (tüm robot tipleri)
js Avrupa Birliği
1999
2000
2001
2002
0A.B.D.
s Diğer Tüm Ülkeler
Şekil 4. 1994-1999 Arası Çok Amaçlı Endüstriyel Robotların Tahmini Operasyonel Stoku
172
t
Kaynak Teknolojisi IV. Ulusal Kongresi
160.00
140.00
jşşy\,/;ts.,.:
:
•.••?.
-...-'.
.......
•-/.
,
.•
• >
. - , , . . . :
,.-
••.:>:•:••<'.•<:•':•••••'?•'.•
•
•
•••••
'
• fcSJfjjj
S 120.00
il
100.00
3
80.00 -
g
60.00 j
c
40.00
20.00 -
Il2^:::;^•^r-Vfe':•.;.
r
''.---•
^ ' . ^ S ' - - ' - ^ - ' - - " ^
l S . - . î r S * ' V . *.-. I - , ' ' . '
v ^ v - '•-. -•
••-.
/
-
•
>
:
!
• • • • I H . . - : -•••.•" :••• y ^ - " | l l l
-
-
'••••'.:-.
.
'
: ; -
'
•
•
•
-•-
'
'
•
.
••
•
"
S r < ^ - . - ^... •
^
• . - . • • .
i
i
1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000
Şekil 5. A.B.D.'Deki Endüstriyel Robotlann Kaliteli Ayarlamalı ve Kalite Ayarlamasız Tahmini Fiyat İndeksi.
A.B.D. İş Sektöründeki İşçi Kompenzasyonunun İndeksi
2001-2002 Yıllan Arasında Türkiye'deki Sanayi Robotu İthalat ve thracat Bilgileri
İTHALAT
YIL
MİKTAR (DOLAR)
2001
11,222,242
2002
8,131,714
TOPLAM
19,353,956
İHRACAT
YIL
MİKTAR (DOLAR)
2001
123,688
2002
303,502
TOPLAM
427,190
4. ROBOTLAR ile YAPILAN KAYNAK YÖNTEMLERİ
Başta nokta direnç kaynağı (punta kaynağı) olmak üzere, MIG/MAG, TIG ve plazma kaynak yöntemlerinde
robotlar başarı ile kullanılmaktadırlar.
4.1. Nokta Direnç Kaynağı
Endüstride robotlann ilk yaygın kullanım alanı, nokta kaynağıdır. Otomobil üretiminde binek arabalann yapımı
için yaklaşık 700 adet preslenmiş ve kesilmiş parça ile 400 adet talaş kaldmlarak işlenmiş parça kullanılır. Bu
173
Kaynak Teknolojisi IV. Ulusal Kongresi
parçalar civata, perçin, kıvırma, lehimleme, yapıştırma ile birleştirilmelerinin yanısıra daha çok kaynak yolu ile
birbirlerine bağlanmaktadırlar. Toplam kaynaklar; yaklaşık olarak 5000 nokta kaynağından, 30 metre kadar
ark kaynağından, 1 metre elektron ışın kaynağından ve 15 adet de sürtünme kaynağından oluşmaktadır.
Nokta direnç kaynağında kullanılan robotlar, prosesi gerçekleştirmek için bazı yetenek ve özelliklere sahip
olmalıdır. Çalışma hacmi, parçanın boyutuna uygun olmalıdır. Robot, parça üzerinde ulaşılması güç olan yerlerde
kaynak tabancasını konumlayabilmeli ve oryante edebilmelidir. Bu ise serbestlik derecesinin sayısının artması
ihtiyacını doğurur. Kontrolör hafızası, nokta direnç kaynak döngüsü için gerekli birçok konumlama adımlarını
gerçekleştirebilecek kapasiteye sahip olmalıdır. Bazı uygulamalarda, kaynak hattı, birçok farklı model ürünün
üretimi için tasarlanabilir. Böylece, modeller değiştiğinde, robotlar bir programdan diğerine geçebilmelidir. Çok
yönlü robotlann bulunduğu kaynak hatlan için, çeşitli kaynak istasyonlannda değişik modellerin izlenebilmesi
ve iş istasyonlanndaki robotlara programların yüklenebilmesi için programlanabilir kontrolör kullanılır.
Robotlar aracılığıyla gerçekleştirilen nokta direnç kaynağı prosesinin otomasyonundan elde edilen faydalar,
artınlmış ürün kalitesi, operatör güvenliği ve imalat operasyonuna daha fazla hakim olunmasıdır. Kalitenin
artması, kaynak dikişlerinin daha tutarlı olması ve kaynaklann konumundaki tekrarlanabilirliğin daha iyi
olmasındandır. Göreceli olarak çok iyi bir tekrarlanabilirliğe sahip olmayan robotlar bile insanlara nazaran
nokta kaynaklannı daha doğru bir şekilde konumlandırabilirler. Elektriksel şok ve yanık tehlikelerinin bulunduğu
çalışma alanından insanın uzak tutulması ile güvenlik artınlmış olur. Nokta direnç kaynağı prosesini otomize
etmek için robotlann kullanılması, üretim planlama ve proses içi envanter kontrolü gibi alanlarda gelişmelere
neden olacaktır. Robotlann ve kaynak ekipmanının bakımı, nokta direnç kaynağı hattının otomizasyonunun
başanyla gerçekleştirilmesi için önemli bir faktördür.
4.2 Ark Kaynağı
Ergitme esaslı kaynak yöntemleri içinde, MIG/MAG ve TIG (Tungsten Inert Gas) yöntemlerinde robotlar çok
kullanılmaktadırlar. Ancak ark kaynak yöntemlerinin uygulanmasında önemli teknik ve ekonomik problemlerle
karşılaşılmaktadır.
Sürekli ark kaynağındaki tehlikeler yüzünden, proseste endüstriyel robotlann kullanımı mantıklıdır. Bununla
birlikte, robotlann ark kaynağı için uygulanmasında karşılaşılan önemli teknik ve ekonomik problemler vardır.
Sürekli ark kaynağı, düşük sayıda üretilen ve birçok komponentten oluşan ürünlerin imalatında sıklıkla kullanılır.
Bu şartlar altında herhangi bir otomasyon şeklinin uygulanması zordur. Ark kaynağı, depolann içi, basınçlı
kaplar ve gemi gövdeleri gibi ulaşmanın güç olduğu sıkışık alanlarda gerçekleştirildiği için bir problem teşkil
eder. Bu tip alanlarda insanlar daha rahat çalışabilirler.
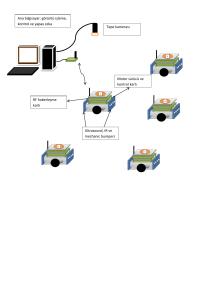
4.2.1 Robotlarda Ark Kaynağı Donanımları
Endüstride kullanılan bir robotik ark kaynağı donanımı aşağıdaki kısımlardan oluşmaktadır.
1-Manipülatör (Robot kolu) 2-Kaynak torku 3-Güç ünitesi 4-Kontrol ünitesi 5-Tel sürme ünitesi 6-Tel
kontrol ünitesi 7-Koruyucu gaz ünitesi 8- Öğretme (teaching) kutusu 9-Kaynak sinyal ünitesi 10-Manometre
11 - Robot kontrol ünitesi 12 - Kablo ve hortumlar 13-Pozisyoner
174
Kaynak Teknolojisi IV Ulusal Kongresi
1
Robot Donanımları:
Kaynak Makinast Donanımları
1) Ark Kaynak Robotu
2) Robot Kontrol Ünitesi
3) öğretme (Teaching) Kutusu
4) Kaynak Sinyal Ünitesi
5) Kontrol Ünitesi
0) Kablolar
1) Güç Ünitesi
2) Kaynak Torcu
3) Tet Besleme Ünitesi
4) Tel Kontrol Ünitesi
5) Koruyucu Gaz Ünitesi
6) Manometre
7) Kablo ve Hortumlar
Şekil 6. Ark Kaynak Robot Donatımı
4.2.2 Ark Kaynağı Robotunda Olması Gereken Özellikler
Ark kaynağı gerçekleştiren endüstriyel robotun bazı özellik ve yeteneklere sahip olması gerekir. Ark kaynağı
uygulamalarında göz önünde bulundurulan bazı teknik konular şunlardır:
a) Çalışma hacmi ve serbestlik dereceleri:
Robotun çalışma hacmi, kaynak edilecek parçalann boyutlanna yetecek büyüklükte olmalıdır. Kaynak torcunun
yeterli manipülasyonuna izin verilmelidir. Aynca, eğer iş istasyonunda iki parça tutucu varsa her iki tutucuda
da hareket döngüsü gerçekleştirmek için robot uygun erişime sahip olmalıdır. Ark kaynağı robotlan için genellikle
beş veya altı serbestlik derecesi gerekir. Bu sayı, kaynak işinin karaktersitiklerinden ve parça manipülatörünün
hareket yeteneklerinden etkilenir. Eğer parça manipültörü 2 serbestlik derecesine sahipse, robotun daha az
serbestlik derecesine sahip olmasına izin verilebilir.
b) Hareket kontrol sistemi
Ark kaynağı için sürekli-yol kontrolü gereklidir. Kaynak dikişinin üniformitesini sağlamak için robot, pürüzsüz
175
Kaynak Teknolojisi iv. uıusaı Kongresi
sürekli harekete sahip olmalıdır. Buna ilaveten, kaynak döngüsünde hareketin başlangıcında kaynak banyosunu
oluşturmak için bir bekleme, hareketin sonunda da kaynağı bitirmek üzere bir bekleme gerçekleştirilmelidir.
c) Hareketin kesinliği
Robotun tamlığı ve tekrarlanabilirliği kaynak işinin kalitesini belirler. Kaynak işlerinin kesinlik gereksinimleri,
boyut ve endüstrinin pratiğine bağlı olarak değişiklik gösterir ve en uygun robot seçilmeden önce her kullanıcı
tarafından bu gereksinimler tanımlanmalıdır.
d) Diğer sistemlerle arayüzleme
Robot, hücredeki diğer ekipmanlarla birlikte çalışabilmek için yeterli giriş/çıkış ve kontrol yeteneklerine sahip
olmalıdır. Bu diğer ekipmanlar, kaynak ünitesi ve parça pozisyonerleridir. Hücre kontorlörü, robotun hızı ve
yörüngesi ile parça manipülatörünün operasyonu ve tel besleme hızı gibi kaynak parametrelerini koordine
etmelidir.
e) Programlama
Robotun sürekli ark kaynağı için programlanması dikkat gerektirir. Düzensiz şekillere sahip kaynak yollan için,
robotun hareket yolu boyunca fiziksel olarak hareket ettirildiği gösterme ile programlama (walkthrough)
metodunu kullanmak uygundur. Düz (doğrusal) kaynak yollan için robotun, uzaydaki iki nokta arasındaki
interpolasyonu gerçekleştirecek yeteneğe sahip olması gereklidir. Bu, programcının kaynak başlangıç ve bitiş
noktalannı belirlemesine ve robotun noktalar arasındaki düz çizgi yörüngeyi hesaplamasına izin verir.
5. MANUEL ve ROBOTİK KAYNAĞIN KARŞIL ATIRILMASI
Ark kaynağı robotlar tarafından yapılacaksa, genellikle, parçalann tutturulduğu kıskaçlarla donatılmış bir döner
masa gerekir. Operatör, masanın bir tarafında, parçalan kıskaçlara yerleştirir. Masanın öbür tarafında ise
robot, parçalara gereken kaynağı yapar. Masanın iki tarafı bir pano ile aynlmıştır ve operatör arktan rahatsız
olmaz. Bu düzenleme özellikle bir parça üzerinde birçok kısa kaynak yapılacaksa verimli olmaktadır. İnsanın
ancak dakikada 70 cm hızla kaynak yapabildiği parçayı robot hızlı ve düzgün hareket becerisiyle, daha yüksek
akım kullanarak, dakikada 270 cm hızla kaynak edebilmektedir. Robotun kaynatılan ayntı düzgün izleyebilmesi
için geliştirilen algılayıcılar, doğrusal tarama yapan ince bir kızılötesi ışın ile ayntın profilini algılayabilmektedir.
Böylece bir ayntın tam ve düzgün kaynatılması için yalnızca başlangıç ve bitiş noktalannın 15 mm'lik toleransla
programlanması yetmektedir.
New York'ta Dahlstrom firması bilgisayar şasesi üretmek için gereken 35-70 arası kaynağı, bir Cincinatti
Milacron T3 robota yaptırmıştır. Kaynak teli makarası dahil kaynak makinasının büyük bölümü robot kola
monte edilmiştir. Robot bu birimde, el ile 42 dakika süren, her biri 50 mm uzunluktaki 44 kaynağı yalnızca 12
dakikada bitirmektedir.
6. SONUÇ
Robot uygulamalan sayesinde dar tolerans limitleri içinde imalat olanaklı hale gelmekte, aynca yapılan işin
kalitesiyle birlikte üretim hızı da artmakta, dolayısıyla da maliyet düşmektedir.
Kaynak robotlannm kendi maliyetlerini uzun sürede amorti etmelerine rağmen, robot kaynağı kalitesi her
zaman için insanlann yaptığı kaynaktan çok daha kaliteli ve tutarlı olmaktadır.
176
Kaynak Teknolojisi IV. Ulusal Kongresi
Özellikle son yıllarda çalışanların sağlığını gözeten ve onlara çok daha insancıl, konforlu çalışma ortamları
(duman, ısı, çeşitli kimyasallar, gazlar, ışınlar vb.'den uzak) sunulmasını sağlayan yönetmeliklerin yürürlüğe
girmesi sonucunda robotlar daha da önem kazanmışlardır.
Ülkemizde de özellikle otomotiv sektörü başta olmak üzere çok sayıdaki endüstriyel kuruluşta, çok çeşitli
amaçlarla basan ile kullanılmakta olan robotların, dünyada da giderek yaygınlaşmasının işsizliğe neden olacağı
görüşü tebessümle karşılanmalıdır. Zira bir kaynak robotunu tasarlayan, imal eden ve programlayan da yine
insandır ve yaptığı iş daha az yorucu olmakla birlikte normal bir kaynak operatöründen daha az değildir.
KAYNAKÇA
(1) GROOVER, M., 1986, Industrial Robotics, McGraw-Hill Company International Editions,
Singapore.
(2) ASFAHL, C, 1985, Robotics and Manufacturing Automation, John Wiley&Sons Inc., U.S.A.
(3) The International Federation of Robotics, 2001, World Robotics 2001, United Nations Publications.
(4) YÜCEL, İ., 1991, Sanayide Robot Teknolojisi-Uygulaması ve Önemi, DPT Sosyal Planlama Genel
Müdürlüğü Planlama Dairesi, Ankara.
(5) CEYHUN, V., 1996, Kaynak Robotları ve Ekonomisi, Gedik Eğitim Vakfı Uluslararası Kaynak Teknolojisi'96
Sempozyum Bildirileri, İstanbul.
(6) TÜLBENTÇİ, K., 1998, MIG-MAG Gazaltı Kaynak Yöntemi, Rem Matbaacılık, İstanbul.
(7) Devlet İstatistik Enstitüsü, 2001 -2002 yıllan sanayi robotlanna ait ithalat ve ihracat bilgileri.
ÖZGEÇMİŞ
Doç. Dr. Selahattin YUMURTACI
1954 yılında Edirne'de doğdu. Lisans ve Yüksek Lisans öğrenimini Yıldız Teknik Üniversitesinde tamamladı.
1996 yılında Doçent unvanını aldı. Halen Yıldız Teknik Üniversitesi Makina Fakültesinde Öğretim Üyesi olarak
görevini sürdürmekte olup, evli ve iki çocukludur.
Arş. Gör. Tolga MERT
1978 tarihinde İzmir'de doğdu. Lisans öğrenimini İstanbul Üniversitesi Makina Mühendisliği Bölümü'nde
tamamladı.
Halen Yıldız Teknik Üniversitesi Makina Fakültesi'nde Yüksek Lisans eğitimine devam etmekte olan Tolga
MERT aynı zamanda aynı fakültede Araştırma Görevlisi olarak çalışmaktadır.
177
PLASTİK MALZEME KAYNAĞININ
MEMLEKETİMİZDEKİ UYGULAMALARI ve ÖNEMİ
Prof. Dr. Selahaddin ANIK*, Prof. Dr. Ahmet OĞUR**,
Araş. Gör. Çetin KARAKAYA***
* İstanbul Teknik Üniversitesi, Makina Fakültesi, Emekli Öğretim Üyesi
** Sakarya Üniversitesi, Mühendislik Fakültesi, Öğretim Üyesi
*** Sakarya Üniversitesi, Mühendislik Fakültesi, Araştırma Görev/isi
ÖZET
Bu çalışmada, sanayiinin birçok dalında kullanımı hızla artan ve çoğu durumlarda, metal malzemelerinin yerini
alan, aynı zamanda da sürekli yeni üretim teknikleri üzerine çalışılan, termoplastik malzemelerin kaynak
yöntemlerine ve endüstride kullanım alanlarına genel olarak değinilmiştir.
Ülkemizde, plastik malzemelerin üzerinde yapılan çalışmaların yoğun olması ve her yeni bir malzeme için yeni
kaynak tekniklerinin geliştirilmesine ve mevcut teknik üzerinde geliştirmelerine ihtiyaç duyulması, termoplastik
malzemelerin kaynağında nelere dikkat edilmesi gerektiğinin ve yöntemlerdeki değişkenlerin bilinmesinin zorunlu
olduğunu göstermektedir.
Anahtar sözcükler: Plastik malzeme kaynağı, plastik malzeme kaynağı uygulamaları
SUMMARY
This study deals with welding technology of thermoplastic materials and the areas they are used in industry.
This new technology has been vvidely used in industry and has replaced metal materials. New production
techniques have been researched.
There has been intensive research on plastic materials and this requires the development of new welding
techniques for each new material and improvements on the present techniques. Therefore, it is essential to
know what to çare in the vvelding of thermoplastic materials and variables in techniques.
Keywords: welding of plastic materials, vvelding application of plastic materials.
PLASTİKLERİN TANITILMASI
Plastik malzeme molekülleri karbonun az miktarda metal olmayan malzemelerle yaptıkları bileşiklerdir. Bu
maddeler genellikle oda sıcaklığında gaz halindedir.
Propan C 3 H g gibi tanınmış hidrokarbon bileşikleri sabit büyüklükte olan moleküllere sahiptir. Bunların tersine
plastik malzemeler büyük zincir veya ağ moleküllerinden meydana gelirler. Farklı genişleme şekillerine sahip
olduklarından sadece ortalama bir molekül kütlesi (molekül ağırlığı) belirlenebilir.
Plastik malzemeler yüksek moleküler bileşiklerdir; polimerler olarak da adlandırılırlar. Zincir veya ağ şeklindeki
moleküllerine makro moleküller denir. Makro moleküller monomer denilen tek moleküllerden oluşurlar. Makro
moleküller kimyasal reaksiyonlar sonucunda meydana gelirler.
179
Kaynak Teknolojisi IV. Ulusal Kongresi
Birçok çeşidi olan plastiklerin hangi gruptan olduğunu anlamak çok defa zor bir iştir. Aynı plastik çeşitli formlarda
şekillendirilmiş olabilir. Aynı tür bir plastik, farklı ticari adlar alabilir. Bununla beraber çok çeşitli ad ve şekilleri
bulunan plastik, termik özellikleri bakımından Termoplastikler ve Termosetplastikler olarak iki ana grupta
toplanabilirler.
,
f
Plastik malzemelerin özellikleri metallerinkiyle karşılaştırılırsa, büyük farklar görülür. Metal atomları
tamamlanmamış bir elektron kabuğuna (dış kabuk) sahip olduklarından, kimyasal maddelere karşı
dayanıksızdırlar. Plastik malzemeler ise kimyasal bileşikler olarak moleküler yapıdadır ve molekülleri doymuştur.
Atomları ise kimyasal bağlar ile soy gaz karakterine sahip olmuşlardır. Bu nedenle birçok kimyasal maddelere
karşı dayanıklıdırlar.
Plastik malzemelerin değişik olan bağ ve yapı türü, fiziksel davranışının metalik malzemelere göre tamamen
farklı olması sonucunu doğurur.
Plastikler, endüstri alanında ağaç, metal, seramik ve deri malzemelere nazaran en yeni olanlardır. Bununla
beraber, kısa bir zamanda geniş alanda kullanılmaya başlanmıştır. Bugün tüketicilerce bilinen binlerce eşya,
sentetik malzemelerden yapılmaktadır.
i
\:
Endüstride imal edilen plastik malzemelerin hızla gelişmesinde ilk faktör sıcak gaz kaynağının çok yönlülüğü
olmuştur. Bu kaynak işlemi, aşınma dayanımı, hafiflik, dielektrik özellikler ve arzu edilen iyi darbe mukavemeti
veren plastiklere ekonomik olarak uygulanmaya müsaittir. Sıcak gaz kaynağı endüstrideki büyük miktardaki
konstrüksiyon donanımlarının gerçekleştirilmesinde ve ufak parçaların imal edilmesinde kullanılır.
İmalatta en yaygın kullanılan plastikler PVC ve polietilen' dir. Bu malzemelerin kaynak yöntemleri de oldukça
yaygındır. Yüksek frekans kaynağı defter kabı, cüzdan, ayakkabı imali, deniz yatağı ve oyuncaklar imalinde
oldukça büyük uygulama alanı bulmuştur.
i
Bu arada, sıcak eleman kaynağının da memleketimizde geniş çapta bir kullanım alanına sahip olduğunu belirtmekte
fayda vardır. Sıcak eleman kaynağı, özellikle de sıhhi tesisat ve kalorifer borularının artık günümüzde termoplastik
malzemelerden yapılması sonucu, oldukça fazla uygulama alanı bulmuştur.
Termoplastiklerin başlıca özellikleri nelerdir?
Termoplastik, ısıtıldığında yumuşar ve soğutulduğunda da sertleşir. Isı verilişinin ne süreyle tekrar edildiği
önemli değildir. Isıtma ve soğutma işlemini birkaç kez tekrarlayarak termoplastiğe yeniden çeşitli şekiller
verilebilir. Termoplastik bu özelliği bakımından balmumuna benzer. Isıtıldığında dökülebilir, soğutulduğunda
da katı hale gelir. Tekrar ısıtıldığında yine yumuşar. Bu gruba giren önemli plastikler şunlardır: Akrilikler,
selülozikler, naylon, polistiren, poliestilen, karbon florür ve viniler' dir.
i
,
Termoset plastiklerin başlıca özellikleri nelerdir?
Termosetler ısı verilmesiyle bir defa istenilen şekle sokulur ve bundan sonra tekrar ısıtılıp eritilerek ilk şekline
dönüştürmek mümkün olmaz.Termostelerin sertleşmesi için sıcaklığın çok fazla olması gerekmez. Bu sıcaklık
ekseriya 176°C nin az üzerindedir. Termosetler sertleştirildikten sonra tekrar ısıtılsa da eski yumuşak durumuna
dönmez. Buradaki olay, yumurtanın kaynatılmasına benzetilebilir. Yumurta belirli bir süre kaynatılırsa, içi katılaşır
ve bundan sonra kaynatmaya devam edilse de yumuşayarak önceki sıvı haline dönmez. Bu grubun belli başlı
plastikleri fenolikler, amenler, poliesterler, epoksiler ve alkidler' dir.'
180
,
!
Kaynak Teknolojisi IV. Ulusal Kongresi
Elastiktik modülünün takviye ile arttırılması:
Kısa cam liflerinin (0.2... 0.5 m m ) % 20 ... 40 ağırlık oranında karıştırılması sonucunda özelliklerde olumlu
değişmeler elde edilir (Tablo 1). Bu teknikte kullanılan polimerler, Polikarbonat (PC) ve Poliamid (PA 6) dır.
Bunların yanında ayrıca polipropilen (PP), polioksimetilen (POM), polietilentereftalat PETP ve bazı daha az
tanınan yeni polimerlerde kullanılır.
Tablo 1. Termoplastiklerin Özelliklerinin Cam Elyaf Takviyesi ile Değişimi
Özellik
Değişim
E-Modülü ve çekme mukavemeti
Uzama kabiliyeti ve siineklik
Isıl uzama (genleşme)
2...3 kat artar.
Azalır
1/3 oranında azalır. Metallerle yapılan bağlantılar
önemlidir
azalır
Sürünme eğilimi
Sürekli ısıya dayanıklılık
Kalıp içerisinde akma kabiliyeti
Elektrik özellikleri
10... 30 ° C yükselir
Kötüleşir, bu nedenle max. % 40 ağırlık oranında kısa
cam elyaf kullanılmalıdır.
Hemen hemen değişmez (E-camında)
Kullanma Alanı Örnekleri:
Sıcaklık değişimine rağmen şeklini koruyan parçalar (şalter ve ölçü yapımında), izolatörler, bobin parçalan,
havalandırma çarkları ve kurulan, ev aletlerinin kumanda düğmeleri, çamaşır ve bulaşık yıkama otomatlannın
mıknatıs ventilleri.
PLASTİK MALZEMELERİN KAYNAK PRENSİBİ
Plastiklerin çentiğe karşı hassasiyetleri, perçin veya cıvata ile birleştirilmelerini zorlaştınr. Plastik folyelerin
dikilmeleri halinde bile, dikişlerdeki oyuk yerleri, daha sonraki çatlaklann başlangıçlarını oluşturabilir. Bu nedenle
birleştirme yöntemi olarak yapıştırma ve kaynak ön plana çıkmıştır. Yapıştırma işleminde bindirme tipi
birleştirmeler kullanılmaktadır.
Kaynak sırasında plastik malzemenin yumuşaması ve plastik bölgeden tersinir olarak tekrar katılaşması gerekir.
Bu nedenle sadece termoplastikler kaynak kabiliyetine sahiptir. Termoplastiklerin kaynak işleminde malzemede
erime oluşmaz. Kaynak yerine verilen ısıya ek olarak bir basıncın da uygulanması gerekir. Tüm bağlantı
şekilleri kullanılabilir ve pek çok pozisyonda başanyla kaynak edilmeleri mümkündür. Termoplastikler
yumuşatılmış halde basınç yardımıyla kaynak edilebilirler, yani birleşen parçalann zincir molekülleri, yumak
halinde birleşerek mekanik bir bağ oluştururlar. Kural olarak sadece aynı türden plastikler kaynak edilebilirler.
Kaynak çubuğu kaynaklanacak plastik ile aynı kompozisyonda olmalıdır. Plastik kaynak çubuklan yuvarlak,
oval, üçgen ya da düz şekillerde olabilir. Termoplastiklerin kaynağında işlem sırası şöyledir:
-
birleşme yüzeylerinin yumuşatılması
basınç altında birleştirme
sertleşmeye kadar tutma
Plastik malzemelerin kaynağı için gereken ısı, ısıtılmış gaz, sıkıştınlmış hava, koruyucu gaz yada elektrik
direnci ile sağlanır.
181
Kaynak Teknolojisi IV. Ulusal Kongresi
Plastiklerin kaynağının iyi olması için 4 şey gerekir:
• Doğru kaynak sıcaklığı
• Kaynak çubuğuna doğru basınç
• Kaynak çubuğuna doğru açı
• Doğru kaynak hızı
Kaynak dikişinin kalitesine etki eden faktörler şunlardır:
• Kaynatılacak parçaların kaynak kabiliyeti
• Kaynak ilave malzemesi
• Kaynak dikişinin sekli
• Kaynak şartlan (sıcaklık ,hız,basınç)
• Paso sayısı (az sayıda kalın paso daha iyidir)
• Yüzeylerin temizliği
• Çentikler
•
Kaynakçı
Kaynak kalitesinin ölçüsü olarak kaynak bağlantısının parçaya bağlanma derecesi alınır.
Termoplastiklere Uygulanan Kaynak Yöntemleri ve Endüstriyel Uygulamaları
Tablo 2. Plastik Malzemelerin Kaynak Yöntemlerine Genel Bir Bakış
Kaynak Yöntemi
Sıcak gaz kaynağı
Yumuşatma İşlemi
Sıcak gaz akımında ısıtma (elle veya otomatik)
En Çok Kullanılan Dikiş Şekilleri
A,K,B
Direkt sıcak eleman
kaynağı
Endirekt sıcak eleman
kaynağı
Birleştirilecek parçaların arasındaki sıcak
elemanlar yardımıyla
Bir veya her iki dış yüzeydeki sıcak elemanlar
yardımıyla
A, B (folyelerde)
Yüksek frekans kaynağı
Ultrasonik kaynak
Dielektrik kayıplar yardımıyla
İç ve dış sürtünmeler yardımıyla
B (folyelerde)
A, K (parçalarda)
B (folyelerde)
A, K (iri profiller ve parçalarda)
Dönel sürtünme sayesinde
Parçalar katı halde iken monomer çözeltiler
A, K, B (levhalarda, parçalarda
yardımıyla çözülerek birbirine bastırılır
ve folyelerde)
* A: Alın kaynağı, K: Köşe kaynağı, B: Bindirme kaynağı
* Kısaltmalar:
PVC: Polivinilklorür, PE: Polietilen, PA: Poliamid, PMMA: Polimetilmetaakrilat, PS: Polistirol, PP:
Polipropilen, PTFE: Politetrafloretilen
Sürtünme kaynağı
Çözme kaynağı
SICAK ELEMAN KAYNAĞI
Direk Sıcak Eleman Kaynağı
Sıcak eleman kaynağı, iki polimer arasında sağlam kaynaklar yapmaya olanak sağlayan basit bir işlemdir. Bu
yöntem genellikle; sert ve yumuşak PVC, PE, PP, PA malzemelerin birleştirilmesinde kullanılır.
Birleştirilecek yüzeyler bir araya getirilir ve aralarına konulan sıcak eleman ile kaynak sıcaklığına kadar ısıtılır,
yüzeyler birleşme sıcaklığına eriştikten sonra sıcak eleman çekilerek uygulanan basma kuvveti ile (el veya
mekanik olarak) birleşme olur.
182
Kaynak Teknolojisi IV. Ulusal Kongresi
Uygulama alanları; plastik batarya muhafazaları, yakıt tankları ve yakıt doldurma borulanmn birleştirilmesinde,
gaz ve su borulanmn birleştirilmesinde, lağım ve atık su tahliye borulannm kaynatılması, profiller (plastik
pencereler), levhalar, borular, havalandırma kanallan, stop lambalan, tamponlar, çamaşır makinesi balanslayıcısı,
filtreler, vakum temizleme makinalan, plastik palet ve her türlü asimetrik ürünlerde sızdırmaz kaynaklı birleşmeler
sağlar. Günümüzde, bu kaynak yöntemi yaygın olarak sıhhi tesisat işlerinde kullanılmaktadır.
Sıcak Elaman
Biri»»Srfl«c«k Parçalar
ı
I
^=n r^^ı ıp— ı
I. DURUM
Şekil 1. Sıcak Eleman Kaynağının Uygulanışı (Şematik)
Diğer sıcak eleman kaynak yöntemleri şunlardır;
Sıcak Eleman Alın Kaynağı
Bu yöntemin uygulanmasındaki aşamalar,
a-Isıtma işlemi: Kaynağı yapılacak parçalar sıcak elemana bastınlır,
b-Çıkarma: Sıcak eleman kaynak bölgesinden uzaklaştınlır,
c-Birleştirme: Kaynağı yapılacak parçalar birbirine bastınlır ve soğutulur.
Sıcak Eleman Köşe Kaynağı
Bu işlem aslında bir kıvırma işlemidir. Sıcak eleman düz malzeme üzerindeki köşe oluşturulacak kısma bastınlır,
yeterli yumuşama sağlandığında bükülür.
Kama Şeklinde Sıcak Eleman Köşe Kaynağı
Kama şeklindeki bir sıcak eleman kaynak edilecek yüzeylere gömülerek parçayı ısıtır ve daha sonra uygulanan
bir basma ile iç köşe dikişi oluşturulur. Parçanın birleştirilecek yüzeyleri sıcak elemanlarla ısıtılır ve daha sonra
el veya mekanik olarak uygulanan basınç ile birleşme sağlanır.
Sıcak Eleman Yardımıyla Geçme Kaynağı
Borunun gireceği yüzey özel olarak bir sıcak eleman ile kaynak sıcaklığına eriştikten sonra sıcak eleman
çıkartılır ve yerine boru geçirilerek özel suretle uygulanan basınç ile birleşme sağlanır.
183
Kaynak Teknolojisi IV. Ulusal Kongresi
Bobin Şeklindeki Sıcak Eleman ile Kaynak
Birleştirilecek yüzeyler bobin şeklindeki bir sıcak eleman ile ısıtılır. Daha sonra da olduğu gibi malzemelerin ısıl
genleşmesi ile veya dıştan uygulanan bir tertibatla basınç oluşturulur ve birleşme sağlanır.
j
r
Sıcak Kama Kaynağı
Bu yöntem ile genellikle folyelerin kaynağı yapılır. Üst üste gelen parçalar arasında bulunan bir sıcak kama ile
yüzeyler kaynak sıcaklığına eriştikten sonra uygulanan basınç ile birleşme sağlanır.
Sıcak Eleman ile Ayırarak Kaynak
Üst üste binmiş iki parça tel, bant veya bıçak formundaki bir sıcak eleman ile hem kaynak edilmiş hem de
birbirinden ayrılmış olur.
tndirek Sıcak Eleman Kaynağı
,
Bu yöntem, en çok 0,4 mm kalınlığına kadar olan folyelerin bindirme kaynağında kullanılır. Değişik biçimlerdeki '
sıcak elemanlar, birleştirilecek parçalara bir veya iki taraftan bastırılır. Sıcaklık ve basınç etkisi ile parçalar
birleştirilir. Bu yöntemin dezavantajı, sıcaklık dağılımının uygun olmayışı ve bu nedenle dikiş bölgesinde parçaların
kalınlığının oldukça azalmasıdır. Bu nedenle normal olarak sadece 0,2 mm' ye kadar folyelerin kaynağında
kullanılır.
Malzemeler: PVC, PE, PP, PA
Örnekler: PE ve PP malzemelerden plastik torbalar, çöp torbalan v.b.
Sıcak Eleman İmpuls Kaynağı
,
Sıcak elemanlar elektrikle ısıtılır ve sonra uygulanan basınç ile birleştirme sağlanır. Sıcak elemana uygulanan
r
akım kesildikten sonra basınç uygulanır.
Sıcak Eleman Sıcak Temas Kaynağı
Sıcak eleman devamlı suretle ısıtılır. El veya mekanik olarak sağlanan basınç yalnız ısıtma sırasında etkir.
Sıcak Eleman Hareketli Bobin Kaynağı
Parçalar hareketli bantlar (transport bantlan) arasında sürekli olarak sıcak eleman tarafından ısıtılır ve daha
sonrada basınç uygulanarak birleşme sağlanır.
SICAK
GAZ
üe
KAYNAK
i
[•
Sıcak gaz kaynağında ısı taşıyıcı olarak ısıtılmış gaz (genellikle hava) kullanılır. Kaynakta elle kumanda edilen
veya otomatik cihazlar kullanılır. İlave malzeme, kaynak çubuğu (sert) veya bant/ip (yumuşak) halinde, oluğa
bastınlır ve sıcak gaz akımı etkisiyle yumuşar. İlave malzeme üzerine uygulanan kuvvet sayesinde birleşme
sağlanır. Bir veya birkaç pasolu kaynak yapılabilir.
Dikiş şekilleri: alın kaynağı (I, V, Çift-V, U), köşe kaynağı
Malzemeler: sert ve yumuşak PVC, PE v.b.
örnekler: yer kaplamalannın, kaplann aparatlann, havalandırma tesislerinin kaynağı
Sıcak gaz ile kaynak yöntemleri;
t
Kaynak Teknolojisi IV. Ulusal Kongresi
Üflece Hareket Verilerek Yapılan Sıcak Gaz Kaynağı
Sıcak Gazla Çekerek Kaynak
Sıcak Gaz Bindirme Kaynağı
Sıcak gaz, birleştirilecek yüzeylerin arasına uygulanır. Daha sonra uygulanan basınç ile birleşme sağlanır.
Burada bir ilave malzeme kullanılmamaktadır.
Sıcak Gaz Ekstrüzyon Kaynağı
İlave malzeme bir ekstrüder içinde sıcak gaz ile ısıtılarak birleşme ağzına sevk edilir ve basınç bir kaynak
baskısı veya diğer bir vasıta ile sağlanır. Bu yöntem genellikle uzun birleştirmelerde kullanılır. Tipik uygulamalar;
ufak yolcu gemilerinde ki ek yerlerinde, geniş termoplastik hava kanallarının montajında kullanılmaktadır.
IŞIN Ue KAYNAK
Lazer Kaynağı
Yakın zamanda, Birleşik Krallık' ta ki kaynak enstitüsündeki (TWI) plastik kaynak gurubunun bildirdiği habere
göre karbondioksit ve Nd-YAG lazerleri kullanarak yapılan yüksek hızlı polietilen filmlerinin kaynağında, 500
metre/dakika' lık hıza ulaşılmıştır. Ancak daha yüksek hızlarında mümkün olduğu düşünülmektedir. Kaynak
mukavemeti esas malzcı enin mukavemetine yakm çıkmıştır.
HAREKET Ue KAYNAK
Ultrasonik Kaynak
Değişken mekanik titreşimlerle (yaklaşık 22 kHz), termoplastik malzemeler kay ı. k bölgesinde ısıtılır ve basınç
altında birleştirilir. Bu yöntem ile kalıp gövdeleri, folyo, şerit ve ip seklinde plastikler kaynatılır. Plastik kaplanmış
karton veya kumaşların, ultrasonik yöntemle kaynak yapılmaları mümkündür. Burada taşıyıcı malzemenin
ultrasonik enerjisi ile kaplamalar birbiriyle kaynak edilir. Sonotrod ucunun yivli olması gerekir. Ultrasonik
kaynak belki de en çok kullanılan termoplastik kaynak işlemidir. Yöntem çok hızlıdır (birkaç saniye) ve genellikle
diğerlerine nazaran parlak ışıklar çıkarmayan kaynaklar elde edilir. Bu yöntemin uygulanabildiği malzemeler;
tercihen PS ve PE; Sert-PVC ve Poliakrilit malzemeler için de kullanılır.
Tablo 2. Ultrasonik Kaynak Yönteminin Uygulama Alanları
Oyuncaklar
Ev Eşyası
Elektronik Endüstri
Elektrik Endüstrisi
Otomotiv Endüstrisi
Gıda Endüstrisi
Kırtasiye
Diğerleri
Uzaktan kumandalı oto ve bot imali, plastik bebek, tüfek, su
tabancası, TV oyunu, telefon v.s.
Çamaşır makinası balans ağırlıkları, bilgisayar, TV kutusu, uzaktan
kumanda, buharlı ütü.
Kaset kutusu,video kutusu, hesap makinası, disk v.s.
Konnektör, transformatör, röle.
Ön farlar arka farlar, stop lambaları, yiyecek kutusu, dikiz aynası,
yağ filtresi.
Termos şişeleri, termos bardakları, yemek kaplan.
Kalem kutusu, PP dosya, tel zımba, mürekkep kutusu, kalem standı.
Yılbaşı dekorasyonu, saç tokaları, süs eşyaları, cerrahi maskeler,
Folyelerin, levhaların ve parçalann birleştirilmesi, eczacılık
preparatlannın ambalajı (folye), sentetik kumaş ve brandaların
kaynağı
185
Kaynak Teknolojisi IV. Ulusal Kongresi
i/ 2. Sentetik Kumaşlar ve Sentetik Branda Bezleri İçin Özel Ultrasonik Kaynak ve Kesme Makinası
Şekil 3. Ultrasonik Poşet Kaynak Makinası
Şekil 4. Ultrasonik El Kaynak Makinası
Sürtünme (Döndürme) Kaynağı
Parçalann birleştirme yüzeyleri sürtünme ile ısıtılır ve daha sonra uygulanan basınçla da ilave malzeme
kullanılmadan birleştirme sağlanır. Yöntemin uygulanabildiği malzemeler; PE, PP, PVC, Akrilcam, Poliasetal,
Poliamid, Polistirol' dür. Bu yöntemin titreşimli özel bir uygulaması olan kaynak işleminde ise; %50 dolgu
içerikli bütün termoplastikler kaynak edilebilmektedir. Amorf (PS, ABS, SAN, PC, PVC) olanlara göre kısmi
kristalli (PA, POM, PP, PE) termoplastikler de erime için daha yüksek ısıya ihtiyaç vardır.
Döndürme kaynağının ilk uygulamalarından biri su dolu alanların mühürlenmesi idi. Bu işlem dip sıvıya batınlmış
durumda iken kapağın, dip kısmın üstünde döndürülmesiyle gerçekleştirilirdi. Sprey tüpü ve duba üretimi,
şamandıralar, boya kurulan, küresel şekilli oyuncaklar, yağ filtreleri, sprey konnektörler ve termos kaplan
diğer uygulamalar arsında sayabiliriz. Döndürme kaynağı direklerin plastik bölgelere tutturulmasında da
kullanışlıdır.
186
Kaynak Teknolojisi IV Ulusal Kongresi
ELEKTRİK AKIMI ile KAYNAK
Yüksek Frekans kaynağı
Bu yöntemde kaynak için gereken ısı, yüksek frekanslı değişken bir elektrik alanı tarafından sağlanır. Yöntem
sadece dielektrik kayıpları yüksek plastiklerde kullanılabilir. Kaynak işlemi basınç altında gerçekleşir. Değişken
elektriksel alan sayesinde plastik içinde dipoller oluşur ve bunların yüksek frekansta hareketleri ile iç sürtünmeler
ve dolayısıyla ısınma sağlanır.
Malzemeler: Sert-PVC, Yumuşak-PVC, PA, Selülozasetat v.b.
PE, PP, PS, PTFE malzemelerinde kullanılamaz!
Örnek: Yumuşak PVC folyelerde kaynak ve kesme işlemleri aynı anda yapılabilir (Plastik dosyalar, okul
çantaları v.b.).
Tablo 3. Yüksek Frekans Kaynak Yönteminin Uygulama Alanları
KIRTASİYE
ÖRTÜLER
YAĞMURLUK
AYAKKABI
ŞİŞİRME OYUNCAKLAR
AUTOMOTİV
PARÇALARI
EV EŞYASI
TEKSTİL
Sunum dosyalan, takvimler, büro dosyalan, klasörler, para çantası, cüzdan, bayrak
ve fotoğraf albümü
Kitap, defter, pasaport kaplan, video, çamaşır makinası, otomobil, motosiklet,
şemsiye v.s. örtüleri
Yağmurluk, şapka, eldiven, balıkçı elbisesi ve şemsiyesi.
Kapitone, süslü ayakkabılar, spor ayakkabıları
Hayvanlar, balonlar, yüzme kolluğu, can simitleri, can yeleği
Direksiyon ve koltuk örtüleri, bisiklet ve motorsiklet sele örtüleri
Banyo PVC perde, v.s.
T-shirt'lere kaynak baskı, etiket baskı, şeffaf ambalaj torbası, v.s.
RF/DİELEKTRİK KAYNAĞI
RF kaynağı; PVC, poliüretan ve poliamidler gibi kuvvetli dipollere sahip polimerleri birleştirmede kullanışlıdır.
Dipollere değişen alan uygulaması sonucu, alanla oryantasyona neden olunacaktır. Dipoller değişen alan
polaritesini izlemeye çalışacak ve bu işlem sonucu bir kısım alan enerjisi ısıya dönüşerek kaynağı oluşturacaktır.
ABD' de, en yaygın kullanılan RF kaynağı frekansı 27.12 MHz olarak belirlenmiştir, ancak frekanslar ülkeye
bağlı olarak değişebilir.
Tıbbi alanda, sıvıları taşımak için kullanılan çantalar RF kaynağının ana uygulama alanlarıdır. Çantalar ve
çantaya malzemeyi koymak için kullanılan portlar tek bir adımda yapılabilir.
MİKRODALGA KAYNAĞI
Mikrodalga kaynağı halen gelişmenin başlarında olan bir teknolojidir. Mikrodalgalar, hem endüksiyon hem de
RF (dielektrik) kaynaklarından daha yüksek frekansa sahiptirler. ABD' de yaygın olan iki frekans 915 MHz ve
2.45 GHz' dir (mutfak mikrodalgalan). RF kaynağında olduğu gibi, dipoller ile etkileşimden ısı ortaya çıkar. Bu
ısı yardımıyla kaynak işlemi gerçekleştirilir.
187
Kaynak Teknolojisi IV. Ulusal Kongresi
ENDÜKSİYON KAYNAĞI
Endüksiyon kaynağı, iletken malzemeler radyo frekansı (RF) alanına maruz bırakıldığında gözlenir. RF enerjisi
2
malzemede Eddy akımlarına neden olur ve ısıtma I x R ısıtmasıyla gerçekleşir.
,
f
ÖZDİRENÇLİ İMPLANT KAYNAĞI
Özdirençli implant kaynağı, elektriksel iletken bir elementin bağ hattına akım uygulanması sonucu ısıtılmasıyla
oluşur. Elementin etrafındaki bölge erir ve baskı uygulaması sonucunda kaynak oluşur. Bazen eriyen maddenin
daha iyi akışı ve bağ hattındaki boşlukların doldurulması için bağ hattına ekstra bir polimer eklemek yararlı
olur.
Güç kaynaklan, basit değişken voltaj transformatörlerinden, AC ve DC modunda çalışan programlanabilir
birimlere kadar değişkenlik göstermektedir. Özdirençli element metal kablolar ve örgüler, bantlar, halatlar ve
yapraklar gibi karbon tabanlı elemanlar gibi akımı ileten herhangi bir malzeme olabilir. Bu işlem genellikle daha
i
f
geniş yapılara ve kapalı devre içermeyen kaynak noktalarına uygulanır.
İmplant kaynağı otomotiv uygulamalarındaki kamyon tamponları ve panelleri gibi karmaşık ek yerlerinde,
plastik borulardaki ek yerlerinde, konteynerlerde uygulanmaktadır. İmplant ısıtma işlemleri saniyelerle dakikalar
arasında uygulamaya bağlı olarak orta derecede hızlıdır, ve işlemler birçok termoplastik tabanlı malzemeyi
birleştirmede kullanılabilir. İmplant malzemeleri bağ hattında kaldığına göre, planlanan uygulamayla uyumlu
olmalıdırlar.
KIZILÖTESİ ISITMA
Kızılötesi radyasyonu sıcak levha kaynağına temassız bir alternatif olarak geliştiriliyor. Kızılötesi radyasyonu
[:
genelde yaklaşık 1 mikronluk dalga boyuyla radyasyon üreten yüksek yoğunluklu, kuvars ısı lambalanyla
temin edilir. Bir polimer bu radyasyona maruz bırakıldığında erime meydana gelir, işlemin bir türünde erime
meydana geldikten sonra lambalar alınır ve bölgeler aynen sıcak levha kaynağında olduğu gibi birbirine bastırılır.
Kızılötesi, özellikle ısı kaynağına temas edemeyen yüksek erime sıcaklığına sahip polimerler için umut vericidir.
Liflenme ve/veya ek yeri hasarına neden olunması gibi bir şey söz konusu değildir. Yakın zamanda yapılan bir
tespit göstermektedir ki cam takviyeli bir polimere yapılan kızılötesi kaynağı olağanüstü derecede yüksek
kaynak kuvvetiyle sonuçlanmaktadır ve diğer kaynak işlemlerinin hiçbirisiyle bu kadar yüksek başarı
sağlanamamıştır.
Kızılötesi kaynağının diğer bir potansiyel avantajı ise süratidir. Kızılötesi radyasyonu bir polimerin içine nüfuz
edebilir ve çabukça bir alanı eritebilir. Sıcak levha kaynağı, polimer yüzeyinin ısıtılmasını ve gereken erimiş
alanın oluşturulması için iletkenliğe güvenmeyi gerektirir. Bununla birlikte nüfuz etme derinliği birçok faktöre
bağlıdır ve polimer formülündeki küçük değişikliklerle, büyük farklılıklar gösterir. Tutarlı kızılötesi kaynağı
grup grup polimer benzerliğine karşı çok titiz uygulamalarla gereksinimleri karşılamaya uygundur.
TRANSMİSYON VASITASIYLA KIZILÖTESİ KAYNAK
Radyasyonun transparan bir polimerden kendisiyle temas halinde olan emici bir arayüze geçtiği ve transmisyon
vasıtasıyla kızılötesi kaynak (TTIR) adı verilen bir işlem geliştirilmektedir. Arayüzde ortaya çıkan ısı transparan
polimeri eritir. Isı kaynağı kaynak bölgesinin dışında bulunmaktadır.
188
i
Kaynak Teknolojisi IV. Ulusal Kongresi
Hemen hemen bütün polimerler kızılötesi enerjisine karşı transparandır. Kızılötesi enerji, kuvars çubuklar (hafif
borular) veya cam lifleri gibi optikle ilgili malzemelerden geçebilir. Örneğin kaynak bölgesiyle aşağı yukarı aynı
alana sahip kuvars liflerinden oluşan bir yığın kızılötesi enerjisini alabilir ve bu yığının diğer tarafı kaynak
bölgesine uyacak biçimde şekillendirilebilir. Çok karmaşık kaynak bölgeleri bile bu teknikle şekillendirilebilir.
TİTREŞİM YOLUYLA KAYNAK
Titreşim veya doğrusal sürtünme kaynağı iki termoplastik bölgenin basınç altında, uygun frekans ve genişlikte,
polimeri eritip birleştirmek için yeterli ısı elde edilinceye kadar sürtünmesini gerektirir. Titreşim durduktan
sonra bölgeler hizaya getirilir ve soğumaya bırakılarak kaynağı oluşturur. Bu işlem döndürme kaynağıyla çok
benzerdir. Farkı hareketin rotasyonel değil doğrusal olmasıdır.
TERMOPLASTİK BORULARIN KAYNAĞI
Kaynak bölgesi dış etkilerden , rutubet, O °C 'nin altındaki sıcaklıklardan korunmalıdır . Gerekli önlemler
alınarak (örneğin: ön ısıtma, ısıtma, çadır altına alma) kaynak için gerekli boru çeper sıcaklığı sağlanabilirse,
kaynakçının çalışmasını etkilemeyen herhangi bir dış sıcaklıkta çalışılabilir. Gerekirse bir deneme kaynağı ile
kaynak sıcaklığının uygunluğu kontrol edilebilir. Eğer boru güneş ışığı veya başka bir dış etki ile düzensiz
olarak ısınırsa ( heterojen ısınma ) kaynak yeri civan örtülmelidir, düzgün sıcaklık dağılımı sağlandıktan sonra
kaynak işlemi yapılabilir.
Çapı 20-110 mm arasında olan boruların kaynağında Elektrofuzyon kaynak yöntemi ekonomik olmaktadır.
Sert PE borular oval şekildedir. Kaynak yapılacak boru uçları düzeltilmelidir. Düzeltme bir sıcak gaz üfleci ile
50-100 °C ye ısıtarak dikkatli bir şekilde yapılır.
Yuvarlak ağızlı bir mengeneyle sıkılarak da düzeltme yapılabilir. Bağlantı yüzeylerinin temizliği kaynak işleminden
hemen önce yapılmalıdır. Bütün kaynak yöntemlerinde kaynak işlemi ve tamamen soğuma süresi boyunca
kaynak bölgesine etkimemelidir.
Kaynak işleri sürekli kontrol edilmelidir. Kaynak sahasında kaynak raporlarının tutulması tavsiye edilir.
KAYNAKÇA
[ 1 ] ANIK S., ANIK E. S., VURAL M.," 1000 Soruda Kaynak Teknolojisi El Kitabı Cilt-I", Birsen Yayınevi,
Gayrettepe 1993
[2] ANIK S., DİKİCİOĞLU A., VURAL M., "Termoplastik Malzemelerin Kaynağı", Kaynak Tekniği Derneği
Yayın No:2 İstanbul 1994
[3] ANIK S., DİKİCİOĞLU A., VURAL M., "İmal Usulleri", Birsen Y.evi, İstanbul 1994
[4] BOLD W., Çeviren: İPHAR A.(Chapter 20-26) "Modern Welding" Delmar Publishing, U.S.A. 1997
[5] www.ewi.org İnternet sitesi
[6] www.necatmakina.com.tr. İnternet sitesi
189
Kaynak Teknolojisi IV. Ulusal Kongresi
ÖZGEÇMİŞ
Prof. Dr. Ahmet OĞUR
1958 yılında doğdu. 1979 yılında Sakarya D.M.M.A' da Lisans eğitimini tamamladı. 1982 yılında İ.T.Ü Fen
Bil. Enstitüsünde Yüksek Lisans , 1987 yılında Doktorasını tamamladı. 1989 yılında Doçent ve 1996 yılında
Konstr. ve İmalat A.B.D.' de Profesör olan OĞUR, halen SAÜ Müh. Fak. Öğretim Üyesi, Mak. Müh. Böl.
Makine Malzemesi ve İmalat A.B.D Başkanı, SAÜ KATAMER (Kaynak Tekn. Araştırma, Uygulama ve Muayene
Merkezi) Müdürü, SAÜ Teknik Eğitim Fak. Dekanı görevlerini yürütmektedir. Ulusal ve Uluslararası makaleleri
bulunan OĞUR İngilizce ve Almanca Bilmektedir. Evli ve iki çocuk babasıdır.
i
^
Araş. Gör. Çetin KARAKAYA
i
1978 yılında doğdu. 2002 yılında Sakarya Üniversitesinde Lisans eğitimini tamamladı. Aynı yıl Araştırma
Görevlisi olarak yüksek lisans eğitimine başladı. Mart 2003 tarihinden bu yana SAÜ-KATAMER' Kalite elçisi
olarak görev yapmaktadır. TÜRK SANAYİİNDE KAYNAK PROBLEMLERİNİN ÇÖZÜMÜ VE BU KONUDAKİ
ELEMANLARIN GÜNÜMÜZ KAYNAK ENDÜSTRİSİNE CEVAP VERECEK ŞEKİLDE EĞİTİMİ PROJESİ
ve SAKARYA İLİ ÇEVRESİNDEKİ KAYNAKLI İMALATIN PROFİLİNİN ÇIKARILMASI VE ÜNİVERSİTESANAYİ İŞBİRLİĞİNİN GELİŞTİRİLMESİ projelerinde yer almıştır. Evli ve bir çocuk babasıdır.
f\
'
t
I
190
YAPIŞTIRMA TEKNİĞİ ile BİRLEŞTİRMEDE PARÇA
GEOMETRİSİNİN MEKANİK ÖZELLİKLERE ETKİSİ
1
2
2
Yavuz KAÇMAZ , Uğur ÖZSARAÇ ve Salim ASLANLAR
'SAU Fen Bilimleri Enstitüsü Teknik Eğitim Fakültesi Metal Öğretmenliği Bölümü Esentepe/SAKARYA
2
SAÜ Teknik Eğitim Fakültesi Esentepe/SAKARYA
ÖZET
Cıvata, perçin ve kaynak gibi geleneksel metotların yanı sıra, yapıştırma da kabul gören bir birleştirme tekniğidir.
Malzemelerin yapıştırıcı kullanılarak birleştirilmesi, mekanik bağlantı elemanları kullanılmasına kıyasla önemli
avantajlar sağlar. Yapıştırıcı, yük ve gerilimi tüm birleşim yüzeyine yayarak statik ve dinamik yüklerin düzgün
dağılmasını sağlar, gerilimin belli noktalarda yoğunlaşmasını engeller. Dolayısıyla yapıştırma ile gerçekleştirilmiş
bir bağlantı; bükülme ve titreşime, mekanik yöntemle yapılan bir bağlantıdan daha dayanıklıdır. Yapıştırmanın;
kaynak, lehim, perçin vb. yanında endüstriyel bir birleştirme yöntemi olarak kullanılmaya başlamasından beri,
başarılı bir yapıştırma için en önemli parametreleri bulmak amacıyla pekçok araştırma, geliştirme ve mühendislik
çalışması yapılmıştır.
Anahtar Kelimeler: Yapıştırma, Otomotiv, kaynak
ABSTRACT
in addition to conventional methods like bolt,rivet and welding, the adhesive is a valid joining technique. The
joining of materials by using adhesive agents has some advantages than that of mechanical joints. An adhesive
can be dispersed the load and strain through the joining surface and so, static and dynamic loads can be
seperated homogenously. Therefore, such a joint is much more resistant to bending, vibration, ete. Many
researehes have been performed in order to find the parameters affeeting the performance of a successful
adhesion since the first usage of adhesive process as an industrial method.
Keyvvords: Adhesive, Automotive, welding
I. GİRİŞ
Otomobil dizaynındaki yenilikler, kaynak teknolojisinde yeni ayarlamaları birlikte getirmiştir. Alüminyum
alaşımlarının otomotiv endüstrisinde hafiflik nedeniyle kullanılmaya başlaması ile, yapıştırma-nokta kaynağı
kombinasyon uygulamalarında artış görülmüştür[l].
Konstrüksiyonlarda ağırlığı ve boyutları küçültmek amacıyla nokta kaynağı ve yapıştırma kombinasyon
bağlantıları yapılmaktadır. Kombinasyon işlemi ile ağırlık artışı olmaksızın, mukavemet özelliklerinde iyileşme
ve nokta kaynağında %54 azalma görülmüştür[2].
Nokta kaynağı ve yapıştırma tekniğinin avantajlarından kombinasyon sayesinde aynı anda yararlanılarak, tek
bir bağlantı türü ile erişilemeyen mukavemet ve işletme özellikleri elde edilmektedir. Bu tip bağlantılar ilk olarak
Rusya'da 1950'li yıllarda uçak yapımında kullanılmıştır. Özellikle nokta kaynağı için kullanılan kalın saclar
191
Kaynak Teknolojisi IV. Ulusal Kongresi
yerine, daha ince sacların kullanılması mümkün olmaktadır[3]. Otomotiv endüstrisinde de bu yöntem
kullanılmasıyla ağırlıktan ve taşıma gücünden dolayısıyla yakıttan tasarruf ve korozyona dayanım sağlanmıştır [4].
Yapıştırma-nokta kaynağı uygulanan kombinasyon bağlantılarındaki yapıştırma işlemi üretim maliyetini
arttırmaktadır. Buda kombinasyon işleminin, nokta kaynağına göre en büyük dezavantajıdır. Otomotiv
endüstrisinde karoserlerinin kombinasyon ile birleştirilmesi ekonomik ve üretime bağlı nedenlerden dolayı
kısıtlı olarak kullanılmaktadır[5].
Kombinasyon işlemi görünüş itibariyle, normal elektrik direnç nokta kaynağına benzemektedir. Aynı tip makineler
kullanılmaktadır. Elektrotlar aynıdır. Burada en önemli faktör yapıştırıcıyı, malzemeyi dikkate alarak seçmektir[6].
II. DENEYSEL ÇALIŞMALAR
Bu çalışmada deney malzemesi olarak 1.0 mm et kalınlığındaki galvanizli kromatlanmış mikro alaşımlı çelik sac
çiftleri kullanılmıştır. Bu numune çiftleri aralarındaki bindirme mesafeleri değiştirilerek ve boşluklarda değişiklik
yapılarak numuneler hazırlanmıştır. Birleştirme işlemi Terostat 9220 adlı yapıştırıcı ile pres altında bekletilmek
suretiyle sağlanmıştır. Bağlantı dayanım değerlerini saptamak için, bütün seriler çekme- makaslama, çekme
sıyırma deneyine tabi tutulmuştur.
II. 1. Deneylerde Kullanılan Malzemelerin
Özellikleri
Tablo 1. 1.0 mm Et Kalınlığındaki Galvaniz Kaplı Mikro
Alaşımlı Çelik Sac Malzemesinin Spektral Analiz Değerleri
KİMYASAL BİLEŞİM
Deneylerde kullanılan saclar 1.0 mm et kalınlığındaki
galvanizli kromatlı mikro alaşımlı çelik saclar
kullanılmıştır. Galvaniz tabakasının kalınlığı 23,am
dir. Bu galvanizli kromatlı mikro alaşımlı çelik sacların
kimyasal bileşimi Tablo-1' de verilmiştir.
N
Cr
Mo
Ni
Bo
0,0029
0,019
0,002
0,0012
0,0005
Cu
Nb
Sn
V
karışım
0,034
0,02
0,02
0,001
0,062
II. 2. Deney Parçalarının Boyutları
Deneylerde 1.0 mm kalınlığında çelik saclar
kullanılmış ve deney sırasındaki boyutları Şekil 1 ve Şekil 2'de verilmiştir
Deney parçalarının boyutlarının seçiminde çekme- makaslama deneyi sırasında kopmanın yapışma bölgesinden
olmasını sağlamak, kenar etkenlerini ortadan daldırmak ve minimum malzeme sarfı gibi faktörler göz önüne
alınmıştır.
^
ıoo
w
30
ki
30
Yapışma
Bölgesi
r
170
Şekil l.Çekme-Makaslama Deney Parçalarının Boyutları
192
Kaynak Teknolojisi IV. Ulusal Kongresi
II. 3. Deney Parçalarının Hazırlanması
Deney parçalan, giyotin makas ile Şekil-1'de gösterilen boyutlarda kesildikten sonra, kanşık şekilde kutulara
dağıtılmış ve yüzeylerindeki yağ, pas ve kir gibi bulaşmalan arındırmak için etil alkol içinde yıkanmış ve temiz
bir bezle silinmiştir. Aynca her malzeme yapıştmlmadan önce tekrar aseton ile silinmiştir. Bazı parçalar
yapıştmlmadan önce zımparalanmış bazılan ise zımparalanmamıştır. Yapıştmlaeak olan her numune yapıştmcı
uygulandıktan sonra ortalama 30 dakika pres altında bekletilmişlerdir.
Şekil 2. Çekme- Sıyırma Deney Parçalarının Boyutları
Şekil 3. Yapıştırılan Malzemelerin Preslendiği
Mekanizma
III. DENEYSEL SONUÇLAR
Bu çalışmada 1,0 mm film kalınlığındaki galvaniz kaplı kromatlı mikroalaşımlı çelik saçların yapıştırma tekniğinde;
bindirme uzunluğu, film kalınlığı ve zımparalama etkisi gibi parametrelerin bağlantılann özellikleriyle çekmemakaslama ile çekme-sıyırma dayanımlanna etkileri araştınlmıştır.
III. 1. Bağlantıların Çeknıe-Makaslama Dayanımlarının İrdelenmesi
///. 1.1. Bindirme uzunluğunun çekme-makaslama dayanımına etkisi
Bağlantılann Çekme-makaslama dayanımlanna bindirme uzunluğunun etkileri, Şekil 4 ve Şekil 5'te verilmiştir.
Diyagramlardan elde edilen sonuçlara göre bindirme mesafesi arttıkça mukavemet de artmaktadır. Zımpara
yapılmamış olan numunelerde 35mm. bindirme mesafesine kadar en iyi dayanımı gösteren film kalınlığı
l,0mm.'dir. Ancak 35mm. bindirme mesafesinden sonra ise l,5mm. film kalınlığındaki numuneler daha iyi
sonuç vermektedir. Diyagrama göre zımpara yapılmamış olan 1,0mm. film kalınlığındaki numuneler ile
l,5mm. film kalınlığındaki numuneler 15mm. bindirme mesafesine kadar aynı eğim ve doğrultuyu takip
etmişlerdir.
193
Kaynak Teknolojisi IV. Ulusal Kongresi
ZIMPARA YAPILMAMIŞ
ZIMPARA YAPILMIŞ
3000
2500
1.Î İlli
2000
1500
fi
/
u/
J
/
Oır m
A
0 5n im
1000
X
f
500
/
0 5 10 15 2 0 2 5 3 0 3 5 4 0 4 5 5 0 6 5
Bindirme uzunluğu [mm]
V
/
5 tır
yf'
mı
/
f '
V/
/
5n m
I
0 5 10 15 20 25 30 35 40 45 50 55.
Bindirme uzunluğu [mm]
Şekil 5. Zımpara Yapılmış Olan Bağlantıların
Çekme-Makaslama Dayanımına Bindirme
Uzunluğunun Etkisi
Şekil 4. Zımpara Yapılmamış Olan
Bağlantıların Çekme-Makaslama
Dayanımına Bindirme Uzunluğun Etkisi.
Zımpara yapılmış olan numunelerde en iyi dayanımı l,0mm. film kalınlığındaki numune vermiştir. 40 mm.
bindirme mesafesinden sonra, 1,0 mm. ve 0,5 mm. film kalınlığındaki numunelerin dayanımlarının artma
eğilimlerinde sapma görülmezken, 1,5 mm film kalınlığındaki numunelerin dayanımlarının artma eğilimlerinde
azalma gözlenmiştir.
7/7.7.2. Film kalınlığının çekme-makaslama dayanımına etkisi
Bağlantıların Film kalınlıklarının çekme-makaslama dayanımlarına etkileri, Şekil-6 ve Şekil-7'de verilmiştir.
ZIMPARA YAPILMAMIŞ
ZIMPARA YAPILMIŞ
3000
2750
2500
40mnrbl iıdlrme
3 )mm Bir dirme İM esafeli
40mm
2250
2000
3
At 1750
E 1500
(0
W 1250
1000
«
750
«
O»
1
1,5
Film kalınlığı [mm]
Şekil 6. Zımpara Yapılmış Olan Bağlantıların ÇekmeMakaslama Dayanımlarına Film Kalınlığının Etkisi
194
0,5
1
1,5
Film kalınlığı [mm]
Şekil 7. Zımpara Yapılmamış Olan Bağlantıların ÇekmeMakaslama Dayanımlarına Film Kalınlığının Etkisi
Kaynak Teknolojisi IV. Ulusal Kongresi
Grafiklere bakıldığında en yüksek mukavemet değerleri yine 1,0 mm. film kalınlıklarında alınmıştır. Zımparalanmış
olan numunelerde en yüksek mukavemet değerini 40mm. bindirme mesafesinde ve l,0mm. film kalınlığında
olan numune almıştır. Bağlantılar en yüksek mukavemet değerlerini aldıktan sonra film kalınlığı arttıkça mukavemet
değeri düşme eğilimi sergilemiştir. Bunun nedeni ise yapıştırıcının en iyi performansı gösterdiği film kalınlığının
l,0mm. oluşu ve bu film kalınlığından sonra ise yükler sadece kohezyon yüklerine bindiği için mukavemet
değeri daha düşük seviyelerde olmaktadır.
Zımpara yapılmamış olan numune eğrilerinde ise zımpara yapılmış olanlara göre film kalınlığı arttıkça mukavemet
değerinin düşme eğilimi daha yavaş bir şekilde olmaktadır. En iyi mukavemet değerleri yine l,0mm. film
kalınlıklarında elde edilmektedir.
III. 2. Bağlantıların Çekme-Sıyırma Dayanımlarının İrdelenmesi
III.2.1. Bindirme uzunluğunun çekme-sıyırma dayanımına etkisi
Bağlantıların çekme-sıyırma dayanımlarına bindirme uzunluğunun etkileri, Şekil 8 ve Şekil 9'da verilmiştir.
ZIMPARA YAPILMIŞ
ZIMPARA YAPILMAMIŞ
1,' ııuı FU nk ılın ığı
/
V
180
1 mıı I
160
ınl ğı
f İm
/
/
/
1, !m n
100
/
80
V/
/
60
i '//
20
0
/
/
40
/
A
/
/
/
/
/
f
/ '/
/
s
//
/
AV
iY
/
/
(1,5ı im
/
/
K
V
/
/
V/
1,5 nm
0, inuı
/
/
/
0 5 10 15 20 25 30 35 40 45 50 55
0 5 10 15 20 25 30 35 40 45 50 55
Bindirme uzunluğu [mm]
Bindirme uzunluğu [mm]
Şekil 8. Zımpara Yapılmamış Olan Bağlantıların Çekme-Sıyırma
Dayanımlarına Bindirme Uzunluğunun Etkisi
Şekil 9. Zımpara Yapılmış Olan Bağlantıların ÇekmeSıyırma Mukavemetine Bindirme Uzunluğunun Etkisi
Mukavemet değerleri açısından grafiklere bakıldığında bindirme mesafesi arttıkça mukavemet değerleri de
artmaktadır. Zımparalanmış ve zımparalanmamış olan numunelerin her ikisinde de en yüksek mukavemet
değerleri 1,0mm. film kalınlığındaki numunelerde elde edilmiştir. Zımpara yapılmış olan diyagrama bakıldığında
1,5mm. film kalınlığı ile 1,0mm. film kalınlığındaki numuneler 5mm. bindirme mesafesine kadar aynı doğrultuda
seyretmektedirler. Zımparalanmış olan numunelerde 1,0mm. film kalınlığı ile 1,5mm. film kalınlığı mukavemet
değerleri açısından birbirine yakın değerler alırken, 0,5mm. film kalınlığındaki numuneler ile l,5mm. film
kalınlığındaki numuneler arasındaki mukavemet farkı daha fazla olmaktadır.
195
Kaynak Teknolojisi IV. Ulusal Kongresi
III.2.2. Film kalınlığının çekme-sıyırma dayanımına etkisi
Bağlantıların Film kalınlıklarının çekme-sıyırma dayanımlarına etkileri, Şekil-10 ve Şekil-11'de verilmiştir.
ZIMPARA YAPILMAMIŞ
ZIMPARA YAPILMIŞ
175
40m m bin lirme uzunl ığu
150
125
0
0,2
0,4
0,6
0,8
1
1,2
1,4
Film kalınlığı [mm]
Şekil lO.Zımpara Yapılmış Olan Bağlantıların ÇekmeSıyırma Dayanımlarına Film Kalınlığın Etkisi.
1,6
O
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
Film kalınlığı [mm]
Şekil 11. Zımpara Yapılmamış Olan Bağlantıların ÇekmeSıyırma Dayanımlarına Film Kalınlığın Etkisi
Grafikte zımpara yapılmış olan numune ile yapılmayan numuneler arasındaki mukavemet farkı aşikardır. Zımpara
yapılmış olan numunelerde diyagrama göre 0,8mm film kalınlığında 25mm bindirme mesafeli numune ile
30mm bindirme mesafeli numune bir çakışma gösterirler. Zımpara yapılmış olan numuneler çekme makaslama
mukavemet değerlerinin aksine; l,0mm film kalınlığında en yüksek mukavemet değerlerini aldıktan sonra
daha sakin düşme eğilimi gösterirken, zımpara yapılmamış olanlarda ise daha hızlı mukavemette düşme eğilimi
gözlenmektedir. En yüksek mukavemet değerleri zımparalanmamış olanlar için yaklaşık 1,0mm film kalınlılığıdır.
Zımparalanmış olanlarda ise bu film kalınlığı yaklaşık olarak 1,2mm dir.
KAYNAKÇA
[ 1 ]A.W.S., Metals Handbook, Vol:6, Resistance Spot Welding, pp.469-493, (1983)
[ 2 ]IRWING,B., Welding Journal, The Search Goes On For The Perfect Resistance Welding Control, pp.6368, January (1996)
[ 3 ]IRWING,B., Welding Journal, Building Tomorrow's Automobiles, pp.29-34, August (1995)
[ 4 ]VATANSEVER, Z., Oyak Renault Kaporta Departmanı, Bursa, Nokta Direnç Kaynağı, Ekim (1996)
[ 5 ]HAO,M.OSMAN,K., BOOMER,D.R.,Welding Journal, Developments in Characterization Of Resistance
Spot Welding Of Alüminum, pp.ls-8s,January (1996)
[ 6 ]IRWING,B., Welding Journal, Auto Body Engineers Pay Serious Attention To The New Welding Technologies, pp.74-75, December (1993)
196
Kaynak Teknolojisi IV. Ulusal Kongresi
ÖZGEÇMİŞ
Yavuz KAÇMAZ
1981 yılında Kaynarca Sakarya'da doğdu. İlk ve orta öğretimini Sakarya'da tamamladı. 1997 yılında Sakarya
Üniversitesi Teknik Eğitim Fakültesi Metal Öğretmenliği bölümünü kazandı. 2001 yılında Lisans eğitimini
başanyla tamamlayıp master eğitimini S.A.Ü. Fen Bilimleri Enstitüsü Metal Eğitimi Ana Bilim Dalında tamamladı.
UğurÖZSARAÇ
1971 yılında Çorum'da doğdu. İlk ve orta öğrenimini Çorum'da tamamladı. 1989 yılında ODTÜ Metalürji
Mühendisliği bölümüne girdi. Bu bölümden 1995 yılında mezun oldu. 1999 yılında Sakarya Üniversitesi Metalürji
Mühendisliği bölümünde Yüksek Lisans öğrenimini tamamladı. 1999 yılından beri aynı üniversitenin Makina
Mühendisliği Kaynak Ana Bilim Dalında doktora öğrenimine devam etmektedir. 1996 yılından beri Sakarya
Evli ve bir çocuk babasıdır.
Salim ASLANLAR
1963 yılında Adapazan'nda doğdu. İlk ve orta öğrenimini Adapazan'nda tamamladı. 1981-1983 yıllannda
Almanya Borken'de Meslek Yüksek Okulu Metal İşleri bölümünü bitirdi. 1983-1987 yıllan arasında Almanya
Krefeld şehrinde Makina Mühendisliği bölümünü bitirerek Yüksek Mühendis unvanını aldı. 1994-1995 yıllan
arasında Sakarya Üniversitesi Fen Bilimleri Enstitüsü Makina Mühendisliği Bölümünde doktorasını tamamladı.
1992-1993 yıllan arasında Araştırma Görevlisi, 1994-1999 yıllan arasında Öğretim Görevlisi, 1999 yılından
beri Yardımcı Doçent olarak, Sakarya Üniversitesi Teknik Eğiti ı Fakültesi Metal Öğretmenliği bölümünde
görev yapmaktadır. Bu bölümde, Kaynak Eğitimi Ana Bilim Dalı Başkanlığı ve Geyve MYO Müdürlüğü görevlerini
sürdürmektedir. Evli ve iki çocuk babasıdır.
197
KAPASİTÖR-DEŞARJ KAYNAKLAMA TEKNİĞİ ile
SERAMİKLERİN BİRBİRİNE BAĞLANMASI
S. TURAN', D. TURAN2, I.A. BUCKLOVV3 ve E.R. VVALLACH3
'Anadolu Üniversitesi, Mühendislik Mimarlık Fak., Malzeme Bilimi ve Mühendisliği Böl,
İki Eylül Kampusu, 26555 Eskişehir, Turkey.
2
Anadolu Üniversitesi, Sivil Havacılık Yüksekokulu, İki Eylül Kampusu. 26555 Eskişehir, Turkey.
3
Cambridge Üniversitesi, Malzeme Bilimi ve Metalürji Bölümü
Pembroke Street, Cambridge, CB2 3ÛZ, U.K.
ÖZET
Kapasitör deşarj tekniği ile oksit ve oksit olmayan seramikler ince metal folyo ara tabakalar kullanılarak
kaynaklanmıştır. Bağlanma mekanizmasını anlamak için, arayüzeylerin mikroyapısı detaylı olarak optik, taramalı
elektron, geçirimli elektron, yüksek ayırma güçlü elektron ve taramalı-geçirimli elektron mikroskoplarında
incelenmiştir. Bağlanma mukavemetleri ise kayma testi ile ölçülmüştür. Mikroyapı ve kayma testi sonuçlarının
birlikte değerlendirilmesi ile en yüksek kayma mukavemetlerinin seramik ile metal folyo arasında reaksiyon
tabakası oluştuğu durumlarda gözlendiği belirlenmiştir. Bu makale de, seramikleri kaynaklamak için geliştirilen
yeni bir teknik tanıtılacak ve mikroyapı ile kaynak mukavemeti arasındaki ilişkiler tartışılacaktır.
1. GİRİŞ
Seramik malzemelerin, elektronik endüstrisinde ki kullanımının hızla artmasına ve seramik malzemelerin, metallere
karşı birçok üstün özelliklere sahip olmasına rağmen birçok endüstriyel alanda kullanımı henüz hissedilir miktarda
değildir. Bunun birçok sebebi olmasıyla birlikte en önemlilerinden bir tanesi şu anda monolitik seramikler için
elde edilenden daha kompleks şekilli seramiklerin üretilememesidir. Seramiklerin kaynaklanması ile kompleks
şekilli parçalar üretilebilir. Seramikleri kaynaklamak için birkaç yöntem vardır. Bunlar iki sınıfa ayrılırlar: (i)
mekanik kaynaklama yöntemleri- örneğin, civatalama, (ii) kimyasal kaynaklama yöntemleri - örneğin, aktif
metal kaynaklaması, difüzyon bağlama ve seramik yapıştırıcılar [1]. Özellikle, kimyasal yöntemler hava
geçirmezliği açısından önemli ve ilgi çekici tekniklerdir. Bunlardan seramik yapıştırıcılar yüksek sıcaklıkta
kararlı olmasına rağmen, relatif olarak mekanik mukavemetleri düşüktür. Difüzyon bağlaması ve aktif metal
kaynaklama tekniklerinin her ikisi de seramik parçaların uzun bir süre yüksek sıcaklıklarda tutulmasını
gerektirmektedir ki bu pahalı olduğu gibi seramiklesin özelliklerini de değiştirebilir. Bu nedenle eğer seramikler
daha yaygın bir şekilde kullanılmak isteniyorsa geliştirilmiş, güvenilir, ucuz ve hızlı kaynaklama tekniklerine
ihtiyaç duyulmaktadır.
1990 yılında eski Sovyetler Birliği'nde deneysel olarak geliştirilen ancak Sovyetler Birliği'nin dağılması ile
ortada kalan kapasitör deşarjı ile seramiklerin kaynaklanması [2] fikri İngiltere'de Cambridge Üniversitesi,
Malzeme Bilimi ve Metalürji Bölümü'nde sıfırdan başlanarak tasarlanan ve inşa edilen düzenek ile
gerçekleştirilmiştir (Şekil 1) [3]. Bu teknikte, kapasitörden deşarjı taşımak için metal folyo iki bakır elektrot ile
temasta olup aynı zamanda iki seramik parça arasına yerleştirilir. Kaynağa basınç uygulanırken kapasitör
deşarj edildiğinde, yüksek enerjiye maruz kalan aratabaka buharlaşır ve her iki tarafında yer alan seramiğe
yapışır (Şekil 2). Bu teknik çok hızlıdır ve kaynaklama yaklaşık olarak 60 mikrosaniye sürmektedir.
199
Kaynak Teknolojisi IV. Ulusal Kongresi
Bu çalışmada, kapasitör-deşarj tekniği ile alumina ve zirkonya gibi oksit seramikler, silisyum karbür, silisyum
karbür-titanyum diborür kompoziti, SiAlON ve silisyum nitrür gibi oksit olmayan seramikler ve kompozit
malzemeler sistematik olarak kaynaklanmış ve elde edilen sonuçlar özetlenmiştir.
t.
Şekil 1. Kapasitör-Deşarj Kaynaklama Tekniğinin Şematik Gösterimi
Şekil 2. Kapasitör-Deşarj Kaynaklama Tekniği ile
Kaynaklanmış Seramik Parçalar '
2. DENEYSEL İŞLEMLER
Kaynaklanacak olan seramik parçalar yaklaşık 4 mm kalınlığında 10x10 mm ve 10x5 mm boyutlanna sahip
karolar şeklinde kesilir ve karoların kaynaklanacak yüzeyleri 1 fim elmas pasta ile Ra=0.0074 um yüzey
pürüzlülüğü verecek şekilde parlatılır. Aratabaka iki seramik parça arasına yerleştirilir ve Şekil 2'de gösterildiği
gibi 10x5 mm yüzeyli bir parça 10x 10 mm yüzeyli karonun merkezine kaynaklanır. Kapasitör 2 kV'a şarj edilir
ve basınç uygulanırken deşarj edilir. Bağlanma esnasında modifiye edilmiş Instron çekme cihazı ile 10 MPa
basınç uygulanır (Şekil 1). Her deneysel koşul için en az 5 kaynak yapılmakta ve en az üç tanesi bağ
200
Kaynak Teknolojisi IV. Ulusal Kongresi
mukavemetinin ölçülmesi için kayma testinde kullanılırken bir tanesi değişik mikroskop teknikleri ile
incelenmektedir. Kayma deneyleri, özel olarak hazırlanan aparat ile Instron ve Schenck çekme cihazlarında
yapılmıştır.
Mikroskopta incelenecek numuneler, kaynaklama yüzeyine dik yönde kesilip bakalite alındıktan sonra yüzeyi
sırasıyla 45, 9 ve 1 fi elmas pasta ile parlatılmıştır. Numuneler ilk önce optik mikroskopta incelenmiştir.
Yüzeyleri altın ile kaplandıktan sonra da çok ince pencereli enerji saçılımlı X-ışını spektrometresine (EDX-Link
ISIS 300) sahip taramalı elektron mikroskobunda (SEM-Camscan S4) incelenmiştir. Geçirimli elektron
mikroskobu (TEM) için yine kaynaklara dik yönde çok daha ince kesilen numunelerin her iki yüzeyi de
parlatıldıktan sonra argon iyon demeti altında, elektron geçirecek kadar inceltilmiştir. Numunelerin, yüzeyleri
kaplanmadan, arayüzeyleri 200 veya 300 kV'da çalıştırılan JEOL 4000EX-II TEM'de incelenirken,
kompozisyonlan 200 kV'da çalıştırılan ve EDX'e sahip Philips CM30 TEM'de belirlenmiştir.
3. SONUÇLAR ve TARTIŞMA
3.1 Mekanik Test Sonuçları
Başlıca dört deneysel değişkenin kaynak mukavemetleri üzerindeki etkisi alümina kaynaklar için belirlenmiştir
(Şekil 3). Bunlar; (i) kapasitörde depolanan enerji miktarı, (ii) folyo kalınlığı, (iii) yüzey pürüzlülüğü ve (iv)
folyo kompozisyonu.
ra
0.
S
sz.
90 - ^ ^ ^ ^ H
80 - ^ ^ ^ ^ H
70 - ^ ^ ^ ^ H
60-^^^^H
|l
I
55
4 0
S
0)
^ ^ ^ ^ ^ ^ ^ ^ ^ | 0.71 um 1 I
^^^^• 10 um- ^ H^H 0.074 um
1 10 um- I 20|xm- •
| 1.5 kV
| 1 2kV
••
n
2kV
••
20 - ^ ^ ^ ^ H
ı
o«n
•H^^^H •
P
•
1
I•
•
1
J
Şekil 3. Farklı Deneysel Parametrelerin Kaynakların Kayma Mukavemetlerine Etkisi
3.1.1 Deşarj Enerjisi
Aratabaka olarak 10/um kalınlığında Al folyolar kullanıldığında ve 2 kV'luk bir enerji uygulandığında 1.5
kV'luk enerjiye oranla daha yüksek mukavemete sahip bağlar elde edilmiştir (Şekil 3). Daha düşük enerjiler
kullanıldığında ya çok zayıf bağlar elde edilmiş ya da hiç bağ oluşmamıştır ki bu sonuçlar daha önce ki
sonuçlan doğrulamaktadır [2]. Bu incelemelerin yanısıra daha yüksek enerjiler seramiğin kırılmasına neden
olmaktadır (örneğin 2.5 kV). Dolayısıyla, bu çalışmada sadece 2 kV yükleme voltajı kullanılmıştır. Daha
sonra Japonya'da bir grup tarafından yapılan çalışmalarda daha yüksek voltaj değerleri kulllanarak Ti ile
Al2O3'ü başarılı bir şekilde kaynaklamışlardır [4,5].
201
Kaynak Teknolojisi IV. Ulusal Kongresi
3.1.2 Folyo Kalınlığı
10 ve 20 jum kalınlığında folyolar kullanılarak yapılan alümina-rnetal-alümina kaynaklardan elde edilen bağ
mukavemetleri önemli farklılık göstermemiştir (Şekil 3). Ancak Al'un düşük elektrik özdirencine sahip olduğu
düşünülürse, folyo kalınlığı, çok yüksek özdirence sahip başka aratabaka malzemelerin kullanılmasında önemli
olabilir. Genel olarak ince folyolann tercihiyle daha iyi sonuçların alınacağı savunulabilir.
3.1.3 Yüzey Pürüzlülüğü
Farklı yüzey pürüzlülüğüne sahip seramik parçalar AlxNiy Yz ile kaynaklandığında elde edilen sonuçlar kaynak
mukavemetlerinin yüzey pürüzlülüğünün 0.074 veya 0.71 mm olması durumunda çok az değiştiğini
göstermektedir (Şekil 3).
3.1.4 Folyo Kompozisyonu
Son olarak Al, Ti ve AlxNi Yz folyolann kullanılmasıyla alümina veya zirkonya altlıklar kullanılarak folyo
kompozisyonunun etkisi incelenmiştir. Kayma testi sonuçlan Şekil 4'de gösterilmiştir. Alümina kaynaklanmasında
10 um kalınlığındaki Ti folyolar kullanıldığında çok zayıf bağlar elde edilmiştir. Aynca, alümina seramikleri Al
metal folyo ile de başarılı bir şekilde kaynaklanamamıştır. Bu sonuç Al ile alümina arasında bağ oluşturmanın
zor 'olmasına bağlanmaktadır. Diğer yandan amorf AlxNi Yz alaşımları kullanıldığında çok yüksek bağ
mukavemetleri elde edilmiştir (Şekil 4).
Şekil 4. Farklı Seramik Altlıklarda Folyo Kompozisyonunun Kayma Mukavemetlerine Etkisi
Alümina kaynaklar için, AlxNiyYz folyolar kullanıldığında elde edilen bağ mukavemetleri, farklı Y
konsantrasyonlannda-aynıdır. Ancak aynı aratabaka kullanıldığında, alümina sisteminde elde edilen kayma
mukavemetleri genel olarak zirkonya sisteminde elde edilen değerlere göre daha düşüktür (Şekil 4).
Zirkonya seramiklerinin kaynaklanması, Al, Ti ve Al Ni Y folyolar kullanılarak başarılı bir şekilde
x
y
z
gerçekleştirilmiştir. Ti folyo Al'a, AlxNi Yz folyolarda Ti'a göre daha iyi sonuçlar vermiştir (Şekil 4).
SiC seramik ve SiC-TiB2 kompozitleri farklı aratabakalar kullanılarak kaynaklanmış ve kayma mukavemetleri
kayma testi ile ölçülmüştür [6]. SiC'ün Al ve Ti ile kaynaklanmasında mukavemet değeri olarak farklılık
gözlenmemiş ve yaklaşık 30 MPa kayma mukavemeti elde edilmiştir (Şekil 5). Bu değer daha önceki
çalışmalarda karbon-silisyum karışımının aratabaka olarak kullanımı sonucu Si'un C ile reaksiyona girip SiC
oluşumu ile SiC parçaların birbirine kaynaklanması sonucu elde edilen 250 MPa değeri [7] ile kıyaslandığında
oldukça düşüktür.
202
Kaynak Teknolojisi IV. Ulusal Kongresi
Buna karşılık SiC-TiB2 kompoziti Ti ile kaynaklandığında oldukça düşük kayma mukavemetleri elde edilmiştir.
Bunun sebebi SiC'e ilave edilen TiB2'ün SiC'ün elektrik iletkenliğini artırması ve kapasitörün deşarjı esnasında
elektriğin kompozit üzerinden kaçak yapması nedeniyle enerjinin folyonun ergimesine ve yapışmasına yetecek
düzeye erişememesidir. AlxNi Yz folyolar kullanıldığında ise daha iyi mukavemetler elde edilmiştir çünkü AlxNi Y
folyoyu ergitmek için gerekli olan enerji ergime noktası yüksek olan Ti'a göre çok daha kolaydır.
Şekil 5. SiC (Hexoloy SA) Seramik ve SiC-TiB, (Hexoloy ST) Kompozitlerinin Farklı Aratabakalar Kullanılarak
Elde Edilen Kayma Mukavemetleri
SiAlON ve Si 3 N 4 seramikleri Ti kullanılarak kaynaklanmıştır [8]. SiAlON ve Si 3 N 4 Ti ile kaynaklandığında, her
iki malzeme içinde benzer değerler elde edildiği ve bu değerlerin SiC'ün Al veya Ti ile kaynaklandığı değerlerden
daha yüksek olduğu ancak A12O3 ve ZrO 2 'nin Al x Ni Yz aratabaka ile kaynaklandığı değerlerin altında kaldığı
görülmektedir (Şekil 6). Diğer çalışmalarda SiAlON Sn-%5 Ti içeren aktif lehimleme ile kaynaklandığında 80100 MPa eğme mukavemetleri [9], Si 3 N 4 refrakter özellikli oksinitrür cam [ 10] veya sinterleme katkı maddeleri
[11] ile kaynaklanmış ve sırasıyla 550 ve 950 MPa kaynak mukavemetleri elde edilmiştir. Bu çalışmalarda elde
edilen değerler kapasitör deşarj tekniği ile elde edilen değerlerden daha yüksektir. Bu nedenle, bu teknik ile elde
edilen değerlerin artırılması gerekmektedir. Bunun için, kaynaklama sonrası arayüzeyde difuzyonu kontrollü
artırıp reaksiyon aratabakası elde ederek kaynak mukavemetinin artırılması düşünülebilir.
_ 100Cö
I
c
co
Cö
5
co
80elliği
6 0
L
40-
200-
^
^
B
H
•
-••'
;
•••••••••
'•
• • • • . , , , - . - • , ^ ^ ^ B
1
Şekil 6. Sialon Ve SiJN4 'ün Tl Aratabakalar Kullanılarak Elde Edilen Kayma Mukavemetleri
203
Kaynak Teknolojisi IV. Ulusal Kongresi
Oksit, karbür, azotlu seramiklerin ve kompozit malzemelerin kaynaklanması ile elde edilen kaynak mukavemetleri
incelendiğinde belli bir seramik ve belli bir folyo için mukavemetin oldukça değişken olduğu görülmektedir
(Şekil 3,4 ve 5). Bu farklılıkların sebebini araştırmak için Al2O3'nın Ti ile kaynaklandığı ve düşük mukavemet
değeri elde edilen numunede (Şekil 4) kayma testinden sonra Al2O3'nın yüzeyi optik mikroskop ile incelenmiştir
(Şekil 7).
Şekil 7. Al2O3-Tı-Al2O3 Kaynağının Kayma Testinden Sonra Elde Edilen Kırık Yüzeyinin Optik
Görüntüsü, Ti 'un Alp} 'i Siyah Gözüken Yerlerde Çok Az Islattığını Göstermektedir
Ti'un yer yer A12O3 yüzeyi ıslatmadığı bu görüntüden kolaylıkla söylenebilir ve mukavemetlerin farklı olmasının
yüzeyin farklı oranlarda ıslatılmasından kaynaklandığı söylenebilir. Dolayısıyla, tüm yüzeylerin ıslatıldığı
varsayılarak hesaplanan ortalama kayma mukavemetleri gerçek bağ mukavemetini yansıtmamaktadır ve gerçek
bağlanma mukavemeti çok daha yüksektir. Bu amaçla, bazı seramiklerin yüzeyi plazma püskürtme ile kaplanıp
farklı folyolar ile kaynaklanarak mukavemetleri belirlenmiştir [12].
A12O3 ve ZrO2'in yüzeyi farklı metaller ile kaplanmış ve Al veya Ti folyo ile kaynaklanmıştır. A12O3 altlık
kullanılararak yapılan kaynaklarda çok zayıf bağlar elde edilmiştir. Buna karşılık ZrO 2 altlıklar ile daha iyi
sonuçlar elde edilmiştir. Kayma mukavemetlerinin ölçülmesi Al kaplama ve Al ile kaynaklamanın mukavemeti
artırmadığını, ancak Ti ile kaplanıp Al ile kaynaklanmış veya Ti ile kaynaklanıp Ti folyo ile kaynaklanan
numunelerde mukavemet artışı olduğunu göstermiştir (Şekil 8).
204
Kaynak Teknolojisi IV. Ulusal Kongresi
140
Şekil 8. Zro2 Yüzeyinin Metal Tabaka ile Kaplanması ve Farklı Tabakalar Kullanılarak Kaynaklanması Sonucu Elde
Edilen Kayma Mukavemetlerinin Kaplamasız Kaynakalarla Karşılaştırılması
3.2 Mikroskop İnceleme Sonuçları
AlxNi Yz amorf alaşımı ile kaynaklanmış A12O3 numunesinde oluşan arayüzeyin aydınlık alan TEM görüntüsü
Şekil 9'da gösterilmiştir. Bu görüntüye göre A12O3 ile amorf alaşım arasında bir tabaka vardır ve bu tabakanın
içerisinde yuvarlak küresel küçük taneler bulunmaktadır.
Şekil 9. Alümina UeAlxNiyYz Folyo Arasındaki Tipik Reaksiyon Tabakasının Aydınlık Alan TEM
Görüntüsü. Küçük Beyaz Taneler Saf Al Metaline Aittir
Reaksiyon tabakasından elde edilen EDX sonuçlanna göre sadece Al, Y ve O2 mevcuttur (Şekil 10). Taramalıgeçirimli elektron mikroskobu (STEM-VG HB501) [13] ve EDX sonuçlarına göre Ni bulunmamaktadır.
Benzer TEM görüntüleri zirkonya-AlxNiyYz sistemi [14] ve yüzeyi Al ile kaplanarak Ti folyo ile kaynaklanmış
zirkonya sisteminde de elde edilmiştir [12].
205
Kaynak Teknolojisi IV. Ulusal Kongresi
SiC numunelerden elde edilen SEM görüntüleri ve çizgi
boyunca tarama ile elde edilen analizler Şekil 11'de
gösterilmiştir. Geri yansıyan elektronların toplanması ile elde
edilen görüntüler Ti aratabakalann seramiklere iyi bir şekilde
kaynaklandığını göstermektedir. Çizgi analizleri ise
seramikler ile Ti arasında karşılıklı difüzyonun gerçekleşmiş
olabileceğini göstermektedir. Ti seramiklere difüz ederken,
Si, Ti aratabakaya difuz etmiştir.
SiC'e benzer şekilde, çizgi analizleri SiAlON ve Si3N4
seramikler ile Ti arasında karşılıklı difüzyonun gerçekleşmiş
olabileceğini göstermektedir. Ti seramiklere difüz ederken,
Si ve Al, Ti aratabakaya difüz etmiştir (Şekil 12).
Yüzeyleri Ti ile kaplanıp Al folyo ile kaynaklanan ZrO2
seramikler TEM ile incelenmiştir. Bu sonuçlara göre Ti
kaplama, Al folyo ve ZrO2 seramik arasında reaksiyon
tabakası oluşmuştur (Şekil 13). Bu tabaka Al, Zr ve Ti içeren
metalik küresel tanelerin yanısıra Al, Zr, O2 ve çok az Ti
içermektedir. Ayrıca, O2 içermeyen ancak Al, Zr, Ti az
miktarda Y içeren intermetalik oluşumuda gözlenmiştir. (Şekil
13) Al, Zr, Ti ve O2 içermektedir [12].
Şekil 10. AlxNiyYz Folyo ile Reaksiyon Tabakasının
TEM-EDX Analizleri
Şekil 11. Ti ile Kaynaklanmış SiC-TiB2 Kompozitinin Geri Yansıyan Elektron SEM Görüntüsü ve Si ve Ti
Elementlerine Ait Çizgi Analizleri
206
Kaynak Teknolojisi IV. Ulusal Kongresi
8 10 12 14 16 18 20
Microns
6
8
10
Microns
12
14
16
12
14
16
14
16
: ^M^^
Si
6
8 10 12 14 16 18 20
Microns
6
8 10 12 14 16 İB 20
Microns
6
8
10
Microns
Si
6
8
10
Microns
Şekil 12. Ti ile Kaynaklanmış SiAlON ve Si/t, Seramiklerin Geri Yansıyan Elektron SEM Görüntüleri ve Ti, Al ve Ti
Elementlerine Ait Çizgi Analizleri
Bu tekniğin en büyük avantajlanndan bir tanesi, oda sıcaklığında herhangi bir özel atmosfer koşuluna gereksinim
duymamasıdır. Şekil 14'de görüldüğü gibi üç farklı seramik, karbürlü borürlü seramik kompozit; SiC-TiB2,
oksitli seramik; ZrO 2 ve azotlu seramik; reaksiyon bağlanmış Si 3 N 4 , Al x Ni y Y z folyo kullanılarak birbirine
bağlanmıştır. SEM mikroskop incelemelerine göre elde edilen bağlar (özellikle SiC-TiB2 kompoziti ile ZrO 2
arasında) oldukça iyidir (Şekil 14). Eğer kaynaklama, diffizyon bağlama gibi geleneksel yöntemler ile yüksek
sıcaklıkta yapılsa idi bu durumda sistemde mevcut farklı seramiklerden dolayı oluşabilecek etkileşimleri azaltmak
için özel atmosfer koşullan sağlanması gerekecekti. Bu tekniğin gücü (diğer avantajlannm yanısıra) buradan
kaynaklanmaktadır ve doğru aratabaka seçildiği sürece hangi tür seramik malzemenin kaynaklandığı önemli
değildir. Benzer şekilde, aynı malzemeden çok katmanlı tabakalı yapıda rahatlıkla oluşturulabilir. Örneğin, çok
katmanlı SiC-TiB2 kompozitleri Ti folyo kullanılarak elde edilmiştir [15].
207
Kaynak Teknolojisi IV. Ulusal Kongresi
Şekil 13. Ti ile Kaplanan ve Al Folyo ile Kaynaklanan ZrO2 Seramiğinde Arayüzeyin TEM Görüntüsü (solda) ve
Intermetalik Kısmın Yüksek Büyütmedeki TEM Görüntüsü Dendirit Oluşumunu Göstermektedir (sağda)
Şekil 14. Uç Farklı Malzemenin Aynı Anda Kaynaklandığını Gösteren SEM Görüntüsü (üstte) ve
SiC-TiB2/ WZrO2 Arasındaki Kaynağın Yüksek Büyütmedeki Görüntüsü (altta)
208
Kaynak Teknolojisi IV. Ulusal Kongresi
3.3. Kaynaklann Termodinamik Analizleri
A12O3, ZrO 2 , SiC, Si 3 N 4 ve SiAlON ile kaynaklama için kullanılan folyolar arasında olası reaksiyonlan saptamak
için folyolarda mevcut elementlerin Ellingham diyagramları [1,16] kullanılmıştır (Şekil 15).
İOO
Irtûll
ı«nn
j ıı ıı ıı
2«ni>
Icmp«raturv (Ki
500
1000
i 500
Tcmperoture <K)
2000
Şekil 15. Folyolarda ve Seramiklerde Mevcut Elemetlerin Oksitlerinin Oluşumu için Gerekli
Serbest Enerjinin Sıcaklıkla Değişimi [1,16]
209
Kaynak Teknolojisi IV. Ulusal Kongresi
Bu diyagramlara göre, Al2O3-AlxNiyYz ve ZrO2-AlxNiyYz sistemleri için sadece yitriyum (Y), A12O3 ve ZrO 2 ile
aşağıdaki reaksiyonlara girebilmektedir.
,
f
A12O3+Y-»Y2O3+A1
3ZrO2+4Y -> 2 Y 2 O 3 +3Zr
Bu reaksiyonlar eğer gerçekleşti ise metalik Al ve Zr oluşmalıdır. Şekil 9'da gösterilen reaksiyon tabakasında
gözlenen küçük taneler üzerinde yapılan HREM, EDX ve STEM'de haritalama [3,14] incelemeleri bu küçük
tanelerin Al2O3-ATNi Yz sistemi için saf ve kristalin Al ve ZrO2-AlxNi Yz sistemi için Al-Zr olduğunu ve dolayısıyla
bu reaksiyonların gerçekleştiğini göstermektedir.
Serbest enerji diyagramlarına göre Si 3 N 4 and SiAlON (SiAlON'un Si3N4 bazlı olduğu düşünülerek) Ti ile aksiyona
girerek aşağıdaki ürünleri oluşturabilir [ 1 ]:
I
Si 3 N 4 + 4Ti -» 4TİN + 3Si
Si 3 N 4 + 5Ti -» Ti 5 Si 3 + 2N 2
Difüzyon bağlama ile elde edilen Si3N4-Ti kaynaklar üzerinde yapılan SEM çalışmalan 20^1X1 kalınlığında ve
TiSi, Ti 5 Si 3 ve TİN içeren reaksiyon tabakası oluştuğunu göstermiştir [17]. Bu çalışmada, SEM çalışmalan baz
alınarak reaksiyon tabakası oluşmadığı ancak SEM incelemelerine göre difüzyon meydana geldiği ve mukavemet
değerlerinin iyi olduğu düşünüldüğünde TEM'de gözlenebilecek bir tabaka oluşmuş olabilir.
Ellingham diyagramları kullanılarak SiC-Al ve SiC-Ti sistemlerinde olası reaksiyonlar gözönünde
bulundurulduğunda (Şekil 3) [ 16], Ti ve Al'un her ikisininde SiC ile reaksiyona girebileceğini göstermektedir:
SiC + Ti -> TiC + Si
3SiC + 4Al-»Al 4 C 3 + 3Si
Özellikle, SiC-Ti sistemi oldukça reaktif olup daha önce yapılan çalışmalarda arayüzeyde TİC, Ti 5 Si 3 ve diğer
reaksiyon ürünleri tesbit edilmiştir [18].Ti3SiC2, TiSi 2 ve Ti5Si(C) fazlan, vakumda SiC'ün Ti ile 1500°C'de
kaynaklandığında meydana gelmiştir. Kaynaklanmış SİC seramiklerin SEM'de (SEM'in ayırma gücü sınırlan
içerisinde) incelenmesi [19] arayüzeyde difüzyonun meydana gelmediğini, ancak Ti'un Al'a göre daha iyi
aratabaka olduğunu göstermiştir, fakat kaynak mukavemetleri ölçülmemiştir. Bu çalışmada ise Al ve Ti'un
benzer değerler verdiği saptanmıştır. Mukavemetinde iyi olduğu düşünülürse yukanda belirtilen reaksiyonlann
oluşmuş olabileceğini göstermektedir.
Burada cevaplanması gereken soru meydana gelen bu reaksiyon tabakalannın ve özellikle Y'un bağlanma
mukavemetine katkısı olup olmadığıdır. Son zamanlarda yapılan araştırmalar göstermiştir ki arayüzeylerin
mekanik özellikleri arayüzey reaksiyonlan ile kontrol edilebilir [20-22]. Al2O3-Ti sisteminde, reaksiyon olmaması
durumunda veya çok az olması halinde en yüksek mukavemet değerleri elde edilmiştir [21]. Arayüzeyde yeni
fazlamı oluşumundan kaçınılması gerektiği ileri sürülmüştür çünkü termal genleşme katsayılan arasındaki
uyumsuzluk gerilmelere sebep olmaktadır [ 1 ]. Buna karşılık, birbirine Ta+Ti aratabakası kullanılarak difüzyon
bağlaması ile kaynaklanmış Al2O3'te 5 um kalınlığında reaksiyon tabakası gözlenmiştir, fakat arayüzeyin kınlma
enerjisinde reaksiyon tabaka kalınlığının çok az bir etkisi olduğu gösterilmiştir [23]. Son olarak arayüzeyde
kimyasal reaksiyonlann iyi bir bağlanma için gerekli olduğu ancak fazla reaksiyon meydana gelmesinin de bağ
mukavemetini düşürdüğü ileri sürülmüştür [24].
210
Kaynak Teknolojisi IV. Ulusal Kongresi
4. SONUÇLAR
Kapasitör deşarj tekniği ile seramik malzemeler birbirine başarılı bir şekilde kaynaklanmıştır ve bu kaynakların
bağlanma mukavemetleri kayma testi ile arayüzeyleri ise mikroskop teknikleri ile incelenmiştir. Elde edilen en
önemli sonuçlardan bir tanesi kayma testi sonuçlanna göre güçlü bağların oluştuğu sistemlerde, seramik ile
aratabaka arasında reaksiyonlar meydana gelmektedir. Örneğin, alümina ile Al x Ni Yz aratabaka arasında oluşan
reaksiyon zonunun EDX ile kimyasal analizi yapıldığında görülmüştür ki aratabaka Al, Y ve O2 içermekte buna
karşılık Ni içermemektedir ve tabakanın içerisinde reaksiyon ürünü olan Al, saf Al kristalleri halinde yer almaktadır.
Termodinamik hesaplamalara göre; alümina ile sadece Y reaksiyona girmektedir ve bu da EDX sonuçlannı
desteklemektedir. Benzer sonuçlar, ZrO2-AlxNiyYz ve Ti ile kaplanmış ve Al folyo ile kaynaklanmış sistemlerde
de görülmüştür. SiC-Ti, Si3N4-Ti ve SiAlON-Ti sistemlerinde ise arayüzeyde karşılıklı difüzyon olduğu ve
buna bağlı olarak da yüksek mukavemet değerleri belirlenmiştir. Kayma testinden sonra incelenen yüzeylerin
bazı kısımlarının seramik parçayı ıslatmadığı ve dolayısıyla seramiğe bağlanmadığı görülmüştür. Bu da
göstermektedir ki elde edilen kayma mukavemetleri gerçek kayma mukavemetlerini yansıtmamaktadır. Eğer
metal ile seramik arasındaki ıslatma artırılarak tüm yüzey metal ile bağlanabilirse, çok daha iyi bağlar elde
edilebilir. Bunun için yapılan denemelerde alümina Ti ile kaplanıp Al folyo ile kaynaklandığında elde edilen
numunelerde kaynak mukavemeti sadece Ti veya Al folyo kullanıldığında ki durumlara göre artırılmıştır.
Genel olarak, iyi bir bağlanma için, proses parametreleri öyle seçilmelidir ki, aratabakadaki metal ergimeli,
seramiği ıslatmah ve kimyasal olarak bağlanmalıdır. Ayrıca, bağ özelliklerinin optimizasyonu için aratabaka
metal kalınlığı, termal genleşme katsayısı ve termal kararlılığın kontrolü gereklidir. Bunların yanısıra, çok düşük
ya da çok yüksek enerji kullanımı durumunda yapışma gerçekleşmemektedir. Kullanılan enerji değeri çok
yüksek ise bağ oluşmadan arayüzeylerin metalizasyonu meydana gelir ve seramikler kırılır.
Bu sonuçlardan hareketle, bu teknik kullanılarak neler yapılabilir? Endüstride yaygın olarak kullanılan elektronik
paketleme, kapasitör ve aktüatörler kapasitör deşarj kaynaklama tekniği ile üretilebilir. Bu tekniğin katmanlara
(yüksek sıcaklık kullanılmadığı için) zarar vermemesi, yüksek sıcaklık olmamasının yanısıra sürenin çok kısa
olması sebebiyle altın ve gümüş yerine oksitlenmeye fırsat tanımadan bakır elektrot katmanları oluşturulması
sağlanarak maliyet düşürülecek ve iletkenlik artırılabileceği gibi elektronik paketlemelerde hermetik sızdırmazhk
sağlayacaktır.
Aynca, metal ve seramikler arasında oluşabilecek reaksiyonların belirlenmesi bilimsel açıdan ve bir çok endüstriyel
uygulama için oldukça önemlidir. Örneğin, çelik ve süperalaşım türü malzemeler seramik kesici uçlar ile
arayüzeyde oluşan reaksiyonlar nedeniyle işlenememektedir. Bu teknik ile kaynaklanan malzemelerin
arayüzeylerinin çeşitli mikroskoplar (özellikle yüksek ayırma gücüne sahip taramalı ve geçirimli elektron
mikroskobu) ile incelenmesi sonucu olası reaksiyonlar belirlenerek seramik kesici uçların da bu alanlara yönelik
olarak geliştirilmesi sağlanabilir.
TEŞEKKÜR
Bu çalışma esnasında yardımlarını gördüğüm Dr. D. Özkaya'ya, alümina numuneleri sağlayan A. Mission'a,
AbtNiyYz alaşımlarını sağlayan Dr. A. L. Greer'e ve bu proje için maddi destek sağlayan EPSRC (İngiltere) ve
TÜBİTAK (NATO-B2)'a teşekkür ederiz.
KAYNAKÇA
1. M.G. Nicholas, Joining of Ceramics. Chapman ve Hail, London (1990).
2. K.A. Yushchenko, V.S. Nesmikh ve I.V. Dubovetskii, in Adv. in Joining Newer Struct. Mat., 109 (1990).
3. S. Turan, I.A. Bucklow ve E.R. Wallach, J. Am. Ceram. Soc, 82, 1242 (1999).
4. K. Takaki, Y. Fujimaki, Y. Takada, M. Itagaki, T. Fujiwara, S. Ohshima, K. Oyama, I. Takahashi ve T.
Kuwashima, Vacuum, 65 457 (2002).
211
Kaynak Teknolojisi IV. Ulusal Kongresi
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
20.
21.
22.
23.
24.
K. Takaki, Y. Takada, M. Itagaki, S. Mukaigawa, T. Fujiwara, S. Ohshima, K. Oyama, I. Takahashi ve T.
Kuwashima, Surface ve Coatings Technology, 169-170 495 (2003).
S. Turan, LA. Bucklow, E.R. Wallach ve D. Turan Key Engineering Materials, 206-213 491 (2002).
M. Singh, J. Mat. Sci. Letters, 17, 459 (1998).
S. Turan, D. Turan, LA. Bucklow ve E.R. Wallach, Inst. Phys. Conf. Ser., 168 319 (2001).
Xian AP J. Mater. Sci. 32 6387 (1997).
SJ Glass, FM Mahoney, B Quillan, JP Pollinger ve RE Loehman, Açta Mater. 46 2393 (1998).
M Gopal, M Sixta, LD Jonghe ve G Thomas, J. Am. Ceram. Soc. 84 708 (2001).
S. Turan, D. Turan LA. Bucklovv, E.R. Wallach, Key Engineering Materials dergisine sunuldu.
S. Turan, D. özkaya, LA. Bucklow ve E.R. Wallach, Inst. Phys. Conf. Ser., 161 79 (1999).
S. Turan, Materials Science Forum, 294-296 345 (1999).
S. Turan, IV. Seramik Kongresi, Türk Seramik Derneği Yayınları, 893 (1998).
Computer Sofhvare "MTDATA HANDBOOK: THERMOTAB MODÜLE" by National Physical Laboratory, Teddington, TW11 0LW, London, UK (1996).
J Lemus ve RAL Drew British Ceramic Transactions 99 200 (2000).
S. Morozumi, M. Endo, M. Kikuchi ve K. Hamajima, J. Mat. Sci., 20 3976 (1985).
J.G.P. Binner, P.A. Davis, J.A. Fernie ve I. D. Dubovetskii, J. Eur. Ceram. Soc, 15 1037 (1995).
F.-S. Shieu, R. Raj ve S.L. Sass, Açta Metali. Mater., 38 2215 (1990).
K.P. Trumble ve M. Rühle, Açta Metali. Mater., 39 1915 (1991).
Y.-C. Lu, S.L. Sass, Q. Bai, D.L. Kohlstedt ve W.W. Gerberich, Açta Metali. Mater., 43 31 (1995).
A. Bartlett ve A.G. Evans, Açta Metali. Mater., 41 497 (1993).
R.E. Tressler, T.L. Moore ve R.L. Crane, J. Mat. Sci., 8 151 (1973).
j
f.
j
f
ÖZGEÇMİŞ
Servet TURAN
L^
1966 yılında Artvin Şavşat ilçesinde doğan Servet TURAN ilk, orta ve lise öğrenimini Şavşat'ta tamamladıktan
sonra 1988 yılında İstanbul Teknik Üniversitesi, Metalürji Mühendisliği Bölümünden mezun oldu. 1988 yılında
birinci olarak kazandığı Milli Eğitim Bakanlığı bursu ile 1990 yılında İngiltere'de Leeds Üniversitesi'nde Seramik
Mühendisliği üzerine yüksek lisansını ve 1995 yılında dünyaca ünlü Cambridge Üniversitesi Malzeme ve
Metalürji Mühendisliği Bölümünde doktora derecesini tamamlamıştır. Aynı yıl Anadolu Üniversitesi'nde öğretim
Üyesi olarak göreve başlamış ve 1999 yılında doçentliğe yükselmiştir. 1998-2001 yılları arasında Seramik
Mühendisliği Bölümü'nde bölüm başkanı yardımcısı olarak görev aldıktan sonra 2001 yılında halen sürdürmekte
olduğu Fen Bilimleri Enstitüsü Müdür Yardımcılığı görevine atanmıştır.
1996, 1997, 1999, ve 2001 yıllarında Tübitak, Brisish Council gibi çeşitli kuruluşların bursları ile Cambridge
Üniversitesi'nde doktora sonrası çalışmaları bulunan Servet TURAN'ın Kasım 2002 tarihi itibariyle 40 tanesi
Uluslar arası Science Citation Index'çe taranan dergilerde olmak üzere 100'ün üzerinde yayını vardır ve bu
yayınlara 130'un üzerinde atıf yapılmıştır.
.
t
v
2002 yılı Anadolu Üniversitesi Bilim ve Teknoloji Ödülü'nün yanısıra 40 yaşını aşmamış genç bilim adamlarına
verilen Tübitak Teşvik Ödülü (2000 yılı), Orta Doğu Teknik Üniversitesi Prof.Dr. Mustafa N. PARLAR
Eğitim ve Araştırma Vakfı Teknoloji Teşvik Ödülü (2000 yılı), yine 30 yaşını aşmamış kişilere verilen Uluslar
arası Genç Mikroskopçular yarışmasında bir birincilik (1994 yılı) ve bir ikincilik (1995 yılı) ödülüne layık
görülmüştür.
Güney Afrika Toz Metalürjisi Derneğinin ömür boyu fahri üyeliğinin yanısıra İngiltere'de Royal Microscopical
Society, Türk Seramik Derneği ve Türk Elektron Mikroskopi Derneği'nin üyesi olan Servet TURAN Amerika,
İngiltere, Almanya, Fransa, İspanya, Belçika, Portekiz, Yunanistan, Güney Afrika, İskoçya, Çek Cumhuriyeti
gibi ülkelerde çok sayıda konferansta seminer vermiştir. Servet TURAN'ın ilgi ve çalışma alanı yeni seramik ve
kompozit malzemelerin geliştirilmesi, üretilmesi çeşitli tekniklerle karakterizasyonu ve ileri teknoloji seramiklerinin
kaynaklanmasıdır.
Futbol, Formula 1 ve fotoğraf (3F) tutkunu olan Servet TURAN 1996 yılında British Council'in desteği ile
Ankara'da bir fotoğraf sergisi açmıştır.
212
«
f