PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
• Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü
fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak
şekillendirilmesi işlemlerine genel olarak “plastik şekillendirme”
denir.
PLASTİK ŞEKİLVERMEDE UYGULANAN KUVVETLER
Plastik şekillendirme
işlemi, “çekme,
basma, eğme, kayma,
burma vb”
kuvvetlerinden biri
veya birkaçının
eşzamanlı
uygulanmasıyla
gerçekleştirilir.
BİRİNCİL (PRİMER ) PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
• Birincil plastik şekillendirmede başlangıç malzemesi olarak (hammadde)
metal kütük/ingot/biyet kullanılır.
• Malzeme daha çok kütlesel deformasyona yol açan haddeleme,
ekstrüzyon, dövme gibi işlemlerden geçirilir.
• Mamul olarak profil, çubuk, saç (levha /bobin ) gibi ara ürünler üretilir.
İngot
Homejenizasyon
Sıcak haddeleme Tavlama Soğuk hadde Isıl işlem
Sıcak Ekstrüzyon Isıl işlem
Sıcak dövme Isıl işlem
İKİNCİL ( SEKONDER ) PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
• Eğme/bükme/basit kesme, sıvama, çekme, gerdirme vs. işlemler bu
türdendir. Bu yöntemlerde malzeme deformasyonu genel olarak “basit
veya bileşik bükme” veya “basit kesme” veya bunların tümü veya
birkaçının kombinasyonuyla oluşur.
SÜNEK METALLERDE ELASTİK VE PLASTİK ŞEKİL DEĞİŞTİRME
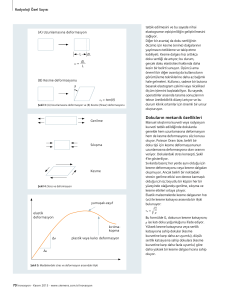
ELASTİK DEFORMASYON
Metalik malzemelerin çoğunda, uygulanan eksenel yük elastik limit altında
kaldığı müddetçe kalıcı şekil değişimi meydana gelmez. Elastik limite kadar, yük
ile uzama miktarı doğru orantılı (lineer) olarak değişir. Eksenel yük altında
çekme sonucu elde edilen bu grafiğe “gerilim-gerinim” diyagramı da denir.
Bu ilişkiden malzemelerin elastikiyet (elastisite) modülü hesaplanır; E = σ / ε
ELASTİK LİMİT
Gerilme-gerinim diyagramında elastik
davranışın sona erdiği nokta elastik limit
olarak bilinir. Elastik limit sonrasında,
malzemenin ilk plastik bozunuma
uğradığı sınır akma mukavemetini
gösterir (şekilde YS noktası). Akma
noktasındaki elastik deformasyon
(gerinim) çoğu mühendislik malzemeleri
için % 0.5’ in altındadır. Akma noktası,
mühendislik uygulamalarında, genellikle
%0.2 oranında kalıcı bir deformasyona
karşılık gelen mukavemet sınırı olarak
kabul edilmektedir.
ATOMİK ÖLÇEKTE PLASTİK DEFORMASYON-1
Kristal yapılı (kristalin) malzemelerde plastik deformasyon atomik
düzlemlerin kayması sonucu meydana gelir.
Atomik yapıdaki bu bozunum soğuk deformasyon sertleşmesinin (pekleşme)
de nedenidir.
ATOMİK ÖLÇEKTE PLASTİK DEFORMASYON-2
Kayma, atom
yoğunluğunun en
yüksek olduğu
düzlemelerde ve
çizgisel atom
yoğunluğunun en
yüksek olduğu
yönlerde gerçekleşir.
MİKRO YAPIDA PLASTİK DEFORMASYON
Tek kristalli çinko numunede
eksenel çekme sonucu meydana
gelen kayma düzlemleri.
Çok kristalli bakırda çekme sonucu oluşan
kayma düzlemleri. Kayma, her bir tanecikte
farklı yönlerde gerçekleşmekte.
PLASTİK DEFORMASYONUN MALZEME MİKRO YAPISINA
ETKİSİ
• Soğuk plastik deformasyon
sonucu iş parçasının bazı
mekanik özellikleri gelişir;
işlem türüne göre bazı
yönlerde malzemenin çekme
dayanımı, sertliği artar.
Bununla birlikte malzeme hala
önemli ölçüde sünekliğe ve
buna bağlı yüksek tokluk
değerine sahiptir. Bu tür
malzemeler darbeli çalışma
ortamları için idealdir.
• Deformasyon sertleşmesi
sonucunda, düşük dayanımlı
yumuşak malzemelerin
mukavemeti önemli ölçüde
artırılabilir.
SOĞUK DEFORMASYON ORANI
Çok aşamalı plastik deformasyona uğratılmış malzemelerde aşırı sertleşme meydana
gelebilir. Bunun sonucunda, artan şekil değiştirme kuvveti işlem esnasında aşırı takım
basıncı üretir. Bu durum kullanılan takımların/ekipmanın zarar görmesine
(deformasyon veya aşınma) ve/veya iş parçasının çatlamasına/yırtılmasına yol açabilir.
Soğuk deformasyon sonucu malzemelerin akma dayanımında (dolayısıyla elastikiyet
modulünde) yüksek oranlarda artış sağlanabilir.
Çekme dayanımına kıyasla, akma dayanımındaki artış daha yüksek oranlarda
gerçekleşir.
TAVLAMA-1
Plastik deformasyon işlemi öncesi bazı durumlarda iş parçasının belirli
sıcaklıklarda tavlanmasını gerekebilir. Bu tavlama işlemi amacına göre üçe
ayrılır:
• İşlem tavı veya ara tavlama (< 0.3 Tm)
Tm: Ergime derecesi
• Kendine gelme tavı ( 0.3 – 0.5 Tm). Yeterli zamanın tanınması
halinde, malzeme oluşan aşırı sertleşme bu tavlama ile kısmen
önlenir. Ancak lifsi(fiberimsi) yapı genel olarak muhafaza edilir.
• Yeniden Kristalleşme tavı (> 0.5 Tm): Bu sıcaklıklarda atomlar
hareket ederek büyük ölçüde deformasyondan arınmış eş eksenli
tane yapısını meydana getirirler. Buna olaya “yeniden kristalleşme”
denir . Bu tanelerin boyutu deformasyon oranına, sıcaklığa ve süreye
bağlı olarak değişir.
TAVLAMA-2
•Belli bir sıcaklıkta yeniden kristalleşme meydana gelebilmesi için malzemenin belli
oranda soğuk deformasyona uğratılmış olması gerekir. Bu orana kritik deformasyon
oranı denir ve mühendislik malzemeleri için bu oran %2 ile %18 arasında değişir.
•Bu oranın altında işlem gören malzemelerde yeniden kristalleşme meydana gelmez.
•Ayrıca artan soğuk deformasyon oranı yeniden kristalleşme sıcaklığının düşmesine
neden olur.
TAVLAMA-3
Yeniden kristalleşmiş tanelerin boyutu
soğuk deformasyon oranıyla ters,
tavlama sıcaklığı ile doğru orantılı olarak
değişmektedir.
SICAK PLASTİK DEFORMASYON-1
• 0.5 Tm üzerindeki sıcaklıklarda
yapılan işlemler sıcak plastik
şekillendirme olarak bilinir. Bu
sıcaklıklarda malzeme atomları
kolay hareket edebildiklerinden
difüzyon meydana gelir.
• Bu nedenle deformasyon
sertleşmesi çok küçük
oranlarda kalır.
• İşlem anında deformasyon
sertleşmesi ve yumuşama
(yeniden kristalleşeme) birbirini
dengeler.
SICAK PLASTİK DEFORMASYON-2
Sıcak plastik şekillendirmede deformasyon sertleşmesi gerinim hızının bir
fonksiyonudur.
Sabit bir sıcaklıkta, gerinim hızını artırmak suretiyle belli oranda deformasyon
sertleşmesi elde etmek mümkündür.
PLASTİK ŞEKİL VERMEYİ ETKİLEYEN FAKTÖRLER
•
•
•
•
•
•
•
•
•
•
Malzemenin mekanik ve fiziksel özellikleri
Malzeme geometrisi
Takım/makine/kalıp özellikleri
Sürtünme/yağlama şartları
İşlem sıcaklığı
İşlem hızı
Deformasyon oranı
Güç gereksinimi
Nihai metalürjik/mekanik özellikler
Yüzey kalitesi ve boyutsal hassasiyet