M
MAMA MÜHENDİSLİĞİ
E L KİTABI
Ciltl
URETÎM VE TASARIM
Baskıya Hazırlayan
A. Münir CERIT
( Makina Yük. Mühendisi)
2. Baskı
TMMOB MAKİNA MÜHENDİSLERİ ODASI
Ekim 1994
Yayın no: 169
tmmob
makina mühendisleri odası
Sümer Sokak 36/1-A 06440 Dcmirtepe / ANKARA
Tel : (0-312) 231 31 59 - 231 80 23 Fax : (0-312) 231 31 65
Yayın no : 169
ISBN : 975-395-124-8 (Tk. No)
ISBN : 975-395-125-6 (1. Cilt)
Bu Yapıtın yayın hakkı Makina Mühendisleri Odası'na aittir. Kitabın
hiçbir bölümü değiştirilemez. MMO'nın izni olmadan kitabın hiçbir
bölümü elektronik, mekanik vb. yollarla kopya edilip kullanılamaz.
Kaynak gösterilmek kaydı ile alınlı yapılabilir.
Ekim 1994 - Ankara
Dizgi: Ali Rıza Falcıoğlu (Makina Mühendisleri Odası)
Baskı: MF Ltd. Şti. Tel: (0-312) 425 37 68
BOLUM 3
KOROZYON (YENİM) VE DENETLENMESİ
Hazırlayan
Prof. Dr. Ahmet ÇAKIR, 9 E.Ü. Makina Mühendisliği Bölümü
Sayfa
1. Genel Bilgiler ve Tanımlar
02
2. Elcktrokimyasal Korozyon Yapıcıları
05
3. Bazı Metalik Malzemelerin Korozyon Dayanımı
07
4. Buhar Santrallannda Korozyon Sorunları
11
5. Kimya Fabrikalarında Korozyon
13
6. Borularda ve Yapılarda Korozyon
15
7. Koro7yonun Denetlenmesi
18
KAYNAKÇA
27
İLGİLİ TSE STANDARTLARİ
27
3-01
KOROZYON VE DENETLENMESİ
1. GENEL BİLGİLER VE TANIMLAR
Metallerin büyük bir çoğunluğu doğada bileşikler (mineraller) halinde bulunurlar. İndirgenme reaksiyonları
ile metallerin minerallerinden ayrılması ancak enerji harcayarak mümkündür. Bu bakımdan metaller elde edildikleri cevher ya da minerallere göre daha yüksek bir enerji seviyesinde bulunurlar. Termodinamik yasalarına göre
saf metaller uygun koşullarda enerjilerini düşük seviyelere indirme eğilimindedirler. Bu eğilim sonucunda içinde
bulundukları ortamdaki elementlerle yeniden birleşen metaller enerjilerini azaltarak daha kararlı bileşiklere (korozyon ürünü) dönüşürler. Metallerin cevherlerinden indirgenerek elde edilmesi işleminin tersi olan bu dönüşüm
korozyon olayının esasını oluşturur. Bu açıdan korozyon en genel anlamda "içinde bulunduğu çevresi ile oluşturduğu ara yüzeylerde malzemelerin kimyasal ve elektıokimyasal reaksiyonlar sonucu enerji kaybı ile bozunmaları" olarak tanımlanabilir. Bir korozyon reaksiyonunun kendiliğinden oluşması için reaksiyon serbest enerji değişimi AG nin negatif olması gerekir. Ancak bu gereklilik reaksiyonun oluşum hızı hakkında açıklayıcı bilgi
vermekten uzaktır. Bunun nedeni Şekil. 1 de enerji profilinde görülen Ea enerji engelidir. Metaller, korozyona uğramadan önce bu enerji engelini aşmak zorundadır, ki bu da başlangıçta bir miktar fazla enerji harcanımı demektir. Ea ile gösterilen bu enerji engeli aktivasyon serbest enerjisi olara adlandırılır ve korozyon reaksiyonu hızında belirleyici rol oyanar. Reaksiyon hızı v, reaksiyona katılan maddelerin konsantrasyonu ve k reaksiyon
sabiti cinsinden,
v = k. (konsantrasyon)
(1)
, Metal
Serbest
enerji
AG
Korpzyon
Cevher
Ürünü
Reaksiyon
koordinatı
Şekil.1- Metal ve bileşiklerinin termodinamik enerji profili
formülü ile ifade edilir. Buradaki k reaksiyon sabiti, Ea aktivasyon enerjisi, R gaz sabiti ve T mutlak sıcaklığa
bağlı olarak,
k = A . exp (-Ea / RT)
(2)
formülü ile ifade edilir. Buradaki A reaksiyonun frekans faktörü ya da üstel bir sabit olup, log k - 1 / T eğrisinin
log k ordinatını kestiği noktadan bulunabilir.
Korozyon Reaksiyonlarının Termodinamiği
Çoğunlukla metalik malzemeler kapsamında düşünülen korozyon daha genel bir çerçevede polimer, iyonik
katı malzeme, cam, beton vb. malzemelerin, elektrolitik olan ve olmayan ortamları, sıvı metalleri ve gazları içeren geniş bir ortam yelpazesi içinde bozulmasını kapsar.
Korozyonu sınıflandırmak zor olmakla beraber en geniş anlamda yaş" ve "kuru" olmak üzere, sulu ortamın
var olup olmayışına göre, iki kısımda düşünmek alışkanlık haline gelmiştir. Gerek kuru gerek yaş (sulu) ortamlardaki korozyon reaksiyonlaıında reaksiyona giren melalle onun korozyon ürünü arasındaki serbest enerji
farkı reaksiyondaki net enerji değişimi AG yi verecektir. Reaksiyona katılan maddelerin enerji durumu sıcaklığa
bağlı olduğundan verilen bir sıcaklıktaki serbest enerji değişimi aA + bB —> cC + dD şeklindeki genel bir reaksiyon için,
AG = AG° + RT İ n ( C ) C ( D )
(A)a (B)b
[T = sbt., keyfi konsantrasyon]
(3)
denklemi ile ifade edilir. Yuvarlak parantez içindeki terimler sıvılarda maddelerin mol cinsinden reaksiyon öncesi konsantrasyonunu, gazlarda ise reaksiyon öncesi kısmi basınçlarını gösteril'. Katı maddelerin konsantrasyonu
3-02
KOROZYON VE DENETLENMESİ
bir olarak kabul edilir. Keyfi olarak seçilen konsantrasyonlar yerine sabit sıcaklıkta bu maddeler arasında oluşan
denge koşullarına karşılık gelen konsantrasyonlar söz konusu olduğunda G serbest enerji değişimi sıfır olacağı
için,
L(A) a (B) b J
eşitliği yazılabilir. Burada AG° maddelerin standart halde serbest enerjileri arasındaki farkı gösterirken, eşitliğin
sağ yanı denge şarlalınmn meydana gelmesini sağlıyan konsantrasyonlardan hesaplanır. AG° değeri verilen bir
sıcaklıkta belli bir reaksiyon için sabit olduğundan, eşitliğin sağındaki logaritmik terim tek tek konsantrasyonlardan bağımsız olarak sabit bir değerde olmak zorundadır. Denge sabiti olarak adlandıralan bu terim K ile gösterilir.
J(C) C (D) [
(A) a (B) b J denge
(5)
Korozyon Reaksiyonlarının Nitelikleri
Herhangi bir elektrik yük taşınımının olmadığı kimyasal reaksiyonlar dışındaki diğer korozyon reaksiyonları ister kuru ister yaş olsun elektrokünyasal niteliklidirler. Oksitlenme ile oluşan kuru korozyon durumunda
metal ve oksijen iyonlarının belli kristal kafes düzeni içinde dizilmeleri ile meydana gelen metal oksitler iyonik
karakterdedirler. Oksit kafes yapılarında anyon ya da katyon yetersizliği nedeniyle oluşmuş nokta kusurları halindeki atom boşlukları iyonların oksit içinde yayınmasına ortam hazırlar. Temelinde metal katyonları, oksijen
anyonları ve elektronların katılımı ile meydana gelen oksitlenme işlemi, bir anot bir de katot reaksiyonunun
oluşturduğu elektrokünyasal bir olay gibi düşünülebilir. Oksilin hüyümesi iyonların ve elektonlann oksit içindeki yayınmasına bağlı olduğundan sıcaklığın bir fonksiyonudur. Bu kapsamda ele alındığında oksit filminin büyümesi oksitlenme reaksiyonunun serbest enerji değişimine bağlı olan E potansiyelinin kontrolü altında i akımının geçtiği metal / metal oksit / oksijen pil devresiyle özdeşleştirilebilir. Metal / metal oksit arayüzeyi pilin
anodunu, metal oksit / oksijen ara yüzeyi de pilin katodunu meydana getirir. Anot ara yüzeyinde M metal atomları iyonlaşır : M -4 M n+ + ne". Katot ara yüzeyinde ise oksijen atomları iyonlaşır : 0 + 2e" —> O2". Parabolik oksit
büyümesinin sözkonusu olduğu durumda iyon ve elektronların hareketi Şekil.2 de görülüyor.
OzAtmosfer (O2)
Şekil.2- Parabolik büyümede iyon ve elektron hareketleri
Yaş korozyon gerçek bir elektıokimyasal reaksiyon niteliğindedir. Kimyasal reaksiyonla oluşan korozyonun
dışındaki bütün korozyon tiplerinin mekanizmasında elekrokinıyasal reaksiyonlar kaçınılmazdır. Bu reaksiyonlar birbirleriyle uyum içinde olan anodik ve katodik reaksiyonlar bütününden oluşurlar. Korozyonun itici gücü
bu reaksiyonların serbest enerji değişimi AG ye bağlı olarak ortaya çıkan elektrot potansiyelleri arasındaki farktır. Birer elektrot olayı olan bu anodik ve katodik reaksiyonlar meydana geldiği bölgeye kendi adını verirler. Homojen korozyonun meydana geldiği bir metal üzerinde bu anodik ve katodik bölgeler sabit olmayıp sürekli yer
değiştirirler. Korozyonun eşit ölçütlerdeki anodik ve kalodik reaksiyonlarından anodik olanı gerçek korozyon
reaksiyonudur. Katodik reaksiyon olmadan da anodik korozyon reaksiyonu meydana gelmez. Reaksiyonlarda bir
elektron akışı söz konusu olduğundan reaksiyon kinetiği normal olarak elektrik potansiyelinden etkilenir.
Korozyon Reaksiyonlarının Kinetiği
Bir metal, belli ölçüde kendi iyonlarını içeren bir sıvı ortama konduğu zaman bundan önceki kısımda belirtildiği gibi,
M -> M"+ + ne(6)
3-03
KOROZYON VE DENETLENMESİ
formülüne göre çift yönlü, anodik (sağa) ve katodik (sola), reaksiyonlar meydana gelir. Bu iki reaksiyon arasında
elektron alışverişi olduğu için, hızlan i akım yoğunluğu cinsinden (birim alana düşen akım şiddeti) ayn ayrı ia
(anadik) ve i* (katodik) olarak belirlenir. (6) Reaksiyonu dengede olduğu zaman metal Eo denge potansiyelındedir (ia = it). Ancak, denge halinde elektrodun net çözünme hızını i cinsinden doğrudan ölçmek mümkün değildir.
İki ayn metalin meydana getirdiği bir korozyon devresi söz konusu olduğu zaman iki elektrotdan birisi anodik,
diğeri katodik reaksiyonun meydana geldiği elektrot görevini görür. Herbirisinin denge potansiyelleri arasındaki
fark meydana gelecek reaksiyonlann şiddetini belirler. Metaller korozyon devresinde bir bakır iletkenle mekanik
olarak bağlı olduğunda, reaksiyonlar arasındaki elektron alışverişinden dolayı aralarındaki potansiyel farkını
gittikçe azaltarak eşit bir potansiyele doğru giderler. Bu potansiyel, Ek», korozyon potansiyeli ve bu potansiyelde
eşit olan anadik ve katodik akım yoğunluklarının ortak değeri, ikor, korozyon akım yoğunluğu adını alır.
Eğer tek bir metal elektroda dışandan net bir akım uygulanırsa (ia * it) anodik ve katodik akımlar arasında
bir fark oluşur. Bu akım farkının işaretine bağlı olarak metalin denge elektrot potansiyeli Eo dan bir sapma meydâna gelecektir. Net akım pozitif ise (ia - ik = i) elektrot potansiyelinde artış, negatif ise (ik- ia = i) azalma meydana gelir. Denge potansiyelinden sapmanın bir ölçüsü olarak tarif edilen polarizasyon, i net akımının geçtiği andaki EI potansiyeli ile Eo denge potansiyelleri arasındaki fark (T| = Ei - Eo) olarak ifade edilir. Uygulanan i akım
miktanna bağlı olarak meydana gelecek fark potansiyel - akım değişimi şeklinde grafiğe geçirildiğinde anodik
(TI > 0) ya da katodik (r| < 0) polarizasyon eğrileri elde edilir (Şekil.3).
Anodikpolarizasyon
""'"Denge potansiyeli
Katodik polarizasyon
o
i, akım
Şekil-}- Anodik ve katodik polarizasyon eğrileri,
T) = polarizasyon ya da üst potansiyel
Anodik
polarizasyon
-kor
L
Katodik
polarizasyon
o2
'kor
i,akım
Sikil 4- İki metal elektrotun koro/.yon devresindeki
polarizasyon eğrileri (EVANS diyagramı)
Birbiri ile elektriksel bağlantısı olan farklı iki metalin aynı bir sıvı korozif ortamda olduğunu düşünürsek iki
ayn elektrot reaksiyonunun polarizasyon eğrileri bir arada düşünüldüğünde polarizasyon eğrileri Şekil.4 deki gibidir. Polarizasyon eğrileri anot ve katot reaksiyonlarının toplamını ifade eder, başka bir ifadeyle metalik çözünme ve indirgenme reaksiyonları dışında diğer anodik ve katodik reaksiyonları içine alır. Aktivasyon, konsantrasyon ve direnç polarizasyonu olmak üzere üç çeşidi vardır. Birincisi elektrot reaksiyonlannın yavaşlamasından
doğarken, konsantrasyon polarizasyonu elektrot yüzeyine bitişik elektrolitle asıl elektrolit arasındaki konsantrasyon farkından kaynaklanır. Direnç polarizasyonu korozyon akımının elektrolitik dirence göre yarattığı (i x R)
potansiyel düşüşüdür.
Korozyon Hızı ve Belirlenmesi
Faraday elektroliz kanununa göre molekül ağırlığı M olan bir metalin iyonlaşması ile yaratılan Q elektrik
yükü arasında Q = n FM şeklinde bir bağıntı vardır. Bu eşitlik zamana göre türetilir, birim zamanda yaratılan
elektrik yükü dQ/dt birim kesitten sağlanırsa i akım yoğunluğu ile ifade edilir. Eşitliğin ikinci yanındaki dM/dt
birim kesitten birim zamanda çözünen madde miktan (madde akışı) olarak J ile ifade edilirse eşitlik i = nFJ haline gelir. J tanımı gereği korozyon hızını ifade eder ve bu durumda korozyon hızının akım yoğunluğuna eşitlenebileceği görülür.
Yapılan hesaplamalar genel korozyon şartlan altında bir metalin yüzeyinde bir yılda mm olarak meydana
gelen korozyonun, Amper / m2 olarak ifade edilen Uor değerine yaklaşık olarak eşit olduğunu göstermiştir. Korozyon hızı buna göre mm olarak bir yılda yüzeyde meydana gelen korozyon derinliğini (mpy) ya da akım yoğunluğu (mA / cm 2 ya da A /m2) olarak da ifade edilebilir. Korozyon şiddeti ayrıca birim alanda gram ya da miligram olarak yılda ya da günde meydana gelen ağırlık kaybı olarak da ifade edilebilir (g / m2 yıl ya da mg/
dm2 gün gibi). Malzemenin korozyona bağlı olarak çekme mukavemetinde bir yıl içinde meydan gelen yüzde
azalma miktarı olarak ifadesi de bir başka korozyon hızı belirleme usulüdür. Benzer olarak akma ve kopma mukavemetindeki değişikliklerin boyutu, süneklik ve kesit daralmasında meydana gelen değişimlerin yüzde olarak
ifadesi korozyon hızının bir ölçüsü olarak değerlendirilebilirler.
3-04
KOROZYON VE DENETLENMESİ
2. ELEKTROKİMYASAL KOROZYON YAPICILARI
Elektrot
Bir M metali kendi iyonlarını içeren bir sulu çözelti içine konduğu zaman metal yüzeyinde dengeye erişilinceye kadar elektrot reaksiyonları oluşur. :
n+
M <=> M + ne"
Örnek : Fe » Fe
2+
+ 2e"
(7)
Bu reaksiyonlar metal yüzeyinde elektıiksel bir çift tabakanın meydana gelmesine yol açarlar. Metalin en üst tabakası (6) eşitliğindeki çözünme reaksiyonunun verdiği elektonlaıia yüklenirken metal yüzeyine bitişik çözelti
tabakası çözünen metal iyonlarıyla (+) olarak yüklenecektir. Metal/elektrolit ara yüzeyine bitişik iki tabakanın
farklı elektıiksel potansiyele sahip olması bu tabakalar aıasında bir potansiyel farkının doğmasına sebep olur.
Dengeye ulaşıldığı zaman (6) reaksiyonu her iki yönde eşit hızda gelişir. Yükseltgenme (anodik) reaksiyonunun
ia akımı ile indirgenme (katodik) reaksiyonun it akımı birbirine eşit olur ve net bir elektrik akışı söz kousu
olmaz. Bu akım değerine mübadele akım yoğunluğu denir ve i0 ile gösterilir. : i0 = ia = ik- Bu şartlarda metalin
sahip olduğu potansiyele elektrotun E denge potansiyeli denil'. Bunun pratik olarak ölçülmesi mümkün değildir.
Bunun için referans elektrotlar kullanılır. En yaygın olanı kalemci elektrodudur.
Korozyon reaksiyonun AG serbest enerji değişimine bağlı olarak yapılan iş elektrik enerjisi cinsinden
AG = -nFe
(8)
eşitliği ile ifade edilir. Faraday kanunu olarak bilinen bu ifadede F Faraday sabitini (96494 Coulomb / mol elektron), n korozyon reaksiyonundaki taşınan elektron sayısını (valans), E ise volt olarak elektrot potansiyelini ifade
eder. (7) eşitliğindeki demirin çözünme reaksiyonu için (3) denklemi yazılırsa.
AG = AG° + RT İn (Fe2+)
(9)
elde edilir. Burada demirin konsantrasyonu birim olarak alınmıştır. F.şitliğin iki yanı -nF ile bölündüğünde
_AG==..AGl.RT,n(Fe2+)veya
n F nF nF
E = E°-iai|n(Fe 2 + )
nF
(11)
eşiüiği elde edilir. T = 298 K da, R = 8,3143 Joule / mol. K alınıp, doğal logaritmaya dönüşüm faktörü 2,3025
ile çarpıldığı zaman RT / F terimi 0.059 olur. (11) eşitliği daha genel yazılırsa;
p _ p o 0.059 ı,,., [Reaksiyondan çıkan]
n
|_Reaksiyona girenj
"Nernst Denklemi" olarak bilinen eşitlik elde edilir. Bu eşitlik standart (°) durumdan farklı olarak, elektrolitik
ortamdaki iyon konsantrasyonlarına göre elektrot potansiyelindeki değişimi ifade eder. Reaksiyona giren ve
çıkan maddelerin konsantrasyonları denge değerleri olarak seçildiğinde reaksiyon itici gücü AG ve E değerleri
sıfır olacaktır.
Metaller, kendi iyonlannı birim aktivitede ihtiva eden elektrolitik ortamlarda standart bir potansiyele sahiptir.
(10) eşitliğindeki (Fe2+) bir mol olursa log terimi sıfır olacağından E = Eo olur. Ölçülen E değeri pozitif olursa
(8) eşitliğine göre AG < 0 olacağından reaksiyon kendiliğinden olur.
Temci Kavramlar
Korozyona uğrayan metalik yüzeylerde anodik ve katodik reaksiyon bölgeleri oluşur. Bu bölgeler yüzey
üzerinde rastgele dağılmış olabileceği gibi, melalin iç yapısındaki ve sıvı çözelti (elektrolit) içindeki maddelerin
dağılışındaki düzensizlikler nedeniyle yüzeyin belirli yerlerinde yoğunlaşabilirler, ilk durumda genel korozyon
meydana gelirken, ikinci durumda karıncalanma (pitting) gibi bölgesel korozyon meydana gelir. Aynı metal üzerinde bulunan ya da iletken bir telle birbirine bağlı farklı potansiyele sahip metallerden oluşan anot ve katotlar
3-05
KOROZYON VE DENETLENMESİ
bir korozyon hücresinin elektrotlarını meydana getirir. Galvanik hücre kendisi elektrik üretebilen bir elektrolitik
pil gibidir. Şekil.5 bir galvanik hücreyi göstermektedir.
Elektrolit
Şekil.5-Galvanik bir hücrede (pil) akım ve elektron akış yönleri
- Anot : Hücre elektrotlarından biridir. Metal atomları elektron kaybederek (6) reaksiyonundaki gibi iyonlaşırlar. Bu bir anodik reaksiyondur. Metal iyonlarının bir korozyon ürünü meydana getirmesi halinde korzoyon
bu ürünün koruyuculuğu ölçüsünde yavaşlar. Anodik reaksiyonun saldığı elektronlar dış iletken devresinden
akarak katoda giderler.
- Katot : Hücrenin diğer elektrodudur, üzerinde katodik reaksiyonlar oluşur. Katoda akan elektronlar (akım
akış yönünün tersinde) katot yüzeyindeki indirgenme (katodik) reaksiyonlarında harcanırlar. Galvanik hücre bir
pil gibi düşünüldüğünde, akımın dış iletken devredeki yönüne göre, katodun neden (+) ile işaretlendiği anlaşılır. Elektrolitin pHd eğerine bağlı olarak başlıca iki temel katodik reaksiyon meydana gelir :
a) Hidrojen Çıkışı
pH < 7 : H+ + e- -» H (atom)
H (atom) + H (atom) —> H2 (gaz)
b) Oksijen indirgenmesi
pH < 7 : 0 2 + 4H+ + 4e" -> 2H0
pH > 7 : 02 + 2H20 + 4e" -> 40H"
- Elektrolit : iletkenlik özelliği olan sulu çözeltilere verilen bir isimdir. Galvanik bir hücrede elektrotların
içinde bulunduğu, iyon akışı ile iletkenliği sağlıyan sulu bir ortamdır. Elektrolite daldırılan iki elektrodun dış
devrede bir iletkenle birleştirilmesi galvanik hücreyi tamamlar. Aksi halde elektrik akışı mümükün olmaz. İki
farklı elektrot yerine tek bir metal elektrolite daldırılmış olsa metal kendisi galvanik hücrenin anodu katodu ve
iletken bağlantısı olur ve bu metal içinde bulunduğu ortamla beraber bir yarım hücredir. Galvanik hücrenin elektromotor kuvveti (emf) hücrenin elektrot potansiyelleri (Eı ve E2) arasındaki farktan hesap edilir :
E (emf) = Eı - E 2
Bu elektromotor kuvvet, elektrotlar iletkenle bağlandığında hücrede meydana gelecek kimyasal reaksiyonların
itici kuvveti olur.
- Pasifleşme : Sıvı ortamlardaki korozyon reaksiyonlarına bağlı olarak meydana gelen gözeneksiz ve çok
yavaş hızla çö/ünen filmlerin korozyon hızını ihmal edilecek seviyelere düşürmesi olayına denir. Yüzey filmlerinin oluşumu anodik polarizasyona bağh olarak korozyon potansiyeline göre yüksek potansiyellerde meydana
gelir. Pasif filmin kısmen ya da tamamen tahribine yol açan faktörler (kimyasal ya da mekanik) korozyon olayının yeniden haşlamasına sebep olurlar. Bu durumlarda meydana gelen korozyon oyulma (pitting) korozyonu niteliğindedir. Halojenler (Cl-, Br-, I-) bu tip korozyon için en tehlikeli iyonlardır. Oyulma korozyonu özellikle
paslanmaz çelikler için önemlidir, çünkü bunlar korozyon dirençlerini yüzeylerindeki pasif tabiatlı oksit filmine
borçludurlar.
Elektrokimyasal ve Galvanik Seri
Metallerin standart elektrot potansiyellerinin indirgenme potansiyelleri cinsinden ifade edilerek dizilmesiyle
3-06
KORO/YON VE DENETLENMESİ
elde edilen seriye elektrokimyasal seri denir. Bazı seçilmiş elementlerin Eo standart indirgenme potansiyelleri
Çizelge.l de görülüyor.
Çizelge. 1- Bazı Metallern E° Standart İndirgenme Potansiyelleri (volt)
Elektrot Reaksiyonu
Au*
2
+ e"
= Au
E°
+1.68
Pt *
+ 2e" = Pt
+1.20
Hg*
+ 2e- = Hg
+0.85
Elektrot Reaksiyonu
2
Pb *
2
Sn *
2
Ni *
2
+ 2e
-
= Pb
E°
-0.13
'
Elektrot Reaksiyonu
2
Zn *
3
+ 2e" = Sn
-0.14
Al *
+ 2e" = Ni
-0.25
2
Mg *
E°
+ 2e" = Zn
-0.76
+ 3e- = Al
-1.67
+ 2e" = Mg
-2.34
Ag*
+ e"
= Ag
+0.80
Cd *
+ 2e" = Cd
-0.40
Na*
+ e"
= Na
-2.71
Cu2*
+ 2e- = Cu
+0.34
Fe2*
+ 2e" = Fe
-0.44
Ca2*
+ 2e" = Ca
-2.87
2H*
+ 2e" = H2
0.00
+ 3e" = Cr
-0.71
K*
+ e"
3
Cr *
= K
-2.92
E° değeri yüksek metaller soy, düşük metaller aktif metallerdir. Elektrokimyasal seri gerçek durumu yansıtmadığı için pratik bir anlam taşımaz, ancak metallerin birbirine göre davranışlarında referans olarak kullanılabilir. Metallerin verilen herhangi bir elektrolit içinde sahip olduğu potansiyeller daha gerçekçidir; ancak bu ifade
söz konusu elektrolit için geçerlidir. Çeşitli metal ve metalik malzemelerin 20°C deniz suyundaki potansiyellerinin ölçülmesiyle elde edilen dizi galvanik seri adını alır. Yüksek korozifliği nedeniyle deniz suyunda elde edilen
galvanik seri metalik malzemeleri karşılaştırmak için daha güvenilir bir referans oluşturur. Galvanik korozyonun başlayabilmesi için bu serideki malzemeler arasında 50 mV fark yeterlidir.
3. BAZI METALİK MALZEMELERİN KOROZYONA DAYANIMI
Herhangi bir olay olup bittikten sonra bilgiçlik taslamak genellikle kolaydır. Önemli olan elbette olaydan
önce söylenenlerdir, bazı temel kabullere dayanarak olayın gidişi hakkında gerçekçi tahminler yapabilmektir.
Korozyon ne yazık ki olup bittikten sonra hakkkında bilgiç kesilenlerin arttığı, olmazdan önce önemi yeterince
kavranılamamış bir konudur. Ancak gereken önem verildikten sonra, önlenmesi mümkün olamasa da, yapıların
kullanım sürelerinin artırılmasına katkıda bulunacak şekilde kontrol edilebilir. Bir parçanın ya da bir yapının
ömründe korozyon kontrolü açısından üç önemli kademe vardır : tasanın, üretim ve kullanım. Bu kademelerden
herhangi birinde korozyon kontrolü yönünden sergilenecek bir başarısızlık parçanın muhetemelen erken haşarıyla sonuçlanabilir. Malzeme seçimi korozyon kontrolüne etki eden önemli hususlardan birisi olması nedeniyle endüstriyel öneme sahip bazı metalik malzemelerin korozyon özelliklerini bilmek yararlı olur. Ancak, bilinen korozyon özellikleriyle ilgili olarak iyi bir seçim yapabilmek için parçadan beklenen ömrün, parçanın üretileceği,
depolanacağı ve kullanılacağı ortam ve şartların daha tasarım kademesinde kesin bir biçimde belirtilmesi gerekir.
Düşük Alaşımlı Adi Karbon Çelikleri
Ucuz maliyetleri ve yüksek mukavemetleri bu malzemelerin değişik yapı elemanları şeklinde çeşitli ortamlarda kullanılmasını yaygınlaştırmıştır :
- Atmosferde : Bina ve köprü yapımı, motorlu araçlar, enerji nakil hatları, kazan ve ısı değiştirgeçleri
<
imali vb.
- Suda
: Gemi yapımı, açık deniz petrol platformları inşaatı, endüstiyel kazan imalatı vb.
- Yeraltı
: Su ve gaz iletim bonı hatları, petrol ve yakıt tankları vb.
Adi karbon çelikleri bağıl nemin %60 üzerine çıktığı atmosferik ortamların birçoğunda korozyona uğrar. Yüzeyin nemle ıslanmasından sonra başlayan korozyon oksijen varlığı, pH, saldırgan iyonların (CY ve SO2 gibi)
varlığı gibi çevresel faktörlerin yanında, imalat ve ısıl işlem durumuna bağla olarak değişen yüzey özelliklerinden de etkilenir. Bileşimlerindeki karbon, mangan ve silisyum miktarlanndaki artış korozyon hızını azaltır.
Ancak manganın sülfür bileşikleri halinde bulunması korozyon direncini azaltır. Belli miktarlarda bakır eklenmesi de korozyon direncini artırır. Yüzeyin eğim durumu korozyon hızına etki eden önemli bir faktör olup, dikey
yüzeyler 45°C eğik yüzeylere göre daha az korozyona uğrarlar. Başlangıçta yüksek olan korozyon hızı bir yıl
sonra yüzeyde oluşan oksit filmi nedeniyle azalarak sabit değere erişir. Bu kararlı korozyon hızı kırsal, deniz,
kentsel ve endüstriyel atmosfer tipine göre sırasıyla 5-10, 10-30, 10-30, 30-60 um / yıl değerindedir.
3-07
KOROZYON VE DENETLENMESİ
Su içindeki karbon çeliklerinin davranışı suyun akış rejimine ve kalitesine göre değişir. TürbUlUnslı akış
genelde korozyon hızını artırır. Taze musluk sularında 50 (im / yıl olan korozyon hızı deniz suyunda ortalama
100-150 |im / yıl arasındadır. Genel korozyonu yansıtan bu hızlar aralık ve oyulma korozyonu gibi bölgesel korozyon durumlarında oldukça büyük değerlere çıkar.
Yer altında yerleştirilen karbon çeliklerinde korozyon hızı tesbiti oldukça zordur. Toprağın yapısına ve topraktaki nem miktarına bağlı olarak ortaya çıkacak laikli havalandırma pilleri oyulma tipinde bölgesel korozyona
neden olurlar. Oksijeni bol bölgeler pilin katodu, az bölgelerse anodu olur ve anodik bölge oyulmaya uğrar. Anot
alanı / katot alanı oranının düşük olduğu durumlarda oyulma korozyonu riski artar. Benzer bölgesel korozyon tipine betonarme içindeki çeliklerde de rastlanır. Pasif durumda olan beton içindeki çelik yüzeyi herhangi bir nedenle hasara uğramış beton bölgelerindeki korunmasız (aktif) yüzeyle bir arada bulunursa aktif / pasif korozyon
pili oluşur ve aktif bölge oyulur.
Karbon çelikleri 75°C üzerindeki sıcaklıklarda, CO32", OH" ya da NOy iiyonlarının bulunduğu alkali ortamlarda gerilmeli korozyon çatlamasına uğrarlar. Boru sistemlerindeki gaz basıncının yarattığı gerilmeler uygun
korozyon ortamı bulurlarsa bu tür korozyonu teşvik ederler. Gaz iletim hatları ve merkezi ısıtma sisteminin borularında benzeri durumlar ortaya çıkabilir. Sıvı amonyak taşıyan çelik tanklarda da bu tür bir korozyon meydana gelebilir.
%2-3 arasındaki Cr, Ni, Cu, V ve Mo gibi alaşım elemanlarının karbon çeliklerine eklenmesi mekanik özelliklerde önemli iyileşmeler yaratır. Ancak korozyon özelliklerindeki etki sınırlı kalır. Kromdaki kısmi artışlar
korozyon direncinde önemli gelişme sağlarken, %0,3 bakır kazanlarda karıncalanma korozyonunu azaltır. Vanadyum ve Molibden gerilmeli korozyona karşı direnci artırırlar. Korozyon davranışlarının koyduğu sınırlamalara rağmen düşük alaşımlı ve adi karbon çelikleri, iyi tasarlanan yapılarda uygun koruyucu sistemlerle korunduğu zaman, uzun ömürlü malzemelerdir.
Paslanmaz Çelikler
Korozyona dirençleri yüzeydeki pasif krom oksitten kaynaklanır. En az %12 krom içeren bu çelikler yeterli
oksijen var oldukça oda sıcaklığında oksitlerini, harap olması halinde, yenilenerek dirençlerini sürdürürler.
Ancak oksijenin yetersiz, klor iyonlarının zengin olduğu ortamlarda hasara uğramış pasif filmler kendini yeniliyemiyeceği için hızlı bir şekilde aralık ve karıncalanma korozyonuna uğrarlar.
Karbon miktarı %0.03 olan paslanmaz çeliklerde karşılaşılan en kritik nokta tane sınırlarında, malzemenin
belli sıcaklık aralıklarında (genellikle 425-600°C) kalması nedeniyle, meydana gelecek krom karbür çökelmelerinin yarattığı olumsuz korozyon davranışıdır. Krom karbür çökelmeleri tane sınırına yakın bir bölgede krom zayıflamasına neden olacağı için bölgesel karakterli galvanik korozyon olayını teşvik edecektir. Krom miktarı bu
bölgelerde kritik seviye altına düşünce oksit kendisini yenileyip, pasiflenmeyi sağlıyamaz. Kaynak ya da uygunsuz ısıl işlem sonucu ortaya çıkan bu durum karbon yüzdesinin azaltılması ve yapıya alaşım elemanı olarak katılan Ti ve Nb gibi kararlı karbür yapıcılarla pratikte problem olmaktan çıkmıştır. Paslanmaz çelikler kaynak
edilirken karbon girişini azaltmak için yüzeydeki organik boyalardan arındırılmalıdır, çünkü bunlar karbon sağlarlar. Korozyon açısından paslanmaz çelikler ostenitik, ferritik vj çift fazlı (ostenit+ferrit) olmak üzere üç grupta incelenirler.
a) Ostenitik Paslanmaz Çelikler
Karbon çözünürlüğünün yüksek olması nedeniyle tane sınırlarında krom karbür oluşmadığından kaynak edilebilirlikleri iyidir. Durgun sulu ortamlarda kullanılmadığı sürece aralık korozyonu direnci yüksek AISI 316 paslanmazı en yaygın olanıdır. %6-7 Molibden eklenmesinin kötü şartlarda bile aralık korozyonu direncini arttırdığı bulunmuştur. Mo içeren yüksek alaşımlı türlerinin (Ni > %40) pratik olarak tane boyu gerilmeli korozyon
çatlamasına uğramadığı kabul edilir. Oslenitik yapıyı kararlı kılmak için azot ile alaşımlandırılabilirler. Mo içeren türlerde karıncalanma korozyononuna karşı direnç yaratan N eklenmesi gerilmeli korozyona hassaslık yaratır. N ile alaşımlandırılan bu tüllerinde gerilmeli korozyon riski Mo ilavesi yüksek tutlarak dengelenir. Termik
santrallerde baca gazı temizleme işlemlerinde, kağıt endüstrisinde sıvı atıkların işlenmesinde konstrüksiyon
malzemesi olarak başarı ile kullanılıyorlar, ilk yatırım fiatındaki artışlar bu malzemelerin göstereceği uzun
ömür ve iyi performansla karşılanabilmektedir.
b) Ferritik Paslanmaz Çelikler
Karbon ve azot çözünürlüklerinin çok düşük oluşu bu malzemelerin çok kolayca korozyona hassas hale gelmesine neden olur. Düşük miktarlarda Ni, Mo ve Al eklenmesi AISI 409 tipinin eksoz yapımında yumuşak karbon çeliğe bir alternatif oluşturabileceğini göstermiştir. C ve N miktarlarının üretim kademesinde düşük tutulması ile bu çelikler sürtünmenin (abrasion) önemli olduğu eğimli nakliye kanalları (madencilikte), vagon ve boru
iletim yolları gibi yapıların imalinde başarıyla kullanılırlar. AISI 444 tipi yüksek krom ve bir miktar Mo eklen3-08
KOROZYON VE DENETLENMESİ
mesi ile korozyon ve gerilmeli korozyon dirençleri yüksek bir malzeme olarak rafinerilerde, kimya ve gıda endüstrisinde kondenser ve ısı değiştirgeçlerinin yapımında kullanılır. Yetmişli yılların ortasından bu yana ferritik
ve ostenitik paslanmazlar enerji üretim santrallerindeki deniz suyu soğutmalı kondanserlerin yapımında geniş
uygulama alanı bulmuştur. Bu çeliklerde Cr / Mo oranı kritik bir durum gösterir. Oslenitikler % 20-25 kroma
karşı %6 Mo gerektirirken, %25-28 Cr lu ferritik paslanmazlar %3 Mo gösterir.
c) Çift Fazlı Paslanmaz Çelikler
Bunlar, yapısında ostenitik türlerin tokluk ve iyi kaynak edilebilme özellikleriyle ferriü'klerin genel korozyon
ve gerilmeli korozyon dirençlerini bir arada bulundururlar. Bu özellik kombinasyonunun temini ancak krom ve
molibden miktarlarında ek maliyet unsuru olan artışlarla karşılanabilir.
Dökme Demirler
Karbon çelikleriyle karşılaştırıldığında su içinde daha iyi korozyon direnci gösterirler. %3 e varan Ni eklenmesi ile lamel grafitli dökme demirlerin korozyon direnci ve mukavemeti biraz artırılır. Larnelli grafit yapı dokusu demire göre katodik olduğundan galvanik etkiyle demirin korozyononu artırır.Grafitçe zenginleşen ve mukavemetini büyük ölçüde yitiren dökme demir temasta olduğu metallerin (daha soy potansiyelde olsa da)
korozyonunu teşvik eder. Çünkü demirin çözünmesi ile ortaya çıkan grafitleşme nedeniyle oluşan katodik grafit
yüzeyi, demirin temasta olduğu metaller üzerinde kurban anot görevini yerine getirmesini engeller. Dökme demirlerdeki bu durum grafitlerin küreselleştirilmesi ile (küresel grafıli dökme demirler) ortadan kalkar. %13-36
arasında Ni eklenmesi ile elde edilen ostenitik yapılı dökme demirler rafinerilerde ve elektrik üretim sistemlerinde vana, pompa gövdesi, kondenser su gövdeleri yapımında kullanılırlar. Ayrıca grafitleşme problemleri de yoktur.
Alüminyum ve Alaşımları
Döküm ve plastik olarak şekil verilen olmak üzere iki ana grupta toplanırlar.Plastik şekillendirilenler de ısıl
işlem verilebilir (h) ve verilemez (N) diye iki kısımda ele alınabilir.
Plastik şekillendirilen cinsleri üzerine saf alüminyum ya da bir alaşımı (%1 Zn içeren) astarlanarak korozyona dirençli hale getirilirler. Uygun bir çözelti içinde yüzeydeki oksit film kalınlığının artırıldığı anotlama (anodising) işlemi de korozyon dilencini artırır. Astarlama ve anotlaina işlemleri özellikle 2000 serisi alüminyum alaşımlarında yaygın kullanılır, çünkü bunların korozyon dirençleri diğer serilere göre düşüktür. Yüksek
sıcaklıklarda katı çözelti halinde bulunan Al-alaşımlannın ısıl işleminde dikkatli olunmalıdır. Aksi halde serisine göre ana matrise kıyasla anodik (Mg2/AU) ya da katodik (Cu AIT) metaller arası faz çökelmeleri sonucunda
korozyon özellikleri kötü yönde etkilenir.
2000 ve 7000 serisi alaşımlar belirli ısıl işlem koşullarında gerilmeli korozyon hassaslığı gösterir.Özellikle
kalın kesitlerde bu durum kritiktir. Hassaslığın minimuma indirilmesi karışık bazı ısıl işlem türleri ile (T73 ve
RRA gibi) mümkündür. Ancak bu işlemler sonucu mekanik özelliklerinde T6 ısıl işlemine göre gerileme görülür.
Atmosfere açık binalarda ve yapı işlerinde 3000 ve 5000 (özellikle deniz kenarlarında) serisi alaşımlar atmosferik korozyona dirençlidir. 5000 serisi yüksek mukavemet, iyi korozyon direnci özelliklerini yapısında bulundurur. 6000 serisi çok iyi mukavemet özellikleri yanısua korozyon dirençlerinden, 5000 serisine göre, kaybederler.
iyonik değişim nedeniyle alüminyum alaşımlarının sulu ortamlarda çok iyi izole edilmiş olsalar bile, özellikle bakır alaşımlarıyla bir arada bulundurulması sakıncalıdır.
Döküm alaşımlarında da yapıdaki bakır korozyon direncini azaltır. Bu durum özellikle deniz şartlarında
önemlidir.
Son yıllarda uçak endüstrisinde 2024 ve 7075 in yerini alacak Al-lityum alaşımları geliştirilme aşamasındadır. Uygun korozyon direnci sağlamaları koşuluyla uçaklarda %10 a varan bir hafifleme sağlıyabilecektir. %3 ile
daha düşük miktarlarda Zn ve Mg içeren alaşımlar en ilgi çeken lityum alaşımı olarak görülüyor.
Bakır ve Alaşımları
Alaşımsız olarak kullanıldığı gibi başka metallerle alaşımlandırılmış olarak da kullanılır. Önemli alaşımları Zn (pirinçler), Ni (küpronikel), Al (Al-bronzu), Sn (Kalay bronzu) elementlerini ya da bunların değişik oranlarındaki kombinasyonlarını içerir. Saf olarak çeşitli bina ve mimari yapıların çatı ve ön yüz kaplamalarında
kullanılır. Açık atmosfer koşullarında 7-10 sene içinde yüzeyde oluşan yeşil patına [Cu SO4 . 3 Cu (OII2)] dekoratif amaçlı, bakım masrafı düşük çatı kaplamacılığını cazip hale getirir. Diğer metal ve alaşımlarla bir arada
kullanıldığı zaman, özellikle su taşıma sistemlerinde, sulu ortamda çözünmüş bakır daha aktif yüzeylerde çöke3-09
KOROZYON VIv DENETLENMESİ
•vK< • Korozyona neden olabilir. Endüstriyel atmosferler, özellikle amonyak bileşiklerini taşıyan, bakır
1
i .
MI ; ı -ıel ve gerilmcli korozyona hassaslığını artırırlar.
• <';<ğıl!in sistemleri, su ıslah üniteleri, kondenser ve ısı değiştirgeçlerinde, çok kullanılan Cu ve alaşımları
aynı Zuıiia.ıda boru ve boru bağlama elemanlarının, vana. pompa ve musluk parçalarının yapımında da kullanılabilir. Musluk suyundan kirliliği artan tuzlu sulara doğru bu parçaların korozyona uğrama riski artar. Akış hızı,
sıcaklık ve suda çözünen oksijen miktarındaki artış korozif etkiyi artırır.
Su sistemlerindeki bakır alaşımlarım ilgilendiren korozyon türleri : Farklı havalandırma korozyonu, gcrilmeli korozyon çatlaması, erozyon korozyonuve çinko ve alüminyum alaşım elementleri için söz konusu olan
metal kaybı korozyonudur. Parklı havalandırma genellikle bir tasarım problemidir. Akışkanın bazı bölgelerde
yeterince oksijenle beslenememesinden doğar. Erozyon korozyonu akış rejiminin bir fonksiyonu iken, vana ve
pompalardaki basınç değişmesi sonucunda kavitasyon korozyonu oluşur. Amonyak ve civa bileşikleri içeren,
nemlilik oranı yüksek atmosferlerde gerilme korozyonu çatlaması yaygındır. Nemin yüksek olduğu mevsimlerde
bu risk fazla olduğundan mevsim gevrekliği olarak da adlandırılır. Zn kaybı olan çinkosuzlaşmaya karşı direnç
%63 ün üzerindeki Cu artışıyla artar. %85 Cu içeren alaşımlarda deniz suyunda bile çinkosuzlaşmaya rastlanmaz. %63 den az Cu içeren a -pirinçlerinde çinkosuzlaşmaya karşı direnç %0.02-0.04 arası arsenik, antimuan
ve fosfor eklenmesiyle artırılabilir. Kondenser boruları genellikle arsenik eklemeli a -pirinçlerinden yapılır. Fışkırtmaya, metal kalıp döküme, sıcak dövme ve kesme işlemlerine uygunluğu nedeniyle su boruları bağlama elemanlarının yapımında kullanılan (a + P) pirinçleri (Cu miktarı a ya göre düşük) sadece arsenik eklenmesiyle
çinkosuzlaşmaya dirençli hale getirilemez. Kompozisyon öyle seçilmeli ki sıcak işleme durumunda a + (3 yapısındaki pirinç çalışma sıcaklığında tek a fazında olsun ya da (3 fazları a fazı içinde izole edilmiş halde bulunsun. %8 Al içeren bronzlar alüminyumca zengin y fazı olmadığı sürece alüminyum kaybına karşı dayanıklıda.
%l-2 Fe, $4.5 ve daha fazla Ni eklenmesiyle alüminyum kaybı kontrol edilir. 600°C den yapılan hızlı soğutma
da alüminyumsuzlaşma için yararlıdır.
Yüksek sıvı akış hızlarına karşı alüminyum pirinci ve kuproııikel iyi direnç sergilerler, ancak akış hızının
belli bir üst limiti vardır. Al-pirinci için deniz suyu içinde 2.2 m/s olan hız, kuproııikel alaşımlarında 3.5 m/s ye
kadar çıkar. Kalay ve fosfor bronzları da akan deniz suyuna karşı iyi direnç gösterirler. %8-12 arası Sn içeren
bronzların geiilmeli korozyon direnci pirinçlerden iyidir; aynı zamanda asitli sularda da iyi korozyon direnci sergilerler. Cu alaşımlarına %l-4 arasında Fe eklenmesi erozyon korozyonuna karşı ilave bir direnç sağlar.
Titanyum ve Alaşımları
Titanyum hem deniz hem de endüstriyel ortamlarda atmosferik korozyona, ortam sıcaklılarındaki taze ve
deniz sularındaki erozyon korozyonuna ve korozyona karşı çok iyi dirençlidir. Bir çok günlük ortamlarda titanyum ve alaşımlarının en iyi korozyon direnci göstermiş olmaları bunların askeri amaçlı uygulamalarda, uzay,
uçak, nükleer, kimyasal, petrol üretim ve işleme, elekrolitik kaplama, gıda proses ve fotoğrafçılık endüstrilerinde
kullanımına yaygınlık kazandırmıştır.
Oldukça aktif olan titanyumun olağanüstü iyi korozyon direnci çok geniş bir sıcaklık aralığında, değişik ortamlarda yüzeyinde meydan gelen oldukça sıkı bağlı ince bir oksit oluşumundandır. Bu oluşumun meydana geldiği ortamlardaki eser miktardaki su bile bu filmin koruyucu niteliğine etki eder.
Titanyumun 882°C nin üzerindeki a (hekzagonal yapıda) ve altındaki P (yüzey merkezli kübik) allotropik yapıları, ilave alaşım elemeııtleriyle oda sıcaklığında kararlı hale getirilirler. Al ve Sn a yi, V, Mo, Cr ve Cu ise P
yi kararlı kılarlar, oc/p ve p alaşımları üstün mekanik özelliklerine karşılık, a alaşımlarına göre daha düşük korozyon dilenci gösterirler.
Kuru niüik asit buharı hariç oksitleyici çözeltilerinde çok iyi korozyon direnci gösterir. Koruyucu olarak kullanılan silis bileşikleri ve silikon gresi yardımıyla 200"C sıcaklıklarda bile nitrik asit, nitrik + klorik asit karışımlarına karşı yüksek korozyon direnci gösterir. Hidrofluorik asit gibi indirgen asitlere karşı direnci çok zayıftır. Bunun için %30 Mo ve %0.2-0.5 Pd içeren ulaşımları geliştirilmiş olup, sıcak, konsantre hidroklorik,
sülfirik ve fosforik asillere karşı emniyetle kullanılırlar. Çözeltinin havalandırılması, içine nitrik asit ve Fe 3+ ,
Cu 2 t ve Ti 3 t gibi oksitleyici iyonların eklenmesi indirgen asit ortamlarında korozyon dilencini artırır.
Belirli ortamlarda korozyon ve gerilmeli korozyona uğrar. Koruyucu filmin çatlaması ile başlıyan çatlak oluşumu, çatlak büyüme hızı filmin kendini onarma hızından yüksek oldukça, gelişine eğilimi gösterir. Gerilme korozyonu saf titanyumdan çok alaşımlarında görülür.
3-10
KOROZYON VE DENETLENMESİ
Nikel ve Alaşımları
Nikel ve alaşımları petrol ve kimya endüstrisindeki saldırgan ortamlar dahil bir çok ortamda çok iyi korozyon direnci gösterirler. Pahalı malzemeler oluşları itibariyle ancak daha ucuz malzemelerin ekonomik bir ömür
sağlıyamadığı durumlarda kullanılırlar. Tipik alaşım elemanları içinde Cu, Cr, Fe, Mo, Ti, Mn, Co, Al sayılabilir. Bunların en önemlileri ilk dört elementtir ve bunların herbirinin nikelle kombinasyonu belli ortamlarda önemli korozyon direnci gösterir.
Normal sıcaklıklarda havada korozyona direnci iyi olan saf ticari nikel kükürt dioksit ve %70 in üstünde
bağıl nem durumunda puslanma ile sonuçlanan renk değişimine uğrar ki, nedeni yüzeyde oluşan nikel sülfat filmidir. Sıcak ve soğuk alkali çözeltilere ve sıvı sodyum hidrokside dirençli olan nikel indirgen asitlerde yavaş da
olsa korozyona uğrar. Çözünmüş oksijen bu korozyonu hızlandırır. Oksitleyici asitler (HNO3) ve Cu2+, Fe 3 + gibi
iyonların tuzları nikele karşı saldırgandır; deniz suyu içinde karıncalanma korozyonu olabilir.
320°C üstünde kükürtlü atmosferlerde tane sının korozyonu görülür; kükürt olmadığı durumlarda 850°C ye
kadar verimli çalışır. Kükürt tane sınırlarında ayrışmaya uğrayarak kırılganlık yaratır. Bu tehlike 550-650°C
arasında en yüksektir. Cr ve Fe ile alaşımlandırma 1200°C ye kadar kükürtün zayıflatma etkisine karşı direnci
artırır. Bu alaşımlar fırınlarda ve kimyasal işlem ünitelerinde başarı ile kullanılırlar.
Nikelin yaş korozyona karşı direnci Cu, Cr, Mo ve Fe ile alaşımlandınlarak artırılır. %30 Cu alaşımlı
monel 400, kükürt kirliliği olan ortamlarda puslansa, pasif yüzey filmini bozan oksitleyici asitlerin saldırısına uğrasa da indirgen asitlere ve alkalilere karşı ticari saf nikelden daha dirençlidir. Akış hızı > 2 m/s olan çok iyi havalanmış deniz suyunda korozyon ve erozyon korozyonu direnci çok iyidir. Genellikle gemilerde, açık deniz
platformlarında, karadaki enerji istasyonları ve kimyasal fabrikalarda vana içi ve pompa parçaları yapımında kullanılırlar. Havası giderilmiş 11F monel e saldırmazken, havalı asil hızlı bir korozyon yaratır.
Nikelin pasifleşmesini kolaylaştıran krom %14 den fazla eklenirse nitrik asit ve oksitleyici asitlerin saldırı
riskini azaltır. Iııconel (Ni / Cr / Fe - 77 / 15 / 8) ve Hastelloy C (Ni / Mo / Cr / Fe - 56 / 17 / 15 / 5) alaşımları bu
asitlere karşı dirençli olduğu gibi, Hastelloy C ye eklenen Mo deniz suyundaki oyulma ve aralık korozyonuna
karşı çok iyi direnç sağlar. Hastelloy B (Ni / Mo / Fe / Si - 62 / 28 / 5 / 1) oksitleyici asit ve iyonlara karşı dirençli olmamakla birlikte geniş bir sıcaklık aralığında çok değişik kompozisyonlardaki HC1 ye, havası giderilmiş fosforik ve sülfirik asitlere dirençlidir. Ancak Mo eklenmesi alaşımları gerilmeli korozyona karşı duyarlı
hale getirir.
4. BUHAR SANTRALILARINDA KOROZYON SORUNLARI
Buhar üretim santrallannda kullanılan gerek sıvı gerekse pülverize katı yakıtlar bünyelerinde hayli yüksek
oranlarda kükürt bulundururlar. Yanma sırasıda kükürt yanına durumuna göre,
(1)S + O2<->SO2,
(2) SOI + 1/2 O 2 ^ S O 3
formüllerine göre kükürt dioksit ya da kükürt trioksidc dönüşür. Ancak normal yanma şartlarında SO3 miktarı
azdır. Örneğin %3 kükürtlü bir kömür yandığında hacimsel olarak milyonda 5 mertebesinde SO3 meydana gelir.
Bu miktar %3 kükürtlü bir sıvı yakıt için milyonda 10-30 hacimlere çıkabilir. Bu SO3 baca gazları içinde %8-14
hacimsel oranında bulunan su buharı ile 350°C altında ağırlıkça %80 oranlarında bir konsantrasyona sahip
H2SO4 oluşturur :
> 35O°C
SO3 + II;O - J J » ' ~ n 2 SO4
< 350°C
yanma gazları içindeki çok düşük oranına rağmen soğuk yüzeylerde yoğunlaşma fırsatı bulursa oldukça ciddi
korozyon problemleri yaratır. İzolasyonun belli bölgelerde kesik ya da süreksizlik hali göstermesi bu bölgelerde
asit yoğunlaşmasına fırsat hazırlıyabilir. Bu durum Şekil.6 da görülen buharlı güç santrallannda kazanları 300400°C arasında teıkcden gazlanıl, bacaya gidiş yolu üzerindeki hava ön ısıtıcıları, elektrostatik toz çöktürücüleri
ve bu üniteler arasındaki gaz iletim kanallarında sıcaklığın gittikçe düşmesine bağlı olarak yoğunlaşma olasılığının artması nedeniyle giderek kiritik hale gelir. Bu tip sandallarda gazlann çiğlenme sıcaklığı 100-150°C arasında olup, bu sıcaklık aralığının altında asit yoğunlaşması meydana geleceğinden korozyon riski ortaya çıkar.
Bu bakımdan kullanılacak malzemelerin oda sıcaklığından 150°C ye kadar her konsantrasyondaki sülfürik asite
direnç göstermesi gerekir.
3-11
KOROZYON VE DENETLENMESİ
Çiğlerime korozyonuna karşı alınacak önlemler arasında (i) asit çökelmesini ortadan kaldırmak ya da azaltmak (ii) asit ve metal yüzeyi arasındaki kimyasal reaksiyonu azaltmak sayılabilir. Asit çökelmelerinden doğan
çiğlenme korozyonu için bağlantı yerlerinin ve ön hava ısıtıcılarındaki sızdırmazlıklann çok iyi kontrol edilmesi
gerekir. Asit çökelmesini, asit kurumu taşıyan karbon parçalarının yayılmasını engelliyerek, önlemek için son
zamanlarda bazı katkı maddeleri (Mg esaslı malzemeler, amonyak ve AI2O3 / SİO2 gibi) kullanılmaya başlanmıştır. Asit korozyonuna dayanıklı malzemeler açısından (1) seramikler, (2) plastikler ve (3) metaller şeklinde
kaba bir sınıflandırma yapılabilir. Seramiklerin yüzey emayeleri şeklinde uygulanmasının hava ısıtıcı elementlerde 4 kata varan ömür artışı sağladığı bulunmuştur. Ancak, kırılgan oluşları bir eksi puan yaratır. Hafif ve
esnek oluşları nedeniyle plastikler gaz kanallarındaki kesit değişim yerlerinde, destek askı yüzeylerinin kaplanmasında giderek artan uygulama alanı bulmaktadırlar. Metalik malzemelere gelince, çiğlenme noktası şartlarında ve 140°C deki sıvı yakıt ortamlarında yapılan çalışmalar yumuşak çeliklerin paslanmaz ostenitik çeliklerden
daha iyi sonuç verdiğini göstermiştir. Ancak, pahalı olan nikel alaşımlarının daha uygun olması yanında, bunların davranışlarında da belli ölçüde belirsizlikler vardır.
Yonma gazlan işlem
ünitesi
-A~Buhar enerji
' üretim ünitesi.
9-Sıcak hava
1-Kazan
10- Yanma hücresi
2-Kızgın-buhar
V-Yanma gazları
3- Türbin
12-Soğuk hava
4-Yoğusturucu
5-Bosleme suyu tankı13-Hava ısıtıcı
14-Elektrolitik toz tutucu
6-Takviye suyu
15-Fan
7-Pompa
'•'
16-Baca
Yakıt
0-
Şekil.6- Buharlı güç santralinin şematik resmi
Şekil.6 da görülen buharlı güç santralinin buhar-enerji üretim ünitesinde sıvı ortamın yapısının çok iyi kontrol edilmesi gerekmektedir. Bu ortamın oksijen miktarı vcpH değerindeki artış; buhar üretim ünitelerindeki korozyon hızını artırır. Bu ünitelerde su genellikle kapalı devre olarak jçalışir ve çelik, ünitenin ana yapı malzemesidir. Sistemde kabuk oluşumu, sistemdeki kalsiyum tuzlar; ve çözünmüş karbon dioksitin katıldığı CaCÜ3
+II2O + CO2 <=» Ca (HCC>3)2 reaksiyonunun denge durumuna bağlıdır. Sistemde CO2 seviyesi düşük ve pH yüksekse suyun ısıtılmasıyla reaksiyon sola giderek kalsiyum karbonatı oluşturacaktır. Ortamın pH değeri 11 in
üzerine çıkacak şekilde bir su ıslahı gereklidir. Bundan sonra 'amaçlanan oksijen miktarını azaltmak ve kabuk
teşkil eden tuzları ortamdan atmaktır. Ana besleme suyu yb.j>uş"turucüdan gelen sudur ve içinde karbon dioksit,
oksijen ve buhar fazıyla taşınan, önemli bölümü sodyum esaslı •çözünmüş tuzlar vardır. Takviye suyu ise sertlik
veren kalsiyum ve magnezyum tuzları yanında ilave karbon dioksU-ve.oksijen taşır.
Ortamdaki çözünmüş karbon dioksit soğuk suda CO2 + Ii2O.-*H2C>3 formülüne göre karbonik" asit ^apar ve;
bunun etkisiyle suyun pH değeri koruma için gerekli olan değerin çok altındadır. Su kaynadığında,gaz atılır ye
sistemi geçerek yoğunlaşan su içinde yeniden çözünür. Bu nedenle-yoğunlaşma suyu sistefliin her. yerinde daima
küçük pH değerindedir.
Sulu ortamdaki oksijen, çelik buhar kazanlarında mevcut alkali ortamlarda katot reaksiyon verimini artırır.
Suyun ısınması ile birlikte ortamdan ayrılan oksijen sistemin kapanması halinde kazanın üst yüzeylerine yapışır
ve buralarda farklı havalandırma sonucu oyulma korozyonu meydaa gelir. Korozyon ürünlerinin oyukcuğu kapatması sonucu oyulma kabuk altında devanı eder.
Suda çözünmüş Mg ve Ca tuzlan btıharlaşmaya bağlı olarak çökelirler ve metal yüzeyinde kabuk oluştururlar. Kabuğun kalınlaşmasına paralel olarak azalan ısı iletim hızı. verim kaybı yanında borularda eğilme ve boruların alev yüzündeki aşırı ısınmış bölgelerinde kül toplanma riskini artırır. Besleme ve takviye suyunun ıslahı
sıvı ortamdaki kirleticilere, ünitenin özellikle sıcaklık ve basıncı olmak üzere çalışma özelliklerine bağlı olarak
karışık bir işlemdir. Su ıslahı genellikle şu işlemleri gerektirir : (1) Yumuşatma, (2) Oksijenin giderilmesi (havasızlandırma), (3) pil ayarı ve (4) koruyucu ilavesi. Yumuşatmanın amacı sudaki kabuk oluşturucu iyonları temizlemektir. Bu ise suyun ısıtılması ve iyon değişim filtrelerinden geçirilmesi ile mümkündür. Su sistemindeki
oksijenin temizlenmesi ısıl ve kimyasal yolla yapılır. Isıl temizleme oksijenin çözünmesinin artan su sıcaklığına
3-12
,r ,t
KOROZYON VE DENETLENMESİ
bağlı olarak azalması esasına dayanır. Kimyasal oksijen temizleme ise Na2SCb ve hydrazine (N2H4) kullanılarak
yapılır. Esası 2Na2 SO3 + O2 -4 2Na2SO4 ve N2H4 + O2 -» 2H2O + N2 reaksiyonlanna dayanır. Yüksek basınçlı
ve buharlaşma hızı yüksek sistemlerde hydrazine tercih edilir, ancak kapalı yerlerde zehirleyici etki gösterir. pH
ayarı genellikle kazandan önce sistemdeki CO2 yi nötürleştirmeye yönelik olup, morpholine, octadecylamine ve
cyclohexylamine gibi aminler ve amonyak (NH3) gibi maddelerle gerçekleştirilir. Bunlar kolay buharlaşan fakat
genellikle suda çözünmeyen maddeler olduğundan, buharla beraber taşınırlar ve konderserlerde yoğunlaşarak
koruyucu bir film de meydana getirerek koruyuculuk görevi yaparlar. pH kontrolü için sodyum hegzametafosfat
ve sodyum ortofosfat ile bereaber sodyum hidroksit eklenir. Ancak ortofosfatlar tortu oluşumuna sebep olur ve
bunların temizlenmesi için kazan zaman zaman blöf yapılır.
Nükleer enerji santrallanndaki buhar üretim sistemlerinde paslanmaz çelik kapalı devreleri çalışır. Bu sistemlerde iyon dönüşümü ve oksijen temizleme işlemi son derece önemlidir. Bu devrelerde en önemli hasar paslanmaz çeliklerin gerilme korozyonundan kaynaklanır. Bunun için devredeki oksijen ve klor miktarlarının kontrolü çok önemlidir. 1970 lerin başında karbür çökelmesi sonucu hassaslaşmış paslanmaz çeliklerin osijenli
ortamlarda, iyon değişim reçinelerinden sisteme karışan sülfat iyonları nedeniyle, gerilmeli korozyona uğradığı
tesbit edilmiştir.
Suyun ıslahında aşırılıklardan kaçınılmalıdır, aksi halde meydana gelecek alkali birikimi (kostik soda NaOh) taneler arası bir gerilme korozyonu çatlaması yaratabilir.
Yüksek Sıcaklık Etkisi
Oksitlenme genellikle 55O°C üzerindeki sıcaklıklarda ciddi problemler yaratmaya başlar. Yüksek sıcaklıktaki buhar akışı içinde çelik 3Fe + 4H2O -» Fe3C>4 + 4H2 reaksiyonu gereği siyah bir magnetit kabuğu ile kaplanır.
Kabuk oluşum hızı sıcaklığa, bu sıcaklıkta kalma zamanına ve kızgın metal yüzeyinin taze buharla (oksitleyici
atmosfer) beslenme hızına bağlıdır. Araştırmalar kabuklaşma hızının 800°C üerinde arttığını 1000°C üzerinde
yeniden yavaşladığını göstermiştir. Kabuk oluşum hızına etki eden bir diğer faktör de oksitlenmeye bağlı
kabuk tabakasının genişlemesidir. Bu genişleme ana metalinkinden farklı olup, boru duvarları boyunca ısıl gerilmeler meydana getireceğinden kabuğun yırtılmasını kolaylaştırır. Çatlayan ya da kınlan kabuk bölgelerinden
kabuklaşma hızlanarak devam eder. Kazan borularının gerek buhar yüzünde, gerek alev yüzünde meydana gelen
değişik karakterli kabuklar ısı iletiminin düşmesine neden olduğundan borularda aşırı ısınmalar meydana gelmeye başlar. Bu aşırı ısınmalar ise borularda ani patlama hasarlarına, bir tek boru ya da boru demetlerinde bel
verme olaylarına neden olur. Aşın ısınmalar sirkülasyonun hatalı ve akışın karasız olduğu durumlarda oluşur.
Yüksek sıcaklıklarda oluşan oksit kabuklarına bağlı olarak kızdıncı borulannda bel verme ve yarılmalar meydana gelebilir. Kızdıncılann alev yüeyinde kabuklaşma olduğunda kabuktaki sodyum-vanadyum bileşiklerine
bağlı olarak korozyon başlar. Bu bileşiklerin oksit kabuğu içine gitmesi kabukların ergimesine neden olacağı
için yüzeyden devamlı bir kayıp söz konusu olacaktır. Bu tip olaylara karşı en dayanıklı malzemeler Cr-Ni alaşımlarıdır.
5. KİMYA FABRİKALARINDA KOROZYON
Genel Yaklaşım
İşlem tesislerindeki kimyasal maddelere karşı malzemelerin dirençleri hakkında genelleme yapmak hemen
hemen olanaksızdır. Kimyasal maddelerin sayısındaki çokluğun yanında, kullanım şartları, sıcaklık, konsantrasyon, akışkan hızı, havalandırmanın derecesi, saflık, gerilme durumu ve daha başka koşullar arasındaki fark
aynı malzemenin değişik uygulamaları arasında büyük değişimler gösterir. Çok miktarda deneysel verilere rağmen, korozyon bilimi bir sistemin davranışlarını temel ilişkiler bazında, olayın meydana gelişinden önce tahmin edebilecek durumda değildir.
Korozyona direncin birinci derecede gereksinim olduğu malzeme uygulamalannda, değişik ve bağımsız kaynaklardan edinilecek korozyon verilerinin sağlıklı kullanılabilmesi için eldeki kimyasal işlemin çok iyi anlaşılmış olması gerekir. Kaldı ki söz konusu kimyasal koşullara uygun korozyon verilerinin de istenildiği anda elde
edilebilmesi kolay değildir. Bu bakımdan karar verme aşamasında iken servis şartlarında nelerin olacağını önceden kestirmek oldukça zordur. Korozyonla ilgili temel eşitlikleri ve verileri kullanarak bazı malzemelerin, örneğin paslanmaz çeliklerin, polarizasyon eğrilerini çeşitli ortamlarda önceden tahmin edecek bilgisayar programlannın geliştirilmesi için korozyon olaylarında modelleme çalışmaları yapılmıştır. Ancak, korozyon
davranışlarının polarizasyon eğrilerinin yorumuna bağlı olarak önceden kestirilebilmesi de bu yorumu yapabilecek kişilerin varlığına bağlıdır.
Yüksek saflıkta kaliteli kimyasal maddelerin özel gereksinimleri, bunların üretilmesi aşamasında korozyon
dirençleri yüksek malzemelerin seçimini zorunlu kılar. Bu bakımdan kimyasal fabrikaların birçoğunda paslanmaz çelikler ve yüksek alaşımlı malzemeler korozyon gereksinimi nedeniyle yaygın olarak kullanılırlar. Paslan3-13
KOROZYON VE DENETLENMESİ
maz çeliklerle ilgili daha geniş bilgi Ayıran.7 de bulunabilir. Mevcut veriler ve amprik sonuçlan kullanarak malzemelerin korozyon davranışları hakkında bir ön tahminde bulunmanın zor olduğu durumlarda, gerçek şartlarda
malzemenin korozyon davranışlarının belirlenmesi için bazı korozyon testlerinin yapılması gerekir.
Metaller
Servis şartlarının çok aşırı korozif olmadığı durumlarda dökme demirler karıştırıcı ve pompa gövdelerinin
yapımında yaygın olarak kullanılırlar. Geriline korozyonu çatlamasına uğramadıkları için tuz ve kostik soda buharlaşma tavalarında paslanmaz çeliklere tercih edilirler. Özel kullanım amacıyla korozyon dirençleri %35 Ni
eklenmesi ile geliştirilmiş ostenitik dökme demirler, seyreltik sülfürik asite ve kostik sodaya karşı standart ferritik dökme demirlerden daha iyi direnç gösterirler. Yüzeylerinde geçirgen olmayan, direngen bir koruyucu oksit
filmi meydana getiren yüksek kromlu (%30 a kadar) dökme demir ve çelikler, bol oksijen ve oksitleyici madde
bulunduran sıvı ortamlarda başarı ile kullanılırlar. Yüksek sıcaklık dirençleri nedeniyle fırın, ısı değiştirgeci
parçalarının yapımında kullanılırlar. Ancak, oksit filmini delerek tahrip etme gücü yüksek klor iyonu içeren sulu
ortamlarda dikkatli kullanılmaları gerekir. Oyulma potansiyelinin altındaki potansiyellerde uygulanacak anodik
koruma iyi kontrol edilmesi kaydıyla başarı ile uygulanabilir. Oksitleyici asidik ortamlarda anodik koruma altındaki paslanmaz çelikler başarıyla kullanılırlar. Hidroklorik ve hidroîluorik gibi, oksitleyici olmayan, asitli ortamlarda ve bu ortamların depolanmasında anodik korumalı krom ve titanyum kapların kullanımı yaygındır. Oksitleyici asidik ortamlarda kullanılan anodik korumalı paslanmazlar alkali ortamlarda kullanılmazlar. Çünkü
kostik kırılganlığa bağlı gerilme korozyonu çatlaması problem yaratır. Sıvı ortamlarda uygulanan anodik koruma malzeme yüzeyinde l i ^ üzerindeki potansiyellerde meydan gelen pasif filme bağlıdır. Maliyeti düşük olduğundan tercih edilir. Ayrıca pasiflenme özelliği gösteren basit, kolay temin edilen ucuz malzemeleri anodik koruma altına alarak, pahalı malzeme kulanınıının önüne geçilebilir.
Yüzeylerindeki dirençli pasif filme bağlı olarak korozyon dayanımı yüksek silisli dökme demirler de oksitleyici asidik ortamlarda emniyetlidir. Ancak, alkali ortamlarda tercih edilmezler. Ilidrofluorik asitin de saldırısna
uğrayan bu demirler 1IC1. IIBr ve H1SO3 lü ortamlarda yüzeylerindeki pasif film uzaklaştırıldığı için sınırlı bir
direnç gösterirler.
Kimya endüstrisinde paslanmaz çeliklerin özel bir yeri vardır. Genel olarak bunların performansı yüksek
krom ve nikel, düşük karbon ve bir miktar molibden ilavesi ile artar. Sülfürik asitteki servis ömürleri iyidir. Bol
oksijenli ve oksitleyici madde (IINO3 ve CUSO4 gibi) ilave edilmiş ortamlarda daha da başarılıdırlar. I1C1 ortamlarında kullanımı çok seyreltik olması kaydıyla mümkündür.
Zayıf korozyon dirençlerine rağmen düşük karbon çelikleri pratikte 400°C ye kadar çalışan kimya fabrikalarında yaygın olarak kullanılırlar. Korozyon hızının çok yüksek, kimyasal maddelerin bu yüksek korozyon hızından dolayı demir iyonlarınca kirlendiği durumlarda ise yüksek alaşımlı malzeme seçimine gitmek gerekir. Özel
olarak astarlanmış ya da kaplanmış düşük karbonlu yapı malzemelerinin seçimi de bir başka alternatif olabilir.
Titanyumla astarlanmış kalın çelik saclardan yapılmış gereçler kimya endüstrisinde sık karşılaşılan bir durumdur. Bu malzemenin kaynayan nitrik asit içinde bile korozyona dayandığı biliniyor. Tıpkı paslanmaz çelikler
gibi, yüzeyde hidrojen çıkaran sülfürik ve hidroklorik asite karşı bu malzemenin gösterdiği direnç ve perfornans,
ferrik ve küprik tuzlan gibi oksitlenme reaksiyonu sağlayan oksitleyici maddelerle geliştirilebilir.
Korozyona Karşı Karma Çözümler
Kimya endüstrisinde kararlı ve kalıcı bir yüzey alanı temin etmek için geliştirilen karma çözümlere özellikle
vana, pompa ve bağlantı elemanları gibi donanımlarda sık rastlanır. Bunun en güzel örneğine akışkan kontrol
vanalarında rastlanır. Bazı durumlarda başlangıç maliyeti ve bakım masrafları açısından astarsız malzemeler en
iyi çözümü oluştururlar. Çinkosuzlaşmanın önemli bir problem olması durumunda 60 / 40 - Cu / Zn dökme pirinci suda iyi bir çözümdür, dökme bronz ise daha iyidir. Biracılık ve süt ürünleri endüstrilerinde olduğu gibi, zehirli olmasalar bile korozyon ürünlerinin tat değişikliği yaptığı durumlarda süper korozyon direnci istendiği
zaman ostenitik paslanmaz çelik vanalar seçilir.
Gıda ve ilaç sanayiinde ostenitik paslanmaz döküm vanalar kullanılır. Vana kapakları ise epoxy kaplı ve
daha ucuz olan alüıninyum-silis alaşımı olabilir. Yüzey düzgünlüğü özellikle gıda sanayiinde önemli olduğundan kabuk döküm yerine hassas döküm tekniği vana gövdelerinin imalatında tercih edilir. Bor-silikat cam astanyla kaplı demir döküm vanalar özellikle ilaç ve antibiyotik gibi temizliğin ve safiyetin birinci derece önemli olduğu durumlarda tercih edilirler, çünkü bunların özellikle asitlere karşı korozyon dirençleri çok yüksektir.
Kimyasal maddelerden etkilenmemeleri nedeniyle PTFfi (Polylelrafluoroethylene) ile astarlanmış vanalar vardır.
Ancak bunun astar olarak kullanılması çok zordur. Bu bakımdan son yıllarda PVDF (Polyvinyl denefluoride),
ETFE (Ethylene / tetrafluoroethylene copolymer) ve PFA (Perfluoroalkoxy polymer) gibi enjeksiyonla dökülen
fluoropolimerlerde önemli gelişmeler olmuştur. Bunların kimyasal dirençleri P'İ'FE ye yakındır ve enjeksiyonla
dökülüp şekillendirilebildikleri için nihai ürünler çok daha çabuk ve ucuza elde edilebilirler. Bunlar çok sert olduğundan vana diyaframı olarak kullanılmazlar, ancak ETFE astarlı vanalar PTFE / lastik karma malzeme diyaf3-14
hl A
KOROZYON VI' DLvNliTLENMESİ
ramları beraber kullanılırlar. PTFE iyi bir atmosfer sızdırmuzlığı sağlıyamadığı için elastik yastıklarla beraber
kullanılırlar.
Aşınmalara direnci yüksek olan lastikler (örneğin; polybutadiene lastik) astar ve diyafram malzemesi olarak
vanalarda kullanılırlar. Genellikle diyafraınlı vanalar basit şekilleri dolayısıyla birçok malzemeyle astarlanmaya
müsaittirler. Cam astarlı malzemelerin yanında, koıozyon şiddetinin yüksek olduğu durumlarda, tamamen camdan yapılmış cihazlar kullanılmaya başlanmıştır. Bunlarda gevreklik ve kırılganlık bir problem olarak ortaya
çıkar. Bu nedenle seri üretim yapan yüksek üretim kapasiteli fabrikalarda cam astarlı ya da emayeli kaplar, borular ve vanalar daha iyi sonuç verir.
Plastikler kimya fabrikalarında geniş kullanım yeri bulurlar. Plastikleştirme işlemi uyglanmamış PVC
(polyvinylchloride) hidroklorik. sülfirik ve kromik asitlere karşı dirençlidir, ancak sert ve kırılgandır. Plaslikleştirilmiş PVC kimyasal saldırganlığa karşı düşük dirençlidir. Ancak atmosferik şartlarda ve sulu uygulamalarda
yeterli kabul edilir.
Camsı Emayeler
Kimya fabrikalanndaki bir çok durumda çelikleri ve demirleri korumak için emaye kaplamalar kullanılırlar.
Emayeler silikat ve borsilikat camları olup, bir miktar llour ihtiva ederler. Temel karışım maddeleri kuarlz
(SiO2), kaolin (A1:O3 . 2SiO2 . 2I12O) ve feldspattır (K2O . A12O3 . 6SİO2). Boraks (Na 2 B 2 O 7 ), soda külü
(Na2CO3). cryolite (Na3AIF6), fluospar (CaF2) litharge (Pb3Oj) ve kalsiyum hidroksit [Ca (OII| 2 gibi flux ilaveleri yapılır ham emaye karışımına. Bu malzemeler llour ve aşın kostik ortamlar dışında tüm korozif ortamlara
karşı dayanıklıdırlar. Bunlar seramik malzemelere uygulanan sırlama maddeleri ile benzerdir. Yaş ya da kuru
olarak metal yüzeyine uygulanırlar. Bunların ergiyeıek yüzeye iyi yapışmış bir camsı film meydana getirmesi
için genellikle çift kademeli bir fırınlama işlemi uygulanır. Önce 100-150°C orasında yapılan kurutma kademesini 675-870°C arasında yapılan ana fırınlama kademesi izler. İkinci kademe yumuşak çeliklerde 8OO-87O°C,
dökme demirlerde ise 625-750°C arasındadır. Opak bir görünüm elde edilmesi için ana karışıma S11O2O5 ve özel
durumlarda ZrO 2 eklenir.
Aside dayanıklı emayelerde flux (cüruf yapıcı) ilaveleri düşüktür. Cam astarlı kimyasal gereçlerde borsilikat
bileşimi tercih edilir. Emaye kompozisyonunun metalle oldukça benzer genleşme katsayısına sahip olacak şekilde ayarlanmasına dikkat edilmelidir. 25O°C sıcaklıklarda çalışan fırınlarda bu durum önemlidir. İki kat emaye
kaplama uygulandığında ilk tabakanın içine daha yüksek oranda flux ilave edilerek, üst emaye tabakasıyla metal
arasında ortalama bir genleşme katsayısı elde edilmeye çalışılır. Yüzeye yapışmayı kuvvetlendirmek için çeliklerin emayesinde 9ÎO.5 kobalt ve nikel oksit, dökme demirlerde ise aynı oranda kurşun oksit emaye karışımına
eklenir.
Emayelenecek çeliklerin düşük karbonlu ve yüzeylerinin kabuklardan temizlenmiş olması gerekir. Emayelenecek karbon çeliklerinin uygun bir tavlama işlemi ile yüzey tabakasındaki karbon yakılarak giderilir. Böylece
85O°C sıcaklıklarındaki ana fırınlama şuasında yüzey karbonunun emaye yapısındaki oksijenle reaksiyona girerek kabarcıklar oluşturmasının önüne geçilmiş olur. Karbon miktarı yüksek olmasına rağmen dökme demirlerde
böyle bir problem yoktur, çünkü çalışma sıcaklıklarında dökme demir yapısındaki silisyum, mangan ve fosfor
flux da mevcut oksijenle tercihli olarak reaksiyona girer ve böylece asitlere dayanıklı suların yüzeye yapışmasını artırırlar.
Dökme demirlerin emayelenmesinde karşılaşılan asıl problem hidrojen çıkışıdır. Demir / grafit elekliğinin
katılaşmasında yapıda çözünen hidrojen çıkarken karbon tarafından tutulur ve daha sonraki yeniden ısıtmalarda
(emayeleme sırasında) yavaş yavaş salınır. Ayrıca yaş emaye karışımının uygulanması sırasında yüzeyin su
ile reaksiyonuna bağlı olarak yapıdaki grafitler malzcminin hidrojen tutmasına yardımcı olur. Hidrojenin yarattığı zorluk, sıvı emaye yüzeye uygulanmadan yüzeyin 76()"C de bir kaç dakika ısıtılması ile giderilir.
6. BORULARDA VE YAPILARDA KOROZYON
Kapalı ya da açık çalışan su devrelerinde, sıvı iletim hatları ve borularda meydana gelen korozyon olayları
birçok faktörün yanında esas itibariyle sıvı ortamda çözünmüş O2 ve CO 2 gibi gazların konsantrasyonuna,
suyun yapısında bulunan iyonların tipine, akış rejimine, sıcaklık ve basınç gibi çalışma koşullarına bağlı olarak
değişir. Bu faktörlerden bazılarına buhar üretim santıallarında korozyon bölümünde değinilmiş, kabuk ve kısır
oluşumu, suyun yapısına bağlı olarak meydana gelen korozyon tipleri ele alınmıştır.
Duruların açık olduğu korozif koşullar ve ortam çok çeşitlidir. Gaz. petrol ve su taşımacılığından, yüksek
basınçlı kimyasal sıvı ya da gaz akışkanlarını taşıyan değişik boru hatları ve devreleri vardır. Bu boru devrelerinde boru iç yüzeyleri içinden geçen akışkana maruz kalırken dış yüzeyleri içinde bulundukları ortama (toprak,
deniz suyu, atmosfer gibi) açık halde bulunurlar. Aynı malzemeden yapılmış olsalar da farklı ortamlara açık bulunan boru hatları değişik korozyon davranışı gösterebilirler. Boru hattının taşanını ve buna bağlı olarak akış
rejiminde bölgesel olarak meydana gelen değişiklikler farklı korozyon problemlerinin doğmasına neden olabilirler.
3-15
KOROZYON VE DENETLENMESİ
Boru Sistemlerinde Tasarım ve Korozyon
Boru sisteminde akışın önüne çıkan bir engel, akış rejiminde türbülansh bir durum yaratıp, kavitasyon ve
çarpma dolayısıyla erozyon korozyonu meydana getirebilir. Türbülans nedeniyle korozyon ürünlerinin sağladığı
koruyucu tabakada herhangi bir surette meydana gelen tahribatın onarılması mümkün değildir. Laminer akışın
tasanma bağlı olarak türbülansh duruma dönüştüğü yerlerde (hatalı kaynak, hatalı vana bağlantısı ve düzgün
yerleştirilmemiş conta gibi) sıvı molekülleri boru iç yüzeyine çarparak yüzeydeki koruyucu filmi aşındırırlar.
Eğer sıvı içinde hava kabarcıkları ya da katı aşındırıcı parçacıklar varsa filmin aşınmasını hızlandırırlar.
Bunun ortaya çıkmasını teşvik eden faktörler arasında (a) boru iç çapındaki ve boru yönündeki ani değişimler,
(b) boru iç yüzeyinin düzgünlüğünü bozan vana, bağlama elemanı gibi düzgün yerleştirilmemiş parçalar, (c) sıvının dışa sızmasına fırsat veren yarıklar ve (d) laminer akışı bozan korozyon ürünlerinin ya da başka katı
maddelerin boru iç yüzeylerinde birikmesi sayılabilir. Ancak, öyle durumlar vardır ki türbülans kaçınılmazdır,
çünkü sıvının geniş bir kesitten dar bir boru kesitine geçmesi bir gereksinim olabilir. Yoğuşturucu boruların
giriş ucunda ve ısı değiştirgeçlerinde kaçınılmaz olan bu durum nedeniyle sık sık erozyon korozyonuna rastlanır.
Sıvının durgun olduğu boru iç yüzeylerinde de kavitasyon hasarı meydana gelebilir. Yakın çevredeki makinalara bağlı olarak, hatta boru sisteminin başka yerlerindeki sıvı akışı nedeniyle iç cidara bitişik sıvı tabakasında enlemesine basınç titreşimleri meydana gelir. Buna bağlı olarak ortaya çıkan basınç değişimleri kavitasyon
ve oyulma korozyonuna sebep olurlar. Bunun için boru sistemlerinin titreşmiyecek biçimde çok iyi tesbit edilmeleri gerekir.
Su borusu sistemlerinde kullanılan malzemelerin çoğu metal yüzeyindeki elektrolitin belli bir maksimum
akış hızıyla sınırlıdırlar. Bu hızın üzerine çıkıldığı zaman pasif filmler hızla aşınır ve metalin korozyonu hızlanır. Bunun tersine deniz suyuyla temasta olan paslanmaz boru sistemlerinde sınırlayıcı olan elektrolitin minimum akış hızıdır. Çünkü yüzeydeki pasif filmin bol klorlu deniz suyu ortamında etkinliğini sürdürebilmesi için
suyun en az bir limit hızla (iyi havalandırılmış deniz suyunda 1,5 m/s) akması, filmin sürekli yenilenen ve takviye edilen oksijenle kendini sağlamlaştırması için gereklidir. Aksi halde oyulma korozyonu kaçınılmaz olur. Korozif sıvıların aktığı boru sistemlerinin, kullanılmadığı durumlarda tamamen temizlenip boşaltılarak, nötralize
edilmesi gerekir. Matta mümkünse yüzeyde film meydana getiren koruyucularla muamele edilmesi gerekir. Su
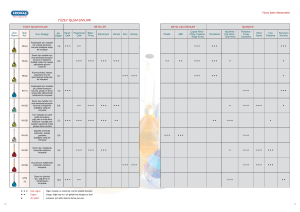
borusu sistemlerinde kullanılan tipik malzeme ve özellikleri Çizelge.2 de görülüyor.
Çiy.elge.2- Su Borusu Sistemlerinde Bazı Malzemeler ve Özellikleri
Malzeme
Özellik
Hız sınırı (m/s)
Dökme demir
Ucuz, düşük akış hızlarında güvenli,
su dağıtım sistemleri için uygun,
boru kalınlığı ömrü belirler.
Galvanizli çelik
Ucuz, ömür kaplama kalınlığına bağlı, düşük
akış hızı, türbülansa karşı zayıf, bakır
parçalarla teması erken hasara yol açar.
Bakır
Türbülansa karşı zayıf, bio-kiıleticiler için zehirli
10
Korunmuş Admiralty* Pirinç
(Cu/Zn/Sn-70/29/1)
Çinkosuzlaşmaya iyi direnç
2.0
Alüminyum pirinç
(Cu/Zn/Al-76/22/2)
Türbülansa balardan daha dayanakılı,
sülfür kirlenmesine kupro-nikellerden
daha dirençli, bio-kirlenıneye karşı zayıf
4.0
Kupro-nikel 90 /10
(Cu / Ni / Fe - 69.5 / 30 / 0.5)
Çok iyi genel performans, geıilmeli
korozyon çatlamasına direnç
3.6
Yüksek alaşımlı
paslanmaz çelikler
Yüksek maliyet
(bakınız Ayrım.3)
limit yok
Yüksek maliyet, (bakınız Ayrım.3)
düşük elastiklik modülü nedeniyle
destek gerektirir.
limit yok
Titanyum
(*) ABD Deniz Kuvvetleri
3-16
Yüzeydeki oksit
filmine bağlı
26
KOROZYON VE DENETLENMESİ
Boruların ek yerlerindeki kılcal çatlaklardan dışarı sızan elektrolit yüzeyde buharlaşır. Bunun sonucu buharlaşmanın meydan geldiği noktalarda elektrolit içinde çözünmüş saldırgan iyonlar birikerek korozyonu şiddetlendirirler.
Eğer boru hattında farklı iki metalin bir araya gelmesi kaçınılmaz olursa, aynı elekrolite maruz bu metallerin
potansiyelleri arasındaki fark galvanik korozyon pilini harete geçirecektir. Böyle durumlarda korozyon hasanın
en aza indirmek için daha tasarım kademesinde şu önlemler alınabilir : (a) Akım yoğunluğunu azaltmak için
anodu pratik olduğu ölçüde geniş yüzeyli tutmak, (b) Elektrolit bir devreden geçip gidiyorsa, önce anodu, sonra
da katodu geçmesini sağlamak. Aksi halde anot üzerinde katodik iyonların çökelmesi anodun oyulma korozyonuna uğramasına neden olur, (c) Daha az korozif elektrolit seçmek ve (d) İki farklı metali izole etmek. Böylece ek
yerinden elektron geçişi engellenerek korozyon önlenmiş olur.
Gerek açık gerekse kapalı ortamda atmosfere açık boru sistemlerinde, yüzeylerde yoğunlaşma meydana gelmiyecek şekilde iyi bir izolasyon yapılmalıdır. Aksi halde yüzeydeki yoğunlaşmalar ortam kirliliğine bağlı olarak korozif ortamların boru yüzeylerinde oluşmasına ortam hazırlayacağı için korozyon riski artacaktır.
Gömülü Borularda Korozyon
Toprakta gömülü bulunan demir ve çelik borular genellikle içinde bol oksijen çözünmüş deniz suyuna göre
daha az korozyona uğrarlar. Ancak, bölgesel olarak meydana gelen korozyon nedeniyle bu hızın arttığı ve boruların delindiği de sık rastlanan bir durumdur. Topraktaki korozyona etki eden faktörler (a) su, (b) oksijen, (c) pH
değeri, (d) direnç ve (e) mikroorganizmalar sayılabilir. Doğal topraklarda gömülü bulunan demirlerin bölgesel
olarak korozyona uğraması toprağın yaklaşık nötür olması, içinde çözünen oksijenin düşüklüğü ve tamamen
durgun oluşu göz önüne alındığı zaman normal korozyon teorilerine göre şaşırtıcıdır. Ancak, yapılan çalışmalar oyulma korozyonunun toprağın doğasından fazla etkilenmediğini göstermektedir. Oyulma korozyonu eğilimi
ile toprağın direnci arasındaki ilişkilerden toprağın saldırganlık ölçüsünü belirleyici bir direnç kriteri belirlenememiş olmasına rağmen toprak direnci genelde saldırganlık ölçüsü olarak kullanılmaktadır. 4000 o hm.cm den
büyük dirençli topraklar saldırgan olmayan gruba girerken 3000 ohm.cm den az dirençliler saldırgan kabul edilirler. Oyulma riskinin 1000 ohm.cm ve altında yüksek olduğu kabul edilir.
Toprakta bir korozyon hücresinin meydana gelmesi için oksijen olması gereken bir elementtir, çünkü katodik
reaksiyon için ihtiyaç vardır. Topraktaki oksijen miktarı toprak cinsine ve aynı cins toprağın gevşek ve sıkı oluşuna göre değişir. Kumlu topraklardaki oksijen miktarı killi topraklardan fazladır. Bu tip iki toprak içinden
geçen yeraltı boru hattında toprakların birleşme çizgisinin oksijence zayıf olduğu yanında oyulma korozyonu
meydana gelir. Benzer olay oksijen miktarları farklı olan karma topraklardan geçen boru hatlarında da görülür.
Boru yüzeyinde kille temasta olan yerler oksjence zayıf, bitişik bölgeler göreceli olarak zengin olacağından kilin
temas ettiği alanın dışa yakın kısımlarında oyulma korozyonu görülür. Dikine çakılmış borularda da oyulma
korozyonu görülebilir. Toprak cinsi aynı olsa da yeraltı su seviyesinin altında oksijen çözünürlüğü düşük olduğundan, bu seviyenin altına kadar uzanan borularda su seviye çizgisinin hemen altındaki kısımlarda boru yüzeyi
oyulma korozyonuna uğrar. Bu anlatılanlar farklı oksijen konsantrasyonlarına sahip bölgelerin harekete geçirdiği
konsantrasyon pilleri esasına göre meydana gelen korozyon olaylarıdır.
Yeraltı boru hatlarında katodik koruma korozyona karşı alınacak önlemlerin başındadır. Ancak, emniyetli
bir katodik koruma iyi bir ölçme ve takip işlemi yanında, boru yüzeylerinin organik ya da inorganik kaplamalarla takviye edilerek desteklenmesiyle gerçekleşebilir. Öte yandan yüzey kaplaması uygulanmış boruların katodik
korunmasında da zamanla problemler doğabilir. Örneğin, kaplamanın çatladığı ya da harap olduğu bölgelerin su
ile temasa gelmesi katodik koruma altındaki boruların bu bölgelerinde hidrojen çıkışına bağlı olarak alkali bir
ortamın meydana gelmesini teşvik eder. Alkali ortamlarda çelik borular -0.55 -0.75 volt (sce - satüre kalomel
elektrot) arasında korozyona uğrarlar. Borular katodik olarak -0.85 volt altında korunsalar bile, alkali elektrolitin
direnci ya da çıkan hidrojen kabarcıklarının akım yolu üzerinde bir direnç yaratması nedeniyle, her zaman koruma potansiyeline kadar polarize olamayabiliıler. Potansiyelin boya tabakasının kalktığı alkali bölgelerde kritik
seviyeye gelmesi olasılığı her zaman vardır. Böyle durumlarda da deniz suyu ortamında katodik olarak korunan
çelik boru yüzeylerinde alkali ortama bağlı olarak kalsiyum karbonat çökelmesi meydan gelir ki, bu da zamanla
koruma akım yoğunluğu geresinimini azaltır. Bunun beton yüzeyinde meydana gelen alkali ortamın yarattığı durumla karıştırılmaması gerekir.
Beton Yapılarda Çeliklerin Korozyonu
Ucuzluğu, kolay şekillendirilip istenildiği gibi dökülebilmesi, basma gerilmelerine gösterdiği yüksek direnç
gibi önemli özellikleri yanında çekme gerilmelerine gösterdiği zayıf direnç betonun en büyük eksiğidir. Betonun
bu eksikliği, içine yerleştirilen yüksek çekme ve basma dayanımı gösteren çelik ile dengelenir. Beton içine yerleştirilen çelik çevresinde koruyucu bir pasif filmin meydana gelmesini kolaylaştırır. İşte pasif film oluşumunu
sağlayan bu alkali ortamın yok olması çeliklerin beton içindeki korozyonunda en önemli faktördür. Pasifliğin bozulmasının en yaygın nedenlerinden birisi atmosferde mevcut CO: gibi asidik gazların betona girerek beton için3-17
KOROZYON VE DENI-TLENMI-St
deki reaksiyonlarla çeliğin pasifliğini suğlıyan alkali ortamı nötürleştirmesidir. Karbonasyon (carbonation) adı
verilen bu işlem yavaş yavaş betonun derinliklerine işler. Karbonasyon hızı geçirgenliği yüksek olan betonlarda
10 yıl gibi kısa bir zaman içinde 20 mm den daha fazla olabilir. Geçirgen olmayan betonlarda ise 50 yıl içinde
ancak 1 -2 mm derinliğe kadar etki edebilir.
Karbonasyona bağlı olarak başlayan ve oluşan korozyon ürünlerinin hacmi kendini oluşturan demirden hacimsel olarak daha büyük olduğundan bir genişleme meydana gelecek; ortaya çıkan çekme gerilmeleri betonu
çatlatarak kabuklaşmasına ve bozulmasına yol açacaktır.
Betonarme yapılarında bozulmaya en büyük katkı beton içine girip çelik yüzeyine kadar erişen klor iyonlarından gelir. Klor (a) dış kaynaklardan (deniz suyu ya da buz çözücü tuzlar), (b) prefabrik betonlara sertleşmeyi
hızlandırıcı olarak ilave edilen CaCb (1970 ortalarından itibaren Avrupa'da yasaklanmıştır) ve (c) istenmiyerek
hammade içine karışma gibi sebeplerle betona girebilir. Klor iyonlarının konsantrasyonu çok yükselirse alkali
ortamda bile korozyon meydana gelir, çünkü klor iyonları pasifliği bozan çok kuvvetli bir reaktiflir. Bu korozyon
bölgesel ya da oyuk korozyonu niteliğinde olup, hiçbir dış belirti vermeden çelik çubukları tamamen çözebilir.
Dış akün kaynaklı katodik koruma uygulandığında, beton yapılardaki çelikler diğer uygulamalara göre çok
düşük akün gereksinimi gösterirler. Toprakta gömülü beton yapılarda 1-4 nıA/m2 olan koruma akım yoğunluğu,
denizdeki yüksk kalite beton yapılarda 0.15 mA/ıır den bile küçüktür. Bunun nedeni korozyona neden olan elektrolitin dilencinin çok yüksek olmasından kaynaklanır.
7. KOROZYONUN DKNUTLENMKSİ
Korozyon en basit haliyle metallerin çevreleri ya da ortamlarıyla girdikleri reaksiyon olarak tanımlanırsa, denetlenmesi söz konusu olduğu zaman sadece malzemenin göz önüne alınmasının yeterli olmayacağı kendiliğinden görülür. Ortamın da aynı duyarlılıkla ele alınması gerekir. Çevrenin belirlenmesinde ana unsurların (pil,
toplam çözünmüş katı, çözünmüş oksijen, oksitleyici ve indirgeyici kimyasalların varlığı. SOı ve 1I2S gibi çözünmüş gazlar, sulu ortamın sertliği) yanında ikinci derece unsurların da
(Cl\ SO3", S2", PO4", COj" gibi)
göz önüne alınması gerekir. Malzeme ve ortam ikilisi yanında, bu iki faktörün bir araya geldiği şartların da korozyonun boyutunun ve şeklinin bilinmesi bakımından önemi büyüktür. Korozyon olayının meydana geldiği
şartlar içinde önemli unsurlar sıcaklık, basınç, ısı iletimi, akış durumu, gerilme hali (statik ya da dinamik) ve tasarım (doldurma, boşaltma, kavitasyon, erozyon, aşındırma, çökelme, galvanik etki) sayılabilir. Korozoyonun
denetim altında tutulması için seçilecek yöntemlerin belirleıunesindeıı önce bu üç önemli faktörün (malzemeortam-şartlar) iyi bir değerlendirilmesinin yapılması gerekil'. Bu üç faktörün iyi bir değerlendirilmeye alınması
yanında, bir parça ömründeki tasarım, üretim ve kullanım kademelerinde korozyon kontrolü açısından üzerinde
titizlikle durulması ve uyulması gereken hususlar vardır. Bu hususların teshilinde yapılan bir hata, hangi kademede olursa olsun malzemenin erken hasarına yol açacaktır. Bunlar Çizelge.3 de özetlenmiştir.
Çizelge.3- Parçanın Tasarını, Üretim, Kullanım Kademelerinde Korozyon Denetimi
(takımından Üzerinde Durulması (îerekeıı Hususlar
Tasarımcı
Üretici
Kullanıcı
a) Geometrik şekil ve yapı
a) Tasarımın hassas kontrolü.
a) Hasarlı parçanın değişiminde
doğru malzeme seçimi
b) Malzeme seçimi
b) Özel malzeme kullanımı
b) Ortamın kontrolü
c) Çalışma şartları
c) Doğru ısıl işlem
c) Koruyucu tabakanın bakımı
d) Koruyucu tabaka kullanımı
d) Uygun üretim yöntemi
d) Elektriksel korumanın izlenmesi
e) Elektriksel koruma
yöntemleri kullananı
e) Koruyucu kaplamanın
yeterli uygulaması
Korozyon hızını en alt seviyeye indirerek denetim altında tutabilmenin değişik yolları olmakla birlikte, bunlardan hangisinin mevcut koşullara en iyi cevap vereceğinin belirlenmesi konusunda koruma yönteminin getireceği maliyetin de göz önünde bulundurulması gerekil'. Korozyoıuın kontrolüne harcanan miktarın hiçbir zaman
3-18
KOROZYON VE DENETLENMESİ
korozyona fırsat verilmesi halinde doğacak zarardan fazla olmaması gerekir. Alınan bülün önlemlere rağmen
bütün bir yapının bazı kısımlarında korozyon kaçınılmaz olabilir ya da korozyon olasılığı mevcut olan kısımlar
bulunabilir. Bu durumda tasarımcı bu kısımların kontrolü, bakımı ve gerektiğinde korozyona uğrayan kısımların
dğiştirilebilmesi için gereken şartları sağlamak ve gerektiğinde sistemde kolay erişilebilir bölgeleri bilinçli olarak anodik bölge olarak tasarlayıp, erişilmesi güç bölgelere koruyucu bir destek sağlamalıdır. Vana gövdelerinin
vana iç donanımına göre anodik seçilmesi bunun iyi bir örneğidir.
Seçilen denetim tekniğine rağmen erken ya da beklenmedik hasarlar mümkün olabilir. Böyle durumlarda
problemin yeniden bir analizini yapmak, genellikle daha önceden açığa çıkarılıp, değerlendirilemiyen gizli kalmış yönlerini ortaya koyarak yeni bir problem tanımı yapmak gerekir. Burada amaçlanan husus elbette olayın
tekrarını önlemektir.
Korozyonu denetlemek için uygulanan teknikler içinde en genel olanları şunlardır :
a) Tasarımda değişiklik
b) Malzeme seçimi
c) Ortamda değişkenlik
d) Elektrokimyasal koruma (katodik ve anodik koruma)
e) Koruyucu kaplamalar
Bu koruma teknikleri sırasıyla ele alınacaktır.
Tasarımda Değişiklik
Tasalımda gösterilecek başarı korozyon kontrolünde elde edilecek başarıya doğrudan etki eder. iyi bir tasanmla ucuz malzemelerin korozyonlu ortamlarda kullanımı başarılı olabileceği gibi, kötü bir tasarım en iyi malzemeleri bile korozyon riskine açık hale getirebilir. Seçilecek kontrol tekniğinin belirlenmesinde ömür açısından
şu hususlar dikkate alınmalıdır :
a) Kontrol sisteminin ömrünün, yapının ömründen kısa olması durumunda kontrol sisteminin yenilenmesi
için gereken şartların tasarım aşamasında dikkate alınması gerekir.
b) Koruma ya da kontrol sistemini yenilemek olanaksız ise. uygulamadan sonra meydana gelecek her türlü
tehlikeyi karşılıyabilmeli ve yapının ömrü kadar işlevini sürdürmelidir.
c) Bir yapıda, yapının tasarlanan ömründen daha uzun süre dayanacak parçalar kullanmak, gereksiz maliyet
artışı sağlama yanında yapıyla birlikte tamamen hurdaya aynlacaksa gereksizdir.
Korozyonun elcktrokimyasal mekanizmasına bağlı olarak, iki ya da daha çok sayıda farklı malzemenin bir
araya gelmesi bir korozif ortam içinde galvanik korozyonu teşvik edecektir. Pratikte bir parça ya da sistemin tasarımı birden fazla farklı malzemenin bir araya gelmesini zorunlu kıldığından galvanik korozyon problemi her
zaman vardır. Ancak, iki farklı metalin bir araya gelmesi galvanik korozyon için gerekli olmakla birlikte yeterli
değildir. Bu malzemelerin içinde bulunduğu ortamda soy olan malzeme yüzeyinde yeterli hızla indirgenebilecek,
oksijen ya da benzeri oksitleyici gibi maddelerin bulunması gerekir. Aksi halde korozyonu sürükleyici katodik
bir reaksiyon olmadığı için korozyon olmaz. Kapalı devre çalışan ısıtma sistemlerinde farklı malzemeler bir
arada olsa da, sistemde çözünen oksijen kısa sürede harcanacağı için korozyon kendiliğinden duıacaktu" yeter ki
bir kaçak ya da sızıntı nedeniyle sisteme oksijen girmesin.
Galvanik korozyon tehlikesinin mevcut olduğu şartlarda göz önüne alınması gereken tasarım kuralları şunlardır :
a) Mümkünse parça tek metalden yapılmalı.
b) Çoklu metalik sistemlerde galvanik seride birbirine yakın olan metaller seçilmeli. Mümkün değilse bir ara
metalle birleşme sağlanmalı.
c) Ana ve esas parçalar daha soy malzemeden yapılmalı.
d) Korozyon akün yoğunluğunu azaltmak için anot yüzeyinin pratik olduğu ölçüde geniş tutulmasına çalışılmalı.
e) Kaplama yapılacaksa soy olan metal yüzeyi kaplanmalı.
f) Karbonla (grafit) doyurulmuş organik malzemelerden sakmmalı.çünkü bunlar uygun katodik bölgeler
oluşturı -»lar.
g) Farklı metaller arasına izolasyon malzemesi koyarak aralarındaki elektron akışına fırsat verilmemeli ya
da birleşmenin her iki yanında metalleri ortamdan ayıracak bir kaplama (boyama) uygulanmalı, metaller
korozif ortamdan izole edilmelidir.
İki metalli galvanik korozyon hücresinden daha kritik ve uygulamada daha sık rastlanan bir başka korozyon
hücresi farklı havalandırılmış elektrolitlerde ortaya çıkar. Genellikle birleştirme.ek ve kıvrım yerlerinde ortaya
3-19
KOROZYON VE DENETLENMESİ
çıkan kılcal aralık ve boşluklarla ilgili olan bu korozyon hücresinde oksijence zengin elektrolitle temasta olan
(aralıkların dışa açılan kısımları) metalik bölge katot, oksijence fakir elektrolitle temasta olan bölge ise anodik
(yarık ve aralıkların iç kısımları) olarak davranırlar. Bu bakımdan aralık ve yarıkların meydana gelmesine neden
olan birleşmelerde dikkatli davranıp, bu bölgelerde sıvı ve su toplanmasını engelliyen tasarımlara gidilmesi ve
berşeye rağmen bu bölgelerin mastik denen dolgu maddeleriyle doldurularak, nemlenme olasılığı olan bölgeler
olmaktan çıkarılması gerekir.
Profil kullanılmasında, levhaların üst üste bindirilerek geniş yüzeylerin elde edilmesi durumunda, sacların
kıvrılıp, bükülerek değişik şekillerin elde edilmesi durumunda suyun toplanmasına olanak tanıyacak her tür tasarımdan kaçınılmalıdır. Depolama tanklarının taban kısımlarının, herhangi bir boşaltma ve temizleme sırasında, içeride kesinlikle artık sıvı ve birikinti meydana gelmesini engelleyici bir biçimde tasarlanması, boşaltma deliklerinin yeri seçiminin buna göre yapılması gerekir. Aksi halde toplanacak tortu ve çökelmeler farklı
havalandırma bölgeleri meydana getireceği için korozyona ortam hazırlıyacaktır. Sacların eğilip bükülerek, değişik kıvrımlar verilerek şekillendirilmesi ile elde edilen motorlu araçların gövdeleri, kapı, kaput ve bagaj kapakları bu tip korozyonun meydana gelmesine uygun yerlerdir. Bu bakımdan motorlu araçların ömrü bu parçaların
ömrüyle sınırlı durumdadır.
Büyük metalik yapılarda nemlilik oluşumuna fırsat verecek kuytu ve hava sirkülasyonunun olmadığı ve/
veya az olduğu kısmi kapalı bölgelerin meydana gelmesine fırsat vermiyecek bir tasarımın oturtulmasına dikkat
edilmelidir. Doğal sirkülasyonun kendiliğinden sağlanamadığı durumlarda havalandırma deliklerinin uygun yerlere yerleştirilmesi, ya da zorunlu sirkülasyon için gereken düzenlemelerin yapılması gerekir.
Boru sistemlerinde de hatalı yapılan birleştirme, kıvrım ve sızdırmazlık contalarındaki yerleştirmeler izleyen bölümde kapsamlı olarak ele alınan değişik korozyon olaylarına neden olurlar.
Tasarımda göz önüne alınacak bir başka nokta da parçaların ya da sistemin üzerine gelecek gerilmelerdir. Bu
gerilmeler malzemeye gelen yüklemeden geldiği gibi, değişik imalat yöntemlerine, ısıl işlemlere bağlı olarak
malzeme üzerinde biriken gerilme türünde de olabilirler. Korozif olmayan şartlarda bir malzemenin taşıyabileceği gerilme korozif ortamlarda taşıyabileceğinden fazladır. Gerilme şartlarının korozif ortamla birleşmesi halinde ortaya çıkabilecek gerilme korozyonu çatlaması riski için tasarımcının yapması gerekenler vardır : (i) çalışma gerilmelerinin seviyesi korozyona uygun düzeyde seçilmeli, (ii) kalıcı gerilmeler giderilmeli, (iii) sistemde
basma gerilmeleri yaratılmalı ve (iv) gerilmeyi ve ortamın korozyon özelliğini yükseltici tedbirler alınmalıdır.
Malzeme Seçimi
Korozyon kontrol aracı olarak iyi malzeme seçimi önemli bir tasarım uygulamasıdır. Malzeme mühendisleri
korozyon direnci dahil daha birçok malzeme özelliklerini (dayanım, hafiflik, kolay izlenebilirlik, tasarım verilerinin sağlanabilirliği vb.) bir arada ele almak zorundadır. Bu bakımdan yapılacak seçim, bu değişik özelliklerin
ve ekonomik faktörlerin belli ölçülerdeki uzlaşmasının bir sonucu olacaktır.
Malzeme mühendislerinin korozyona karşı silahı sadece metallerle sınırlı değildir. Plastikler, camlar, lastikler, seramikler ve beton korozyona karşı kullanım olasılığı olan malzemelerdir. Ancak bunların seçimi yapılırken sadece korozyona dirençleri değil, mekanik mukavemet gibi diğer özelliklerinin de göz önüne alınması gerekir. Korozyona direnci yüksek plastiklerin mukavemeti yüksek metalik malzeme yüzeylerini kaplamak için
kullanılması istenen bu iki özelliğin bir araya getirilmesine bir örnektir. Kaplama tabakasının ilk ve devam edecek olan bütünlüğünü sürdürebilmesi yeterli bir kontrolü kaçınılmaz yapar.
Termodinamik nedenlerle soy metaller, çok aşın oksitleyici olanların dışında, tüm ortamlara karşı dirençlidir. Krom ve titanyum gibi pasif olan metaller ise oksitleyici ortamlarda çok iyi bir performans gösterirken, indirgen maddelere karşı dayanıksızdırlar. Nikel, demir ve çinko gibi daha aktif metallerse çoğu çevre koşullarında
korozyona daha az dirençlidir. Ancak, verilen bir ortama karşı bu metallerin korozyon dirençleri arasında önemli
değişiklikler vardır.
Dayanım, üretim ve maliyet gibi nedenlerle yumuşak çelikler, seçilmemesi için çok önemli başka nedenleı
olmadıkça ilk tercih malzemesidir. Çok ucuz olmaları nedeniyle, kendinden sonraki en ucuz ve uygun malzeme
ekonomik olarak uygun hale gelmeden önce, korozyona dayanıklı hale getirmek için (kaplama, anodik ve katodik koruma) harcama yapmaya elverişli olabilirler. Ancak bu çeliklerin uygun olmadığı, alternatif malzeme seçiminin zorunlu olduğu durumlar vardır. Belli malzemeler belirli ortamlara daha iyi uyum gösterirler. Ancak, alternatif malzeme seçiminin de ödenmesi gereken bir bedelinin olduğu unutulmamalıdır. Çizelge.4 havalı deniz suyu
ortamında aralık korozyonuna hassas olan malzemeleri azalan tolerans şuası içinde gösteriyor.
3-20
KOROZYON VE DENETLENMESİ
Çizelge.4- Azalan Tolerans Sırasına Göre Bazı Malzemelerin
Havalı Deniz Suyundaki Aralık Korozyonuna Hassaslıkları
Titanyum
Alaşım C (59 Ni, 16 Mo, 16 Cr, 5 Fe, 4 W)
Alaşım 625 (60 Ni, 21.5 Cr, 9 Mo, 5 Fe, 3.5 Nb + Ta)
90/10bakır/nikel (+1.5 Fe)
Admiralty pirinci (70 Cu, 29 Zn, 1 Sn, 0.1 As)
70 / 30 bakır / nikel (+ 0.5 Fe)
Bakır
Kalay ve alüminyum bronzları
Ostenitik nikelli dökme demir
Alaşım 400 (66 Ni, 32 Cu, 1 Fe, 1 Mn)
Alaşım 20 (20 Cr, 29 Ni, 2 Mo, 3 Cu + Nb)
Alaşım 825 (42 Ni, 31 Fe, 21 Cr, 3 Mo, 2 Cu, 1 Mn)
AISI 316 (16-18 Cr, 10-14 Ni, 1,75-2,75 Mo)
Nikel
AISI 304 (18-20 Cr, 8-11 Ni)
AISI 303 (17-19 Cr, 8-10 Ni, 0.6 (maks) Mo ya da Zr)
AISI 400 serisi (ferritik)
Çizelge.5 de ise belirli kullanım şartları için uygun metalik malzeme listesini vermektedir. Çizelge.6 da belirli malzemelerin gerilme korozyonu çatlamışına hassaslık gösterdiği ortamların listesi görülüyor. Korozoyona
karşr dayanıklı malzemeler olarak bilinen paslanmaz çeliklerin korozoyona dayanımılan izleyen bölümde daha
kapsamlı olarak verilmiştir.
Çizelge.5- Belli Kullanım Şartlarında Seçilebilecek Malzeme Listesi
Malzeme
Ortam
Ostenitik paslanmaz çelik
Nikel ve nikel alaşımlan
Nitrik asit
Sıcak derişik NaOH çözeltisi
Monel
Hidroflourik asit
Hastelloys
Sıcak hidroflourik asit
Kurşun
Seyreltik sülfürük asit
Alüminyum
Kirlenmemiş atmosferik ortam
Kalay
Damıtık su
Titanyum
Sıcak, kuvvetli oksitleyici solüsydonlar
Tantal
Camsı korozyon direnci
Çelik
Derişik sülfürük asit
Kupro - nikel (+ 1.5 Fe)
Yoğuşturucu boru alaşımlan
3-21
KOROZYON VE DENETLENMESİ
Çizelge.6- Gerilme Korozyonu Çatlaması ile Sonuçlunun Malzeme / Ortam Türleri
Metal
Ortam
Al alaşımları
Nemli hava, deniz suyu, halojenli çözeltiler
Cu alaşımları
Amonyaklı çözelti ve buharlar, aminler, nemli SO2
asetatlar, sitratlar, formatlar, tetratlar, nitritler ve
Ni alaşımlar
Hidroksit özellileri, hidroflourik asit buharları
Ti alaşımları
Birçok haloienli çözeltiler, sıvı N2O4, metanollü çözeltiler.
Düşük mukavemetli
ferritik çelikler
Hidroksit, nitrat, karbonat, fosfat, molibdat, asetat, Siyanit çözeltileri ve sıvı amonyak.
Yüksek mukavemetli çelikler
Nemli hava, su, sulu ve organik çözeltiler
Paslanmaz çelikler
Halojen çözeltileri, sülfatlar, fosfatlar, nitratlar ve
polythionic asit
NaOII çözeltisi
Malzeme seçimi ile ilgili bir problem söz konusu olduğu zaman daha önce nelerin yapıldığının araştırılması
gerekir. Yapılanların etkili olduğu görülürse eldeki duruma uygun bir çözüm olup olmayacağı araştırılmalıdır.
Önceki yapılan başarılı çalışmalar kadar hiç birşey verilecek seçimin yerinde yapılmasına katkıda bulunamaz.
Ortamda Değişiklik
Korozyon metal ve ortam arasında bir reaksiyon olduğundan, bu reaksiyonun hızını azaltacak yönde ortamda
yapılacak değişiklikler metale olan korozif etkiyi azaltır. Gaz (hava), sıvı (su) ve toprak içinde bulunan metallerin korozyon hızlarında azalama meydan getiren yöntemler altta özetlenmiştir.
Atmosferik Ortam
Yaklaşık -10 - +30°C arasında bulunan atmosferde korozyon hızını azaltmak için şu yöntemler kullanılır :
(i)
(ii)
(iii)
(iv)
(v)
Bağıl nemi azaltmak,
Çevredeki malzemelerden salınan uçucu maddeleri yok etmek,
Sıcaklığı değiştirmek,
Kirleticileri, katot meydana getiren kurum gibi çökeltileri ve saldırgan iyonları ortamdan uzaklaştırmak,
Buhar fazlı koryucular kullanmak,
Atmosfere açık malzmelerin korozyonu bu malzeme yüzeylerinde elektrolit görevi görecek ince bir nem tabakasının varlığına bağlı olduğundan havanın bağıl nemi çok önemlidir. Nemliliğin %60 üstüne çıktığı durumlarda çoğu metallerin kapalı ortamlarda etkilenmeye başladığı görülür. Açık ortamlarda bunun %80 değerine
gelmesi problem yaratacak bir korozyon olayının meydana çıkmasına sebep olur.
Kapalı ortamlarda nemliliği azaltmak için alınabilecek bazı önlemler şunlardır :
(i) Ortam havasını ısıtmak,
(ii) Çalışma şartlarının altına soğutulmuş bir yüzeyden havayı geçirerek içindeki nemi bu yüzeyde yoğuşturmak,
(iii) Dessicant adı verilen silika jel gibi maddelerle havadaki nemi yutmak.
Depolama ve uzun mesafe taşıma işlemlerinde havanın nemine bağlı atmosferik korozyonu önlemek için
buhar fazlı koruyucular (BFK) kullanılır. Bunların etkili olabilmesi için kapalı hacimlerde (konteyner gibir) kullanılması gerekir. BFK'ların buharları korunacak madde yüzeyinde hidrofobik (suyu iten) bir film meydana getirir. Bunlar demir ve çelik yapılarda başarıyla ve emniyetle kullanılır. Demir dışı metaller için zararlı olabilen bu
maddelerin kullanımında dikkatli davranılmaldır.
Çelikler ve alüminyum için yaygın olarak kullanılan iki BFK vardır. Bunlar dicyclohexylamine nitrit
(DCHN) ve cyclohexylamine karbonat (CHC) tır. Bunlardan DCHN nin buharlaşma basıncı çok düşük (0.027
Pa) olduğu için film oluşumu uzun zamanda tamamlanır, ancak koruyuculuğu daha uzun sürelidir. DCHN emdi3-22
KOROZYON VE DENETLENMESİ
rilıniş kağıtlar takımların, ölçü aletlerinin ve hassas parçaların paketlenmesinde çok yaygın olarak kullanılırlar.
CIIC ise zaman zurnan açılıp kapanan depolarda yararlıdır, ancak bakır, pirinç ve magnezyumun korozyonunu,
plastiklerin ve boyaların bozulmasını hızlanduur.
Sulu Ortamlar
Elektrolit özelliği kazanmaya yetecek kadar yeterli iyon bulunduran sulu ortamın korozyon etkisini azaltmak
için şu değişiklikler yapılabilir :
(i)
(ii)
(iii)
(iv)
(v)
İyonik iletkenlik düşürülür,
pH değiştirilebilir,
Oksijen miktarı homojen bir şekilde azaltılır,
Sıcaklık değiştirilir,
Koruyucular kullanılır.
Metallerin elektrokimyasal korozyonunda anodik ve katodik reaksiyon işlemleri ve bunlarda süreklilik için
elektrolitin sahip olması gereken iyonik iletkenliği koro/.yomııı sürmesi için gerekli unsurlardır. Elektrolite yapılacak eklemelerle bu unsurların etkinliğini ortadan kaldırmak ya da hızlarını azaltmak mümkündür. Elektrolite
eklendiğinde bu değişiklikleri gerçekleştiren kimyasal maddelere koruyucu (inhibitor) denilir. Bir korozyon hücresindeki elektrokimyasal reaksiyonlara karşı takındıkları tavra göre koruyucular genel olarak : (a) anodik, (b)
katodik ve (c) karışık koruyucular şeklinde sınıflandırılırlar. Koruyucular etkinliklerini (i) anodun açık devre ya
da denge potansiyelini değiştirerek (anodik pasifleıımc). (ii) katodun denge potansiyelini değiştirerek, (iii) anodik polarizasyonun şiddetini artırarak, (iv) katodun polarizasyonunu artırarak ve (v) anot ve katot arasındaki potansiyel düşümünü (ixR) azaltarak ortaya koyarlar. Bu değişiklikler sırasıyla Şekil.7 de verilen polarizasyon eğrilerinde görülmektedir.
IH
(IVI
logi
IHI
(İHI
(VI
Şekil.7- Koruyucuların polarizasyon eğrileri üzerindeki etkileri. iu r ve i'kor sırasıyla
koruyucu eklenmesinden önceki ve sonraki korozyon akımları
a) Anodik Koruyucular : Anot reaksiyonuna etki ederek, bu reaksiyon bölgelerini meydana getirdikleri filmlerle pasif hale getiren koruyuculardır. Demir ve çelikler için iki tip anodik koruyucu önemlidir. Bilinci tipler
kromat (CrOı) 2 ve nitrit (NÖ 2 ) gibi oksitleyici iyonlar, ikinci tipler etkinlikleri ortamdaki oksijene bağlı olan molibdatlar, silikatlar, fosfatlar ve boratlar gibi koruyuculardır. Yeterli miktarda eklendikleri sürece tam bir oksit
filmi oluşumu gerçekleşir. Yetersiz eklemeler oksit filminde gözenek ve hatalara neden olduğu içn oyulma korozyonuna ortam hazırlarlar.
b) Kalodik Koruyucular : İki temel katodik reaksiyona (hidrojen çıkışı ve oksijen indirgenmesi) etki eden
koruyuculardır. Arsenik, bizmut ve anlimuan tuzlan hidrojen çıkışını, katot yüzeyinde adsorblanmış bir hidrojen tabakası oluşturarak, engeller. Ancak bu metaller zehirli olduğundan çelikler için kullanılan başka katodik
koruyucular geliştirilmiştir : Çinko tuzları (Z11SO4 gibi), sodyum pirofosfat (NaaPıO?), sodyum tripolifosfat (Nas, P3O10), sodyum hegzametafosfat [Na 6 ( P O Î ) : ] ve l'osfonatlar. Anodik koruyucularda olduğu gibi
düşük konsantrasyonlarda eklenmiş olmaları herhangi bir tehlike yalatmaz.
c) Karışık Koruyucular : Belli oranlarda anot ve katot reaksiyonlarına etki ederler. Bunlar genellikle N, S, O
ya da P içeren (benzotriazole ya da benzlhiazole gibi) organik maddelerdir. Genel olarak tüm metal yüzeyine adsorblandıkları için hem anodik hem katodik reaksiyonları önlerler. Bazı yaygın koruyucular ve kullunun alanları
Çizelge.7 de veriliyor.
Toprak Ortamı
Toprağın nemi elektrokimyasal reaksiyon için gereken elektroliti sağlar. Bu elektrolit içinde çözünmüş mine3-23
KOROZYON VE DENETLENMESİ
rai tuzlan iletkenliği sağlar. Toprakta korozyon kontrolü normal olarak yüzey kaplamaları (organik, katran, plastik ya da teyp kaplama, inorganik; çinko, çinko-alüminyum ya da beton) ve katodik koruma ile gerçekleştirilir.
Ancak drenajı kolaylaştırmak, toprağın iletkenliğin değşitirmek ve pil ayarlaması için gömülü malzemeler özel
malzemeden hazırlanmış dolgu yataklara yerleştirilirler.
Çizelge.7- Bazı Koruyucular ve Tipik Kullanım Yerleri
Koruyucu
Sodyum nitrit
Sodyum nitrat
Sodyum hidrojen
fosfat
Boraks
Sodyum silikatlar
Arsenat iyonu
Organik aminler
Hydrazine
Sodyum sülfit
Kullanım alanı
Soğutma sulan / tuzlu
sular / deniz suyu /
motor soğutma suyu
Kostik kırılganlığa
karşı
Soğutma suyu / kazanlar /
deniz suyu
(NaNO2 ile berlikte)
Motor Soğutma / Glykol
soğutma sistemleri
içme suyu/petrol tuzlu
suları / deniz suyu
En derişik asitler
Kazanlarda buhar
yoğuşturucular lastikler
/petrol tuzlu suları
Oksijen temizleyici
(yüksek sıcaklıkta)
Oksijen temizleyici
(alçak) sıcaklıkta)
Korunan metaller
Tipik konsantrasyon*
Çelik / Çelik /Çelik
Çelik
%0.05 / %5 e kadar
%0.05/%lekadar
Çelik
Çelik/Çelik, Cu, Zn/
%l/10ppm lOppm
Çelik/Çelik
Çinko
lOppm
Çelik
Çelik/Çelik/Çelik
%0.5
Değişik
Çelik
Gerekli olan ölçüde
Çelik
Gerekli olan ölçüde
(*) 10 ppm = % 0.001 mg/1
Katodik ve Anodik Koruma
Elektrolitik bir ortamda bulunan metalin korozyonu onun elektrot potansiyeline çok yakından bağlıdır. Birçok durumda elektrot potansiyelini küçük değerlere öteliyerek korozyon hızını azaltmak mümkündür. Metalin
elektrot potansiyelinin daha düşük değerlere ötelenmesi (kayma) ile ortaya çıkan negatif polarizasyon, söz konusu metal yüzeyinin katodik akımla yüklenmesi ile gerçekleşir. Bu tip bir koruma katodik koruma olarak adlandırılır. Metallerin korozyonu (6) denklemine göre atomların iyonik halde çözünmesine paralel olarak elektronların
açığa çıktığı bir olaydır. Serbest elektronlar da iletkenlerle katodik bölgelere taşınıp, belli katodik reaksiyonlann meydana gelmesinde harcanırlar, işte korozyona uğrayan metal, iyonik çözünme sonunda salınan elektronlan
karşılayacak seviyede bir elektron akışıyla beslenirse çözünmenin önüne geçilmiş olur. Eğer metal yapısına
pompalanan elektron çözünme ile salınan elektronları karşılayamazsa, korozyon aradaki fark ölçüsünde devam
edecektir.
Katodik koruma iki türlü uygulanır :
a) Galvanik anot yöntemi
b) Dış kaynaklı akım yöntemi.
Galvanik Anot Yöntemi
Farklı elektrot potansiyeline sahip iki metalin meydana getirdiği galvanik bir hücrede soyolan (potansiyeli
yüksek) metal korozyondan korunurken aktif olan (potansiyeli düşük) metal korozyona uğrayacaktır. Bu prensip
çerçevesinde eğer metalik bir yapı kendinden daha aktif bir metalle birleştirilecek olursa, galvanik hücrenin anodunu meydana getiren bu aktif metal korozyona uğrarken kendisi korunacaktır. Aktif metal gözden çıkarılıp kurban edilir. Aktif kurban anotun çözünmesi sonucu salman elektronlar korunacak yapıya pompalanacak olan
elektron akışını sağlamış olacaktır. Çeliklerin korunmasında kurban anot olarak Mg, Al ve Zn alaşımları kullanılır. Yumuşak demir ve hatta titanyum, soğuk deniz suyu içinde bakır alaşımlarını korumak için kullanılır.
Daha yüksek sıcaklıklarda titanyum hidrürlerin oluşma olasılığı olduğundan tercih edilmez, yerine nikelli çelik
anotlar kullanılır.
Korunacak çelik yapıyı, katodik olarak besliyecek olan akım yoğunluğu yapının yüzey durumuna göre değişecektir. Katran epoxy boya ile boyalı bir yüzeyin tam korunması için 20-30 m A/m2 lik bir akün yoğunluğu yeterli olurken, çıplak çelik yüzeylerin korunmasında bu değer 100 m A/m2 üzerine bile çıkabilir. Kesin rakam el3-24
<(' A
KOROZYON VE DENETLENMESİ
bette yüzeyin ek bir koruyucu kaplama tabakasıyla kaplı olup olmaması yanında korozif ortamın şiddetine de
bağlıdır. Özellikle deniz suyunda bulunan kalsiyum ve magnezyumun iyonları, katodik koruma altındaki yüzeylerde meydana gelen hidroksil iyonlarıyla birleşerek, yüzeyi çözünmeyen kalker esaslı bir tabaka ile örtebilirler.
Böyle durumlarda gerekli katodik akım yoğunluklarında önemli azalmalar meydana gelebilir.
Seçilecek kurban elektrotların toplam akım kapasitesi korunacak yapının çekeceği akımı karşılay ab ilmelidir. Gereken hesaplamalar yapılıp, boyutlarına bağlı olarak kurban anotların sayısı belirlendikten sonra bunlar
gerek suda gerekse toprakta belli aralıklarla yerleştirilirler. Çizelge.8 de bazı kurban anot alaşımlarının elektrokimyasal özellikleri görülülyor. Galvanik onollu kalodik koruma genelde iyi kaplanmış küçük yapılara daha çok
uygulanır.
Çizelge.8- Galvanik Anot Alaşımlarının Bazı Özellikleri
Alaşım
Ortam
İtici Potansiyel
(mv)
Akım Kapasitesi
(Ah/kg)
Aşınma Hızı
(kg/A-yıl)
Al- Zn- Hg
Deniz suyu
200 - 250
2600 - 2800
3.1 -3.4
250 - 300
2500 - 2700
3.2 - 3.5
150-250
1300 - 2300
3.85 -6.7
100 - 200
400-1300
6.7 - 22
200 - 250
150-200
760 - 780
760 - 780
11.2-11.5
11.2-11.5
Al- Zn- in
Al- Zn- in
Al- Zn- İn
Zn
Zn
p-3U l_)
Deniz suyu
(5-30°C)
Tuzlu çamur
(5-3O°C)
Tuzlu çamur
(30-90°C)
Deniz Suyu
Tuzlu çamur
(0-60°C)
Dış Kaynaklı Akım Yöntemi
Prensip olarak kurban anotla yaplan koruma gibidir. Ancak elektron kaynağı kurban anot değil, yardımcı bir
anotla korunacak yapı arasına yerleştirilmiş bir doğru akım kaynağıdır. Buradaki yardımcı anotlar çözünür
anotlar olduğu gibi (hurda demir), çözünme hızı demire göre daha düşük grafit, silisili demir, magnetit, kurşun
ya da kurşun-gümüş alaşımı ve platinle kaplanmış platin gibi hiç çözünmeyen anotlar da olabilir. Son ikisi çok
yüksek akım ile (500-1000 A/m2) çalışır, ancak çok pahalıdırlar. Yüksek akımla çalıştıkları için bir yapı daha
az sayıda elektrotla (anot) korunabilir. Diğer anotlar ucuz olup 5-50 A/m2 gibi düşük akımlarla çalışırlar. Bu bakımdan çok sayıda bu yardımcı anotlardan kullanmak gerekir. Dış kaynaklı akım yönteminde çok büyük itici
potansiyellerde çalışma imkanı olduğu için yüksek dirençli ortamlarda da başarıyla kullanılırlar. Bu yöntem
daha çok büyük yapıların korunmasında hassaslıkla kullanılabilir. Tipik kullanım alanları :
-
Yeraltı su, petrol ve gaz boru hatları
Yeraltındaki sıvı ya da gaz yakıt tanklarının dıştan korunması
Kurşun kaplı toprak altındaki telekomünikasyon kabloları
Toprakta ya da betonda gömülü çelik kazık ayaklar
Deniz suyundaki iskele ve rıhtım ayakları
Çizelge.9 dış akımlı anot malzemelerini ve bunların özelliklerini göstermektedir. Toprakta ve su içinde katodik olarak korunacak bazı malzemelerin Ep koruma potansiyleri Cu-CuSÛ4 yardımcı (referans) elektroda göre
şöyledir :
- Demir ve çelik
-Kurşun
- Alüminyum
- Bakır
Ep < -0.85 V,
-1.7 < Ep< -0.6 V,
-1.2 < Ep < -0.9 V,
Ep < -0.2 V.
Sülfat indirgeyici bakterilerin toprakta var olması halinde, 40-60°C lerde ve düşük pH larda. demir ve çelik
için koruma potansiyeli -0.95 volt dan düşük tutulabilir. Kaplanmamış demir ve çeliklerin katodik korunması
için bazı ortamlarda gerekli koruma akım yoğunlukları:
Toprakta
Tali suda
Durgun deniz suyu
Akan deniz suyu
10-100 m A/m2
20-50 mA/m2
50-150mA/m2
150-300 mA/m2
3-25
KOROZYON VE DENETLENMESİ
Çizelge.9- Dış Akını Kaynaklı Katudik Korumada Anot Malzemeleri
Aşınma Hızı
kg/A-yıl
Malzeme
6
Platin ve platin kaplı metaller
Yüksek silisli demir
8 x İO"
0.25- 1.0
Çelik
Demir
Dökme demir
Kurşun-platin
Kurşun-gümüş
Grafit
6-8-9.1
9.5
4.5 - 6.8
0.09
0.09
0.1 - 1.0
Tavsiye Edilen Kullanım Yerleri
Deniz ortamı ve yüksek saflıkta sıvı ortamlar
İçme sulan,toprak ya da karbonumsu
dolgu tabakaları
Deniz ortamı ve karbonumsu dolgu tabakaları
Deniz ortamı ve karbonumsu dolgu tabakası
Deniz ortamı ve karbonumsu dolgu tabakası
Deniz ortamı
Deniz ortamı
Deniz ortamı, içme suları ve karbonumsu
dolgu tabakaları
Anodik Koruma
Demir ve çeliklerde olduğu gibi bazı metallerin elektrot potansiyelinin daha soy potansiyellere ötelenmesi
(kaydırılması) aktif durumdan pasif duruma bir geçiş sağlar. Pasiflenme potansiyeli denilen bir potansiyele erişildiği zaman termodinamik olarak bir oksit filminin meydana gelmesi söz konusudur. Bu pasif filmin oluşmasıyla birlikte korozyon akımında oldukça büyük azalmalar meydana gelir. Buna göre anodik koruma anodik bir
akımın uygulanması sonucu metal yüzeyinin pasif hale gelmesidir. Anodik akımın uygulanması ile birlikte metalin potansiyelinde bir artış meydana gelir. Metal potansiyeli Epp pasiflenme potansiyelini geçer geçmez akımda
ani bir düşme görülür. Demirin sülfürik asit içindeki polarizasyonundan bunu görmek mümkündür (Şekil.8). Tüm
pasif bölge boyunca ip de önemli bir değişme meydana gelmez. Potansiyelin daha yüksek değerlere tırmanması
ile yüksek valanslı iyonların meydana gelmesi ve oksijen çıkışının artmasına bağlı olarak (1.23 volt-hidrojen
elektrodu) akım şiddetinde yeniden bir artma görülür. Buna transpasif bölge denir. Ancak Cl gibi halojenlerin
bulunduğu ortamlarda daha bu bölgeye gelmeden, pasif bölgede ani bir akım artışı izlenir. Nedeni Cl iyonları
gibi aktif iyonların etkisiyle pasif tabakanın bozulmasıdır.
Aktif
Pasif
Transpasif
Şekil.8- Demirin NH 2 SO 4 içindeki anodik polarizasyon eğrisinin
şematik görünüşü, ip : pasif akım yoğunluğu, E^, : pasiflenme potansiyeli
Anodik koruma pratikte paslanmaz çeliklere, titanyuma ve belli durumlarda karbon çeliklerine de uygulanır.
Sülfirik asit. fosforik asit gibi asitlerin taşımacılığında kullanılan çelik tankların korunmasında kullanılır. Gerekli anodik akım yükü dış bir akım kaynağından sağlanır. Katodik korumada olduğu gibi yardımcı bir elektrot
kullanılır. Tek fark yarduncı eleküodun devrenin eksi kutbuna bağlanmasıdır. Potansiyelin pasif bölgede tutulması potansiyostat denilen bir cihazla sağlanır. Cihaz pasiflenme için gereken potansiyeli, kendi iç devresinden
sağladığı akımla karşılar. Anodik olarak korunacak yapılanı, kendisinden daha soy metallerle galvanik bir hücre
oluşturması halinde, korozyon hızında meydana gelen artışa bağlı olarak galvanik pil devresinden geçecek akım
Şekil.8 deki ikr kritik akım yoğunluğunu geçer ve pasiflenme anodik olarak gerçekleşir.
3-26
KAYNAKÇA
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
ÇAKIR, A., Metalik Korozyon İlkeleri ve Kontrolü, TMMOB Makina Mühendisleri Odası, Yayın
No. 131, ISBN 975 - 3950136, Ankara, 1990.
DORUK, M., Korozyon ve Önlenmesi, ODTÜ - Ankara, 1982.
DORUK, M. (Editör), 1. Korozyon Sempozyumu Bildirileri, Korozyon Derneği, Ankara, 1988.
DORUK, M. (Editör), 2. Korozyon Sempozyumu Bildirileri, Korozyon Derneği, Ankara, 1988.
TRETHEWAY, K.R. and CHAMBERLAIN, J., Corrosion for Students of Science and Engineering, Longman Scientific & Technical, Longman Group UK Limited, ISBN 0 - 582 - 45089 - 6,
Essex - England, 1989.
MATTISON, E., Basic Corrosion Technology for Students and Engineers, Ellis Horwood Limited,
ISBN 0-7458-0686-4 Sussex-England, 1989.
WRANGLEN, G., An Introduction to Corrosion and Protection of Metals, Butler and Tunner
Ltd., Frome and London, 1972.
BARROW, G.M., Plıysical Chemistry, Mc Graw - Mili Kogakusha, Ltd., Tokyo, 1973.
CRANE, F.A.A. and CHARLES, J.A., Selection and Use of Engincering Materials, Buttenvorth &
Co. Ltd., 1984.
İLGİLİ TSE STANDARTLARI
BOYALAR
TS
145
Sülüğen (Pb3O4 - Kurşun Kırmızısı)
Mayıs 1964 (Tadil Ocak 1971)
TS
789
TS
2436
TS 5347-50
TS 5401-02
TS
5810
TS 5812-13
Parlak Emaye Boyalar (Oto Boyalan)
Boyalar için Mineral Çözücüler
Boyalarda Kullanılan Pigmentler
Boyalarda Kullanılan Pigmentler
Alüminyum Silikat (Pigment)
Stronsyum ve Bakır Oksit Pigmentler
Kasım 1969
Kasım 1976
Kasım 1977
Aralık 1987
Nisan 1988
Nisan 1988
3-27